Кондуктор для сверления отверстий в металле
Производство многих деталей из металла предполагает создание в конструкции различного вида отверстий. Они могут быть сквозными или глухими. Сверление отверстий осуществляется при проведении слесарных работ. Эти операции позволяют получить отверстия различного диаметра и необходимой глубины. Технология сверления отверстий в металле приводится в соответствие с технологической картой. На чертеже указывают размеры отверстия, величину допуска, конструктивные особенности (например, постоянный или изменяемый диаметр, снятие фаски с одного или обоих краёв и так далее).

Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Сам процесс производится в различных режимах: с применением ручного инструмента (дрели или другого инструмента), специальных сверлильных или металлорежущих станках.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.

Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).

Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Режимы сверления
Для получения точных и качественных отверстий необходимо соблюдать режимы и технологии всех операций. Сверление металла предполагает соблюдение следующих режимов:
- выбор необходимого диаметра и типа сверла;
- скорости и глубина резания;
- скорость и точность подачи (сверла или заготовки);
- угол контакта режущей поверхности с заготовкой;
- температуры нагрева заготовки и сверла (обеспечение охлаждения, в случае необходимости).
Выполнение всех режимов позволяет получить отверстие в металле, удовлетворяющее условиям конструкторской документации. Правильно выбранный режим повышает точность обработки и продлевает срок службы режущего инструмента. Для выбора режимов сверления металлических изделий разработаны специальные таблицы. Они включают точные параметры режимов резания. Например, зная марку стали и диаметр используемого сверла можно с помощью данных переводной таблицы можно установить скорость резание. Это позволит точно настроить скорость вращения шпинделя применяемого станка. Для этого используют переводную таблицу, которая нанесена на специальную пластину и закреплена на лицевой панели каждого станка.

В отдельных случаях применяют предварительное сверление. Оно подготавливает черновое отверстие для дальнейшей обработки (фрезерования или развёртки). Если заготовка достаточно толстая или необходимо получить глубокое отверстие применяют поэтапный режим изготовления.
Типы отверстий и методы их сверления
В теории металлообработки все отверстия делятся по следующим признакам:
- назначению;
- геометрическим размерам и глубине;
- степени обработки.
По назначению их подразделяют: для крепления двух и более элементов, последующего нарезания резьбы, вставки отдельных элементов конструкции.
По второму признаку рассматривают следующие виды:
- сквозные;
- глухие (в том числе глубокие);
- половинчатые;
- большого диаметра.
Особое место занимают отверстия, которые подготавливают для нарезания внутренней резьбы. В этом случае сверление и рассверливание отверстий производиться с учётом будущего диаметра вкручиваемого элемента, обладающего наружной резьбой. Для каждого из отверстий выбирают свои способы сверления.


Так как сверление это процесс механического резания металла, поэтому для получения желаемого результата следует выбрать необходимые методы обработки. Для производства сквозных отверстий в деталях необходимо продумать систему их крепления, которая не позволит повредить поверхность, находящуюся за деталью. Наиболее целесообразно применять тиски или струбцины.
Для изготовления глухих или половинчатых отверстий следует предусмотреть точную остановку сверла, которое обеспечит необходимый размер. Сверление больших отверстий предполагает применение специального оборудования. При необходимости получения отверстий разного диаметра следует подобрать требуемый набор свёрл или применять станки с числовым программным управлением. Они позволят автоматически производить замену сверла на инструмент с заданным диаметром.
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).



Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.

По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
Для получения отверстий на токарном станке в шпинделе передней бабки закрепляют сверло, а в задней бабке крепят заготовку.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Советы мастеров
При проведении работ профессионалы советую обратить внимание на следующие особенности. Их делят на три категории:
- предварительный (подготовительный) этап;
- этап проведения работ;
- соблюдение техники безопасности.
На первом этапе необходимо:
- выбрать необходимое оборудование (станок, электрическую или ручную дрель), в зависимости от существующих возможностей;
- на основании стандартов и сплавочной литературы определить режимы резания и допустимые виды свёрл для проведения будущей операции;
- выбрать инструмент для разметки (если такого нет в наличии, изготовить самому);
- подобрать устройство фиксации дрели.
Предварительный этап должен заканчиваться проверкой надёжности крепления сверла и заготовки. Если применяется фиксатор дрели, следует проверить его надёжность.
Работы по сверлению отверстий должны производиться в строгой последовательности с составленной технологической картой или техническим процессом. Особое внимание следует обратить:
- сверло к месту будущего отверстия необходимо подводить только после того, как оно набрало заданную скорость вращения;
- извлекать сверло следует только в процессе его вращения (желательно на минимальных оборотах, если существует возможность изменения скорости вращения);
- следить за процессом резания (например, если режущая кромка не выполняет операцию сверления, следовательно, материал сверла мягче материала заготовки);
- для сверления не сквозных отверстий необходимо предусмотреть фиксатор или метку, позволяющую определить глубину прохода в материале;
- при работе на станках, оснащёнными ЧПУ, необходимо осуществлять контроль над последовательностью проводимых операций.
Важным элементом при проведении сверлильных работ является соблюдение техники безопасности. Она предполагает соблюдение следующих правил:
- обеспечение надёжности крепления всех элементов конструкции;
- организацию условий отведения образовавшейся стружки;
- соблюдение температурного режима (не допущения перегрева сверла и заготовки);
- применение специальной одежды и средств защиты (рук, глаз, открытых участков тела);
- на одежде не должно быть свободно свисающих элементов;
- длинные волосы должны быть заправлены в головной убор (это предотвратит возможность их наматывания на вращающиеся элементы станка).


Применения советов профессионалов позволит качественно выполнить операцию сверления и получить отверстия высокой степени точности на местах, указанных в конструкторской документации.
Сверление отверстий в металле. Кондуктор. Спиральное сверло. Заточка сверл. Подбор сверла под резьбу.

Сверление отверстий в отличие от продавливания производится особым режущим инструментом, называемым сверлом.
Сверло при постоянном вращении и постоянном осевом движении своими режущими кромками снимает стружку с поверхности и, постепенно углубляясь в толщу металла, выбрасывает стружку наверх, образуя отверстие цилиндрической формы. Процесс образования отверстия сверлом приведен на рис. 1.
Главное движение резания. Подача сверла.
Вращательное движение сверла называется главным рабочим движением или движением резания. Поступательное движение, направленное вдоль оси сверла, называется подачей сверла.
Виды сверления отверстий.
Различают следующие виды сверления:
- — сквозное, когда отверстие просверливается насквозь;
- — глухое, когда отверстие просверливается на определенную глубину детали и имеет дно;
- — рассверливание уже имеющегося отверстия.
Точность сверления.
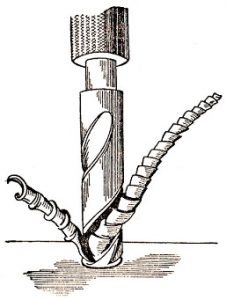
Рис. 1. Получение отверстия при вращении сверла с образованием стружки.
Точность сверления обеспечивается тем, что центр просверливаемого отверстия совпадает с центром, намеченным по разметке и намеченный диаметр отверстия соответствует диаметру сверла. Последнее требование достигается правильной заточкой сверла, проверяемой специальными шаблонами. Что касается совпадения центра отверстия с намеченным, то оно зависит от правильной установки и прочности закрепления изделия на станке, от качества металла, от правильной заточки сверла и от точности станка. Изделие должно быть прочно закреплено на столе станка или в тисках. Только крупные и тяжелые изделия могут не закрепляться, если их тяжесть обеспечивает им неподвижность при сверлении.
При разметке отверстий намечается центр отверстия, вокруг которого прочерчивается и накернивается контрольная окружность. Перед началом сверления центр размеченного отверстия необходимо углубить, а для диаметров свыше 25 мм и выше засверлить мелким сверлом.
Если требуется сверлить несколько глухих отверстий одинаковой глубины, пользуются указателем, представляющим собой металлический стержень, укрепленный на патроне. Нижний конец стержня, доходя до верхней поверхности детали, указывает, что глубина сверления достаточна.
Сверление отверстий, удаленных от патрона станка, производится с помощью удлинителей, которые на одном конце имеют конусное отверстие для вставки в него хвоста сверла, а на другом — конус Морзе для закрепления удлинителя в шпинделе станка.
Если требуется сверлить отверстия в нескольких одинаковых деталях, то вместо разметки каждой выгоднее произвести разметку одной детали и просверлить на ней отверстия, а затем уже по первой детали производить сверление остальных. Этот прием носит название сверления деталей по детали.
Кондуктор для сверления отверстий.
При сверлении большого количества деталей пользуются специальным приспособлением, называемым кондуктором. Кондуктор – приспособление с требуемым количеством отверстий, в которые вставлены закаленные кондукторные втулки для направления сверла. Форма и устройство кондукторов зависят от формы обрабатываемой детали. Кондуктор скрепляется с изделием, в котором необходимо просверлить отверстия, и затем производится сверление. При сверлении отверстий по кондуктору предварительная разметка не требуется. Втулки кондуктора должны соответствовать диаметру сверла. Сверление тонких деталей, например из листового металла, выполняется пачками. Листы скрепляются струбцинами, а затем производится сверление.
Сверление отверстий на наклонных плоскостях.
При сверлении деталей с наклонными плоскостями отверстий к оси сверла необходимо предварительно сделать засверловку. Для этого деталь с наклонной плоскостью первоначально устанавливают таким образом, чтобы наклонная плоскость ее была расположена в горизонтальном положении, и засверливают, а затем деталь устанавливают в нормальное для нее положение и производят сверление. Сверление отверстий в боковой части круглых деталей (валиков), когда ось валика не находится в одной плоскости с осью сверла, выполняется в такой же последовательности, т. е. валик поварачивают так, чтобы оси его и сверла находились в одной плоскости, и засверливают, а затем, повернув валик в исходное положение, производят сверление.
Вместо засверловки в том и другом случае можно сделать подрубку наклонной плоскости детали или валика с расчетом получить полную устойчивость сверла при нажатии.
Сверление глубоких отверстий в металле.
При сверлении глубоких отверстий канавки сверла, погружаясь в изделие, забиваются стружкой, вследствие чего сверло сильно нагревается, отпускается, затупляется и ломается. Для предотвращения этого сверло приходится часто вынимать из отверстия и освобождать от стружки. Но лучше делать иначе. Сверление выполняют двумя сверлами разного диаметра: вначале сверлят отверстия сверлом заданного диаметра на некоторую длину, затем продолжают сверлить до конца сверлом, диаметр которого примерно в 2 раза меньше заданного диаметра, а заканчивают операцию сверлом заданного диаметра. При сверлении большим сверлом стружка выходит из изделия в просверленное малым сверлом отверстие.
При сверлении диаметр получаемого отверстия всегда больше диаметра сверла, но при сверлении вязких металлов, как, например, стали, разработка (расширение) отверстий меньше, чем при сверлении хрупких металлов—чугуна, бронзы. Поэтому при сверлении надо учитывать разработку отверстий, которая при диаметре сверла до 10 мм увеличивает отверстие на 0,02—0,03 мм, а при диаметре сверла больше 10 мм достигает 0,05—0,1 мм. Чтобы получить более точный размер отверстия, следует сверлить за два раза: сначала сверлом меньшего диаметра, а затем сверлом нужного диаметра.
Причины поломки сверла.
Поломка сверл может произойти вследствие наличия неметаллических включений, пустот или раковин в просверливаемом изделии. При выходе сверла механическую подачу необходимо уменьшать вдвое или переходить на ручную. Переход на ручную подачу необходим при сверлении тонких листов и деталей, имеющих у выхода наклонную плоскость к оси сверла, в целях предупреждения поломки сверла вследствие одностороннего давления на него.
При работе тупым сверлом также может произойти поломка вследствие большой подачи и недостаточного врезания сверла в металл.
Классификация сверл по конструкции.
По конструкции сверла разделяются на перовые и спиральные.
Перовое сверло.
Рис. 2. Перовое сверло.
Перовое сверло (рис. 2) изготовляется из прутка инструментальной стали, один конец которого оттягивается и расплющивается, а второй конец имеет цилиндрическую или пирамидальную форму. Первое сверло применяется только в исключительных случаях при сверлении одного-двух отверстий. После каждой заточки размер сверла уменьшается, и отверстия получаются неодинаковыми.
Спиральное сверло.

Рис. 3. Спиральное сверло.
1 – рабочая часть; 2 – шейка; 3 – хвост; 4 – поводок; 5 – передний конус; 6 – канавка; 7 – перо; 8 – направляющая фаска (ленточка); 9 – режущая кромка (лезвие); 10 – поперечная кромка (лезвие); 11 – поверхность задней заточки.
Широкое применение для сверления отверстий получили спиральные сверла (рис. 3).
Спиральные сверла имеют значительные преимущества перед перовыми. Они обеспечивают высокую производительность сверления, образуют более точные отверстия, сохраняют размер своего диаметра после любого числа заточек, хорошо отводят стружку и хорошо центрируются и направляются в отверстие.
Конструкция спирального сверла.
По конструкции спиральное сверло состоит из:
- заборного конуса с углом при вершине α, равным 116— 120°. Угол при вершине для мягких металлов затачивается от 50 до 140° в зависимости от материалов, например, для пластмассы 50—60°, для латуни 100—110°, для меди 125—130°, для алюминия 140°. Заборный конус вследствие того, что при заточке режущих кромок образуется поверхность задней заточки, оканчивается поперечным ребром-перемычкой. Для отвода стружки и подвода охлаждающей жидкости-эмульсии цилиндрическая часть имеет винтовую канавку с углом наклона винтовой линии 26°;
- цилиндрического или конического хвоста сверла с конусом Морзе для закрепления сверла в шпинделе или патроне станка;
Заточка сверл. Правильная заточка сверла.
Заточка сверла требует определенного навыка. Поэтому в современных, хорошо оборудованных цехах заточку сверл производят в централизованном порядке на специальных станках с применением приспособлений. Это гарантирует получение правильных граней и углов резания сверла.
Шаблон для заточки сверл.
Качество заточки сверла, угол при вершине и угол заточки проверяют шаблоном (рис. 4). При заточке необходимо следить, чтобы режущие кромки были наклонены под одинаковым углом к оси сверла, чтобы режущие кромки были одинаковой длины, и середина перемычки находилась на оси сверла.

Рис. 4. Проверка заточки сверла шаблоном.
Охлаждающая жидкость при сверлении.
Стойкость сверла, т. е. время работы сверла от одной заточки до другой, зависит от правильного охлаждения сверла при работе. Без охлаждения режущие кромки сверла нагреваются, получают отпуск, и сверло быстро затупляется. Охлаждающей жидкостью, гак называемой эмульсией при сверлении стали, ковкого чугуна, красной меди и латуни служит мыльная вода и минеральное масло, а при сверлении алюминия — мыльная вода и керосин.
Серый и белый чугун, а также бронза сверлятся без охлаждения (всухую), так как мелкая стружка, образуя вязкую массу увеличивает трение и вызывает нагревание инструмента.
Подбор сверла.
Сверление отверстий может быть сквозное и глухое под резьбу и под развертку. Выполнение того или другого вида сверления не влияет на выбор сверла, станка и способ закрепления изделия. Разница заключается лишь в подборе диаметра сверла.
Необходимо учесть твердость обрабатываемого металла и в зависимости от нее подобрать диаметр сверла, приняв во внимание, что сверло разрабатывает отверстие, т. е. делает его шире своего диаметра.
Средняя разработка отверстий принимается следующая:
Подбор сверла под резьбу таблица.
При сверлении отверстий под резьбу также надо иметь в виду твердость металла и соответственно с нею подбирать сверла. Для правильного подбора сверла имеются специальные таблицы. Одна из этих таблиц приводится ниже (табл. 1).
Таблица 1. Подбор сверла под резьбу.
| Диаметр резь бы в мм | Диаметр сверла в мм | Диаметр резьбы в мм | Диаметр сверла в мм | ||
| в чугуне | в стали | в чугуне | в стали | ||
| 5 | 4,1 | 4,1 | 13 | 10,8 | 11,0 |
| 6 | 4,9 | 5,0 | 14 | 11,7 | 11,9 |
| 7 | 5,9 | 6,0 | 15 | 12,7 | 12,9 |
| 8 | 6,6 | 6,7 | 16 | 13,7 | 13,9 |
| 9 | 7,6 | 7,7 | 17 | 14,3 | 14,6 |
| 10 | 8,3 | 8,4 | 18 | 15,1 | 15,3 |
| 11 | 9,3 | 9,4 | 19 | 16,1 | 16,3 |
| 12 | 10,0 | 10,1 | 20 | 17,1 | 17,3 |
Ручное сверление.
Для сверления отверстий вручную применяются дрели и трещотки.
Коловорот ручной.
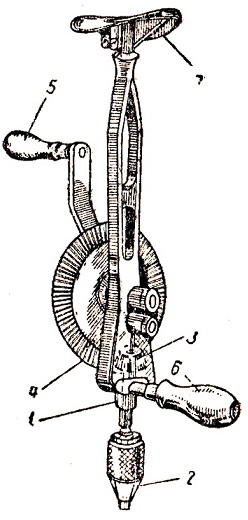
Рис. 5. Дрель с коническими шестернями.
Ручная дрель (коловорот) (рис. 5) с коническими зубчатыми шестернями состоит из шпинделя 1, патрона 2, двух шестерен 3 и 4, ручек 5 и 6 и головки 7. Шпиндель 1 вращается от горизонтально расположенной конической шестерни 3, соединенной с вертикальной кони ческой шестерней 4. Шестерня 4 приводится в движение ручкой 5. Сверло закрепляется в патроне 2. Дрель вовремя удерживается за ручку 6 и головку 7.
Трещотка.
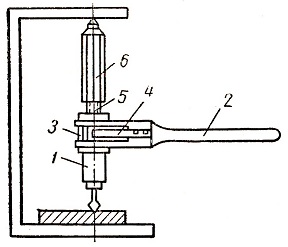
Рис. 6. Трещотка.
Трещотка (рис. 6) имеет шпиндель 1, который приводится в движение ручкой 2. На шпинделе насажено храповое колесо 3, которое приводится в движение ручкой 2 через собачку. Собачка прижимается к храповому колесу пружинкой 4. При движении рукоятки в одну сторону собачка вращает храповое колесо, которое в свою очередь вращает шпиндель со вставленным в него сверлом. При движении ручки в обратную сторону собачка скользит по храповому колесу, но не вращает его. Подача осуществляется путем вывертывания винта 5 из гайки 6 во время движения ручки в обратную сторону.
Сверление дрелью или трещоткой проходит медленно и требует значительной затраты сил. В связи с этим широкое распространение получили электрические и пневматические дрели.
Пневматическая дрель.
Пневматическая дрель работает сжатым воздухом давлением в 5 – 6 ат. Пневматические дрели хорошо работают при сверлении малых отверстий. Воздух подводится шлангом к хвостовику рукоятки дрели. Через клапан воздух поступает в статор, воздействует на лопатки ротора и сообщает ротору вращение. Вращение от ротора через редуктор передается на шпиндель с патроном для сверла.
Электрическая дрель.
Электрические дрели по сравнению с пневматическими имеют следующие преимущества. Они имеют сравнительно малый вес и снабжены сильными приводами в виде электродвигателей, что предохраняет их от перегрузки. Для монтажных работ особенно пригодны электрические дрели с однофазным электродвигателем, который снабжен коллектором.
Виды сверлильных станков.
В котельном производстве широко применяются:
- — вертикально-сверлильные одношпиндельные и многошпиндельные станки;
- — горизонтально-сверлильные одношпиндельные и многошпиндельные;
- — специальные сверлильные станки.
Радиально-сверлильные станки.

Рис. 7. Радиально-сверлильный станок.
1 – станина; 2 – колонка; 3 – траверса; 4 – суппорт с электродвигателем; 5 – стол.
Из вертикально-сверлильных станков наибольшее распространение получили радиально-сверлильные станки (рис. 7). Они очень удобны при сверлении деталей с многочисленными отверстиями, расположенными на различных расстояниях друг от друга. Радиально-сверлильные станки изготовляются с поворотным плечом на 180 и 360°.
Вертикально-сверлильные станки (рис. 8) строятся со свободно стоящей стойкой. Радиально-сверлильные станки с поворотным плечом на 360° имеют вращающуюся колонку, с большим расстоянием между ее опорами. Поэтому поворот вращающейся колонки происходит легко и плавно. Кроме того, достигается весьма устойчивое положение плеча при сверлении. Во всех типах радиальных станков перемещение плеча вверх и вниз происходит от электродвигателя, от которого получает вращение и шпиндель станка. Вал электродвигателя располагается вертикально и непосредственно сцепляется с зубчатым перебором станка.
Рис. 8. Вертикально-сверлильный станок.
Радиально-сверлильный станок назначение.
Радиально-сверлильные станки применяются для сверления трубных решеток, котельных листов и других деталей. Для сверления отверстий по кривым поверхностям головка шпинделя имеет возможность поворачиваться по кривой.
Сверло в шпинделе сверлильного станка крепится конусной частью (хвостом). Каждому диаметру сверла соответствует определенный размер конуса Морзе. Конусы Морзе делаются пяти номеров от 1 до 5. Для сверл диаметром до 15 мм применяется конус Морзе № 1, для сверл до 23 мм — № 2, до 32 мм — № 3, до 50 мм — № 4, до 80 мм — № 5. Если нужно сверлить отверстие сверлом, имеющим конус № 1, в станке с конусом № 4, то для этого применяют переходные втулки с таким расчетом, чтобы втулка имела наружный конус № 4.
Кондуктор для сверления отверстий

Кондуктор для сверления отверстий
Конструкционные особенности и виды кондукторов
Кондуктор для сверления фактически представляет собой шаблон отверстий, которые позволяют сделать их с максимальной точностью. Их можно разделить на два вида:
- когда ось сверления находится под прямым углом к поверхности материала;
- когда ось проходит под острым или тупым углом по отношению к плоскости.

Инструмент обладает такой универсальностью, что находит применение в разных сферах индустрии. Уже на протяжении нескольких десятилетий он очень активно применяется в машиностроительной, строительной отрасли. Ведь он позволяет не только высверливать отверстия в нужных заготовках под разным углом и превосходной точностью, имеющих разную конфигуративную особенность. С его помощью легко сверлятся отверстия в различных строительных конструкциях, а также трубах из любого материала и т. д. Кондуктор часто используется в мебельной индустрии, так как значительно упрощает процесс крепежа фурнитуры и самой сборки разных ее деталей. На самом деле, это лишь малый фронт задач, которые способен решить кондуктор.
Классификация инструментов
По функционалу и конструктивному функционалу кондуктор для сверления делится на виды:
- накладные. Название исходит из их функционального способа работы, то есть он накладываются на заготовительную часть или обрабатываемую поверхность, крепятся к ней специальными зажимами или придерживается рукой. Такой прибор применим для высверливания плоских поверхностей, например, досок, МДФ-плит и ДСП. Его так и называют мебельный кондуктор для сверления отверстий. Благодаря применению кондуктора, сами отверстия получается очень аккуратными и выверенными;
- поворотные. Такие шаблоны прекрасно применяются для высверливания округлой или цилиндрической поверхности. Благодаря такой конструкции ось занимает горизонтальное, вертикальное и наклонное положение к поверхности. Это возможно благодаря втулкам, которые могут направлять линию сверления;
- универсальные. Подобной конструкции средства пользуются широкой популярностью в небольших промышленных производствах, где важную роль играет быстрая подстройка под существующую поверхность. В силу своей уникальности, они также востребованы в домашнем хозяйстве, когда приходится работать с разными материалами, плоскостями и поверхностями;
опрокидываемые. По функционалу напоминают чем-то универсальные. Они необходимы, когда требуется сделать отверстие в разных плоскостях и под разным уклоном. Это очень удобно для проведения каких-то ремонтных работ, когда требуется просверлить в стене отверстие без больших затрат по времени и под конкретным углом; - скользящие. Согласно своему названию, такой кондуктор не обязательно крепить к той поверхности, куда его предполагается прикладывать. Следует отметить неудобство такого кондуктора в обращении, так как требует постоянного удерживания рукой;
- закрепляемые. В отличие от скользящих кондукторов, они крепятся к тому месту, где их намерены использовать. Крепить их гораздо проще, но в силу своей конструкции ограничивают простор работ человека. Это можно наглядно увидеть при проведении работ на стенах или вертикальных плоскостях, имеющих всего один шпиндель.
Кондуктор для сверления отверстий накладной Кондуктор для сверления отверстий универсальный Кондуктор для сверления отверстий закрепляемый Кондуктор для сверления отверстий поворотный
Сфера применения
Следует отметить, что кондуктор для сверления используется практически повсеместно, где есть необходимость регулярно сверлить отверстия. Такими областями могут быть:
- производство мебели. При изготовлении мебели очень часто приходится сверлить отверстия под крепежные материалы, фитинги и фурнитуру. От точности и корректности выполненного отверстия зависит дальнейший вид мебели, ее презентабельность и продаваемость;
- строительство. При проведении строительных и ремонтных работ зачастую приходится сверлить стены, трубные и иные поверхности. Не имея шаблонов, это делать очень сложно, а исправление последующих ошибок заберет кучу времени. Благодаря шаблонам все высверливаемые отверстия будут иметь нужную форму, и находится под нужным наклоном;
- машиностроение. Работать без шаблонов здесь тоже достаточно сложно, так как все заготовки и детали проходят стандартизацию, то есть они все должны иметь одинаковые размеры, одинаковое положение каких-то частей, в том числе отверстий;
- серийное производство. Штамповое производство также требует унификации некоторых компонентов. Шаблоны упрощают задачи в этом плане. Можно быть уверенным, что все высверливаемые отверстия будут иметь одинаковые размеры и одинаковый наклон, или будут прямо перпендикулярно относительно поверхности;
- домашнее хозяйство. Дома часто приходится что-то ремонтировать, поэтому возникает такая необходимость, как высверлить отверстия в стенах, деталях или каких-то заготовках, где особая точность отверстий является весьма критичной.
В наше время кондукторы выпускаются как универсальные, так и специализированные под конкретные области производства работ. Цена некоторых невелика, поэтому нет необходимости изготавливать такие средства самостоятельно.
Кондуктор для перпендикулярного сверления отверстий
Кондуктор для перпендикулярного сверления отверстий применяется чаще всего в мебельной индустрии, где нужно сверлить плиты, доски, бруски, ДСП и прочие детали из разных материалов. И где от точности расположения отверстия будет зависеть облик будущей мебели. Для этих целей подходят конудкторы любых видов.
Кондуктор для цилиндрических заготовок или труб
Для цилиндрических поверхностей больше всего подходят поворотные или универсальные виды, так как во время сверления трубы или любой другого предмета, имеющего сферическую форму, сверло может смещаться, отчего отверстие окажется неправильной формы.

Кондуктор для цилиндрических заготовок или труб
Такие шаблоны позволяют выдерживать перпендикулярность между трубой или сферой и непосредственно сверлом. Это очень важно.
Отдельного описания заслуживают мебельные кондукторы для сверления отверстий

Мебельный кондуктор для сверления отверстий
Они используются, когда требуется просверлить отверстия для крепежей. В этом случае применяется кондуктор для конфирмантов или шкантов. Без них просверлить такие отверстия просто невозможно. А как часто бывает такое, что при сборке мебели обнаруживается нехватка некоторого количества отверстий, необходимой для окончательной сборки.
Кондуктор для отверстий под углом
Кондуктор для сверления отверстий под углом применяется для сборки мебели. Зачастую его используют для сверления не слишком толстых МДФ-плит или ДСП, фанеры. Используются также на производстве. Могут изготавливаться как в специализированном исполнении, под конкретные операции, или в более универсальном виде. Они сокращают время по изготовлению наклонных отверстий. Тем более, на глаз сделать их так же одинаково точно не получится.
В домашних условиях сверлить под углом приходится не часто, но такая необходимость возникает. Такого рода кондуктор можно изготовить самостоятельно, а можно купить. Причина в том, что если не заниматься серийным производством, то подготовка шаблонов под нестандартные отверстия, скорее всего не оправдает затраты на себя. Проще и дешевле будет постараться рассверлить отверстие как нужно, но небольшими отклонениями, чем заниматься изготовлением шаблонов. Возможно, он больше никогда не пригодиться. Решать владельцу.
Кондуктор отверстий под шканты
Кондуктор для сверления отверстий под шканты один из наиболее простых шаблонов в своем варианте исполнения. Однако следует знать, что такие шаблоны должны упрощать работу мастера, а не усложнять ее, когда он вынужден применять сложные приборы.

Кондуктор отверстий под шканты
Применяется для сбора мебели. Должен обеспечивать одновременное сверление отверстий без смены прибора. Для изготовления используются разные материалы, имеющих разные прочностные характеристики. Самым прочным можно считать агрегат из стали.
Кондуктор под конфирмат разновидности и возможность изготовления
Также самый простой кондуктор для сверления отверстия под конфирмат. Сбирается такой кондуктор дома без особого труда. Имеет смысл его собрать самостоятельно, если занимаетесь профессионально изготовлением мебели. Для высверливания одного или двух отверстий нецелесообразно.

Кондуктор под конфирмат
Более сложные чертежи можно взять из любых источников в Интернете. С усложнением конструктивности устройства расширяется его спектр использования. Чтобы не заморачиваться с конструктивно сложными устройствами, можно сделать из легкодоступных материалов, как пластины из металлов, брусья из дерева, арматура или уголки. Для работы с металлом может понадобиться сварочный материалы, хотя можно крепить фиксирующие элементы на резьбовые болты.
Преимущества и недостатки
По своему функциональному назначению кондуктор выступает как шаблон, по которому необходимо высверлить отверстие в требуемом материале с максимальной точностью к оригиналу. Такой шаблон очень облегчает работу мастера, когда нужно просверлить строго вертикальное, горизонтальное или наклонное отверстие.
Мастеру уже не нужно делать зарисовки, замеры, имея при себе такой инструмент. Сверло располагается строго под требуемым углом, который необходим в процессе работы и не сможет отклониться. Это повышает точность работы, которую видно на примере глубоких отверстий.
Для работы с мебелью кондуктор должен отвечать следующим требованиям:
- он должен помогать и ускорять процесс сборки мебели, не требовать использования сложного оборудования;
- позволять делать сразу несколько отверстий без необходимости нанесения ручных разметок;
- повышать работу со сверлом;
Материалы, из которых производятся кондукторы, имеют разные прочностные характеристики. В основном это пластик и стекло из органического сырья. Но самые прочные получаются из металлов, а именно стали. Поэтому при выборе следует обращать на такие характеристики:
- минимальные деформации при больших нагрузках;
- четкая ось направления сверла;
- отсутствие нагрева во время работы.
В мебельном производстве применяют более легкие кондукторы, которые просты в обращении. Могут использоваться заводские или самодельные варианты.
Следует заметить, что у настоящего мастера глаз наметан, поэтому зачастую все эти приспособления, чтобы сделать отверстие верным, ему не нужны.
Явным преимуществом таких средств является удобство в эксплуатации. С их помощью даже неопытный человек сможет выполнить всю работу на уровне квалифицированного рабочего. Здесь даже не нужно делать какие-то сложные расчеты и иметь колоссальный опыт. Его главное назначение это ускорять процесс работы во много раз.
Самодельные кондукторные аппараты
Кондуктор для сверления отверстий своими руками является прекрасной альтернативой магазинным вариантам. Поскольку не всегда в магазине имеется именно тот вариант, который требуется в данный момент. Его можно собрать самому дома.
Рассмотрим более популярный и стандартизированный вариант, пригодный для более часто выполняемых работ, как сборка мебели..
Схема для сборки кондуктора Схема устройства кондуктора для сверления отверстий
Потребуется арматура диаметром от 10 мм. При помощи режущего инструмента, например, болгарки, нарезать на отрезки, требуемой длины. Зачистить заготовки наждачкой. По стандарту все высверливаемые отверстия имеют расстояние между собой в 32 см. Сделать отметки и просверлить дырки. На следующем этапе предполагается создание опорных точек для наших заготовок. Для этих целей прекрасно подходит пластина из любого металла. Толщина от 1 мм. Более толстую пластину использовать неразумно, так как она только утяжеляет вес всего устройства. Они соединяются вместе и далее намечаются места для резьбового крепления. Их соединяют и крепят друг с другом. Вот и все, устройство готово к использованию.
Основное предназначение кондуктора, оно же самое главное, это упрощать работу со сверлом и сокращать время сборки мебели. Отличием покупного от самодельного устройства является его подгонка под конкретные нужды мастера.
8 лучших кондукторов для сверления
Универсальные мебельные кондукторы и надежные приспособления для ремонтно-строительных работ с плиткой, металлом, деревом, стеклом и другими материалами.
Не забудьте подписаться на наш канал в Telegram.
Лучшие кондукторы для перпендикулярного сверления
Такие модели отличаются простотой конструкции и предназначены для установки на ровную поверхность. Они могут использоваться в мебельном производстве, строительных работах или в быту.
Kreg KPCS

Модель обладает режущим наконечником особой формы, дающим возможность создавать ровные и гладкие заглушки. Наличие спиральных канавок гарантирует высокое качество реза и продлевает срок службы кондуктора. Стопорное кольцо способствует комфортному выполнению серийных операций.
Габариты приспособления — 254х45х172 мм, масса 0,48 кг. Его использование позволяет добиться практически идеального совпадения. Для этого достаточно установить сверло-резак в любую дрель. Низкое выделение тепла и устойчивость к трению позволяют работать с кондуктором в интенсивном режиме.
- быстрая установка;
- высокая прочность и долговечность;
- стопорное кольцо;
- качественный рез.
Kreg KPCS будет полезен при выполнении широкого круга задач: создания заглушек, текстурных пробок и просто аккуратного сверления.
Hammerflex 226-021

Корпус модели изготовлен из высокопрочной углеродистой стали. Она не подвержена воздействию коррозии, не боится большой ударной нагрузки. Это исключает риск повреждения и случайной порчи поверхности при воздействии сверла.
Диапазон допустимых диаметров 4-70 мм, масса приспособления — 625 граммов. Кондуктор надежно фиксируется при помощи вакуумных присосок и отличается точностью регулировки рабочего отверстия.
- прочный корпус;
- гибкая настройка;
- надежная фиксация;
- малые габариты;
- быстрая установка.
Hammerflex 226-021 предназначен для работы с алмазными коронками. Надежный выбор для эксплуатации на строительной площадке или в быту.
Matrix 72833

Модель оснащена резиновой вакуумной присоской, обеспечивающей надежную фиксацию на поверхности. Это исключает риск возникновения царапин при интенсивном сверлении и соскальзывания оснастки. Корпус изготовлен из ABS-пластика, не боится падений и резких ударов.
Диапазон допустимых размеров сверл составляет 4-13 миллиметров, габариты самого кондуктора — 190х145х20 мм. На корпусе расположен специальный штуцер, с помощью которого осуществляется подача охлаждающей жидкости.
- прочный, но легкий корпус;
- надежная фиксация;
- компактность;
- низкая цена.
Кондуктор Matrix 72833 рекомендован для точного позиционирования алмазной оснастки при сверлении напольной плитки, керамогранита, стекла и других хрупких материалов.
Практика 771-404

На корпусе этого кондуктора находится специальное отверстие для подачи воды, что дает возможность использовать модель при сверлении алмазными коронками. Кольцеобразная присоска обеспечивает надежную фиксацию на гладкой и чистой поверхности.
Максимальный диаметр отверстия составляет 13 мм, количество направляющих — 8. Легкость установки и снятия гарантирует комфортную работу с различной оснасткой и быстрый переход од одних задач к другим.
- удобная установка и надежная фиксация;
- отверстие для охлаждающей жидкости;
- малый вес.
Практика 771-404 подойдет для сверления отверстий в керамограните или керамической плитке, если речь не идет об интенсивном профессиональном использовании.
Лучшие кондукторы для сверления под углом
Подобные модели могут фиксироваться на заготовках изогнутой формы и торцевых элементах. Для этого они используют прижимы и упоры различных типов, что позволяет применять их не только при сверлении, но также при установке петель или скреплении сложносоставных конструкций.
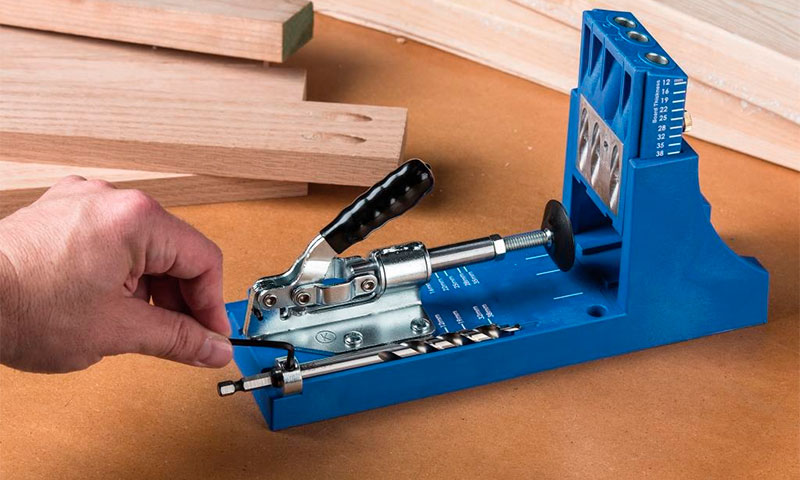
Kreg K4

Модель использует направляющие Drill Guide с тремя отверстиям для обработки материалов толщиной от 13 до 38 миллиметров. Все блоки конструкции имеют вставки из закаленной стали. Они минимизируют отклонения сверла, образование сколов и царапин.
Многоцелевые клещевые струбцины Kreg Face Clamps быстро фиксируют кондуктор на столе. Регулировка зажима осуществляется с помощью контргайки. Корпус выполнен из нейлона и усилен стекловолокном, что гарантирует высокую прочность, но в то же время эластичность и гибкость.
- точный угол сверления;
- аккуратная обработка;
- надежная фиксация;
- вывод отходов;
- гибкая настройка.
Kreg K4 подойдет для регулярной эксплуатации — соединения деталей мебели или ремонтных работ.
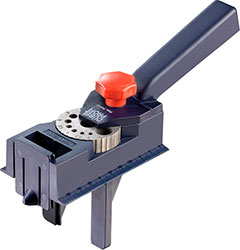
Wolfcraft 4640000

Модель имеет удобную для захвата рукоять, обеспечивающую комфортное удержание под любым углом. Ударопрочная конструкция не боится падений с большой высоты и механических повреждений.
Допустимые диаметры шкантов — 6, 8 и 10 мм, толщина обрабатываемой заготовки может быть до 30 миллиметров. Кондуктор гарантирует идеальное совмещение скрепляемых деталей, не царапает поверхность и удобен при сверлении в интенсивном режиме.
- удобство удержания;
- прочная конструкция;
- плотное прилегание к поверхности;
- долговечность.
Wolfcraft 4640000 будет полезен при подготовке соединений с помощью шкантов. Соответственно, он используется для работы с ДСП, фанерой, МДФ и массивной доской.
KWB DubelProfi 7580-00
Модель оснащена резиновой подложкой, обеспечивающей защиту гладких поверхностей от появления царапин. Барабан револьверного типа гарантирует удобство перенастройки приспособления.
При габаритах 283х139х171 мм весит кондуктор 300 граммов. Параллельный упор и щуп способствуют точному и аккуратному сверлению, а разметочная шкала упрощает работу в интенсивном режиме. Модель позволяет выбрать отверстие диаметром от 3 до 12 миллиметров.
- гибкая настройка;
- мягкая подложка;
- малый вес;
- универсальность;
- надежная фиксация.
KWB DubelProfi 7580-00 подойдет для решения задач различного уровня сложности. Среди них сверление отверстий в трубах, монтаж угловых и плоских соединений.
Narex 872100

Модель отличается малыми габаритами и весом. Это обеспечивает комфортное использование в неудобном положении или труднодоступном месте. В комплект входит сверло по дереву диаметром 8 миллиметров.
Изогнутая форма рукояти и впадина в центральной части способствуют плотному прилеганию кондуктора, исключают вероятность соскальзывания насадки. Ограничитель глубины гарантирует более аккуратную работу.
- компактность и небольшой вес;
- ограничитель глубины;
- плотное прилегание к поверхности;
- удобство удержания;
- сверло в комплекте.
Narex 872100 стоит купить для аккуратного сверления отверстий под мебельные нагели. Экономичное решение при работе с однотипными соединениями.
Какой кондуктор купить для сверления
Перед покупкой приспособления для сверления советуем определить сферу его будущего использования — она влияет на тип конструкции модели. Кондукторы могут применяться при сверлении труб, работе с плиткой, мебелью и т.д.
Оптимальным решением для дома станет универсальный шаблон.
Комфорт при выполнении задач зависит от особенностей эксплуатации:
- Накладные кондукторы удобны на горизонтальных поверхностях;
- Поворотные применяются при обработке цилиндрических деталей;
- Скользящие модели не нуждаются в фиксаторе и рекомендованы для использования в интенсивном режиме.
Для удержания кондуктора могут использоваться различные крепления. К основным из них относятся пружинные упоры, внешние струбцины с прокладками, саморезы. Модели с присосками не повреждают заготовку, но надежно фиксируются лишь на гладких поверхностях.
Важно учесть материал изготовления. Бюджетные модели выполняются из пластика — они не предназначены для регулярной эксплуатации, так как быстро изнашиваются и стачиваются. Для постоянных работ лучше купить кондуктор со стальными гильзами и ударопрочным корпусом.
Делаем кондуктор для сверления отверстий своими руками
Точное сверление, применяемое для сборки металлических, деревянных и иных деталей друг с другом — это гарантия того, что изделие будет качественным, без зазоров, крепким и с полной отдачей прослужит продолжительное время. В случае сверловки МДФ, ОСП, ДСП, ЛДСП и иных материалов желательно практиковать кондуктор для создания отверстий, чтобы получить хорошие результаты. С помощью такой оснастки производитель избавляется от следующих проблем: разметка, керновка (точечные углубления в материале под режущий инструмент), сверловка с соблюдением вертикального положения режущего инструмента.

Инструменты и материалы
Для создания приспособления следует первым делом определиться с задачами, какие оно станет исполнять. Сообразно этому выбирается необходимый материал, из которого будет изготавливаться мебельный кондуктор. Самым долговечным, проверенным является металлическое устройство.
Для его создания сгодится кусок арматуры, брус либо пластина – то, что, скорее всего, имеется в каждой домашней мастерской либо в гараже.


Ключевое значение при создании приспособления имеет строгий расчёт местоположения отверстий на детали. Можно позаимствовать готовую схему либо выполнить её своими руками. Последний способ лучше, поскольку размеры на чертежах обязаны отвечать решаемым задачам.
Из инструментария потребуются:
- электродрель;
- шлифмашина либо лобзик;
- комплект слесарных инструментов;
- струбцины;
- тисы.




Вместо металла можно применять такие материалы, которые имеют невысокую стоимость и очень просто подвергаются обработке:
- фанеру;
- стеклотекстолит либо текстолит – лучше толстый;
- древесину твёрдых пород;
- ДВП (другое наименование — оргалит) либо его аналог.



Необходимо учитывать, что эти материалы не способны служить в течение длительного времени, и с целью увеличения срока службы приспособления необходимо впрессовывать в них трубки из металла.
Инструкция по изготовлению
Самодельный шаблон должен заключать в себе чертежи и разметки, особенно часто встречающиеся в домашней обстановке на предметах мебели и иных местах.
Сначала разберём процедуру изготовления металлического кондуктора для евровинтов. Этот крепёжный элемент особенно часто применяют при сборке мебели.
- От металлического бруса квадратного сечения (10x10 миллиметров) посредством шлифмашинки отрезается кусок требуемой длины. Его торцевые поверхности при помощи напильника равняются и зачищаются от заусенцев. Рёбра и углы можно закруглить для удобства и безопасности применения.
- На заготовке выполняется разметка под отверстия. Центры их должны находиться на дистанции 8 миллиметров от боковой грани (толщина ДСП – 16 миллиметров). От торца и промеж отверстий должно быть 32 миллиметра, сообразно общепризнанной системе мебельных креплений. Для разметки можно применять штангенциркуль либо столярный уголок. Метки на детали предпочтительнее выполнить посредством заострённого шила. Можно при помощи молотка и керна сделать углубления для начальной установки сверла. Самое главное при высверливании отверстий – не дать сверлу сместиться и выполнить их строго под прямым углом.
- 5-миллиметровым сверлом проделать отверстия.
- Для изготовления упора необходимо отрезать кусок требуемой длины от железной пластины (1x25 миллиметров).
- Обработать кромки наждачкой.
- Зажав в тисках, согнуть заготовку под углом 90°. Сложить элементы, соединив их соосно.
- Скрепить заготовки в таком положении посредством струбцины.
- Со стороны пластинки по длине устройства и в торце проделать отверстия, сообразные размеру болта. Нарезать резьбу и накрепко соединить детали.
- Излишки упорной пластинки обрезать, кромки обработать.



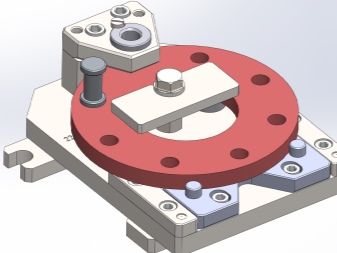
Самоцентрирующийся кондуктор
Если вы делаете мебель с применением нестандартных панелей, то потребуется универсальное приспособление.
Его также можно сделать своими руками. Для этого потребуется чертёж и базисные познания в геометрии.
Применяемые материалы: отрезок фанеры 15-18 миллиметров, трубка с тонкими стенками, соответствующая диаметру сверла, несколько шкантов (шипов) и стальная планка для плеч многоугольника.
- Делаем 3 одинаковых элемента: в центре отверстие с запрессованной в него трубкой, снизу симметрично размещаются упорные ножки из шипов. Самое главное, чтобы все 3 компонента были полностью идентичны.
- Из металла нарезаем 3 одинаковых плеча с симметрично располагающимися отверстиями. Собственно, они определяют ровность отверстий приспособления. Вырезаем пазы в 3-х деталях и объединяем их посредством металлических плеч. Устройство функционирует не хуже заводского при практически нулевой стоимости.

Приспособление для соединения «на косой шуруп»
Для создания кондуктора надо взять брус размером 80x45x45 миллиметров.
- На заготовке отмерить по 15 миллиметров с каждой стороны, нанести метки и высверлить в отмеченных местах 2 отверстия диаметром 10 миллиметров.
- Затем берём трубку из нержавейки с наружным диаметром 10 миллиметров и внутренним 8 миллиметров и отрезаем от неё 2 заготовки длиной приблизительно 8,5-9 миллиметров.
- Молотком запрессовываем трубки в заранее проделанные отверстия на брусе. Для лучшего сцепления древесины и металла необходимо смазать трубки небольшим количеством эпоксидки.
- Теперь устройство следует обрезать электрическим лобзиком под угол 75°.
- Чтобы срез получился идеально сглаженным, шлифуем его на наждачном станке.
- На завершающей стадии обрезаем кондуктор с другого края таким образом, чтобы его можно было зафиксировать на поверхности, которая будет сверлиться.
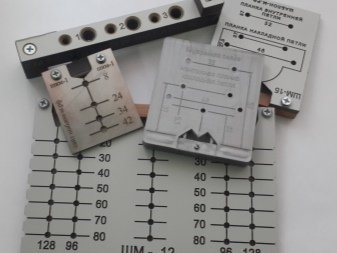
Кондуктор для врезки петель, замков
Для самостоятельного создания устройства понадобится шаблон.
Чертёж можно найти в сети либо взять приспособление у знакомых плотников и очертить на бумаге каждый элемент.
Когда чертёж будет готов, можно начать изготовление.
- Элементы вырезаются из оргстекла, отшлифованной доски, фанеры либо МДФ. Первый элемент – прямоугольник 380x190 миллиметров.
- По меньшим кромкам детали делают 6 отверстий, по 3 с каждого края. Промеж отверстий выдерживается равная дистанция в отношении друг друга, а также середины прямоугольника.
- В центре прямоугольной детали вырезают окно 135x70 миллиметров.
- Ограничитель изготавливается из куска рейки, зафиксировав к одному концу брус. Его крепят к детали самонарезающими шурупами.
- Для изменения размера окна вырезаются 2 прямоугольные детали 130x70 миллиметров. На большей части выполняют 2 пропила, промеж которых выдерживают дистанцию 70 миллиметров. Накладки приставляют к меньшим сторонам плиты с окном.
- Одна накладка вырезается большего размера – 375x70 миллиметров. Выполняют 2 пропила по большей части, промеж которых выдерживают дистанцию 300 миллиметров. Заготовку приставляют к большей части прямоугольника с окном.
- Все элементы готовы. Осталось собрать устройство посредством винтов. Накладками регулируется размер окна.
Кондуктор для цилиндрических деталей и труб
Для изготовления устройства потребуется брус из твёрдых пород древесины, распущенный вдоль, и кусок фанеры.
- Фиксируем фанеру к концу бруса посредством самонарезающих шурупов.
- После сверлим отверстия подходящего диаметра в брусе.
- Кондуктор подготовлен к работе. Чтобы уменьшить разбивку отверстий, можно усилить железными гильзами, изготовленными из круглых трубок различного диаметра.
Рекомендации
При осуществлении всех действий с кондуктором максимально соблюдайте технику безопасности. В частности, наденьте защитную одежду, очки и перчатки.
О том, как выглядит кондуктор для сверления отверстий, смотрите далее.
Читайте также: