Какой толщины металл варить каким электродом
Как провести сварочные работы по тонкому металлу инвертором ММА, избегая распространенных ошибок начинающих сварщиков, а также советы и подбор необходимого оборудования для работ.
Область применения сварки тонкого металла электродом
В быту умение сваривать тонколистовое железо может понадобиться при изготовлении бака для летнего душа или сборки другой емкости. Если у вас есть автомобиль и ремонт кузова хочется выполнить самому, то варить тонкий металл придется при замене порогов, арок, низа дверей или кромки багажника. Сварка выхлопной системы автомобиля (резонатор, глушитель, гофра и пр.) часто требуется при замене одного из элементов, поскольку без доработок редко все становится так, чтобы не бить о корпус при вибрации.
Тонкостенные круглые трубы используются у некоторых в старых домах для уличного водопровода (полив огорода и пр.), Квадратные и профильные трубы с тонким сечением стенок применяются при сооружении теплиц, навесов, козырьков. Имея аппарат РДС и научившись варить тонкий металл самостоятельно, можно сэкономить средства и не нанимать мастера.
Сложности при сварке тонкого металла
- Наплывы с другой стороны соединения. Если присадочного металла от электрода будет слишком много, под собственным весом он начнет проваливаться. В результате с лицевой стороны шов окажется в меру гладким, а с обратной — будут огромные валики. Если это произойдет внутри трубы, по которой протекает жидкость, возможно существенное уменьшение пропускной способности. Для ровной пластины, которая прикладывается к другой плоскости это критично, и придется долго счищать наплывы болгаркой. Ошибка со стороны сварщика заключается в медленном ведении дуги.
- Прожоги. Тонкий металл быстрее прогревается, поэтому следующей одной из распространенных ошибок сварщиков-новичков являются прожоги. Они делают стык негерметичным, снижают прочность соединения, портят внешний вид конструкции. Среди причин происходящего — неправильный выбор силы тока, медленное ведение дуги.
- Непроваренные участки. Желая предотвратить прожоги, некоторые выставляют слишком маленький ток на сварочном аппарате. В результате электрод не прогревает изделие, а накладывает металл сверху. При небольшой нагрузке на излом соединение распадается. Внешне непроваренные участки выглядят плохо. Кроме неверного выбора силы тока, ошибка заключается в слишком быстром ведении дуги.
- Деформация изделия. Железо толщиной 1-1.5 мм может сильно покоробиться при сварке покрытыми электродами. Это происходит из-за термического воздействия и линейного расширения. Ошибки сварщика заключаются в неправильном подборе силы тока, медленном наложении шва, нарушении порядка провара длинных участков.
- Перерасход материалов. Сварка тонкого металла ведется на малых сварочных токах, поэтому дуга получается очень короткая — небольшой отрыв и она гаснет. Некоторым трудно возбуждать дугу при таких условиях, требуется часто стучать кончиком электрода о поверхность изделия и буквально ловить дугу, что ведет к осыпанию обмазки. Оголенный кончик прилипает, поэтому его приходится сжигать на черновой заготовке, а это перерасход.
Большинство начинающих сварщиков получают ожоги роговицы при сварке тонкого металла, поскольку пытаются прихватить стороны без маски. Дело в том, что чем меньше сила тока, тем менее яркая электрическая дуга. При таких условиях трудно разглядеть линию соединения через темный светофильтр и точно поставить прихватки. После сварки без маски сильно болят глаза, может возникнуть ощущение "песка" под веками, краснеют сосуды в глазном яблоке.
Выбор сварочного аппарата
Чтобы получилось сварить две тонкостенные стороны изделия в домашних условиях, требуется грамотный подбор инвертора РДС. Не каждая модель подойдет для такой задачи. При выборе аппарата ММА обращайте внимание на минимальное значение сварочного тока. При покупке большинство смотрит только на максимальный порог, чтобы определить, какой толщины заготовки сможет "пропечь" инвертор. Когда же предстоит часто варить тонколистовую сталь, значение имеет нижний диапазон силы тока.

Варить тонкий металл покрытыми электродами легче, если использовать инвертор ММА с дополнительными функциями "Форсаж дуги" и "Антиприлипание", а также "Горячий старт". Такими тремя режимами оснащен например БАРСВЕЛД Mini ARC-160 , идеально подходящий для сварки тонколистовой стали.
Например, для работы с сечением 0.8 мм требуется опускать ток до минимальных значений 10-20 А. Но не все инверторы РДС способны на это. У некоторых нижний порог ограничен 30 А.
Функция позволяет автоматически менять силу сварочного тока, чтобы исключить затухание электрической дуги. Например, вы установили значение 40 А и ведет сварку. Поднеся кончик электрода слишком близко, дуга может погаснуть. В такой момент аппарат "чувствует" сокращение воздушного зазора и кратковременно добавляет еще 10 А (в сумме с первоначальной настройкой получается 50 А).
Этого достаточно, чтобы дуга не погасла, а сварщик выровнял расстояние между электродом и изделием. Как только положение стабилизировалось, инвертор сам скидывает ток до базовых 40 А (или любого другого, который вы установили на страте). Поэтому прожоги исключаются. Функция пригодится как при сварке тонкой стали, так и работе без опоры для рук, когда труднее контролировать воздушный зазор.
Функция помогает экономить расходники при сварке тонкого металла. Поскольку дуга короткая, прилипание кончика стержня к поверхности изделия неизбежно. Когда это происходит, требуется пошатывание электрода в стороны, чтобы отсоединить его от заготовки. Это содействует отпадению покрытия. После необходимо сжигание кончика на черновой заготовке, что замедляет работу и ведет к перерасходу электродов.
Когда кончик прилип, инвертор отключает сварочный ток от кабелей. Сварщик легко отсоединяет электрод, не разрушая обмазку. Как только цепь разомкнута, аппарат восстанавливает подачу тока и можно без промедления продолжить сварку.
Поджигать дугу при сварке электродом тонкого металла сложнее, ввиду малой силы тока. Требуется активно стучать по поверхности изделия и ловить электрический разряд небольшой высоты. Чуть удалили кончик от поверхности и дуга погасла. Чтобы упростить первый поджиг, когда электрод холодный, пригодится функция Hot Start. Режим дает повышенное напряжение при старте и ту же убавляет его до безопасного, когда дуга зажжена. Экономится время, варить проще, меньше раздражаешься.
Важно! При выборе инвертора ММА для сварки тонкого железа, обращайте внимание на наличие всех трех функций в аппарате. Бывает так, что в оборудовании есть только один дополнительный режим, например "Антиприлипание". В таком случае модель сильно проигрывает тем, у которых есть все три вспомогательные функции.
Практика показывает, что сварка тонкого железа происходит более качественно, когда используются аппараты, выдающие постоянный ток. В характеристиках такого оборудования должен быть прописан род тока DC. Подойдут модели AC/DC, способные переключаться между переменным и постоянным током.
Выбор электродов
Прежде всего отметим, что для сварки тонколистового металла важно правильно выбрать диаметр электрода. Стержни 4-5 мм создадут чрезмерное сопротивление и не дадут дуге нормально гореть на малых токах. Поэтому при сварке тонколистовой стали используют электроды диаметром 1.6-3 мм. Чем тоньше металл, тем меньше диаметр стержня.
Далее следует обращать внимание на характеристики электродов. Возьмем к примеру Барсвелд ОЗС-12 ⌀ 2,0 мм (Premium). У них рутиловое покрытие, обеспечивающее:
- легкий первичный и повторный поджиг;
- отсутствие диэлектрического кончика на конце при затухании (удобно для повторного использования спустя время);
- красивый шов;
- легкую сварку по ржавому или погрунтованному металлу;
- низкое разбрызгивание присадочного металла;
- мягкое горение дуги.

Купив ОЗС-12 ⌀ 2,0 мм (Premium), получится варить тонкий металл постоянным или переменным током в любом пространственном положении. Шлак после сварки удаляется очень легко. Хорошими электродами для работы с листовым железом будут АНО-21 ⌀ 2,5 мм (Premium), относящиеся к типу Э46. У бренда ESAB рекомендуем электроды ESAB МР-3 ⌀ 3,0 мм, если предстоит варить железо сечением 1.0-1.5 мм.
Перечисленные электроды обладают рутиловым покрытием, поэтому при затухании дуги не образуется "козырек". К такому эффекту склонны расходники с основным типом покрытия. Наличие козырька усложняет повторный поджиг дуги, поскольку требуется более сильное постукивание, чтобы разрушить кончик обмазки и обеспечить контакт токопроводящего стержня с изделием.
Если с даты выпуска электродов прошло более 4-х месяцев, рекомендуем их предварительно прокалить. В домашних условиях это можно сделать в электродуховке, разогрев ее до температуры 170-200 градусов. Тогда из обмазки удалится лишняя влага, при сварке дуга не будет сильно трещать и разбрызгивать металл, шов получится аккуратнее.
Настройки аппарата для сварки тонкого металла
Поскольку свариваемый металл тонкий, важно настроить инвертор ручной дуговой сварки на обратную полярность. Это означает, что разъем кабеля электрододержателя вставляется в гнездо со значком "плюс", а кабель массы подключается к гнезду "минус". Благодаря обратной полярности тепло электрической дуги концентрируется на кончике электрода, а не на изделии. Происходит такое по законам физики, поскольку электроны движутся от "минуса" к "плюсу". При обратной полярности тонкий металл меньше перегревается, что помогает сократить количество прожогов и температурных деформаций.
Начинающий сварщик должен уметь правильно выставить силу тока при сварке покрытым электродом тонкого металла. Предлагаем рекомендации по настройке инвертора в таблице.
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 0.8 | 1.6 | 10-20 |
| 1.0 | 2.0-2.5 | 25-35 |
| 1.2 | 2.5 | 40-50 |
| 1.5 | 2.5-3.0 | 45-60 |
Советы по технике сварки тонкого металла электродом
Итак, рассмотрим технику сварки тонкого металла на практике и дадим ряд полезных советов от реальных сварщиков. Используем инверторный сварочный аппарат РДС с постоянным током и выставляем силу тока по значениям, приведенным в нашей таблице. Чтобы листовую конструкцию не повело, советуем зафиксировать ее струбцинами. Разделка кромок при сварке тонкого железа до 4 мм не выполняется.
Расположите соединяемые стороны деталей максимально близко друг к другу. Зазор здесь не нужен. Если конструктивно допустимо соединение внахлест, используйте это — не будет прожогов и проваливания валика вниз.
Далее следуйте нашим рекомендациям:
Разжигайте дугу на черновой заготовке и лишь затем приступайте к сварке. Так не придется стучать по изделию, на лицевой стороне конструкции не будет следов от контакта дуги.
Держите дугу не строго по центру соединения, а на одной из сторон заготовки. Это поможет избежать прожога в самом начале работы.
Быстро ведите электрод с минимальными поперечными колебательными движениями.
Старайтесь держать кончик электрода как можно ближе к поверхности заготовки. Дуга будет четче, присадочный металл легче перенесется, будет нормальный провар. Но короткая дуга требует навыка ("набитой руки"), поэтому потренируйтесь на черновом изделии с аналогичным сечением.
Чтобы предупредить проваливание металла с обратной стороны шва, используйте подложку. Железный стол не подойдет — изделие прилипнет. Лучше всего подкладывать пластину из графита или меди.
Если прожоги возникают несмотря на минимальный сварочный ток, ведите шов прерывистой дугой. Проварили 5 мм и убрали кончик электрода из сварочной ванны на секунду. Затем снова возбудили дугу и проварили 5 мм. Это замедляет процесс, зато дает остыть наплавленному металлу.
Электрод держите под углом 30-45 градусов. Прямой угол по отношению к изделию усиливает прогрев и содействует прожогам.
Когда настройки аппарата РДС не позволяют снизить силу тока еще больше, используйте балластный реостат. Если работа разовая и приобретение баластника нерентабельно, подсоедините сталистую пружину в цепь массы, расположив ее между зажимом и изделием. Переставляя зажим массы по виткам пружины получится регулировать силу тока за счет сопротивления.

Выбор сварочной маски

Как мы упоминали в начале, при сварке на малых токах свет от дуги менее яркий, поэтому плохо видно линию стыковки. Из-за недостаточности освещенности можно даже наложить шов мимо. Тонкий металл варить покрытыми электродами удобнее в масках-хамелеон с диапазоном затемнения 4-8 DIN или 9-13 DIN.
В отличие от маски с обычным светофильтром, в хамелеоне можно точно навести кончик электрода на место соединения. Это сокращает количество "зайчиков", помогает сохранить чистой лицевую поверхность изделия. Регулировка силы затемнения от 4 до 8 DIN облегчает настройку под разную силу малого сварочного тока.
Рекомендуем купить маску БАРСВЕЛД МС 307 с АСФ-707 с диапазоном 5-8 и 9-13 DIN, обладающую большим смотровым окном 98х87 мм. Благодаря этому сохраняется хороший обзор во всех пространственных положениях. Технология Full Color передает все в натуральных цветах и новичку будет легче отличить расплавленный шлак обмазки электрода от жидкого металла. Цена маски чуть больше 5000 рублей, что делает ее довольно доступной даже для бытовой сварки в гараже или на даче.
Как заварить тонкий металл с зазором
Задача сильно усложняется, когда между соединяемыми сторонами есть зазор в 1-3 мм. В таком случае дуга дополнительно "съедает" стенки заготовки и заварить стык очень трудно.
Здесь требуется снизить силу тока на 20% от той, что была при сварке этого же сечения, но без зазора. Первоначальная цель — просто соединить две стороны перемычкой, создав из присадочного металла "мостик". Затем сварочный ток можно увеличить и перекрыть шов для лучшего провара.
Сварка ведется короткой дугой с перерывами. Откладывайте "полки" на боках, зажигая дугу на одной из сторон и подводя кончик электрода к краю. Когда нарастите бока, соедините стороны. Продолжайте сварку прерывистой дугой. Процесс медленный и кропотливый.
Второй вариант сварить тонкий металл с зазором — разместить в щель дополнительный металл. Когда нет подходящего элемента под рукой, большинство опытных сварщиков используют огарок электрода, отбив с него обмазку. Прихватите стержень в месте стыковки и варите обычным способом. Наличие такой вставки не даст провалиться присадочному металлу и возьмет часть температуры на себя.
Какой электрод в зависимости от толщины металла выбрать

Если вы начинающий сварщик, то вам будет полезно знать, какой электрод в зависимости от толщины металла выбрать. Всё дело в том, что слишком толстые электроды будут прожигать тонкий металл, а слишком тонкие не смогут его достаточно проварить.
Если такое произойдёт, то ни о какой прочности сварного соединения речи идти не может. В свою очередь, правильно определившись с выбором электрода, нужно знать, какой ток на аппарате выставить.
В общем, о данных нюансах и пойдёт речь в статье.
Какой электрод в зависимости от толщины металла выбрать?
Среди многих кто умеет варить, бытует стойкое мнение, что для выполнения большинства работ связанных со сваркой подходит электрод «тройка», то есть, диаметром 3 мм. Однако зачем все усложнять, если нужно сваривать тонкий металл? В продаже сегодня несложно найти электроды диаметром 2 или 1,6 мм.

Остановимся более подробно на том, каким же именно электродом нужно варить металл разной толщины:
Электрод 1,6-2 мм — капризные в плане сварки электроды, но именно их и нужно использовать, если следует варить тонкий металл, толщина которого 1-2 мм. Сварочный ток для сварки электродами «двойка» должен быть небольшой, не более 80 Ампер. Единственный недостаток таких тонких электродов заключается в том, что они сгорают как спички, очень быстро.

Электрод 3-3,2 мм — такими электродами уже можно варить более толстый металл, толщиной до 4 мм. Сварочный ток для электрода «тройка» понадобится чуть больше 80 Ампер. Если выставить на сварочном аппарате 100 Ампер и более, то электродом тройкой можно будет уже резать металл.
Электрод 4 мм — подходит для сварки металлов толщиной от 4 до 6 мм. Это достаточно толстый металл, который плохо берет электрод «тройка». Соответственно для сварки электродами, диаметр которых составляет 4 мм, и сварочный ток понадобится больше, около 120-140 Ампер.

Электрод 5 мм и более — «пятёрка» очень редко используется в быту. Варить такими электродами достаточно сложно, да и сварочный аппарат нужен большого ампеража. Поэтому никто из начинающих сварщиков не использует данные электроды в работе.
Электродом 5 мм варят очень толстые металлы, толщина которых составляет более 6 мм. Сварочный ток при этом выставляют на аппарате в пределах от 180 до 250 Ампер.
Формула для расчета силы тока
Также, чтобы легче было рассчитать силу тока в зависимости от диаметра выбранного электрода, предлагаем вам ознакомиться со следующей формулой. Опытные сварные рассчитывают ток следующим образом: на 1 мм электрода они берут примерно 30 Ампер тока.

То есть, если используется электрод «тройка», то умножаем диаметр на 3 и получаем примерное значение в 90 Ампер. Как видно, все очень просто, и такая формула расчета сварочного тока позволяет более тонко подобрать его требуемые значения в зависимости от толщины электродов.
В любом случае, сначала определяем толщину свариваемого металла, затем выбираем подходящий диаметр электрода, и только после этого рассчитываем требуемую силу тока.
Как выбрать электрод для сварки. Инструкция для чайников
Это статья из серии экспресс-уроков Свар-EXPRESS.
Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
| | Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.
Для начала разберёмся, что такое электрод и для чего нужна обмазка.

Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном.
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.

При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется - они достаточно вредны для здоровья сварщика.
Ещё один момент - электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.

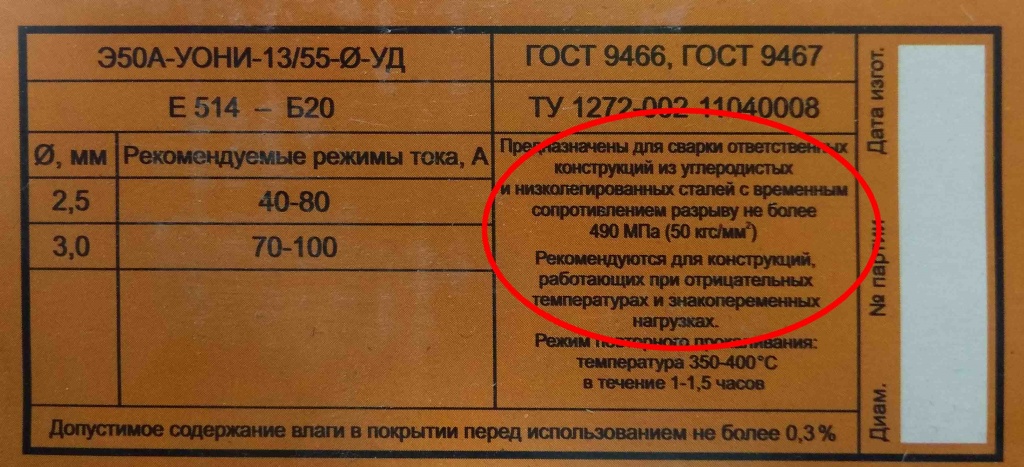
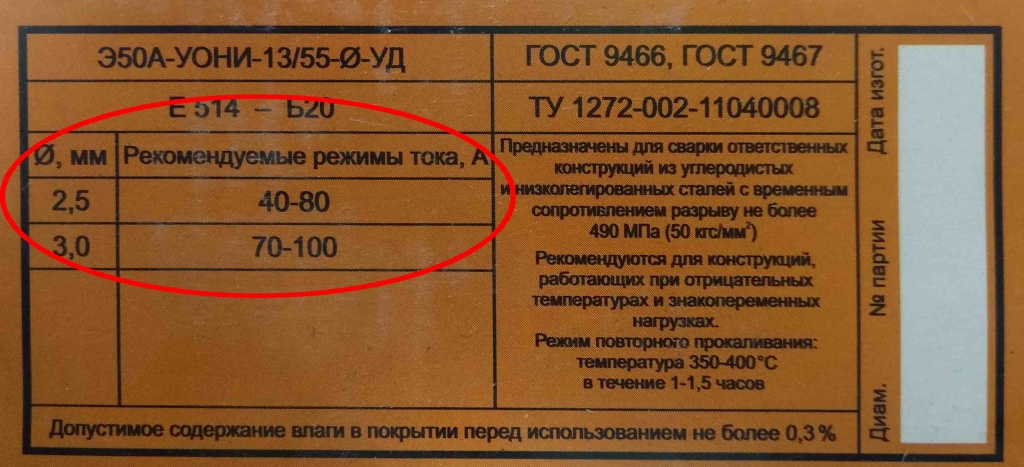
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.

Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.

Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.

Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность - масса подключается к «-»; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.

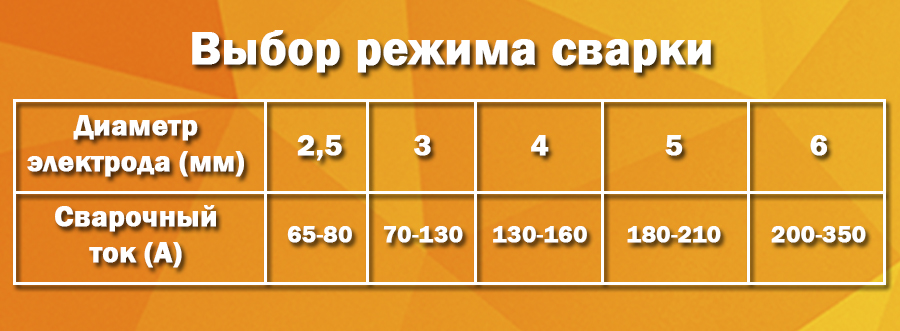
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:

Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу:
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:


Смотрите данную статью в видео-ролике:
Как новичку выбрать электроды для РДС сварки
В этой статье рассмотрим советы по выбору покрытых электродов, чтобы купить правильные расходные материалы для конкретной работы.
Чтобы овладеть РДС сваркой, необходим аппарат, средства защиты и расходные элементы, а также много практики. Как выбрать сварочное оборудование мы писали в отдельной статье, а здесь рассмотрим советы по выбору покрытых электродов. Это поможет купить правильные расходные материалы для конкретной работы.
В этой статье:
Важность правильного выбора

Электрод в ручной дуговой сварке выполняет сразу несколько функций. Во-первых, между концом стержня и изделием горит электрическая дуга, которая плавит кромки металла. Во-вторых, пруток служит присадочным металлом, постепенно плавясь и добавляясь в сварочную ванну. В-третьих, обмазка электрода сгорает и выделяет защитные газы, препятствующие проникновению воздуха в сварочную ванну.
Если выбрать электроды правильно, то дуга будет легко возбуждаться, ровно гореть, меньше капель расплавленного металла разлетится по сторонам. Металл шва насытится полезными включениями из стержня и обмазки электрода, что посодействует прочности и другим свойствам соединения.
Ошибки при выборе расходника скажутся как на удобстве работы, так и на качестве соединения. Но универсальных электродов, подходящих для всех задач, не существует. Разработано множество марок расходных элементов, отличающихся составом стержня, составом обмазки, пригодностью для рода тока, пространственного положения, и предназначенными для узкого использования. Как выбрать сварочные электроды для ММА сварки по всем этим параметрам мы как раз и рассмотрим.
По толщине металла
Электроды для ручной дуговой сварки изготавливаются разных диаметров. Сечение стержня указывается на пачке, а опытные сварщики способны определить его на глаз. Толщина покрытого электрода подбирается исходя из толщины свариваемых сторон и силы тока. Если толстые заготовки варить тонкими электродами, то последние будут перегреваться, что приведет к разрушению обмазки, разбрызгиванию жидкого металла, перерасходу электродов. Сварка тонкого металла слишком толстым стержнем будет некачественной, поскольку электрод создаст чрезмерное сопротивление току, прогреть и проплавить заготовку не получится.
В таблице мы привели варианты подбора диаметра электрода по силе тока и толщине свариваемых деталей.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1,6 | 25-55 |
| 2-3 | 2 | 40-80 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-20 | 6 | 220-320 |
По типу свариваемого металла
Выбирать электроды для РДС сварки необходимо по типу свариваемого металла. Тогда состав стержня будет максимально приближен к составу основного изделия и соединение получится однородным. Снизится вероятность трещин или температурных деформаций из-за разности линейного расширения, теплопроводности, ударной вязкости.
Например, при сварке чугуна электродами для низкоуглеродистой стали образуется много пор, поскольку углерод вырывается из сварочной ванны. Еще сталь остывает быстрее, чем чугун, поэтому после сварки возможны трещины вдоль шва. Применение специальных электродов, как например ESAB OK 92.58 NiFe-Cl-A, из железо-никелевого сплава делает соединение более вязким и устойчивым к разрывам.
Источник видео: Aurora Online Channel
В зависимости от свариваемых заготовок выбирайте электроды для:
По роду тока
Для ручной дуговой сварки применяют инверторы, генераторы, выпрямители или трансформаторы. Последние выдают переменный ток. Сварка с ними отличается жесткой дугой, увеличенным количеством разбрызгивания металла, треском при горении дуги. Если планируете варить трансформатором, необходимы электроды для переменного тока или универсальные. Ими можно работать с любым током.
Все остальные аппараты выдают постоянный ток, при котором важно обращать внимание не только на пригодность электродов к такому показателю, но и на полярность. Прямая полярность — на держателе "минус", а на изделии "плюс". Обратная — на держателе "плюс". На пачке с электродами указывается для какой полярности при сварке постоянным током они подходят. Здесь тоже есть универсальные электроды (для любой полярности) и узкоспециализированные.
По покрытию
Всего существует четыре отдельных вида покрытия (основное, рутиловое, целлюлозное, кислое) и его комбинации. Покрытие защищает сварочную ванну от контакта с внешней средой и дополнительно насыщает металл нужными элементами.
Рутиловое
Наиболее распространены рутиловые электроды, которыми часто пользуются сварщики на предприятиях. Примеры марок расходников с рутиловым покрытием — это: АНО-21, ОК-46, МР-3 и др. Они подойдут для сварки ворот, калитки, забора, теплицы, навеса, козырька и прочих конструкций.
Стержни с рутиловым покрытием подходят для постоянного и переменного тока, сварки во всех пространственных положениях, кроме вертикала на спуск. Среди плюсов использования таких расходников следующие:
Это оптимальный вариант для сварки дома, на даче или в мастерской. Лучше всего накладывать короткие швы.
Основное
Электроды с основным покрытием поджигаются труднее, особенно повторно. Нельзя варить с отрывом дуги, иначе придется долго стучать по изделию кончиком стержня. Свариваемые стороны нужно зачищать от загрязнений, краски, ржавчины, иначе дуга будет тухнуть и "плеваться". Некоторыми электродами с основным покрытием можно варить только на постоянном токе обратной полярности. Зато такие расходные материалы обладают следующими преимуществами:
Популярные марки электродов с основным покрытием: УОНИ 13/55, 13/45, 13/65, ОК 48.
Такие расходники востребованы для сварки ответственных конструкций, но новичку будет с ними сложнее. Поэтому, если нет производственной необходимости, выбирайте электроды с рутиловым покрытием.
Кислое
Электроды с кислым покрытием используются для сборки малоответственных конструкций на стройке и производстве. Предназначены для всех пространственных положений, кроме вертикала на спуск. Отлично варят на переменном и постоянном токе, но сильно "плюются". Подходят для металлопроката из низколегированной стали. Дуга горит стабильно, стоимость расходников минимальная, но прочностные характеристики швов низкие.
Целлюлозное
Обмазка тоньше, чем у остальных, что облегчает сварку в труднодоступным местах через технические отверстия. Пригодны для работы во всех пространственных положениях, а потому часто применяются при монтаже на строительных площадках. Содействуют высокому качеству шва на постоянном и переменном токе. Подходят для сварки низколегированных и углеродистых сталей, магистральных трубопроводов.
Смешанное
Комбинирование двух покрытия позволяет объединять их полезные свойства. Среди возможных вариантов бывают сочетания основного и рутилового покрытия, кислого и целлюлозного, рутилового и целлюлозного. Совмещение рутиловой и целлюлозной обмазки обеспечивает легкий поджиг и повышенные прочностные характеристики. Если хотите попробовать такие электроды, купите ESAB OK 46.00 или RB-26 KOBELCO.
По требованиям к готовой конструкции
Подбор электродов для ММА сварки зависит от предъявляемых требований к готовой конструкции. Это может быть:
Например, для малоответственных конструкций достаточно предела прочности при разрыве 43 кг/мм², а для изделий, подвергающихся повышенным нагрузкам, больше подойдут электроды с пределом прочности 55 кг/мм². Предел прочности при растяжении измеряется в МПа и может быть от 380 до 650 и более МПа. Относительное удлинение важно при перепаде температур и механическом воздействии и бывает 10-45%. Ударная вязкость измеряется в Дж/см². Чем ниже температура, тем более хрупким становится стык.
Устойчивость шва к коррозии обозначается в маркировке электродов по 5 ступеням — чем выше цифра, тем лучше. Жаропрочность и жаростойкость указываются по 9 уровням, за каждым из которых стоит свой диапазон температур. Более подробно узнать, как определить эти показатели электродов по маркировке, можно из соседней статьи. (здесь перелинковка со статьей про маркировку, которая еще не опубликована).
По положению шва в пространстве
При выборе электродов для РДС сварки учитывайте пространственное положение, в котором планируете вести дугу и накладывать шов, Бывают электроды:
От правильности выбора зависит поведение дуги и качество переноса присадочного металла. Все сведения указываются на упаковке и в описании характеристик товара на сайте.
Ответы на вопросы: как новичку выбрать электроды для РДС сварки
Поскольку изделие будет периодически подвергаться разогреву от древесных углей до высокой температуры, требуются электроды, обеспечивающие жаропрочность и жаростойкость шва. В маркировке после буквы Е должны быть цифры 432, где 3 — жаропрочность при 560-600 градусах, а 2 — критическая температура в 650 градусов, после которой шов начинает терять свои свойства.
Чугун варят никелевыми прутками в стальной оболочке, что позволяет повышать сварочный ток и делает дугу стабильной. Рекомендуем попробовать электроды ESAB OK 92.60 с основным покрытием.
Да, бывают. Только такими электродами разрешено варить ответственные конструкции на нефте- и газодобывающих предприятиях. Многие электроды фирмы ESAB имеют аттестацию НАКС.
Для сварки легированных сталей используют электроды со сверхнизким содержанием углерода и легирующими элементами, чтобы шов обладал теми же свойствами, что и основной металл. Хорошим вариантов будет ESAB OK 61.30 с рудно-кислым покрытием.
Если предстоит много варить и необходима проверка каждого соединения, то отбивка шлака займет некоторую часть времени. Легче всего шлак отделяется при сварке стержнями с рутиловым и рутил-целлюлозным покрытием. При проварке толстых деталей на токах 200-300 А шлак вообще будет отпадать сам.
Стоимость пачки электрода зависит от ее веса, который может варьировать от 1 до 6 кг. Поэтому общепризнано указывать цену не за пачку, а за килограмм. Совсем дешевые электроды РДС стоимостью 86-100 руб./кг подойдут только для коротких неответственных швов, если к внешнему виду соединения нет никаких требований. Для качественного соединения рекомендуем покупать электроды стоимостью от 170 руб./кг бренда ESAB.
Как выбрать электроды для сварки

Правильный выбор сварочных электродов – залог успешно выполненной сварки. Чтобы облегчить процесс подбора, и лучше понимать какие сварочные электроды выбрать мы подготовили эту статью. В статье мы рассмотрим основные критерии выбора электродов их виды и типы. Как толщина свариваемого металла влияет на выбор диаметра электрода, а диаметр на силу сварочного тока. Познакомимся с популярными марками и дадим несколько полезных советов. Приятного чтения.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.

Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
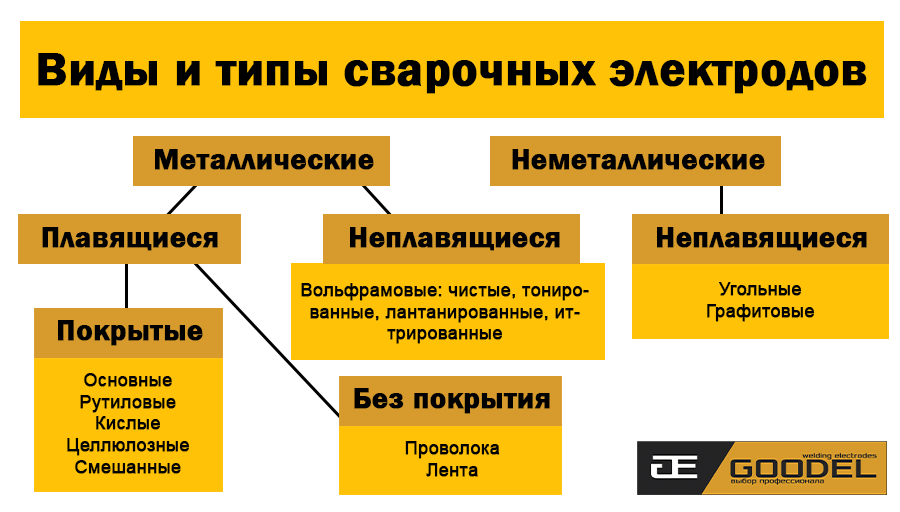
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
Углеродистые и низколегированные стали
ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6
Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках
Высоколегированные нержавеющие стали
ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5
Жаростойкие и жаропрочные высоколегированные стали
ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2
Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса)
Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья
ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6
Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом
Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна
Сварка меди и бронзы
Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы)
ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13
Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования
Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С
Легированные теплоустойчивые стали
ТМЛ-1У, ТМЛ-3У, ЦЛ-39
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
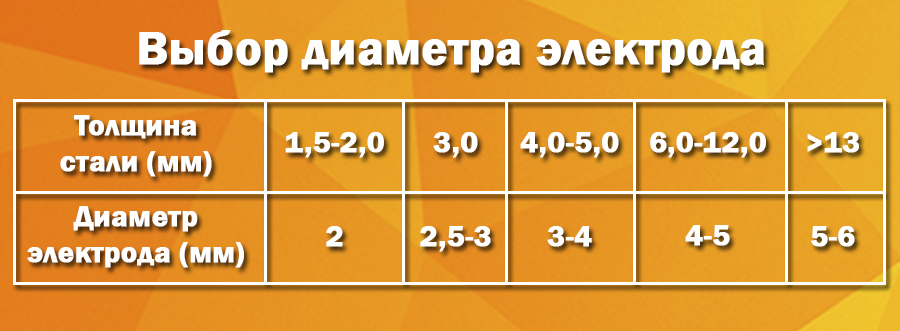
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
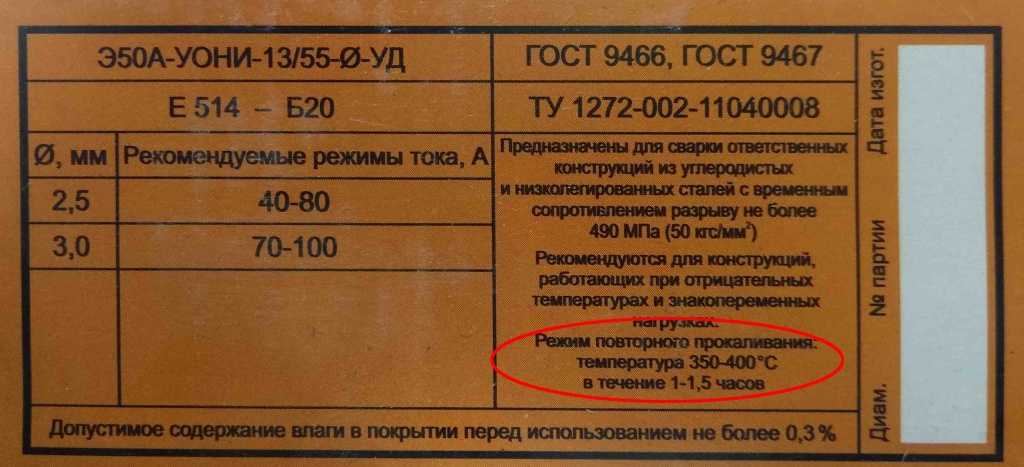
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
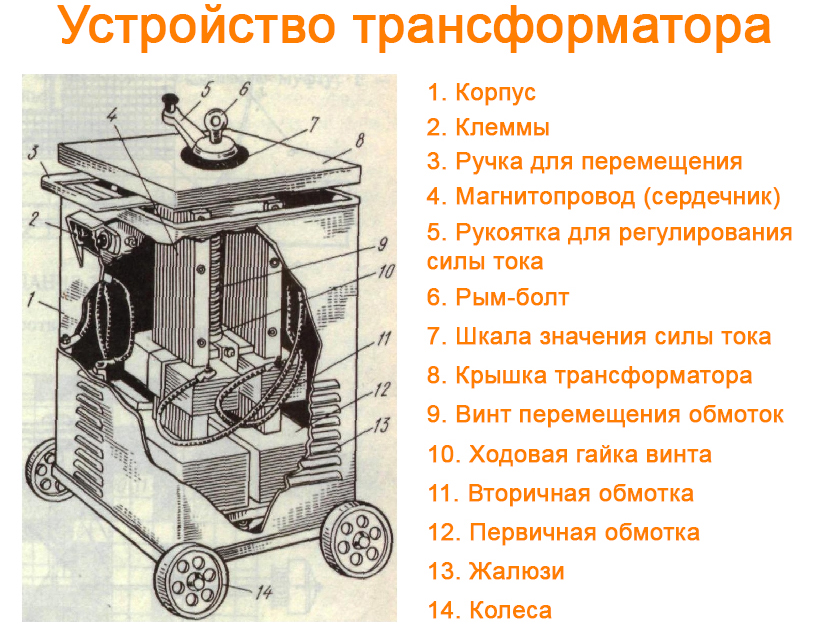
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
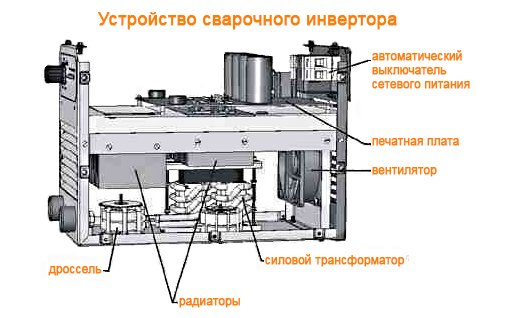
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.
- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.
Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Читайте также: