Как запечь краску на металле
Технология порошкового окрашивания.
Типовой технологический процесс получения покрытий из порошковых красок включает три основные стадии:
• подготовка поверхности,
• нанесение порошкового материала,
• формирование покрытия - полимеризация (запекание).
Качество покрытий зависит от строгого соблюдения технологических режимов всех стадий процесса.
Подготовка поверхности
1. Детали, на которые наносят порошковые покрытия, должны быть предварительно подготовлены, обладать ровной поверхностью без окислов, ржавчины и т.п. Для подготовки поверхности пригодны как сухие, так и мокрые способы очистки - обезжиривание, удаление оксидов, а при жестких условиях эксплуатации нередко дополнительно наносят конверсионные покрытия. В качестве обезжиривающих веществ применяют органические растворители, водные моющие (щелочные и кислые) растворы и эмульсии растворителей в воде (эмульсионные составы). Органические растворители (уайт-спирит, нефрас, ацетон) из-за вредности и огнеопасности применяют для обезжиривания способом ручной протирки изделий ограничено, главным образом при окрашивании небольших партий.
2. Основной промышленный способ обезжиривания связан с использованием водных моющих составов - концентратов. Моющий раствор получают путем растворения моющих средств-порошков в требуемом количестве воды. Обезжиривание проводят при 40-80 градусов по Цельсию продолжительностью по времени при окунании 5-20 мин, при распылении 1-5 мин. Этот способ приемлем для обработки как черных, так и цветных металлов.
3. Щелочное обезжиривание требует специального оборудования, предусматривающего не только обработку изделий моющим составом, но и последующую их промывку и сушку, также необходимы очистка и утилизация сточных вод, поэтому не для всякого покрасочного цеха это приемлемо.
4. Способы обезжиривания, не связанные с применением химикатов. Например, пароводоструйный (обработка поверхности пароводяной струей с температурой 90-100°C и давлением 0,5-2,0 Мпа) и термический (нагревают изделия с масляными и жировыми загрязнениями до 400-450°C) способы. Термический способ обработки используют при окрашивании труб. Для удаления оксидов (очистка поверхности от ржавчины, окалины, старых покрытий) в основном используют механические (струйная абразивная обработка) или химические способы (растворение или отслаивание оксидов с помощью кислот в случае черных металлов, с помощью щелочей в случае алюминия и его сплавов).
5. Нанесение конверсионных покрытий преследует цель улучшить защиту изделий, сделать ее более надежной. Наиболее распространено фосфатирование черных металлов и оксидирование цветных, в первую очередь, алюминия и его сплавов. Эти способы используют преимущественно для изделий, эксплуатирующихся вне помещения и в условиях переменной влажности и температуры. При фосфатировании чаще всего используют цинкосодержащие фосфатирующие концентраты. Фосфатирование обычно проводят струйным способом в агрегатах мокрой очистки при температуре 50-60°C, продолжительностью обработки 1,5-2,5 мин. Химическое оксидирование обычно проводят соединениями, содержащими хром, поэтому операцию называют хроматированием. Химическое оксидирование проводят при 20-30°C продолжительностью 5-30с. Толщина оксидных покрытий обычно не превышает 1 мкм.
6. Завершающей стадией получения конверсионных покрытий, как и любых операций мокрой подготовки поверхности, является сушка изделий от воды. Ее проводят обдувкой горячим воздухом при 110-140°C.
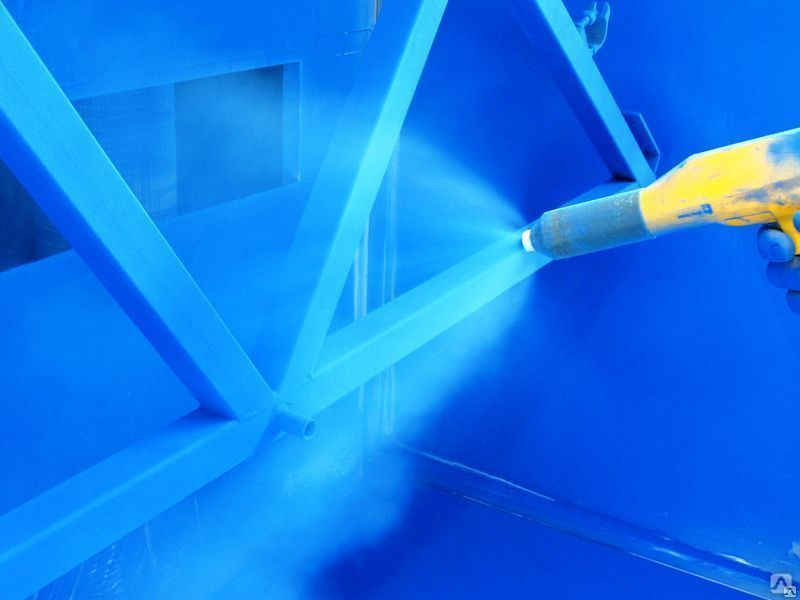
Нанесение порошкового материала
Сущность процесса нанесения состоит в следующем:
• Полимерный порошок поступает из бункера в смеситель, где смешивается с воздухом в необходимой пропорции, регулируемой блоком вентилей (флюидизации).
• Смесь порошка и воздуха поступает в распылитель. В распылителе находится высоковольтный источник создающий высокое (до 100 кВ) напряжение на коронирущем электроде. Проходя мимо него, пылинки приобретают необходимый электрический заряд, благодаря которому, пролетая вблизи покрываемой детали, прилипают к ее поверхности.
Нанесение необходимо производить равномерно, уделяя особое внимание труднодоступным местам (углы, углубления, отверстия и т.д.). Слой должен быть достаточным, но не излишним. Для качественного окрашивания изделий сложно формы рекомендуется подбирать режимы высоковольтного источника или использовать технологию трибостатического нанесения.
Не прилипший порошок:
• уносится потоком воздуха в вытяжную вентиляцию
• проходя через циклон, он высаживается сначала на его внутренней поверхности, а затем осыпается вниз и собирается в накопительном бункере
• из бункера снова поступает на вторичное использование
• толщину слоя, его плотность можно регулировать параметрами высоковольтного источника.
Для исключения попадания порошка в рабочую зону запрещается работать без общей и локальной систем вентиляции!
Производительность работы определяется, в данном случае, наиболее трудоемкой и плохо поддающейся механизации операцией - завешиванием детали на оснастку (крючки, скобы и т.п.) и их установкой в кабину, а после нанесения слоя порошковой краски, завешивания в печи для запекания. Хорошие результаты дает использование "групповой" оснастки, когда в кабине и в печи устанавливаются сразу несколько деталей. Благодаря тому, что заряженные частицы порошка могут налипать с "тыла" и "флангов" наносить слой можно не со всех сторон, а с нескольких удобных для работы направлений.
Последовательность операций такова:
1. проверить качество подготовки поверхности деталей
2. завесить всю партию деталей на крючки и разместить на установленные возле кабин вешала
3. проверить наличие контакта между деталью и крючком
4. провести напыление порошка
5. после напыления детали на оснастке (с тем, чтобы не повредить напыленный слой) завешиваются на выкатываемые из печи тележки
6. тележки осторожно (чтобы не раскачать детали) закатываются в печь
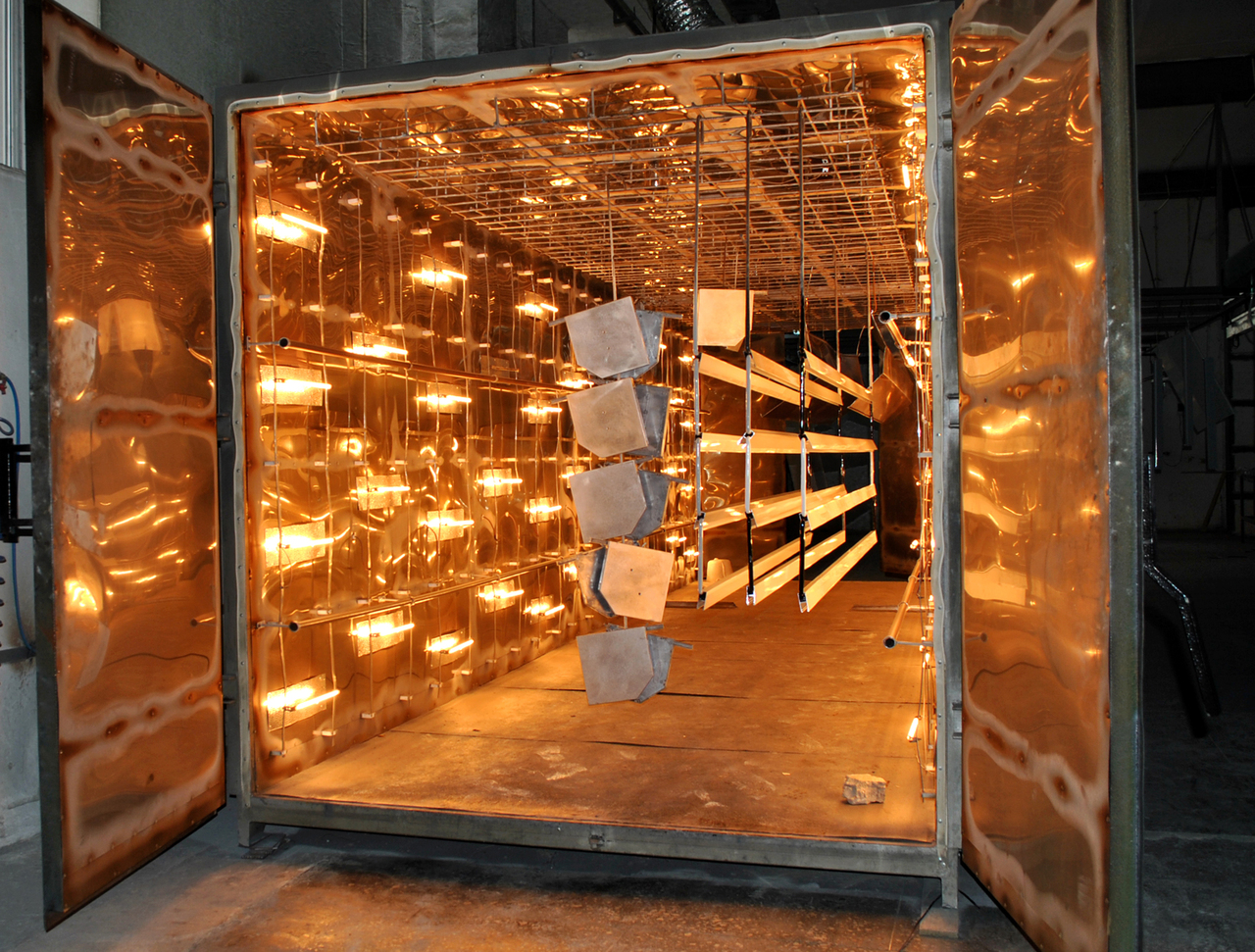
Формирование покрытия - полимеризация (запекание)
Запекание следует проводить при температуре, указанной в технической документации (TDS - Technical Data Sheet) на используемую краску. Обычно она составляет от 160°C до 200°C. Время полимеризации так же указывается в техническом паспорте - от 10 до 20 минут. Крайне важно учитывать, что для полной полимеризации необходимо, чтобы сама деталь была нагрета до указанной температуры. Например, если в документации на краску указан режим запекания (полимеризации) 180°C / 10 минут, то необходимо что бы изделия нагрелись в печи до 180°C после чего выдерживают еще 10 минут. Время разогрева печи 0,5-4 часа (зависит габаритов и мощности печи, от массы изделий, теплоемкости деталей и величины температуры запекания).
При запекании деталей, окрашенных антикварными порошковые красками («антик») или красками с эффектом «шелк» или «кожа», требуется быстрый нагрев изделий – термо-удар. Для этого заранее разогревают печь до 230 °C-230 °C и помещают изделия в уже прогретую печь, это увеличивает скорость нагрева и создает терму-удар для лучшего раскрытия структуры краски.
ВАЖНО. Нарушение температурного режима приводит к неправильной полимеризации, нарушаются защитные свойства покрытия, его внешний вид. Если температура или время запекания ниже чем указаны в документации (не додержали) покрытие теряет адгезию – отстает от изделия, твердость - царапается, не формируется структура у структурных красок. При превышении режимов нанесения (температура или время выше чем указаны в документации) может происходить разрушение покрытия, изменение цвета, хрупкость при деформации.
Следует учитывать, что при запекании нагрев изделия может вызвать его коробление и деформацию, поэтому при переходе на новые изделия необходимо покрыть пробную партию для того, чтобы подобрать краску с оптимальным режимом запекания. Например, изделия из алюминия запекают при температуре на выше 180°C так как при более высокой температуре он начинает «газить». Температура и время запекания устанавливаются на пульте управления печи. После запекания изделие медленно остывает при комнатной температуре в течение примерно 10-15 минут. Окончательно свои физико-химические свойства покрытие набирает в течении 24-х часов с момента запекания.
Технология порошковой покраски металлических изделий: подробная инструкция
Покраска металлических изделий необходима, чтобы увеличить их срок службы, защитить от пагубных факторов, также это придает декоративное оформление предмету. Обычные жидкие лакокрасочные материалы не всегда дают необходимый высокий уровень защиты, более эффективным считается порошковое окрашивание. Подробно об особенностях средства и работы с ним будет рассказано далее.

Что такое порошковые краски
Порошковая покраска заключается в нанесение состава за счет электризации частичек порошка. Процесс может достигаться сторонним воздействием либо трением частичек друг об друга. Красящие средства заряжаются положительным зарядом, а окрашиваемая поверхность имеет отрицательный заряд, за счет этого происходит соединение порошка на основании.
Но чтобы процесс завершился, и состав надежно закрепился на металле, требуется провести этап запекания. Для этого изделие помещается в специальную камеру полимеризации. Запекаясь, порошок закрепляется на предмете и создается прочное пленочное покрытие.

Что окрашивают сухими красками
Порошок закрепляется в печи для полимеризации в течение 40-60 минут, при этом оказывается воздействие температурой 150-200 градусов. Не каждый материал способен выдержать подобное высокотемпературное воздействие, это является причиной, почему использование ограничено металлоизделиями. Вариант не подойдет для деревянных и пластмассовых материалов.
Порошковая окраска производится для следующих предметов:
- Кованые предметы, используемые внутри и снаружи здания, также красят фасадные кассеты;
- Профили из алюминия и оцинкованной стали;
- Для металлической мебели;
- Детали корпуса в бытовой технике;
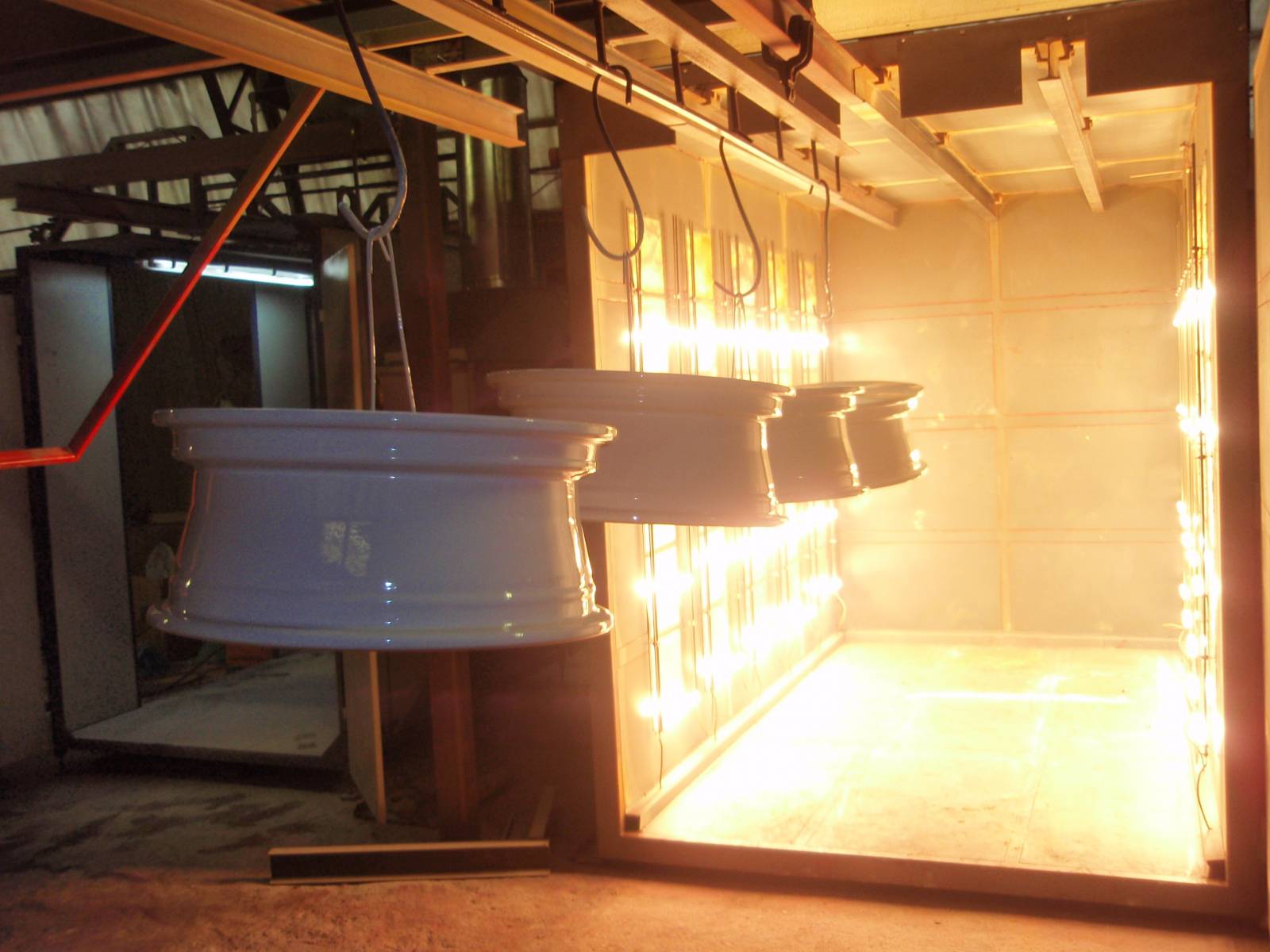
- Статичные элементы в авто, применяют и для дисков;
- Для инвентаря, используемого в спорте;
- Для промышленного оборудования.
Покраска металла порошковой краской желательна, когда требуется высокая устойчивость к образованию ржавчины на металлоконструкции. Также, если условия эксплуатации подразумевают воздействие химическими веществами и механические нагрузки, тогда слой поможет создать оптимальный барьер от подобных влияний.

Покраска металла порошковой краской желательна, когда требуется высокая устойчивость к образованию ржавчины на металлоконструкции.
Суть метода
Порошковая окраска технология подразумевает, что наноситься тонкий слой покрытия, который выглядит с материалом единым целым. В промышленности применяется именно данная технология покрытия металла, красят разнообразные предметы, которые сделаны из металлических материалов.
Изначально проводится процесс покрытия частичками краски поверхности изделия с помощью краскопульта. Нанесение происходит с помощью давления воздуха, а удерживается порошок на основании из-за электрической реакции, когда противоположные заряды сталкиваются. После требуется провести высокотемпературное воздействие, чтобы запустился процесс полимеризации.
В итоге краска оставляет тончающую пленку, которая может выдержать высокие температуры и солнечные лучи. Оставить царапины на слое сложно, поэтому держится покрытие много лет. Также слой отличается красотой.

Нанесение происходит с помощью давления воздуха, а удерживается порошок на основании из-за электрической реакции, когда противоположные заряды сталкиваются.
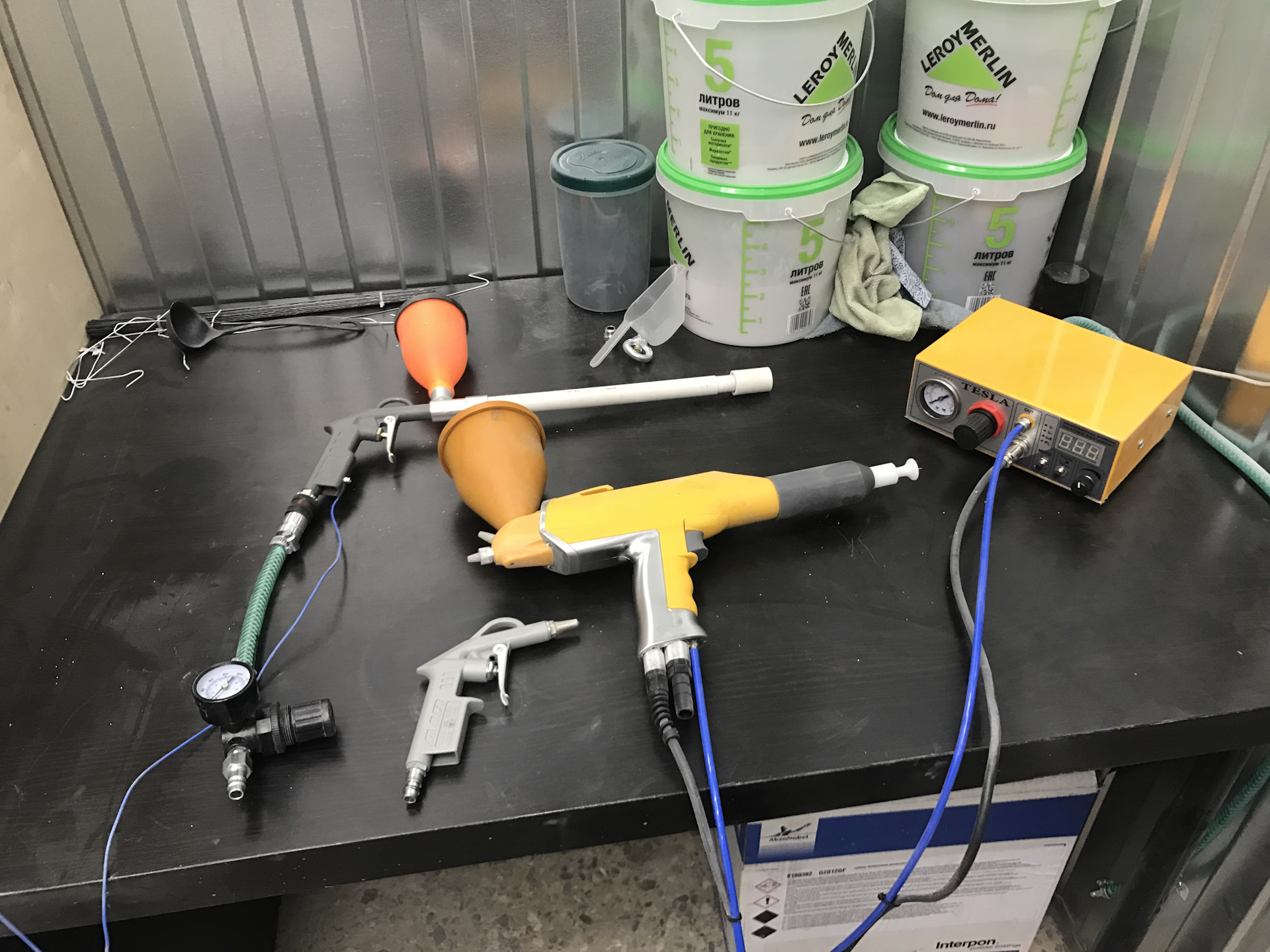
Методы работы с порошковой краской
Принцип действия специальных приборов для нанесения порошковой краски так, чтобы она зарядилась нужным электрическим зарядом разный. Так есть два вида работы пистолета для покраски:
- Электростатический, в данном инструменте проходя через сопло, порошок заряжается, когда задевает электрод, на который оказывается отрицательное напряжение в 10000 Вольт;
- Трибостатический, в этом случае применяется пистолет с длинным стволом. Изнутри закреплен абразивный материал, когда частички краски трутся друг об друга и получают нужный заряд.

Изнутри закреплен абразивный материал, когда частички краски трутся друг об друга и получают нужный заряд.
Плюсы и минусы
Покраска алюминиевого профиля либо другого изделия из металла порошковым составом отличается следующими преимуществами:
- Уменьшение количества слоев покраски, так производить процесс можно быстро, а себестоимость предмета становится меньше;
- Экологическая чистота работы, производственный процесс безопасный для мастера, при высокотемпературном воздействии вредные вещества не превышают нормы;
- В составе нет разбавителей, поэтому не образуются микропоры и раковины, и усадка получается низкого уровня;
- Низкий расход средства, также нет нужды выделять отдельную зону для просушки слоя;
- Низкий уровень взрыво- пожароопасности;
- Слой отличается твердостью, поэтому перевозить предмет можно будет без создания дополнительной защиты;
- Высокая устойчивость ко многим агрессивным влияниям и горюче-смазочным составам;
- Разнообразие цветов, представлено больше 5 тысяч оттенков краски.
Описание состава нельзя оставить и без упоминания недостатков вида, первым минусом отмечают недоступность применения для пластиковых и деревянных предметов. Другие отрицательные моменты:
- Используемое оборудование узконаправленное, в крупных печах высушивать маленькие предметы экономически невыгодно, а в маленькие не поместить крупные изделия;
- Нелегко распределять состав на сложные по форме конструкции;
- Высокая стоимость необходимого оборудования;
- Нельзя колеровать состав, применимы лишь варианты, представленные в палитре.
Также в услуге есть минус в том, что убрать дефект нанесения лишь в этой зоне не получится, придется полностью удалить покрытие и нанести новый слой.

Слой отличается твердостью, поэтому перевозить предмет можно будет без создания дополнительной защиты.
Цвета порошковой краски для металла
Цветовая палитра подобного средства радует своим разнообразием. Представлено около 5000 оттенков, поэтому выбрать необходимый вариант, если решено провести окрашивание, не будет сложно. Удобно пользоваться для выбора каталогом RAL.
Но добавить пигмент для изменения цвета не получится, можно использовать лишь готовый вариант.

Требуемые материалы и оборудование
Порошковая покраска металлических изделий в домашних условиях сложна, из-за того, что требуется наличие специальных приборов. Но часто в бизнес плане автомастерских включено наличие необходимой линии для подобной окраски, ведь порошковая краска часто применяется именно для авто.
Необходимы следующие приспособления:
- Камера для полимеризации, есть возможность сделать ее самостоятельно, но процесс требует определённых знаний;
- Распылитель для порошка.
Порошковая покраска металлических изделий в домашних условиях сложна, из-за того, что требуется наличие специальных приборов.
Подготовка поверхности
Покрасить поверхность своими руками порошковым составом можно, если знать все этапы работы. Подготовительная часть важна, требуется очистить основание от всех типов грязи, обязательно удаляется коррозия. Убираются и старые покрытия полностью. После проводится обезжиривание, наносится грунтовочный раствор. Потребуется провести пассивирование, чтобы исключить образование ржавчины.

Нанесение краски
Порошковая краска для металла наносится несложно, выполняют нижеописанные действия:
- Распылителем распределяют ровным слоем порошок по основанию, следят, чтобы расстояние между инструментом и предметом все время было одинаковое;
- Электрическое напряжение способствует плотному прилеганию частичек к поверхности;
- Остатки порошка можно будет после покраски собрать и использовать повторно.
Основные этапы окрашивания
Окрашивание должно проводиться по технологии, потребуется выполнить нижеперечисленные этапы:
- Производится подготовка основания.
- Наносится распылителем краска.
- Окрашенное изделие отправляется в печь, важно правильно установить температуру прогрева, обычно производитель указывает необходимые показатели в инструкции. Также подбирает время нагрева.
- Предмет должен остыть, остывать он может на открытом воздухе.
Для работ с предметами, эксплуатируемыми на улице, подходят полиэфирные типы красок, и они лучше выдерживают внешние факторы. Эпоксидные чаще выбираются для внутренней отделке металла.
Важно правильно установить температуру прогрева, обычно производитель указывает необходимые показатели в инструкции.
Температура запекания
Температурный показатель для запекания может варьироваться между 150 и 220 градусами, и определяется типом красящего средства. Некоторые краски могут использоваться для стекла и керамики, тогда градусы обычно ставятся на 180 градусов. Для металлических оснований возможен нагрев до 220 градусов.
Температурный показатель для запекания может варьироваться между 150 и 220 градусами, и определяется типом красящего средства.
Расход на 1 м2
Средний расход покрытия указывается на упаковке. Но на него оказывают влияние различные факторы, возникающие при работе:
- Тип окрашиваемого материала, на гладкие основы потребуется меньше средства, чем на шероховатые;
- Форма предмета, чем она сложнее, тем больше придется нанести краски;
- Уровень плотности состава, чем он выше, тем больше расход;
- Толщина слоя;
- Умение мастера, неопытный маляр нанесет для получения более ровного покрытия больше порошка.

Порошковая окраска металла: правила и рекомендации
Есть ряд рекомендаций, которые следует выполнять, чтобы провести работы безопасно и качественно:
- Мастер должен надеть защитную одежду и респиратор;
- Не стоит ставить распылитель на усиленную подачу воздуха, чтобы он слишком быстро не вышел из строя;
- Обязательно делается заземление;
- Недопустимо смешение разных оттенков краски;
- Хранится состав в теплом и сухом месте;
- Технологический процесс должен выполняться правильно, чтобы не получить изъянов на покрытии.

Порошковое окрашивание дает хорошие результаты защиты основания, и является долговечным. Важно приобретать порошок, сделанный по ГОСТу, тогда он будет безопасным и качественным, поэтому у продавца следует запросить сертификат соответствия.
Разведение порошка серебрянки для покраски металла
Серебрянка краска, которая исходя из названия, покрывает изделия серебряным цветом, хоть в ее составе не присутствует данный вид металла. На самом деле наличие компонентом алюминиевой пудры создает данный металлический эффект. Это универсальная краска, которая создает ровную поверхность, и защищает ее от негативных факторов атмосферной среды, в том числе от коррозии. Она способна выдерживать высокие температурные показатели, и применима как на улице, так и в помещении, поэтому она пользуется большой популярностью. Но для получения всех этих хороших свойств, необходимо знать, чем разводить серебрянку. Серебрянка порошок как развести, об этом подробнее будет рассказано далее.

Краска серебрянка в порошке — чем развести
Серебрянку получают из мелкого помола алюминия, для производства используют либо пудру ПАП-1, либо ПАП-2. Второй вид отличается более мелким размером, но визуально это сложно заметить, он наносится более ровно. Оба вида отвечают требованиям ГОСТа. Чем же разводится серебрянка, есть два варианта: олифа, либо лак.
Возможно, приготовление, как термостойкой смеси, так и обычной. Свойства раствора зависит от выбора используемого компонента, чтобы разбавлять серебрянку. Вообще в продаже имеются уже готовые для покраски поверхностей составы, но предпочтительнее проводить смешение порошка с лаком или олифой самостоятельно, чтобы быть уверенным, что в раствор не было добавлено других элементов, чтобы сэкономить и продать товар дороже.

Сама серебрянка обладает рядом положительных качеств, которые выделяют ее среди других покрасочных материалов:
- Покрывает изделие ровным слоем;
- Высокая устойчивость к высоким температурным показателям, и механическому воздействию;
- Быстрое время высыхания;
- Долгий срок годности порошка;
- Применяется в большом количестве сфер;
- Не токсична;
- Привлекательный внешний вид, ее легко наносить равномерно, и покрытие получается без дефектов идеально гладкое.
Однако у нее есть и ряд негативных качеств:
- Сухая серебрянка взрывоопасна;
- Ее нельзя наносить на алкидные масляные поверхности, при контакте с ними она начинает пузыриться, и ложится некрасиво;
- Не подходит для оцинкованных оснований, вместе они подвержены образованию коррозии.

Данное красящее средство применяют в различных сферах. Ею можно покрыть дерево, бетон, различные металлические конструкции (красят ею радиаторы, детали механизмов, диски, трубы, мосты и т. д.).
Особо популярна краска в сфере окрашивания деталей, в том числе и используемых на суднах. Это связано с ее отличными качествами, которые не встречаются у других лакокрасочных покрытий. Она отлично защищает металл от негативного атмосферного воздействия, также от коррозийных поражений, к тому же она имеет достаточно долгий срок эксплуатации (для изделий, находящихся на улице от 7 лет, для деталей водных судов от 3 лет). И конечно ее приятный цвет, и гладкое покрытие делает изделия эстетически привлекательными.

Особенности разведения серебрянки своими руками
Прежде чем разбавить серебрянку необходимо подготовить необходимые инструменты и обезопасить руки от попадания на них красящего состава. Для этого подойдут резиновые перчатки. Если краска все же попала на кожу, то ее стоит тут же промыть мыльной водой. При работе одевают респиратор, чтобы обезопасить организм от вредных летучих компонентов.
Также понадобятся валик, кисточка или краскопульт, то есть тот инструмент, которым будет наноситься краска на поверхности. Обратите внимание! От выбора инструмента зависит пропорция разведения порошка. Для нанесения валиком и кисточкой, добавляют растворитель в соотношении смеси к растворителю 1:0.5, для краскопульта подходящая пропорция 1:1.
Приготавливается сосуд, в котором будут перемешиваться компоненты, учитывают, что после серебрянки сосуд не получится отмыть. Кроме того под рукой должны быть скипидар или другой вид растворителя, подойдет white-spirit, сольвент.

Обычную серебрянку получают путем смешивания ее со стандартной олифой, либо лаком. Если необходимо получить термостойкий эффект, при котором окраска может выдержать температуру до 350 градусов, приобретается термостойкий лак.
Нужно защитить близь находящиеся поверхности от попадания на них краски, их закрывают бумагой или газетой. Если же на них попадут капли красящего средства, то их можно смыть подручными средствами. Для этого понадобятся подсолнечное масло, наносится на пятно и оставляется минут на 10, и после его усиленно оттирают тряпкой, либо можно использовать жидкость для снятия лака без ацетона (ацетон может навредить поверхности, поэтому лучше брать средство без него). Средство для снятия лака лучше справляется с пятнами, которые образовались недавно.
Существует ряд полезных советов, которые помогут при выполнении данного процесса:
- Работа с синтетической олифой должна осуществляться на улице, либо в помещении нужно обеспечить хорошую вентиляцию;
- Если для приготовления использовать лишь пудру серебрянки и лак/олифу, то раствор будет излишне густой, чтобы получить удобный раствор для нанесения, добавляют любой вид растворителя, сольвент, либо скипидар;
- Перемешивать необходимо до получения полностью однородной массы, без каких-либо комочков, примерное время размешивания ручным методом 15 минут, лучше использовать миксер.

Как развести серебрянку олифой для идеального окрашивания поверхностей
Разведение серебрянки олифой более экономичный способ, но также такая смесь не обладает защитными свойствами, которые присуще составу с лаком, например той же термостойкостью.
Для данного процесса допускается использование только синтетической олифы.
Такой процесс включает несколько этапов работы:
- Подготовительный этап. Приготовляются необходимые при работе инструменты. Нужна емкость, в которой будет проходить процесс перемешивания. Также подготавливают инструмент нанесения краски на поверхности (кисточка, краскопульт, валик). И конечно готовят саму олифу. Для безопасности одевают резиновые перчатки, чтобы не
- навредить коже и не запачкать их.
Сам процесс перемешивания. Сначала следует в емкость насыпать порошок, следом олифу, действуя постепенно, параллельно выполняют перемешивание смеси медленными движениями. Для размешивания удобнее использовать миксер, также с ними получится более равномерная смесь. Ручной метод займет примерно 15-20 минут.

Разведение серебрянки олифой более экономичный способ, но также такая смесь не обладает защитными свойствами.
Если раствор получился излишне густой, добавляют растворитель, в соотношение 1 к 5, это соотношение гарантирует, что краска не будет растекаться во время процесса окрашивания.
Минусом использования олифы является долгий срок высыхания такого средства, который занимает намного больше времени, чем раствор с лаком, полное высыхание может занять до 3-х дней.

Пропорции для ПАП-1 и ПАП-2
Пропорции для данных видов серебрянки отличаются. Итак, какие соотношения правильные в зависимости от вида серебрянки будет описано ниже:
- ПАП-1 разводится с олифой в пропорции 2 части порошка на 5 частей олифы, при необходимости добавляют растворитель, сольвент;
- ПАП-2 может быть разведен с любым видом компонентов, можно применять пропорции, либо 1:3, либо 1:4 (первая цифра означает количество добавления пудры). Эти пропорции дадут очень густую смесь, которой почти невозможно покрасить поверхности, поэтому их стоит растворить с помощью скипидара, растворителей других видов. Растворители добавляют в количестве исходя из вида инструмента, которым будут красить. А это 1:0,5 для валика и кисточки, и 1:1 для краскопульта.
Действуют не торопясь, тщательно перемешивая раствор, чтобы он наносился ровным красивым слоем. Если пропорции будут соблюдены правильно, то краска получится равномерной и будет обладать всеми своими положительными качествами.
Готовые растворы имеют короткий срок годности, всего полгода. Порошок может храниться намного дольше, почти без ограничения времени. Но так, как серебрянка огнеопасный продукт, то хранение должно осуществляться вдалеке от легковоспламеняющихся предметов и обогревательных приборов.

Правила разведения алюминиевой пудры лаком
Для изготовления обычной серебрянки, без термостойкого эффекта, используют такие же пропорции, что и для олифы. Если же краску будут использовать для металлических предметов, которые подвергаются воздействию высоких температур (например, печей, труб), то нужно знать некоторые нюансы.
Чем же лучше развести серебрянку порошок для покраски металла, ответом будет использовать, термостойкий лак, отлично подойдет лак БТ-577. Соотношение равно: 2 частям серебрянки к 5 частям лака. В емкость с порошком непрерывно медленно вливается лак, при этом происходит тщательное длительное перемешивание, до однородного ровного состояния.
Такой вид лака имеет резкий запах, поэтому одевают респиратор, а лучше проводить данный процесс на улице, или в помещение, где обеспечен хороший доступ к свежему воздуху.

Лучше развести серебрянку порошок для покраски металла термостойким лаком, отлично подойдет лак БТ-577.
После того, как сама краска готова к применению для получения желаемого красивого покрытия, следует красить ее, выполняя следующие шаги:
- Начинают работы с подготовки поверхности, если на ней обнаружены следы других покрытий, грязь, то от них тщательно избавляются. С металлических изделий удаляют места с ржавчиной и окалиной, для очищений подойдет щетка со щетиной из металла, таким образом можно добиться очищения всех изъянов. И предварительно растворителем обезжиривают;
Если речь идет о дереве, то оно подлежит предварительной шлифовки, чтобы серебрянка легла ровно. Поврежденные места покрывают шпаклевкой, которые потом тоже шлифуют, чтобы получить ровную поверхность.
Бетон перед окрашиванием должен также быть очищен, и полностью высохнуть. При наличии впадин, трещин, иных дефектов, их покрывают шпаклевкой.
Грунтовка поверхности требуется в случае, если предыдущая краска не подается снятию.

- Непосредственный этап покраски. Лучше наносить данное средство в три слоя, минимальное количество слоев 2. Перед нанесением нового слоя дожидаются, когда первый высохнет целиком. При работе с небольшими изделиями лучше использовать инструментом кисточку;

Получившееся средство сохнет быстрым темпом, в инструкции указывают 3 часа, на самом деле на металле она засыхает буквально на глазах.
Сделать раствор серебрянки для окрашивания поверхностей несложно самому, для этого готовят необходимые средства и одевают защитные перчатки и респиратор. Выбирая с чем развести сухую серебрянку, нужно учесть, сколько времени она сохнет, получаемые свойства, стоимость компонентов, и вид основания на которую ее будут наносить. С учетом сроков хранения готовых растворов, и возможность контролирования состава краски при самостоятельном разведении краски, лучше приобретать серебрянку в виде порошка.
Порошковая краска по металлу: выбираем подходящую и красим правильно

Покрасить металл непросто. Большинство привычных нам красок с ним не дружат – не выдерживают больших температур и влаги. Но технологии изготовления колерных составов претерпели большие изменения. Пример таких изменений – порошковая краска по металлу. Читайте до конца и узнаете, как красить порошковой краской, ее разновидности, а также некоторые правила и рекомендации по нанесению.
Виды порошковых красок
Порошковая краска – материал с цветным пигментом в виде порошка. Она защищает металлическую поверхность от влаги, предотвращает появление ржавчины. Долговечность, дополнительную прочность и даже электроизоляция – ее особенность.
Помимо пигмента в состав входят и другие вещества: смолы образуют пленку, а катализаторы отвечают за отвердение. Покраска порошковой краской распространена в строительстве, автомобильной промышленности и интерьерном дизайне. Так можно добиться матовой или глянцевой, объемной или плоской поверхности.
Краска делится на 2 вида:
- Термопластичные. Решающим фактором здесь является высокая температура. В состав добавляют смолы: винилы, нейлоны или полиэстер. После нагрева они образуют твёрдое покрытие с сохранением состава и структуры исходного сырья. Такое порошковое окрашивание позволяет нагревать металлический предмет повторно и заново формировать слои.
- Термореактивные. Образование пленки происходит в результате химической реакции. Для производства красок используют акриловые, эпоксидные или полиэфирные смолы.
Термоактивные колеры подходят для изделий, эксплуатация, которых происходит в тяжелых климатических условиях. После нанесения порошковое покрытие преобразуется и не деформируется после повторного нагревания.
Компоненты в составе безопасны. У них высокая степень сыпучести, из-за чего они не прилипают к предметам и коже. Срок годности неограничен, цвет не блекнет, консистенция не густеет со временем. Свойства сохраняются до момента применения. Растворитель не нужен.

Технология окрашивания
При порошковой покраске технология окрашивания имеет огромное значение. Суть – в распылении сухих частиц на обезжиренную и очищенную поверхность. На поверхность металла, заряженную отрицательно, с лёгкостью прилипают положительно заряженные частицы краски. Так формируется ровный и однородный слой.
Используют всего два способа напыления:
- Электростатическое. На заземленную поверхность наносят порошок, заряженный электростатикой. Делают это с помощью пистолета для порошковой покраски. Колер обретает электрический заряд благодаря ионизированному воздуху. Он находится в области коронного разряда и образуется между электродами заряжающего наконечника и поверхностью для покраски.
Источник высокого напряжения встроен в конструкцию распылителя. Основной недостаток этого способа – невозможность нанесения краски в мелкие углубления и выемки.
- Трибостатическое. В этом способе используют сжатый воздух. В результате трения о диэлектрик появляется заряд. Он и удерживает молекулы краски на окрашиваемой поверхности. Диэлектриком служит фторопласт – из этого материала сделан распылитель. Этот способ используют для покраски изделий со сложной геометрией. Есть возможность использовать многоструйные насадки, именно они и повышают точность и равномерность нанесения краски.

Этапы работ
Технология порошкового окрашивания состоит из трёх этапов работ: подготовки поверхности, окрашивания и полимеризации.
Подготовка поверхности
Она включает в себя: очистку от загрязнений, обезжиривание, фосфатирование.
С поверхности металлического изделия удаляют грязь, ржавчину и окислы. Если пропустить этап очистки, краска слезет и придётся переделывать. Лучший способ очистки – дробеструйный. Мелкие гранулы под давлением или с помощью центробежной силы направляются на поверхность. В качестве гранул используют чугунные или стальные гранулы, а также песок.
Видео описание
В этом видео показано, как очистить металл от ржавчины
Для обезжиривания поверхности перед порошковым окрашиванием металлических изделий подойдёт химическая очистка или травление. В качестве реагента берут серную, азотную или фосфорные кислоты. Фосфатирование похоже на грунтование. При обработке специальным составом образуется фосфатная пленка, улучшающая адгезию.
Окрашивание
Для этих целей оборудуется специальное помещение – камера – с принудительной системой отсоса воздуха. В камерах проходного типа окрашивают крупногабаритные изделия, в тупиковых – мелкие детали. Специальный пистолет распыляет колер. Поэтапно процесс выглядит так:
- В специальный бункер засыпается порошковая краска и смешивается там с воздухом. Регулировка пропорций происходит при помощи вентилей.
- Через распылитель с высоковольтным источником проходит смесь краски и воздуха, приобретая положительный заряд.
- Происходит процесс распыления краски на изделие.
- Последний этап – вытяжка удаляет незакрепленные частицы. Поступая в специальный бункер, они снова направляются по покрасочному циклу.

Полимеризация
После нанесения порошка объект перемещается в печь. Далее нагревается под воздействием постоянного значения поддерживаемой температуры.
В этом видео показаны последствия недопекания и перепекания краски
Происходит процесс полимеризации краски. На прохождение полного цикла необходимо 15-30 минут. Микрочастицы порошковой краски оплавляются, образуя при этом плёнку, затем отвердевание и охлаждение. Время этого этапа зависимо от размера детали, вида печи и типа краски.
Температурный режим, необходимый для процесса, удерживают в диапазоне 150-200 °C. После чего расплавленный порошок заполняет все малые неровности, это гарантирует плотный контакт краски и поверхности.
Потом деталь охлаждается. Покрытие становится прочным, а изделие получает защиту от неблагоприятных воздействий окружающей среды.
Правила и рекомендации
- Рекомендуется использовать краски только проверенных производителей.
- Состояние подвесных крючков, ответственных за заземление изделий играет ключевую роль, в противном случае происходит нарушение электростатического механизма удерживания и распределение порошковой краски на окрашиваемой поверхности. Операция очистки, а также контроль цепи заземления необходимо провести технологически верно.
В этом видео показан процесс покраски порошковой краской
- Для напыления порошковых материалов, использовать минимально нужное количество воздуха. При перенасыщении происходит увеличение расхода колера, усиление нагрузки на оборудование, нарушение процесса электризации, изменение гранул порошкового материала, плюс, видимость в окрасочной камере заметно ухудшается.
- Использовать воздух лучшего качества, без примесей.
- Внимательно гомогенизировать порошковую смесь перед использованием.
- Не допускать смешивания разных цветов. Перед использованием нового цвета – тщательно очистить оборудование.
- Уделить большое внимание подготовке поверхности перед покраской.
- Условия хранения порошковых красок необходимо соблюдать во избежание ухудшения исходного сырья, что отразится на конечном результате.
- Технологический процесс должен быть соблюдён в деталях на всех этапах покрасочных работ.
- Контроль, профилактика и обслуживание агрегатов – необходимость.
- Правильно настроенные производственные циклы, гарантируют уменьшение потерей красящего пигмента до 2%-5%.
Правила и рекомендации помогут добиться равномерности и эластичности покрытия, а также долгого срока эксплуатации.

Коротко о главном
Порошковая краска – современный вид красящих материалов по металлу. Область применения – от покраски мелких бытовых приборов и предметов интерьера, до металлоконструкций.
Существует два основных порошковых вида красок – термопластичные и термореактивные. Выбор метода зависит от поставленных задач. Так же существует всего два типа технологий окрашивания – электростатическое и трибостатическое. В первом случае используют мощный источник высокого напряжения, во втором он отсутствует.
Покраску делают в 3 этапа: сначала подготавливают поверхность – очищают от грязи, пыли и старых слоев краски. Изделия окрашивают, используя систему отсоса воздуха. Заключительный этап – полимеризация. Окрашенный предмет отправляется в печь, чтобы зафиксировать краску, далее происходят процессы отвердевания и охлаждения.
Серебряная краска: область применения, способы нанесения, рецепты приготовления в зависимости от назначения

Серебрянка - краска, которая пользуется популярностью в быту и на промышленных предприятиях. Состав материала представлен синтетическими лаками или олифой, а также металлическим наполнителем. Производители предлагают готовую продукцию, но нередко приготовлением раствора занимаются в домашних условиях.
Состав и обзор характеристик материала
Название серебрянки основано не на одноименном благородном металле, а его оттенках. Покрытие получает подобный цвет за счет порошкового алюминиевого наполнителя. Он может быть разного помола, но этот факт не сказывается на конечном результате относительно качества. Однако для окрашивания высокотемпературных объектов рекомендуется состав с ПАП-1, а в остальных случаях используется пудра более мелкой фракции.
Технические характеристики определяются тем, чем разводится серебрянка для покраски металла или другой поверхности. А также от этого зависит способ нанесения краски. Это может быть напыляемый аэрозольный состав или жидкая субстанция для распределения по поверхности посредством валика с кистью.
Так, зависимость свойств от того, чем разводится серебрянка, выглядит следующим образом.
Битумная смола сказывается на термостойкости материала (допустимы пределы в +400 и +600 градусов по Цельсию). Как правило, наполнитель выбирается категории ПАП-1. А также подобные составы применяются для устройства антикоррозионной защиты металлических конструкций и гидротехнических сооружений, так как смола выдерживает прямой контакт с водой в течение длительного времени.
Олифа повышает адгезивные свойства с деревянным основанием. Для изготовления краски применяется пудра класса ПАП-2.
Алкидный лак расширяет область применения относительно внутренних и наружных работ. Также допускается окрашивание пластика и минеральных поверхностей: бетон, кирпич, камень, керамика. Возможно применение предварительно колерованного состава, что позволит расширить палитру приготовленной краски.
В результате заводского или самостоятельного разбавления серебрянки порошка и синтетического растворителя получается краска со следующими характеристиками:
- эластичная и саморастекающаяся, что практически исключает появление разводов;
- тиксотропная, поэтому заполняет мелкие поры и незначительные дефекты с перепадами;
- влагостойкая и может служить гидробарьером до 5 лет;
- инертная к биологической жизни, не способствует возникновению очагов поражения;
- светоотражающая, что актуально в жару, так как не сохраняет тепло и не пропускает ультрафиолетовое излучение;
- антикоррозионная ценится при работе с металлами и железобетоном;
- термостойкая, что важно для обработки дымохода, батарей и труб горячего водоснабжения, деталей автоматического оборудования;
- быстросохнущая;
- не токсичная.
Готовая продукция
Производители предлагают на выбор 2 варианта готовой серебряной краски. Классическое исполнение предназначено для окрашивания холодных и теплых поверхностей из металла, дерева и минералов (бетон, камень, кирпич и керамика). Жаропрочный материал допустим для работы с конструкциями, которые эксплуатируются при температурах до +400 градусов по Цельсию.
Это могут быть отопительные коммуникации и приборы, каменные агрегаты, детали и механизмы, подвергающиеся нагреванию.
Приготовление краски своими руками
Перед тем, как развести серебрянку порошок, нужно позаботиться о мерах предосторожности и подготовить материалы. Так, для защиты рук понадобятся перчатки, для глаз - очки, дыхательных путей - респиратор. Тару под краску очистить будет невозможно, поэтому лучше подобрать герметичную емкость для хозяйственных нужд.
Относительно материалов также понадобятся:
- растворитель для чистки инструмента и регулирования консистенции краски;
- разбавитель (олифа или лак);
- алюминиевый порошок (также может быть использован бронзовый);
- кисть для замешивания с синтетическим ворсом;
- защита для рабочего места (газета, пленка).
Последовательность действий в процессе затворения краски выглядит следующим образом:
- Насыпается металлический порошок.
- Заливается лак или олифа небольшими порциями, чтобы масса была однородной. Если необходимо, то в последнюю очередь добавляется растворитель.
- Замешивание происходит на каждом этапе в течение 15-20 минут.
Пропорции того, как развести серебрянку, определяются окрашиваемым объектом. Производители наряду с иными присадками, как правило, придерживаются 10-20% алюминия относительно общей массы. Для домашнего приготовления, если это холодные конструкции, то достаточно 1 части наполнителя и 3 единиц жидкости. Для краскопульта подобную смесь дополнительно разбавляют растворителем в соотношении 1 к 1. Для радиаторов, каминов, дымоходов рецепт выглядит иначе. К 2 частям порошка добавляется 5 частей термостойкого лака. Иные ЛКМ не допускаются. При желании допускается добавление пигмента в сухом или жидком виде.
Подробнее о том, как и чем разбавляется алюминиевая пудра для получения серебрянки рассказывается в следующем видео:

Область применения
Область применения распространяется на частный и промышленный сектор. Это могут быть гидротехнические сооружения, бассейны, резервуары и техническое оборудование с отдельными деталями. Актуальна серебрянка в кораблестроении, автомобильном производстве, коммунальном хозяйстве. Архитекторы окрашивают скульптуры и памятники, ремесленники декорируют поделки и сувениры, а обыватели облагораживают оградки и радиаторы отопления.
Преимущества и недостатки
Кроме технических характеристик востребованность объясняется низкой стоимостью, доступностью в любом населенном пункте, простотой затворения и использования. Тонкослойная надежная пленка повторяет любые архитектурные формы, заполняет мелкие поры и дефекты основания (сколы, царапины). Из-за высокой адгезии практически со всеми материалами за редкими исключениями отсутствует отслаивание и шелушение. Также отмечается эстетическая сторона, особенно в интерьере. Серебряный цвет является элементом многих стилевых решений.
Из недостатков кроме недолговечности стоит отметить взрывоопасность разбавителя и отличную токопроводимость алюминия. На основании этого материалы нужно хранить на расстоянии от огня, электричества и детей. Тара должна быть герметичной и плотно закрытой.

Технология нанесения
Подготовительный этап подразумевает работ с основанием. Очаги биологического поражения очищаются и обрабатываются защитными антисептическими средствами. Ржавчина, старое покрытие и грязь удаляются. Дополнительно поверхность подлежит шлифовке абразивными материалами для выравнивания и придания основанию шероховатости. Далее сметается стружка, пыль, мусор и наносится 2 слоя грунта. Средство подбирается в соответствии с составом объекта, его пористостью и температурой.
Серебрянка вне зависимости от дома или улицы сохнет в течение короткого промежутка времени. Поэтому наносить краску нужно также быстро. Для контроля долговечности покрытия рекомендуется наносить раствор в 2-3 слоя.
С нестандартным решением по окрашиванию фоторамки алюминиевым порошком можно ознакомиться в видео:
Народные способы удаления краски
До тех пор, пока краска не высохла достаточно воспользоваться ветошью, смоченной в растворителе. Средство должно соответствовать рекомендациям по отношению к используемому лаку или олифе. С металлической поверхности, твердого пластика и стекла затвердевшую массу можно аккуратно соскрести лезвием.
Если окрашивание осуществлялось серебрянкой заводского приготовления, то помогут народные методы. Самое доступное средство - растительное масло. Им покрывается испачканное место на 10-15 минут. Затем пятно протирается сухой грубой тканью. Процесс повторяется при необходимости. Другой вариант подразумевает нанесение жидкости для снятия лака (только без ацетона в составе) на 5-7 минут. Размякшая пленка должна просто смыться водой.

Краска серебрянка по металлу, дереву и минеральным основаниям может быть готовой или сделанной своими руками без наличия специальных навыков.
В зависимости от разбавителя материал используется для окрашивания горячих, холодных объектов. Также допускается покрытие погруженных в воду конструкций.
Наличие в составе алюминия обеспечивает надежную защиту металла от появления ржавчины.
Срок службы тонкослойного покрытия составляет 5-10 лет.
В качестве растворителя выбираются средства, которые подходят к выбранному лаку либо олифе. Это могут быть уайт-спирит, Р-4, 646, сольвент, скипидар.
Для удаления серебряной краски можно воспользоваться растворителем, подсолнечным маслом или средством для снятия лака без ацетона. Достаточно выдержать жидкости на краске и протереть его сухой грубой ветошью.
Читайте также: