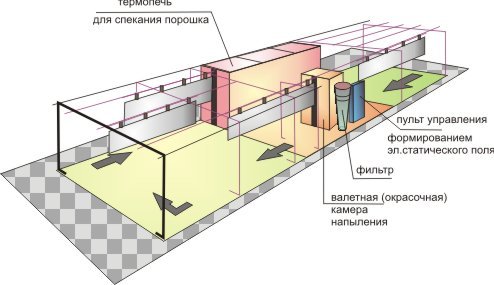
Камера для порошковой окраски металлических изделий
Окрасочные камеры порошковой покраски используются для улавливания и сбора, а так же для повторного использования порошковой краски, которая не осела на изделии. В камере напыления создается пониженное давление, за счет постоянного отсоса воздуха из рабочей области. Тем самым достигается эффект когда порошковая пыль не попадает за пределы камеры.
Воздух содержащий порошковую краску попадает в очистительный отсек, в котором он проходит через фильтры или через систему сепарации Циклон. После чего он выводится обратно в камеру, либо, чистым, в цех порошковой окраски. Порошковая краска собранная в камере дополнительно просеивается, тем самым удаляются возможные загрязнения, после чего ее смешивают с новой порошковой краской для дальнейшего использования.
Типы окрасочных камер порошковой окраски
Различные типы окрасочных камер напыления предназначены для различных покрасочных
операций на производстве. Выбор типа камеры зависит от конструкции конвейера, характера
производства и вида окрашиваемых изделий.
Камера проходная однопостовая

Используется для порошковой окраски изделий серийного выпуска средних габаритов.
Предназначена для улавливания и последующего сбора краски, которая не закрепилась на окрашиваемом изделии для повторного использования.
Данная установка порошкового напыления позволяет окрашивать:
- малогабаритные изделия, развернув их внутри камеры
- также длинномерные двусторонние изделия, при этом разворот необходимо производить вне камеры – на транспортной системе
В порошковую камеру покраски изделие поступает через боковой проем по верхней транспортной системе.
Камера проходная двухпостовая

Данная камера напыления используется для двухсторонней покраски длинномерных изделий крупносерийного производства.
Составлена из двух однопостовых камер покраски, установленных в обратном положении относительно друг друга, это позволяет одновременно окрашивать изделие с двух сторон.
Изделие проходит через камеру напыления по верхней транспортной системе.
Линия порошковой окраски, оснащенная камерой напыления подобного типа, превосходит по своей производительности линии с однопостовыми камерами.
Технические характеристики
Камера тупиковая универсальная

Данная камера напыления используется для покраски габаритных изделий порошковыми полимерными красками.
Подходит для любой транспортной системы.
Каретка поворотная, что позволяет использовать данную камеру с транспортной системой любого типа: как с тупикового, так и проходного.
Для данной камеры нанесения порошковой краски имеется возможность подключить систему очистки воздуха типа «Циклон» ЗИЛ 900М.
Обитаемая камера напыления

Конструкция обитаемой камеры представляет собой металлокаркас, обшитый окрашенными стальными листами.
Изделие помещается в камеру и окрашивается оператором непосредственно внутри камеры.
Для работы оператору необходимо использовать защитный костюм с маской.
Устройство и принцип действия камеры напыления
Стандартная однопостовая камера порошковой окраски имеет два проема для входа и выхода окрашиваемого изделия, и один проем для оператора участка порошковой окраски, который производит распыление порошковой краски. Вместо оператора это может быть автоматическая установка порошковой окраски.
Поток воздуха в открытых проемах должен иметь достаточную скорость чтобы удержать распространение порошка за пределы камеры, но в тоже время не сдувать частицы порошка с изделий.
В среднем значение скорости воздуха составляет от 0,4 м/с для небольших камер и до 0,8 м/с для камер, предназначенных для окрашивания крупногабаритных изделий. С учетом этой скорости w(м/с) и площади живого сечения открытых проемов F(м2) определяют количество отсасываемого из камеры воздуха QB (м3/ч): QB = 3600 Fw.
При ручном окрашивании, важно обеспечить внутри камеры достаточное освещение, поскольку при работе распылителя видимость в камере резко снижается. Поэтому над камерой либо на ее торцах устанавливается дополнительное осветительное оборудование, соответствующее нормам безопасности.
Также необходима рабочая платформа для оператора, она может быть подвижной, либо стационарной. Однако она обязательно должна быть заземлена, иметь достаточный уровень безопасности, быть прочной и просторной, чтобы обеспечить легкий доступ к любому участку поверхности окрашиваемого изделия.
Порошковая краска, которая не осела на изделие, находящаяся в виде аэрозоля, должна быть отделена от воздуха для повторного использования, также она должна быть профильтрована с отделением частиц размером более 0,3 мкм. Порошок сепарируется с помощью:
- патронных фильтров;
- циклонов;
- ленточных фильтров.
Компания «Антанта» предлагает купить порошковые камеры собственного производства.
Изготовление порошковых камер производится в соответствии с технологическими стандартами качества, мы работаем на рынке с 2005 года.
Порошковая покраска * Как начинал… набираем опыт

Красил диски жидкими красками уже давно и вот решил летом 2016 года, что необходимо мне освоить еще и порошковую покраску дисков и любых других металлических изделий. Т к диски бывают в очень печальном состоянии и кроме как вариант пескоструй и порошок им другого варианта не светит, чтобы стать как новыми.
До момента покупки оборудования, долго изучал в инете тех процесс, много интересного узнал с форума , очень редко давали советы люди. Вот на этом моменте я немного прифигел. Столкнулся с тем, что люди которые занимаются покраской дисков порошком, на отрез не хотят делится информацией и что-то подсказать. Сложилось такое впечатление, что это какая то нано технология не подвластная любому человеку ))) Типа мы не будем ничего рассказывать, т к мы сами пока шишку не набили, не научились красить, зачем нам типа конкуренты ))) Даже за денежное вознаграждение передать опыт, отказывались… Мне от такого смешно, а на тот момент, насторожило… Подумал, что неужели так сложно красить порошком? Жидкими красками я обучался работать, там процесс совсем не легкий, но такие высказывания меня вгоняли в ступор. Решил все же покупать оборудование и начинать… Пробовать, учиться, естественно начинать с своих дисков.
Минимум оборудования нужно:
Печь для полимеризации краски, пожалуй самая дорогая вещь.
Оборудование для нанесения краски
Многие делают печи самостоятельно, дабы снизить стоимость и возможность сделать печь по размерам как им нужно. Я не стал заморачиваться с самостроем и купил готовую печь, в фирме по производству оборудования для полимерки. + необходимое оборудование для нанесения. Единственное сэкономил на камере нанесения порошка, т к сама по себе она не представляет сложной конфигурации и опыт постройки камеры для обычной малярки у меня был. Основы её, это чистое помещение без пыли, приточка и вытяжка… крепления с заземлением изделий, делай какое самому будет удобно. Сделал сам. Всё остальное купил, установил и начал пробовать!
Красить стал порошком AkzoNibel. Материалы не дешёвого производителя красок. Выбор был, во первых для того, чтобы в начале своего опыта, именно в порошковой покраске, свести к минимуму какие либо косяки связанные с не очень хорошими материалами, а если они будут, то по вине не опытности. Порой бывает у людей возникают проблемы в покраске, а понять из-за чего это произошло из-за дешевых материалов, не правильного настроенного оборудования или по своей вине потом трудно понять, поэтому я исключил для понимания этого дела несколько факторов, использовать хорошие материалы и правильно настроенное оборудование. Ну и по опыту жидкими красками, жестко соблюдать техничку по материалам. Ну и всё…
Честно скажу, не хвастаясь, первый же пробный комплект покрасил хорошо, косяков почти не было.
Единственное чуть помучился с нанесением, пока настроил сам пистолет для нанесения порошка, но там так, не понравилось как напылилась краска, взял обдувочный пистолет, всю краску сдул в мусор и снова наноси, пока не устроил вариант, если краски не жалко. Вот такие вот дела.
Складывается впечатление, что у людей, которые не могут научится красить, либо рукожопы либо самодельные камеры, которые не могут создавать в печи правильный температурный режим. Поэтому лучше первую печь либо купиь, либо доверить сделать специалисту. Ну на крайний вариант, чтобы сказали или проконтролировали, как ее сделать.
Да оборудование у меня не самое суперское, но для начала оно хорошее. Возможно в дальнейшем есть смысл делать апгрейт оборудования по увеличению самой печи и купить дорогущий пост нанесения краски такой как Gema ))
Кому интересно, мое оборудование:
Печь производства Питерской компании Arfitec, модель КП-230 14кВт с внутренней циркуляцией нагреваемого воздуха. Размер внутри печи 1100х1400х1550 мм, позволяет полностью засунуть комплект дисков.
Пистолет нанесения порошка:
1. Электростатика Tesla Profi, дополнил информацию о ней в новом блоге, т к много пишут и спрашивают "Как она?"
2. Трибостатика Start 50 Tribo
3. Камеру нанесения сделал самостоятельно. Отдельная комната с приточкой и отводом воздуха с помощью канального вентилятора с фильтром на входе от камаза )) Чтобы порошок оседал на фильтре и не улетал на улицу. Подвес сварен из профильной трубы.
4. Естественно, фильтр для подачи воздуха, модульный профессиональный от малярки Sata
Камера полимеризации своими руками для порошковой окраски

Всем привет, многие ремонтируя свои машины задаются вопросом чем покрасить ту или иную деталь авто чтоб и хорошо держалось и выглядело красиво и не ржавело, так вот самый лучший вариант для этого это ПОРОШКОВАЯ КРАСКА
Процесс данной окраски достаточно прост и найти расходники не так сложно (Краска) и даже пистолет для нанесения стоит не так дорого, но как же дорого стоит сама камера!
Вот тут я и хочу рассказать как собрать собственную камеру
Для начала определимся с размерами в моем случае внутреннее пространство будет иметь объем 2х1х1 для этого из профильной трубы развариваем каркас и закладываем негорючую теплоизоляцию, в моем случае это 100 мм. базальтовой плиты.


после того как каркас сварен листовым металлом зашиваем стены я заказывал по размеру на фирме которая занимается изготовлением фасонных изделий для кровли


вот так выглядит камера внутри зашитая листами металла

снагужи обшивал ГВЛом.
Для того чтобы у нас была конвекция воздуха в камере мы берем Тангенциальный вентилятор и надвариваем ему вход и выход

широкий вход воздуха узкий выход

прорезаем отверстие в камеру и вставляем вентилятор, он будет забирать воздух в верхней части прогонять его через ТЭНы и выходить в низу потом проходить по объему камеры и так по кругу

ТЭНы соединил по 3 так как у меня распределено все на три фазы

далее ТЭНы закрыты были кожухом тут видно окно входа в вентилятор

основная часть вентилятора находиться вне камеры чтобы не оплавилась обмотка (на фото вентилятор не зашит еще теплоизоляцией )

общий вид камеры получился вот такой

в электрощите установлен блок контроля за температурой с двумя датчиками один установлен на выходе после ТЭНов второй на входе в вентилятор, такая конструкция хорошо позволяет отслеживать температуру в камере, после небольших испытаний приварил направляющие для подвешивания деталей

Ну вот собственно и все камера имеет мощность 12 КВт на разогреве во время работы работает на 6 КВт.
Ну и что рассказывать лучше наверно показать как это работает, за видео не ругайте красил и снимал сам на телефон, а это очень не удобно красил без вытяжки так как еще не сделана была, сейчас доделываю так что пока испытания в боевых условиях
Ну и собственно вот сами наши рычаги которые были окрашены

краска держится прочно и все полностью прокрашено без пропусков даже в самых труднодоступных местах, обычной краской такого добиться практически нереально.
Всем спасибо за внимание ))
Оборудование для
порошковой покраски.
Линия окраски в
Москве за 10 дней

Цена оборудования для порошкового окрашивания в г. Москва
В каталоге компании представлены компактные, типовые установки, а также потоковые линии. Второй вариант актуален для компаний, производительность которых более 50 000 м2 окрашивания в год.
Важно! Главный критерий определения цены оборудования – его производительность.
Применение собственного окрашивающего оборудования позволяет предприятию сократить производственные расходы, поскольку не потребуется оплачивать услуги сторонних компаний. Затраты на приобретение агрегата окупятся в кратчайшие сроки независимо от объемов производства. Мы сделаем все возможное, чтобы сотрудничество с нами было для вас комфортным и эффективным. Для этого мы внедрили принципиально новый принцип работы, максимально оптимизировав каждый этап. Необходима консультация? Мы на связи в режиме 24/7.
Каталог
Оборудование для порошковой покраски дисков
Цена: 520 000 руб.
Цена с НДС: 570 000 руб.
Линия порошковой покраски металлоизделий
Цена: 760 000 руб.
Цена с НДС: 830 000 руб.
Оборудование для полимерной порошковой покраски
Цена: 1 500 000 руб.
Цена с НДС: 1 600 000 руб.
Специальное предложение!
CРОК ПОСТАВКИ ОБОРУДОВАНИЯ В ЛЮБОЙ РЕГИОН РОССИИ 10 РАБОЧИХ ДНЕЙ
КАЧЕСТВО
Ваш заказ ведёт один специалист от первого звонка, до подписания акта приема-передачи и далее гарантийное и пост гарантийное обслуживание.
Принцип и схема работы позволяет исключить многие пункты расходов, что делает отношение цена-качество, помноженное на сроки, пожалуй, лучшим!
Сроки
Выдерживание сроков, прописанных в договоре, имеет высочайший авторитет для нас
18 лет
лет на рынке
30 городов
география поставок
250 клиентов
выбрали нас
Порошковое окрашивание в Москве
- популярная, современная автоматическая технология, с помощью которой вы получите прочное, долговечное покрытие на разных поверхностях.
Методика нанесения не требует специфических знаний, навыков, но потребуется специальное оборудование.
Главная особенность – окраска происходит сухим способом, защитное напыление формируется при последующем нагревании.
Сфера применения порошкового окрашивания
Порошковая технология активно вытесняет традиционные жидкостные ручные методики окрашивания. Такое нанесение окраски надежно защищает изделия от распространения коррозийных процессов. Автоматические технологии успешно применяются как крупными, так и небольшими компаниями. Использование специального оборудования с высокой производительностью, представленного в каталоге нашей компании, значительно ускорит и упростит процесс нанесения окрасочных составов


Области, где востребована установка для порошковой окраски:
- рынок производства металлических изделий;
- окраска металлических дверей и фурнитуры для них;
- окрашивание бытовой техники;
- окраска труб, сельскохозяйственного оборудования, транспорта,отопительных котлов;
- автомобилестроение – окрашивание автомобильных дисков, деталей, узлов;
- строительство – изготовление оконных рам, профилей, облицовочных материалов.
Важно! Ежегодно увеличивается спрос на системы порошковой окраски в нефтегазовой сфере, когда необходимо добиться максимально качественного покрытия (устойчивого к высоким температурам и коррозии) внутри трубопровода.
Особенности и преимущества технологии
Добиться максимального прочного и долговечного покрытия можно только при условии соблюдения технологии и применения качественной установки. Прежде всего, обрабатываемую поверхность нужно тщательно очистить и обезжирить, только в этом случае окраска будет химически и механически устойчивой.
Полезно знать! Порошок, который используется для окрашивания, безопасен для человека и окружающей среды, а установка позволяет выбирать различные визуальные эффекты.
ТОП-5 аргументов:
в пользу оборудования для порошкового окрашивания
экономичность
благодаря минимальному количеству отходов и стопроцентному переносу окрасочного состава на поверхность
Автоматизация
процесс окрашивания автоматизирован, прост в исполнении
состав
порошковых красок безопасен для человека, не используются растворители
опасность
опасность возгорания отсутствует!
химический запах
резкий химический запах минимальный, таким образом, соблюдаются условия работы и нормы технической безопасности в цеху
Какая потребуется установка для порошкового окрашивания
Порошковая технология предполагает использование целого комплекта оборудования:
- камера порошкового окрашивания – бывает разной вместительности, проходная или тупиковая;
- фильтр рекуператор – используется для повторного применения порошковой краски;
- печь полимеризации – внутри поддерживается определенный температурный режим, в результате на поверхности формируется прочный, надежный слой порошка;
- транспортная система;
- вентиляционная система;
- пистолет-распылитель;
- компрессор.
Важно! Рекомендуем заранее продумать и подготовить место, где будет производиться окрашивание, оно должно быть чистым, сухим и хорошо освещаемым.
Рекомендации по выбору автоматических порошковых установок
- Прежде чем купить оборудование, чтобы наносить порошковые краски, необходимо определить – какого размера будут использоваться изделия, а также их максимальное количество за одну смену. Хорошо, если размер камеры будет немного больше запланированных габаритов изделий.
- Важно подготовить помещение, где будет стоять установка, порошковая краска, а также готовые к окраске изделия. Помещение должно хорошо отапливаться, иметь ровные полы.
- Печь, где проходит полимеризация, – ТЭН или инфракрасное излучение, электричество или газ? Газ экономически более выгодный, но установка на газовой горелке стоит в несколько раз дороже электрической. При инфракрасной полимеризации, краска начинает нагреваться от металла с внутренних слоёв, что сокращает время сушки и улучшает качество покрытия.
- Какие камеры напыления лучше – на циклоне или с фильтрами? Камеры на циклоне актуальны, когда краски меняются не чаще одного раза в день, поскольку процесс очистки системы от краски сложный и трудоемкий. Если планируется менять краски часто – несколько раза смену – лучше выбрать камеры на фильтрах, а также дополнительные фильтры под самые распространенные краски. Такие камеры дешевле циклонных.
- Какой распылитель лучше выбрать – трибостатический или электростатическую установку? Мощности электростатических установок достаточно для окраски изделий в любом количестве. А трибостатический распылитель подойдет для окраски труднодоступных мест, углов. Преимущество такого способа нанесения покрытий – доступная цена.
- Возможные варианты транспортных линий – конвейер, подвесная тележка, рельсовая система. Конвейерные системы отличаются высокой производительностью, применяются для окраски одинаковых изделий. Рельсовая система подойдет для окраски тяжелых, габаритных изделий. Подвесная тележка – базовая комплектация транспортировочной системы, предполагает ручной способ перевешивания изделий на тележку, но в этом случае можно повредить слой краски.
- Также важно определиться с компанией-поставщиком системы для нанесения порошковых красок. Проверьте наличие ТУ на оборудование, почитайте отзывы клиентов, поинтересуйтесь, предоставляет ли производитель дополнительные услуги – монтаж системы, сервисная поддержка, гарантия на все виды работ.
ОТЗЫВЫ НАШИХ ЗАКАЗЧИКОВ
ЧТО ГОВОРЯТ НАШИ КЛИЕНТЫ
Приобрели оборудование для нашей организации в Иркутске. Пользуемся уже 5 месяцев. Линии Крастеха хорошо зарекомендовали себя в работе. Стали обслуживать большое количество клиентов. Заметили, что в отдельные дни успеваем окрашивать до 100 изделий в час, что положительно сказалось на нашей рентабельности. Планируем в ближайшее время открыть ещё одну точку и снова заказать у вас комплект оборудования, так что ждите новый заказ в ближайшие две недели.
Компания "Выбор" / Иркутск
В Башкортостане заказывали камеру полимеризации, печь, (линию тупикового типа) - все что нужно для покраски автомобильных шин. Мы только сделали заказ, весь остальной комплекс обслуживания компания от момента заказа до установки на месте компания взяла на себя, нам не пришлось ни о чем волноваться. Заказ выполнен четко согласно пожеланиям заказчика и без накладок. Будем рекомендовать вас партнёрам по бизнесу.
Полимеризационная камера
Печь полимеризации (полимеризационная камера) или
Камера термической обработки
1.Назначение
Камера полимеризации (КТО) предназначена для формирования покрытия нанесенного на изделие порошкового материала дисперсностью не более 150 мкм, а также для предварительного нагрева изделий при напылении порошкового материала дисперсностью не более 350 мкм.
Предлагаем Вам ознакомиться с уже готовым оборудование. Перейдя по этой ссылке, вы сможете ознакомиться с оборудованием для окрашивания, различных размеров и комплектаций.
Оборудование для порошковой покраски можно использовать для просушки различных материалов, соблюдая правила пожарной безопасности и техники безопасности. камера полимеризации предназначена для работы в закрытых помещениях при температуре окружающей среды 15-20 град.С и относительной влажности не более 80%.
В комплект поставки входят:
- • Камера – 1 шт.
- • Руководство по эксплуатации –1шт.
2. Устройство и принцип работы (Руководство по эксплуатации)
2.1. После нанесения слоя порошковой краски (ПК) изделие направляется на стадию формирования покрытия включающую процессы оплавления Полимерного порошкового покрытия с получением пленки , ее отверждения и заключительного охлаждения. Наиболее распространенные порошковые краски формируют покрытия при температуре 120-200 град. С с точностью поддержания ее в объеме и во времени в пределах не более + – 5 град.С в течение 15-30 минут.
2.2 При нагреве в печи полимеризации изделия со слоем заряженной порошковой краски (которая удерживается на поверхности силой электрического напряжения) до 90-100 град. С, частицы полимерного покрытия расплавляются, сливаясь в непрерывную пленку вязкого расплава, смачивающего поверхность изделия. При дальнейшем нагреве и прогреве изделия, расплав порошковой краски проникает в микронеровности поверхности, обеспечивая достаточную адгезию покрытия. На этом этапе обеспечивается получение покрытия с заданными характеристиками: внешний вид (уровень глянца, структура), адгезия, механическая прочность, твердость, защитные свойства и др.
ВНИМАНИЕ! Температура формирования покрытия – это температура на поверхности изделия. При окраске массивных металлических деталей, температура поверхности последних поднимается значительно медленнее, чем у тонкостенных изделий и не соответствует показаниям прибора, замеряющего температуру в печи. В этом случае применяется дополнительный нагрев изделий, или увеличивают время формирования с учетом необходимости достижения поверхностью изделия температуры оплавления.
2.3. Печь оплавления порошковой краски представляет собой герметично закрывающуюся камеру с внутренней теплоизоляцией, в которой размещены электронагревательные приборы.
3. Требования безопасности
3.1. Транспортировка печи порошкового окрашивания на место монтажа допускается в собранном виде без упаковки и консервации.
3.2. Камеру полимеризации установить на бетонную подливку без уклонов и неровностей по утвержденной планировке.
3.3. Вентиляционные системы помещения должны обеспечивать требования ГОСТ 12.4.021 – 75. Патрубок местной вытяжной вентиляции должен обеспечивать удаление продуктов распада ПК из рабочей зоны. Не допускаются местные отсосы воздуха от распыляющих ПК устройств и печей формирования покрытий КТО объединять общей вытяжной вентиляцией.
3.4. Печь порошковой покраски должна быть заземлена. Сопротивление изоляции между токоведущими частями и корпусом печи должно быть не менее 0,5 Мом.
3.5. Показатели пожаровзрывоопасности технологического процесса и оборудования должны соответствовать требованиям ГОСТ 12.1.041 – 83. При использование в одном технологическом цикле жидких лакокрасочных (ЛВЖ) и порошковых материалов (ПК), оборудование для окрашивания и Камеру оплавления порошковой краски отделяют пыленеизолированными ограждениями с пределом огнестойкости . Температура внутренних поверхностей печи не должны превышать более 2/3 температуры самовоспламенения ПК.
3.6. Освещенность в рабочей зоне должна быть не менее 2000 лк.
3.7. Все работы по техническому обслуживанию, ремонту, настройке и регулировке печи порошковой окраски выполнять при отключенном электропитании, при этом на пульте управления должна быть, вывешена таблица «Не включать! Работают люди».
3.8. К работе на печи оплавления должны допускаться лица, прошедшие обучение по профессии, инструктаж на рабочем месте, изучившие настоящее руководство и усвоившие безопасные приемы и методы работы.
4. Подготовка к работе. Порядок работы
4.1. Формирование нанесенного покрытия происходит при температуре 120-200°С. Порошковая краска нанесенная на поверхность изделия, оплавляется под воздействием высокой температуры и принимает окончательную форму покрытия. Температурные режимы оплавления указаны в технологическом процессе на получение полимерного покрытия.
4.3. Плотно закрыть дверь.
4.4. Установить технологические параметры термообработки в соответствии с требованиями изготовителя порошковой краски.
4.5. Нажать на кнопку «Нагрев вкл.» пульта управления, после чего температура в печи должна расти, что видно по прибору.
4.6. Дождаться окончания нагрева, нажать кнопку «Нагрев выкл.»
4.7. Открыть двери печи.
4.8. Переместить оплавленные изделия из камеры на эстакаду.
ВНИМАНИЕ! При перемещение оплавленных изделий из камеры, температуры на их поверхности составляет 120-200 °С. В связи с этим не допускать прикосновения к нагретым поверхностям до полного остывания.
4.9. Закрывать дверь во избежание потери камерой тепла и нагрева окружающей среды.5. Возможные неисправности и способы их устранения
Неисправность Причина Способ устранения 1. Печь не набирает «медленно набирает» температуру. Не подается напряжение на нагревательные элементы. Выяснить причину отсутствия напряжения устранить. Перегорел один или несколько нагревательных элементов. Найти неисправные нагревательные элементы и заменить. 2. При оплавлении окрашенных изделий из камеры выделяются продукты горения. Неплотно закрытые двери, перекос замка. Открыть и снова закрыть двери, не допуская перекосов. 6.Техническое обслуживание
6.1. Для обеспечения непрерывной и длительной работы печи оплавления порошковых красок необходимо строго соблюдать инструкции, изложенные в руководстве по эксплуатации и проводить ежедневный осмотр для выявления мелких неисправностей и своевременного их устранения.
6.2. Перед началом работы производить внешний осмотр внутренней утепляющей облицовки и защитного ограждения нагревательных элементов на предмет выявления случайных повреждений.
6.3. Проверять плотность закрытия дверей печи.
6.4. Следить за временем выхода на режим рабочей температуры.
6.5. По мере отработки нагревательных элементов своего эксплутационного срока, провести их своевременную замену на новые во избежание потерь времени на оплавление и набор заданной температуры.
7. Свидетельство о приемке
7.1. КТО предназначенная для оплавления ПК соответствует техническим условиям предъявляемых к установкам такого типа и признана годной к эксплуатации.
8. Гарантийные обязательства
8.1 Гарантийный срок 24 месяца со дня ввода в эксплуатацию КТО при сроке хранения не более 24 месяцев.
8.2. В течение гарантированного срока предприятие изготовитель обязуется проводить ремонт (замену) вышедшего из строя оборудования или его частей.
8.3. Гарантия не распространяется на те случаи, когда печь порошковой покраски или ее части вышли из строя в результате нарушения условий:
- • транспортировки;
- • хранения;
- • эксплуатации.
8.4. Гарантия не распространяется на электрические части и другие покупные изделия.
Камера полимеризации проходного типа
Камера полимеризации предназначена для осуществления технологического процесса полимеризации порошковых композиций, нанесенных на изделия, и представляет собой сборную конструкцию, внутренняя полость стенок которой заполнена теплоизоляционным материалом. Конструкция камеры обеспечивает сохранение достигнутой температуры внутри камеры в течение длительного времени, не допуская нагрева наружных стенок.
Проем для загрузки изделий закрывается теплоизолированными дверями с установленным на них, по периметру, термостойким фольгированым профилем и снабженными запорным механизмом.
Нагрев камеры осуществляется нагревательными элементами собственного производства, что позволяет добиться минимальных затрат электроэнергии при сохранении оптимального времени выхода камеры на температуру 200 0 С. Нагреватели устанавливаются по всему периметру пола камеры с целью создания равномерной температуры полимеризации. Наша компания, всегда подходит к каждому заказу индивидуально. И мы готовы, провести полную консультацию по любому интересующему Вас вопросу. Для Вас представлены на сайте некоторые готовые решения интересующего оборудования. Посмотреть можно его ЗДЕСЬ.
Шкаф управления камерой полимеризации
![0026-225x300 Оборудование для порошкового окрашивания]()
Шкаф управления имеет металлический корпус, на передней панели которого расположены элементы управления, сигнализации и контроля. Во внутренней части шкафа расположены силовые коммутационные электроустановочные устройства и звуковой индикатор, который оповещает об окончании процесса полимеризации. На верхней плоскости шкафа установлена сигнальная лампа, которая дублирует звуковой сигнал о завершении технологического цикла.
Шкаф управления осуществляет:
• контроль параметров электрической сети;
• защиту электроцепей;
• подачу напряжения на элементы управления;
• измерение температуры и ее регулирование;
• управление электронагревателями.
При помощи шкафа управления выполняется включение камеры, управление технологическим процессом и индикация:- • режима настройки регулятора температуры;
- • режима программирования регулятора температуры;
- • реальной температуры в камере;
- • заданной температуры технологического процесса;
- • заданного времени регулирования температуры;
- • выполняемого в данный момент режима («ПРОГРАММИРОВАНИЕ», «НАГРЕВ», «ВЫДЕРЖКА»);
- • возможных ошибок;
- • индикацию окончания процесса полимеризации;
- • индикацию ошибок системы управления.
Транспортная система
Для наиболее эффективной работы комплекс снабжен транспортной системой с напольной конструкцией закатного механизма.
Транспортная система предназначена для подвески и транспортировки окрашиваемых деталей по этапам технологического процесса (напыление, полимеризация в печи, остывание и разгрузка).
Нижняя транспортная система состоит из загрузочной тележки и транспортного пути.
Допустимая нагрузка на одну телегу – до 700 кг.
Процесс полимеризации порошковых композиций происходит следующим образом:- – через дверной проем в камеру полимеризации при помощи транспортной системы закатывается загрузочная тележка с изделиями, покрытыми порошковой композицией;
- – двери закрываются и запираются специальным механизмом;
- – на пульте управления включается вводной автомат и кнопка «ПУСК», при этом запускается группа нагревательных элементов, начинается нагрев камеры;
- – терморегулятор пульта управления камеры настраивается на температуру 180, 190 или 200°С в зависимости от типа порошковой краски;
- – при достижении заданной температуры включается реле времени, которое настраивается на технологически необходимое время цикла;
- – после выхода камеры с заданного режима нагревательная группа выключаются, включается звуковая и световая сигнализация;
- – окрашенные изделия выкатываются из камеры и выдерживаются при комнатной температуре до полного остывания.
Процесс полимеризации считается законченным.
Пневмораспылитель
Для напыления порошковой краски на окрашиваемые поверхности используются пневмораспылитель порошковых красок марки “Лидер” и “Tesla-profi” которые получили наиболее широкое распространение в нашей стране, а также нашли признание за рубежом.
Это стало возможно только благодаря оптимальному соотношению их качества, надежности, простоты использования и цены.
Электростатический пистолет “Лидер” с воронкой предназначен для среднесерийного производства с частой сменой цветов краски.
Технические характеристики пневмораспылителя:
– напряжение питания (В/Гц) 220/50;
– напряжение на коронирующем электроде (КВ) 60;
– потребляемая мощность (Вт) 2;
– ток короткого замыкания (мкА) 100;
– давление сжатого воздуха (МПа) 0,02-0,1;
– скорость окрашивания (м2 /мин) 1,2;
– масса (кг) 0,6;
– габариты (мм) 280х260х85.Читайте также:
