Какие металлы варят аргоном

Чем отличается аргоновая сварка от обычной, знает далеко не каждый начинающий сварщик. Прежде всего необходимо разобраться в точной и вольной терминологии. Под «обычной» чаще всего подразумевают самый распространенный способ сварки черных металлов – электродуговой. Аргоновая, она же аргоно-дуговая сварка, чаще всего используется при работе с цветметом.
Помимо рабочих материалов, оба вида сварки кардинально отличаются и технологическими процессами. Из нашего материала вы узнаете о слабых и сильных сторонах технологий, их главных отличиях, особенностях работы.
Суть аргоновой сварки
Довольно сложно получить качественный сварной шов при работе с заготовками из таких материалов, как алюминий, медь или цветные металлы. Сложности обусловлены их физико-химическими свойствами. Поэтому при необходимости соединения этих материалов, специалисты используют сварку в защитной аргоновой среде.

Разберемся, чем отличается аргоновая сварка от обычной и как она работает. Разница между ними заключается в том, что аргоновая сварка выполняется с использованием защитной среды инертного газа – аргона. Эта среда представляет собой поток газа, направленного в рабочую зону и предохраняющую ее от негативного воздействия окружающей среды. Аргон не дает металлу окисляться, повышает качество сварного соединения, ускоряет время работы. Попадая в зону сварки, газ вытесняет из нее кислород, вызывающий появление окислов на металле.
Рекомендуем статьи по металлообработке
В отличие от обычной, аргоновая сварка подходит для работы с титановыми заготовками, при этом можно пользоваться плавящимися и неплавящимися электродами, вольфрамовой проволокой. Последняя подходит для работы с разнородными металлами. Аргоновую сварку, как и обычную, можно выполнять вручную и в автоматическом режиме.
Виды аргоновой сварки
Сегодня для соединения заготовок в защитной среде аргона используют ручную, механизированную, автоматическую и роботизированную технологии.

Отличается ли ручная аргоновая сварка от обычной? Кроме той разницы, о которой говорилось выше, нет. И в том, и в другом случае процесс соединения заготовок (перемещение горелки и подача присадочной проволоки) выполняется вручную. Используют технологию как для сваривания простейших деталей, так и для работы со сложными конструкциями. Недостаток ручной сварки (как аргонной, так и обычной) заключается в низкой производительности труда. Кроме того, сварщику требуется достаточно большой опыт для качественного выполнения работы.
Автоматическая аргоновая сварка схожа с обычной тем, что в обоих случаях детали соединяются без участия сварщика. Для сваривания заготовок используется специальное оборудование. Его специфика напрямую влияет на сложность выполняемой работы, качество и конфигурацию шва. Самыми простыми швами соединяют трубопроводы, именно для их монтажа применяют сварочные автоматы. Это наиболее производительная технология, с помощью которой можно проложить трубопровод даже по дну моря.
Несмотря на то, что непосредственно в процессе соединения деталей сварщики не участвуют, однако настраивают оборудование, готовят его к работе, обслуживают и ремонтируют высококвалифицированные специалисты.
Некоторое время назад появилась еще одна технология аргоновой сварки – роботизированная, при которой соединение заготовок на конвейерах выполняется роботами. К ее достоинствам относятся высокая производительность работ, а также их низкая себестоимость.
Недостатки технологии заключаются в высокой стоимости оборудования, необходимости найма высококвалифицированных специалистов для настройки и обслуживания роботов. Созданием установок занимаются конструкторы, разработкой программного обеспечения – программисты. И те, и другие должны обладать высочайшей квалификацией. Роботизированная аргоновая сварка используется в автомобилестроении. Экономически эта технология оправдана при больших объемах работы.
Два способа аргоновой сварки
Чем отличается аргоновая сварка с плавящимся электродом от обычной? В этом случае сварщик, помимо силы тока и электрода, выбирает скорость подачи присадки и вид инертного газа. Использование защитных газов, подаваемых в рабочую зону из баллонов высокого давления, повышает стоимость работ. Защитный газ чаще всего представляет собой смесь из 75 % аргона и 25 % углекислого газа. В роли плавящегося электрода выступает намотанная на катушку проволока.
Несмотря на сложности, которые заключаются в необходимости одновременного управления подачей проволоки, газа, силой тока, получаемые в этом случае сварные швы характеризуются высоким качеством. Кроме того, скорость работы выше, чем при использовании ММА.
Начинающим сварщикам легко работать с полуавтоматическими инверторами MIG, поскольку в процессе сварки практически полностью отсутствуют брызги расплавленного металла, в сварном шве не образуются шлаки, вырабатывается небольшое количество дыма. Технология MIG проще ММА, если сравнивать трудозатраты и качество получаемых сварных швов.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Благодаря конструкции пистолета для подачи присадки работа выполняется быстрее. MIG оптимально подходит для сварки тонколистовых металлов. Следует иметь в виду, что поверхность заготовок должна быть тщательно очищена, этим аргоновая сварка отличается от обычной и ММА.
Аргоновая сварка TIG отличается от обычной, ММА и MIG большим числом условий и используемых элементов. Это универсальная технология, позволяющая работать практически с любыми металлами, включая алюминий. Однако она требует от сварщика более высокой квалификации. Кроме того, стоимость работ также выше, чем при других видах. Аргоновая сварка TIG оптимальна для кузовных работ, также с ее помощью соединяют элементы художественной ковки, используют там, где после окончания сварных работ швы не должны быть видны. Получаемые при TIG швы отличаются внешней привлекательностью, особенно для поклонников стиля дизельпанк.
Аргоновую сварку с неплавящимся электродом выполняют как на переменном, так и на постоянном токе, сам электрод при этом не сгорает. Это обусловлено входящим в его состав вольфрамом. Так как размер электрода в процессе работы не меняется, сварщику проще контролировать положение руки. Регулировка силы тока осуществляется ножной педалью, поэтому специалисту необходимо точно координировать свои движения.
Эта технология позволяет работать с низкими значениями силы тока, что гарантирует сохранность даже очень тонких заготовок. При выборе низких параметров силы тока необходимо тщательно очистить поверхности свариваемых деталей, а также быть готовым к тому, что сама работа займет больше времени. Аргоновая сварка TIG подходит для соединения изделий из алюминия, который не поддается свариванию с помощью других технологий.
Нюансы работы с аргоновой сваркой
Аргоновая сварка схожа с обычной в том, что для обеих технологий, помимо теоретических знаний, нужны практические навыки. И прежде чем приступать к практике, стоит узнать о нюансах работы в защитной среде инертных газов, чтобы в процессе сварки не допускать ошибок, отрицательно сказывающихся на качестве сварного соединения.

В первую очередь необходимо тщательно очистить и обезжирить края соединяемых заготовок. В этом аргоновая сварка также не отличается от обычной. Очистка нужна даже в том случае, когда визуально поверхность металла не содержит следов загрязнений и коррозии. Саму сварку лучше выполнять на короткой дуге, поскольку при длинной сварной шов будет широким и неглубоким и, как следствие, низкокачественным.
Дуга при использовании аргоновой сварки должна быть короткой, стержень электрода максимально возможно приближен к поверхности металла. Для получения узкого глубокого шва электрод следует перемещать продольно без отклонений в стороны и без поперечных движений. В противном случае качество шва будет хуже.
И присадочная проволока, и электрод должны размещаться исключительно в рабочей зоне, иначе защитные свойства аргона будут нарушены, вследствие чего в сварочную ванну попадет кислород. Подача присадки должна выполняться плавно и равномерно, без рывков. Нарушение этого требования приведет к сильному разбрызгиванию металла и снижению качества сварного шва.
Начинающие сварщики испытывают некоторые трудности при определении скорости подачи присадочной проволоки. Единого стандарта скорости не существует, поэтому мастерам придется экспериментировать. Главное правило – присадка должна быть под углом и перед стержнем. При несоблюдении этого требования шов будет неровным, а сам процесс сварки усложнится.
Так как аргоновая сварка от обычной отличается использованием защитного газа, вытесняющего из сварочной ванны кислород, то начало и окончание процесса должно быть плавным, чтобы в рабочую зону не попал воздух. Прежде чем начать работу, следует подавать аргон в область соединения заготовок в течение 20 секунд. Перед окончанием сварки необходимо сначала убрать присадку, а затем, спустя примерно 10 секунд, выключить горелку. В конце работы силу тока нужно уменьшить. Если пренебречь перечисленными требованиями, то в сварочную ванну попадет кислород, снизив качество шва.
Итак, аргоновая сварка отличается от обычной тем, что требует от сварщика больше опыта и терпения. Для оценки готового шва используют такой показатель, как проплавленность. Форма сварного соединения не должна быть выпуклой и округлой, это свидетельствует о недостаточной проплавленности металла. Визуально, конечно, нельзя полноценно оценить качество сварного шва, однако предварительные выводы о результатах работы сварщика сделать можно.
Суть электродуговой (обычной) сварки
Чтобы научиться правильно выполнять аргоновую сварку, потребуется время. Сварщику придется не только изучить суть сварочного процесса, но и ознакомиться с его особенностями и, разумеется, наработать практические навыки. Важно понимать разницу в свойствах различных металлов, разбираться в сварочных аппаратах, выбирая тот, который наилучшим образом удовлетворит потребности специалиста, соответствующим образом оборудовать мастерскую для производства работ, установить и обосновать их стоимость. Ведь независимо от того, отличается ли аргоновая сварка от обычной, и та, и другая могут приносить сварщику прибыль. Конечно, если он решит заниматься этим профессионально.

Остановимся подробнее на нюансах технологий TIG, MIG и STICK – зная особенности, достоинства и недостатки каждой из них, проще выбрать наиболее подходящий вариант.
Аргоновая сварка отличается от обычной тем, что в ней в любом случае используют электрод, присадочную проволоку и инертный газ, выполняющий защитную функцию и повышающий качество сварного шва. Но эти элементы будут различаться в зависимости от применяемой технологии. Так, в разных вариантах аргоновой сварки используют плавящиеся и неплавящиеся электроды, присадочная проволока изготавливается из различных материалов, кроме того, различаются и используемые инертные газы.
Виды и нюансы электродуговой сварки
Наиболее несложной разновидностью является сварка с применением плавящегося электрода. Помимо простоты, это еще и наиболее доступный вариант с финансовой точки зрения.
Несложность процесса заключается в том, что он требует от сварщика только выбора подходящего электрода и нужной силы тока. Электрическая дуга расплавляет металл электрода, а защитная газовая среда предохраняет сварную ванну от проникновения кислорода, образующегося при сгорании флюса, который покрывает электрод. Защита необходима, так как кислород, вступая в реакцию с металлом заготовки, вызывает его окисление, что негативно отражается на качестве шва.
При наработке определенных навыков сварщик может выполнять различные виды сварочных работ с помощью плавящегося электрода в обмазке. Он подходит даже для неочищенных поверхностей или металлов с признаками окисления. Главное, что должен сделать специалист, – правильно подобрать электрод. В процессе сварки может использоваться как переменный, так и постоянный ток.
Аргоновая сварка отличается от обычной тем, что управлять процессом в данном случае сложнее. При работе образуются искры, шов забивается шлаком, снижающим прочность сварного соединения. Чтобы выполнить сварку хорошо, потребуются значительные усилия. Также эта технология неприменима при работе с алюминием, листовыми металлами и толстыми массивными заготовками.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Что можно варить аргонной сваркой

Что можно варить аргонной сваркой? Да практически все! И это радует, ведь соединить детали из различных цветных металлов и сплавов обычными методами иногда не представляется возможным.
С другой стороны, технология аргонной сварки достаточно сложна и обладает своей спецификой. Поэтому прежде чем приступать к работе, нужно как можно более тщательно изучить особенности данного способа металлообработки.
Особенности технологии аргонной сварки
Прежде чем говорить об аргонно-дуговой сварке, следует разобраться с тем, что представляет собой сам процесс соединения заготовок. Металлические поверхности свариваемых деталей предварительно прогреваются за счет воздействия пламени. При таком способе обработки находящийся в воздухе кислород вступает в реакцию с материалом, что вызывает его окисление. При этом следует иметь в виду, что окисление цветных металлов и легированных сталей занимает меньше времени по сравнению с обычными металлами.
Из-за этого качество соединений снижается: швы заполняются многочисленными пузырьками, что приводит к потере ими прочности и разрушению. Сварка не подходит для работы с заготовками из алюминия, поскольку этот сплав при нагреве горит и разрушается.
В процессе аргонно-дуговой сварки используется сварочная ванна, защищающая детали от воздействия газов и примесей. В качестве защитной оболочки тут выступают инертный газ аргон.

При сварочных работах могут использоваться другие инертные газы, например, гелий, обладающий аналогичными характеристиками. Однако недостатками гелия являются высокая стоимость и больший расход в сравнении с аргоном.
Аргон не вступает в химические реакции с другими элементами, включая обрабатываемые металлические заготовки. Этот газ весит больше воздуха, поэтому вытесняет его из сварочной ванны, предотвращая воздействие ненужных газовых примесей.
Аргонную сварку производят при помощи плавящихся либо неплавящихся (например, вольфрамовых) электродов. Для определения типа и диаметра электродов используются специальные таблицы. Выбор того или иного расходника зависит от свариваемых материалов.
Металлы, которые можно варить аргонной сваркой
Итак, что можно варить аргонной сваркой? Чаще всего именно она применяется для работы с материалами, в составе которых присутствует алюминий или нержавеющая сталь. Именно этой технологии отдают предпочтение работники станций технического обслуживания автомобилей. Использование аргонной сварки позволяет продлить срок использования деталей авто.
Аргонной сваркой можно варить отдельные элементы трансмиссии, радиаторы, трубки кондиционера и других детали, изготовленные из алюминиевых сплавов.

Технические особенности автомобильных запчастей не позволяют воспользоваться другими методами обработки, например, плазменным напылением или пайкой.
Можно варить аргонной сваркой детали, изготовленные из дюралюминия, титана, чугуна, меди, силумина, других цветных и черных металлов. Поскольку материалы обладают своими особенностями, то качественно выполнить работы и получить надежное сварное соединение помогает профессионализм и опыт сварщика, знакомого с химическими реакциями металлов при нагреве.
Также с помощью аргонно-дуговой сварки создают уникальные кованые изделия (ворота, ограждения, мебель, люстры и т. п.). Из-за большого количества мелких элементов готового изделия его финишная шлифовка затруднительна. Используемая же технология оптимизирует процесс изготовления, а готовые детали не нуждаются в дальнейшей обработке.
Для получения качественных сварных соединений помимо аргона необходимо пользоваться присадками. Благодаря своему опыту сварщики могут подобрать оптимально подходящие расходные материалы для более быстрой и профессиональной работы.
Основные виды аргонной сварки
Выбор разновидности сварки зависит от обрабатываемого металла. Ручная аргонная сварка с использованием штучных электродов обладает следующими особенностями:
- получением тонкого аккуратного сварного шва;
- высокой скоростью обработки металла;
- относительно невысокой температурой работы;
- отсутствием необходимости в присадках.
В промышленности широко применяется ручная или автоматическая аргонодуговая сварка с использованием штучных вольфрамовых электродов и присадочной проволоки. Эта технология более сложная и трудоемкая, но при этом обладает рядом преимуществ:
- использование автоматического оборудования в разы увеличивает производительность труда по сравнению с ручным способом;
- можно варить аргонной сваркой заготовки из легированной и углеродистой стали;
- сварочный шов отличается высоким качеством.
Выбор той или иной технологии сварки зависит не только от имеющегося оборудования, но и от материала, из которого выполнены заготовки. В большинстве случаев ручная и автоматическая или полуавтоматическая сварка может использоваться для сваривания аналогичных металлов.

Для аргонной сварки более предпочтительным является использование оборудования с постоянным и переменным током. Высокая стоимость оборудования окупается возможностью применения его для работы практически с любыми металлами.
Порядок выполнения работ при аргонной сварке
Аргонной сваркой с неплавящимися вольфрамовыми электродами можно варить детали, изготовленные из нержавеющей стали и цветных металлов (алюминия, титана, магния).
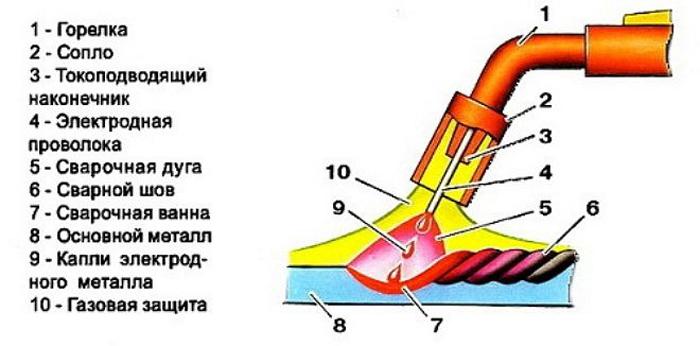
Электрод размещается в токоподводящей цанге горелки с керамическим соплом, направляющим инертный газ в свариваемую область. Аппарат имеет систему водяного охлаждения. При выборе диаметра электрода необходимо руководствоваться требуемой силой тока, зависящей от толщины обрабатываемого изделия. Поскольку в процессе сварных работ брызги не образуются, горелка закрывается сетчатым фильтром, который равномерно распределяет аргонный поток.
Механизированная горелка, которую можно использовать при аргонной сварке, имеет также маховик, поднимающий и опускающий вольфрамовый электрод. Токоподводящая цанга закреплена резьбовым соединением, что позволяет использовать стержни разного диаметра.
Полуавтоматическое или автоматическое оборудование оснащено горелкой с плавящимся электродом. В процессе работы сварочная дуга поддерживается между обрабатываемой деталью и присадочной проволокой. Система охлаждения аппарата зависит от его производительности и может быть воздушной или жидкостной. Конструкция сопла и принцип работы аналогичны оборудованию с неплавящимися стержнями.
Во время аргонной сварки сварщикам необходимо придерживаться следующих правил:
- Обрабатываемая поверхность должна быть тщательно очищена от грязи, масла, жиров, краски и т. д., поскольку наличие загрязнений отрицательно скажется на качестве полученного шва. Способы очистки могут быть как механическими, так и химическими.
- За 20 секунд до начала работы газ подается в зону сварки. Присадочная проволока и горелка размещаются в непосредственной близости от обрабатываемой поверхности. Дуга активируется поступающей электроэнергией.
- Горелка должна перемещаться вдоль, а не поперек линии соединения деталей. Проволока не должна подаваться быстро, чтобы избежать образования металлических брызг. Присадку следует проводить впереди горелки, поступательно добавляя или убирая ее.
- Чем короче сварочная дуга, тем уже, глубже и эстетичнее будет шов. Этот момент особенно важен при использовании неплавящихся электродов.
- Необходимо следить за нахождением горелки и присадочной проволоки внутри защитной газовой оболочки.
- Для того чтобы заварить кратер, следует понизить напряжение, а не убирать горелку. Подачу газа в зону сварки следует прекратить спустя 15 секунд после окончания работы.
Немного о режиме работы сварочного аппарата. Выбирая порядок работы оборудования, необходимо учитывать имеющиеся исходные данные.
Выбор направленности и полярности тока зависит от обрабатываемого металла. Аргонной сваркой можно варить детали из стали, включая нержавейку, на оборудовании с током прямой направленности. Для цветных металлов, магния и алюминия используется аппаратура, работающая на переменном токе с обратной полярностью.
На расход инертного газа влияют два основных фактора: условия работы и скорость подачи аргона. Если аргонная сварка ведется на открытом воздухе при сильном ветре, расход увеличивается. В связи с этим, обработку следует выполнять в защищенном от ветра месте.

Особенности аргонной сварки различных металлов
Итак, аргонной сваркой можно варить различные металлы, главное – знать и учитывать их особенности, поскольку без этого невозможно получить качественное сварное соединение.
Изделия из нержавеющей стали достаточно сложны в обработке. Распространенной проблемой являются трескающиеся и расходящиеся сварные швы. Во избежание этого для соединения деталей используется аргонодуговая сварка. При работе с нержавейкой необходимо помнить о некоторых нюансах:
- присадка и неплавящийся электрод перемещаются исключительно вдоль, а не поперек сварного шва;
- повысит качество соединения, но при этом увеличит расход газа обдувание области сварки с лицевой и изнаночной стороны;
- присадка должна располагаться в зоне действия защитного газа;
- вольфрамовый стержень не должен касаться поверхности соединяемых заготовок, в том числе при активации дуги (это делается с помощью специальных пластин).
После окончания работы с изделиями из нержавеющей стали подача газа прекращается спустя 10–15 секунд, чтобы дать шву остыть и предотвратить окисление.
Можно варить аргонной сваркой трубы из нержавейки. Сама обработка аналогична работе с листовыми изделиями, но сварочное соединение должно обдуваться газом с наружной и внутренней стороны.

Обдув снаружи вопросов не вызывает, а для того, чтобы подавать газ изнутри, следует:
- закрыть одну из свариваемых труб пробкой;
- стык скрыть изолентой;
- во вторую трубу медленно впустить аргон и закрыть ее;
- удалить изоленту и продолжить сварку так же, как и при работе с другими листовыми изделиями.
- Алюминий.
Что можно варить аргонной сваркой? Именно эта технология позволяет без проблем соединять изделия из алюминия. Проблематичность сварки этого металла обусловлена его свойствами: при контакте с воздухом он вступает в химическую реакцию с кислородом, в результате чего поверхность сразу покрывается оксидной пленкой. После механического удаления пленки она вновь появляется спустя непродолжительное время.
Образующийся на поверхности детали оксид алюминия тугоплавок, разрушить его можно переменным током или током с обратной полярностью.
Помимо создания защитной среды, использование аргона в данном случае разрушает оксидную пленку. При сваривании деталей из тонколистовой стали расходуется около 6 л/мин инертного газа, из толстолистовой – около 15 л/мин.
Независимо от используемой технологии сварки важно предварительно тщательно очистить обрабатываемую заготовку. Последовательность действий по очистке будет следующей:
- с помощью растворителя обезжирить поверхности соединяемых деталей;
- удалить оксидную пленку механическим или химическим способом;
- просушить чистую поверхность.
После такой подготовки качество сварного шва будет намного выше.

При использовании для сварки гелия необходимо оборудование с постоянным током. К недостаткам технологии относятся:
- более высокая стоимость гелия по сравнению с аргоном;
- повышенный расход инертного газа;
- технически работа с гелием сложнее работы с аргоном.
- Медь.
Отличие меди от других цветных металлов заключается в ее химических свойствах – металл более устойчив к воздействию агрессивной среды. Работая с ней, профессиональные сварщики пользуются смесью аргона с гелием, плавящимися или неплавящимися вольфрамовыми электродами, а также оборудованием с постоянным током.
При обработке деталей толщиной более 4 мм их предварительно нагревают до +800 °С. Изделия из меди можно варить аргонной сваркой с использованием медной или медно-никелевой присадочной проволоки. Вместо нее пользуются прутками из аналогичных материалов. В процессе сварки образуется стабильная и устойчивая сварочная дуга.
Поскольку медь обладает высокой теплопроводностью, кромки соединяемых заготовок должны быть обязательно разделаны. При работе с заготовками толщиной менее 12 мм можно ограничиться разделыванием одной кромки, при сваривании более толстых деталей следует обработать обе кромки.
Также можно варить аргонной сваркой изделия из титана. Для этого используют вольфрамовые электроды.
При толщине деталей от 0,5 до 1,5 мм достаточно одного электрода. Присадки при этом не нужны, заготовки соединяются встык. Более толстые изделия свариваются с использованием присадочной проволоки.
Предварительно с кромок соединяемых заготовок необходимо полностью удалить насыщенный кислородом альфированный слой. Присадочную проволоку нужно обработать вакуумным отжигом при температуре +900…+1000 °С в течение четырех часов.
Титан можно варить аргонной сваркой на оборудовании с постоянным током прямой полярности. Для соединения заготовок толще 10–15 мм используется погруженная дуга:
- после того как образуется сварочная ванна, расход инертного газа повышается до 40–50 л/ч;
- электрод погружают в сварочную ванну;
- возникающее давление сварочной дуги оттесняет расплавленный металл, а дуга горит внутри образовавшегося углубления.
Такая технология позволяет увеличить проплавляющую способность дуги.
В заключение отметим, что варить аргонной сваркой можно изделия из различных металлов, главное – учитывать существующие нюансы и особенности каждого из свариваемых материалов. Изучить их помогут специальные справочники.
Современная технология сварки аргоном

Технология сварки с использованием высокотемпературной дуги широко применяется в производстве для соединения металлических деталей. Однако данная технология подходит не для всех сплавов. Некоторые металлы при достижении температуры плавления на открытом воздухе окисляются. В результате структура материала меняется, его полезные технологические свойства теряются. Поэтому используется специальная технология сварки аргоном, когда при нагреве металла электрической дугой применяется инертный газ, защищающий сплав от окисления.
Особенности технологии сварки аргоном

Сварка осуществляется в аргонной среде, создающей защиту от окисления в местах соединения двух металлических деталей. Окисление происходит из-за воздействия кислорода, содержащегося в воздухе. Аргон же создает защитную оболочку вокруг зоны обработки и не позволяет кислороду проникать в эту зону.
Аргонная сварка может производиться в ручном, полуавтоматическом и автоматическом режимах. Общепринята более широкая классификация режимов сварочных работ, зависящая как от способа, так и от применяемых электродов. Так, используется два вида электродов: плавящиеся и неплавящиеся. Во втором случае электрод представляет собой вольфрамовую проволоку, обеспечивающую надежное и прочное соединение любых металлов, в том числе разных по свойствам.

Методы аргонодуговой сварки классифицируются следующим образом:
- ручной с использованием неплавящегося электрода РАД;
- автоматический с применением неплавящегося электрода ААД;
- автоматический с использованием плавящегося электрода ААДП.
Основные достоинства технологии:
- относительно низкая температура нагрева, позволяющая сохранить конфигурацию соединяемых элементов;
- максимальная защита зоны обработки от воздействия кислорода благодаря высокой плотности и инертности аргона;
- высокая тепловая мощность дуги, позволяющая выполнить работу за достаточно короткое время;
- простота процесса, благодаря чему использовать технологию могут новички;
- универсальность применения технологии, позволяющая сваривать различные по свойствам металлы и их сплавы, соединить которые другими способами не получится.
Технология сварки аргоном (видео):
.
Из недостатков технологии:
- Чувствительность аргонной защиты к ветру и сквознякам.
- Конструктивно сложное сварочное оборудование, трудности при настройке режимов его работы.
- Необходимость в дополнительном охлаждении соединений при использовании высокоамперной дуги.
- Неплавящийся электрод и присадочную проволоку перемещают исключительно вдоль сварного шва, без поперечных движений. Выход присадочной проволоки из зоны действия инертного газа недопустим.
- Для улучшения качества сварного шва соединяемые детали желательно обрабатывать аргоном как с лицевой, так и с обратной стороны. Нужно учесть, что расход газа при этом будет увеличен.
- Запрещается дотрагиваться электродом поверхностей заготовок из нержавейки даже в процессе розжига дуги. Разжигать дугу допускается на угольной или графитовой пластине, после чего дуга переносится на обрабатываемый металл. Для бесконтактного розжига можно воспользоваться осциллятором.
- После окончания сварочных работ подачу аргона прекращать сразу же не следует. Это нужно для более быстрого остывания сварного шва и электрода, при этом они будут защищены от окисления. Подачу газа можно прекращать через 10–15 секунд после завершения сварочного процесса. Данное правило справедливо для всех металлов.
- выводит воздух из рабочей области, защищая ее от сторонних газов;
- не образует взрывчатых смесей с кислородом;
- как инертный газ, не вступает в химическую реакцию с рабочими металлическими поверхностями.
- Металлические детали зачищают и обезжиривают. Это можно сделать химически или механически.
- Чем ближе расположен электрод к металлу, тем проще будет достичь нужной температуры сварочной ванны, размера и плотности шва.
- Электрод ведут по шву, избегая поперечных движений. Так он становится ровным, без потери глубины.
- Необходимо следить за скоростью подачи присадки. Проволока и электрод должны всегда оставаться под защитой аргонного облака.
- Следует избегать рывков, сопровождающихся отскакиванием металла. Газ подают в сопло равномерно.
- Если работа проводится на открытом воздухе, нужно обеспечить дополнительную защиту в виде ограждения. Даже слабый ветер нарушает защитную газовую среду.
- Сварочный шов накладывают медленно, с соблюдением методики подачи газа. Включают газ за 15 секунд и выключают спустя 10 секунд после наложения шва.
- Расход веществ рассчитывают по утвержденным нормам. Слишком большой поток газа не будет преимуществом. В результате его защитные свойства снизятся. Существует 2 подхода к определению расхода: по количеству затраченной проволоки или по метражу шва. Второй расчет оптимален для больших объемов.
- Заканчивают работу, снижая напряжение с помощью реостата – важного элемента сварочного процесса. Если отвести горелку без соблюдения этого правила, к шву откроется доступ нежелательным газам.
- Если работают с большим количеством деталей, сначала делают пробный ход на незаметном участке.
- ручная сварка в среде аргона с применением неплавящегося электрода РАД;
- автоматическая с использованием неплавящегося элемента ААД;
- аргонодуговая автоматического типа с применением неплавящегося электрода ААДП;
- полуавтоматическая, когда часть процесса выполняется программно, а затем специалист дорабатывает изделие вручную.
- Полярность и направление тока неотделимы от свойств металла. Для деталей из рядовых сталей применяют постоянный ток прямой полярности, а для бериллия – постоянный ток обратной полярности.
- На выбор силы свариваемого тока влияют размер электрода, вид и величина заготовок, полярность. Можно положиться на опыт или воспользоваться готовыми таблицами экспертов. Чаще всего в них приводятся значения в амперах для основных толщин металла и диаметров электрода.
- Напряжение на дуге зависит от ее длины. Чем она короче, тем чище получаются швы. Если размер увеличивается, дуга горит неустойчиво, электрод разбрызгивается. Теряется глубина плавления металла. Одна из характеристик опытного сварщика – умение выдерживать неизменную длину дуги.
- От того, с какой силой и насколько быстро выходит газ из газопламенной горелки, зависит его итоговый расход. Пульсация увеличивает расход.
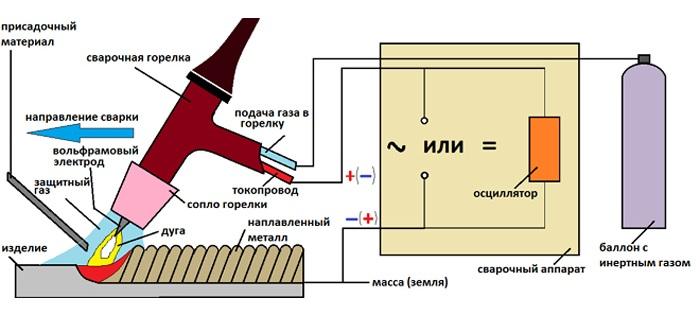
- аппарат для дуговой сварки с оптимальным напряжением;
- силовой прибор для подачи напряжения на горелку;
- осциллятор для поддержания напряжения и создания импульса, сохраняющего стабильность дуги;
- устройство, которое подает аргон на сварочную зону;
- качественная горелка с керамическим соплом;
- баллон с аргоном, шланг для его присоединения к горелке;
- вольфрамовая проволока;
- электрический трансформатор для подачи напряжения к коммутирующим устройствам;
- индуктивно-емкостный фильтр;
- средства индивидуальной защиты работника (шлем, перчатки и т.д.).
- чистый аргон или смесь с добавлением гелия;
- баллоны (бывают многоразовыми);
- сварочные рукава;
- редуктор.
- Из коррозионно-стойких сталей. Применяют в случае, когда необходима защита шва от коррозии.
- Алюминиевые. Шов, созданный с использованием таких присадок, не разрушается под действием высоких температур.
- Медные. Позволяет добиться высокой электропроводности и текучести.
- Никелированные. С этим присадочным материалом достигается устойчивость шва к окислению. Незаменим при работе с чугуном – металлом, сложным в термической обработке.
- нельзя работать рядом с легковоспламеняющимися веществами;
- нужно убрать все посторонние вещи;
- необходимо организовать постоянную вентиляцию для быстрого удаления продуктов сгорания;
- оборудование должно быть исправным, материалы – сертифицированными;
- нельзя приступать к работе без предварительного инструктажа и получения базовых теоретических знаний;
- сварщик обязан использовать маску или защитные очки, предпочтительно “хамелеоны”.
- Химическим или механическим способом убрать с рабочих поверхностей грязь, масло, влагу. Посторонние фракции усилят пористость и шероховатость шва. Зазор между кромками тщательно зачищают. В производстве распространен метод пескоструйной и дробеструйной очистки, позволяющей добиться максимальной гладкости металла.
- Включить подачу газа не позднее, чем за 14-16 секунд. При этом горелка с электродом должна находиться в правой руке, на минимальном расстоянии от металла. Проволоку удерживают другой рукой. После подачи тока между электродом и металлом возникнет дуга.
- Вести горелку ровно вдоль шва, плавно распуская проволоку. Присадок укладывают перед горелкой под углом к металлу. Рывки и колебания руки по горизонтали недопустимы.
- Следить, чтобы аргон постоянно покрывал сварочную зону, включая проволоку и горелку.
- Непосредственно перед окончанием работы понизить напряжение, удерживая дугу. Оставить газ включенным еще на 12-14 секунд.
- повышенную скорость, производительность, особенно если создаются идентичные детали;
- надежность и привлекательный вид швов;
- снижение риска ошибки специалиста.
- в ходе последовательной работы с разными деталями и режимами приходится каждый раз перенастраивать оборудование;
- аппарат обойдется дороже ручного;
- возможен массовый брак заготовок, если сбой не был замечен вовремя.
- возможна работа с материалами, чувствительными к высоким температурам (титан, чугун), т.к. поверхность нагревается слабо и исключается деформация изделия;
- шов получается качественным, а затраченное на его создание время сокращается;
- работать может даже непрофессионал, цеховых условий не требуется;
- для некоторых металлов и сплавов это единственный доступный способ, поскольку кислород действует на них крайне негативно.
- дополнительное оборудование, часто дорогостоящее;
- выбор режима работы требует опыта и сноровки;
- требуется постоянное или переменное напряжение;
- сварка восприимчива к сквозняку и ветру, поэтому необходимо закрытое помещение с вентиляцией.
При ветре газ частично улетучивается, оставляя без защиты соединение и, соответственно, снижая его качество. По этой причине сварочные работы с использованием аргонной струи следует выполнять в вентилируемых закрытых помещениях без сквозняков.

Аргонная сварка широко применяется для соединения между собой медных, титановых, алюминиевых, бронзовых, стальных изделий, а также элементов из нержавеющей стали и цветных металлов. Сварочные работы с этими металлами представляют определенную сложность, и именно аргонная технология показывает здесь свою наибольшую эффективность. С помощью данной технологии соединяют различные металлические детали, трубы и элементы отделки. Большое распространение в современной промышленности получила технология сварки нержавеющих труб аргоном.
Технология сварки нержавеющих труб аргоном (видео):

Технологии сварки аргоном различных металлов
Сварочные работы с применением аргона позволяют создавать герметичный шов, не нуждающийся в последующей обработке. Фактически, таким способом можно соединять детали из всех известных на сегодня металлов и сплавов.
1. Технология сварки алюминия аргоном.
В качестве электродов применяются плавящиеся и неплавящиеся элементы. Для ручного, полуавтоматического и полностью автоматического метода могут использоваться неплавящиеся электроды. Для большей стабильности дуги желательно пользоваться осцилляторами либо импульсными возбудителями. Данным способом имеет смысл соединять металлические детали толщиной 10–12 мм. Элементы из алюминия большей толщины сваривать таким способом невыгодно по причине низкой производительности и перегрева зоны обработки. В данном случае лучше использовать плавящиеся электроды.
Сварка тонколистового алюминия (толщиной 0,2–2 мм) осуществляется в один проход без использования присадочного материала на съемных или остающихся подкладках. Конец присадочного прутка в случае его применения нежелательно выносить за пределы зоны действия аргона во избежание окисления. Дуга при этом должна быть длиной не более 2,5 мм.

Металл толщиной от 6 до 8 мм сваривается «левым способом», позволяющим снизить перегрев соединения. Сваривание изделий из более толстого металла (8–12 мм) рекомендуют выполнять плавящимися электродами, если это возможно. В противном случае пользуются «правым способом», облегчающим контроль выполнения работ.
2. Технология сварки нержавейки аргоном.
Сварка изделий из нержавеющей стали в целом производится стандартным способом с учетом некоторых нюансов:
Технология сварки нержавейки аргоном (видео):
3. Технология сварки латуни аргоном.

Латунные изделия варятся с применением аргона чаще всего при толщине металла более 5 мм. Тепло вырабатывается электрической дугой, возникающей между электродом и поверхностью обрабатываемых заготовок. Электрод крепится в зажиме горелки, проводящем электрический ток. Через сопло этой горелки поступает газ. Сварной шов создается из присадочного материала, который по составу должен максимально подходить к металлу обрабатываемых деталей.
Непосредственно перед сварочными работами поверхности заготовок требуется тщательно очистить от грязи и оксидной пленки. В итоге поверхности должны обрести характерный металлический блеск. Оксидную пленку можно удалить с помощью азотной кислоты, после чего заготовки требуется промыть горячей водой. Процесс будет сопровождаться заметным треском, возникающим в результате высвобождения паров цинка – они также окрашивают дугу в необычный цвет. Этот эффект можно увидеть на демонстрационных видеороликах.
4. Технология сварки титана аргоном.
Технология подразумевает использование вольфрамовых электродов и постоянного тока прямой полярности. В некоторых случаях к сварочному аппарату требуются дополнительные элементы, подающие инертный газ и вытесняющие воздух из сварочной зоны. Такие аксессуары бывают различных форм и размеров.
Допустимо использование стальных и медных подкладок с вырезанными отверстиями для подачи аргона. Для сваривания участков труб применяют специальные фартуки, подбираемые в зависимости от диаметра труб. В случае соединения внахлест или встык и при толщине металла не более 3 мм присадку можно не использовать. Достаточно настроить больший диаметр сопла и увеличить подачу газа.

Титановые детали варят короткой дугой с непрерывной подачей присадочной проволоки, плавными движениями без колебаний. После завершения сварочных работ желательно подавать газ еще в течение одной минуты для защиты шва от окисления в процессе остывания.
Технология сварки титана аргоном (видео):
5. Технология сварки меди аргоном.
Данная технология подразумевает использование смеси газов, состоящей из аргона (75 %) и азота (25 %). Соответственно, аргон придает дуге большую стабильность, а азот создает качественную сварочную ванну. Для соединения медных изделий требуются вольфрамовые лаптанированные (ЭВЛ) или итерированные (ЭВИ) электроды.
При соединении деталей из меди толщиной более 5 мм необходима разделка кромок, подобная той, что применяется в электродуговой сварке стальных труб. Такая необходимость продиктована высокой теплопроводностью меди – без предварительной разделки металл на всю толщину не прогревается. При этом если толщина его превышает 12 мм, требуется разделка обеих кромок соединяемых деталей, тогда как при толщине от 5 до 12 мм достаточно разделать только одну кромку.
Несмотря на достаточно сильную газовую защиту, часть кислорода все же попадает в сварочную зону. Поэтому для устранения последствий этого взаимодействия в качестве присадки полезно использовать материал, в составе которого имеется раскисляющее вещество (например, медную проволоку с добавлением большого количества марганца, вступающего в реакцию с кислородом).
Но применение марганца имеет серьезный недостаток: образующиеся в результате связывания кислорода соединения сильно снижают прочность шва и увеличивают его хрупкость. Данный недостаток устраняется при использовании присадки с добавлением редкоземельных металлов, которые удаляют из зоны контакта кислород и в то же время не влияют на качество шва, полностью исчезая в процессе реакции.
6. Технология сварки чугуна аргоном.
Технология сварки аргоном чугунных деталей позволяет добиться прочности шва, близкой к прочности самого чугуна. Но такой результат возможен лишь при соблюдении определенных условий. Основное из них – прогревать сварочную зону и затем охлаждать ее необходимо постепенно.
Благодаря медленному прогреванию изменяется структура чугуна и на его поверхности образуется графит, увеличивающий пластичность сплава. Во избежание попадания частиц другого металла в сварочную зону обычно применяют графитовые электроды или прутки. В некоторых случаях используют порошковую проволоку либо специальные пластины из чугуна.
По окончании сварочного процесса полученный шов постепенно охлаждается. Быстро это делать нельзя, в том числе используя для этого воду. Опытные специалисты рекомендуют засыпать сваренные изделия песком для сохранения качественного шва и его постепенного охлаждения.
Для сварки чугуна желательно использовать низкий сварочный ток. Это защитит от взаимного смешивания находящиеся в сварочной ванне детали.
7. Технология сварки бронзы аргоном.
Работа производится вольфрамовым электродом диаметром 3,5 мм. Для бронзы толщиной 1,4–2,5 мм присадка не нужна, а сварочные работы выполняются от постоянного тока с прямой полярностью либо от переменного тока с применением осциллятора.
В соответствии с данной технологией требуется необходимое количество аргона марки В, объем его определяется исходя из расхода 6–12 куб. дм в минуту. Перед началом работы под бронзовые детали нужно подложить медный лист. Детали соединяются между собой встык без зазоров. Практика показывает, что наиболее прочные швы получаются между деталями из отожженной бронзы.

Нужно учесть, что при сварке бронзы толщиной более 1,8 мм в местах соединения шва с основным металлом могут образовываться поры. Их возникновение связано с наличием в бронзе растворенных молекул водорода, поступающих из аргонной струи, а также с диффузией водорода из бронзовой основы внутрь шва.
Водород в составе воды может находиться как в аргоне, так и на поверхности металла. Кроме этого, поглощение бронзой молекул водорода происходит при ее отжиге в техническом газе, содержащем до 12 % водорода.
8. Технология сварки стали аргоном.
Перед сварочными работами необходимо в первую очередь отрегулировать положение горелки. Угол, образованный осью мундштука и плоскостью обрабатываемого металла должен быть в пределах 75–80 градусов. При этом горелку нужно наклонять в сторону, противоположную направлению сварки.
Движения в процессе сварочных работ должны быть плавными, без отклонений электрода за пределы зоны действия аргона, иначе шов может подвергнуться окислению. Присадочную проволоку следует располагать под прямым углом к оси мундштука. Таким образом, угол между прутком и плоскостью металла будет равен 15–20 градусов. Наиболее эффективно укладывать присадку на поверхность стали для минимизации капельного переноса присадки в сварочную ванну.

Присадочный материал необходимо продвигать впереди сварочной дуги, равномерно размещая его в сварочной ванне. Технология сварки аргоном не допускает поперечных движений присадочного прутка, так как это нарушает непрерывную подачу инертного газа в сварочную зону, а значит, и способствует проникновению кислорода в эту область. Для уменьшения расхода электрода рекомендуется не прекращать подачу газа по завершении сварочного процесса. Лучше выключить газ через 10–15 секунд с целью защиты горячего электрода от окисления и, соответственно, для продления его срока службы.
Почему следует обращаться к нам
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Как выполняется сварка аргоном

Сварка аргоном
Не все современные металлы могут быть надежно сварены традиционным способом. Поверхность конструкций из алюминия и сплавов некоторых цветных металлов при контакте с кислородом покрывается пленкой. Это снижает плотность шва. Сварка аргоном, в отличие от простой, электродуговой, позволяет защитить металл от окисления и обеспечить высокое качество шва.

Как работает аргоновая сварка
Аргон обладает редкими достоинствами:
Аргон создает защитное облако в зоне сварки. Он тяжелее воздуха, поэтому имеет свойство скапливаться у пола, вызывая дефицит кислорода у сварщика. В качестве электрода можно использовать вольфрамовую проволоку, т.к. температура в столбе дуги стремится к 2000°C.
Выделяют следующие технологические особенности аргонодуговой сварки:
Классификация и режимы
Систематизация учитывает степень автоматизации труда и плавкость электрода.
Классификация аргонной сварки:
Несмотря на глобальную автоматизацию, ручной и полуавтоматический методы по-прежнему наиболее популярны. Крупные предприятия комбинируют несколько типов, что создавать сварные соединения в разных положениях и на любых этапах производства.
Подбор режима требует от мастера не только знания теории, но и практического мастерства.
Во время обучения учитывают следующие закономерности:
Область применения
Метод используют для соединения сталей, содержащих легированные элементы, и цветных металлов, включая предельно тонкие, оцинкованные или гальванизированные. Также технологию аргонодуговой сварки применяют в тех областях, где решающее значение имеют стойкость и долговечность сварочных швов, когда при этом они должны выглядеть эстетично.
Таким способом изготавливают узлы и ключевые компоненты в автомобиле- и ракетостроении, рамы транспортных средств, преднапряженные конструкции. Метод незаменим при работе с алюминиевыми заготовками.
Необходимое оборудование
Сварка в среде аргона требует больших вложений в оборудование и материалы, с которыми сварщик не сталкивается при ручном дуговом способе.
В первую очередь необходимы:
Эксперты рекомендуют выбирать устройства и приборы лидеров сварочного производства, несмотря на более высокую стоимость.
Во-первых, принцип работы оборудования нового поколения построен на оптимизации расхода материалов, электроэнергии и времени. Во-вторых, оно имеет высокий класс безопасности и сильно опережает дешевые аналоги по качеству результата.
Помимо штатного оборудования, потребуются расходные материалы:
Присадки для аргонодуговой сварки
С помощью присадок заполняют сварочную ванну. Они упрощают создание шва при работе с легированными и жаропрочными сталями, титаном, никелем, алюминием и некоторыми другими металлами.
Используется присадочный материал следующих типов:

Техника безопасности
При работе со сжиженными газами нужно соблюдать правила безопасности. Они подробно описаны в ГОСТе 12.3.003-86. Несмотря на то, что утвержденная техника безопасности относится к промышленным объектам, эти правила следует соблюдать и в быту.
Основные требования ГОСТа при работе с аргоном:

Этапы ручной аргонодуговой сварки
Чтобы добиться высоких результатов, ради которых и выбирают эту технологию, рекомендуют соблюдать следующую последовательность действий:
Автоматическая сварка
Автоматическое оборудование работает так же, как и ручное. Но управление производится через заданную программу. Функция специалиста – правильно выбрать материалы и режим, а затем проконтролировать результат.
К преимуществам автоматической сварки относят:
Однако у метода есть и отрицательные стороны:
Преимущества и недостатки
Аргонодуговая сварка обладает преимуществами, недостижимыми при использовании других способов обработки металла:
Как и любой метод, сварка в среде аргона имеет недостатки:
Преимущества аргонодугового метода обусловлены полезными свойствами газа, которые позволяют создавать прочные и ровные соединения. Недостатки же имеют организационный характер и легко преодолимы. Технология применяется для художественной сварки по металлу при создании арт-объектов.
Читайте также: