Как вывести плоскость на металле
Подскажите, пожалуйста, технологию, как вывести плоскость ~ 0,3 м2 на болване? Хотелось бы максимально приблизиться к качеству плоскости, получаемой наливом.
Палыч » 01 ноя 2016, 22:39
Тема не по адресу, смотрите форумы по авторемонту. Подождем до завтрашнего вечера может кто откликнется и расскажет, если нет - будет удалена.
Stürmer » 01 ноя 2016, 22:46
Облазил кучу форумов по авторемонту, но так ничего и не нашел. Может дадите ссылку на ресурс или литературу?
При авторемонте, мне кажется несколько иная специфика: практически нет идеально ровных плоскостей такого размера + существуют "маяки" в виде недеформированных участков металла. Когда делаешь болван маяков нет, или в моем случае не удается сделать.
Понимаю, что не по теме, но не знаю у кого еще можно попросить совета.
Палыч » 01 ноя 2016, 23:02
Вам нужен просто плоский участок вывести в идеал или он должен сопрягаться с другими элементами? Если есть эскизы или фотки скиньте, попробую обьяснить
Stürmer » 01 ноя 2016, 23:33
Фоток и эскизов, к сожалению, нет с собой. У Болвана есть три абсолютно плоских участка, которые сопрягаются под разными углами с большими радиусами. Нужно вывести как раз эти плоские участки, с сопряжениями проще будет, если плоскости будут ровными.
Палыч » 02 ноя 2016, 00:12
Возьмите нужного размера отрезок любого листового материала, фанеры, дсп, пвх пластика и т.п. Сделайте проявку напылив на него любой быстросохнущей краски, я использую черную матовую в баллонах. После этого берите насколько возможно длинный брусок или рубанок и крупную наждачку(где то 80-100 в зависимости от материала), и трите по диагонали от угла к углу и от ребра к ребру по всей плоскости. Там где краска стирается это бугор, там где остается - яма, соответственно ямы нужно заполнять, бугры-стирать. Проявку делайте каждый раз, как только зашпатлевали ямы и так до тех пор пока не будет стираться вся краска. Так вы сделаете грубую форму. Дальше напылите материал которым планируете покрывать болван, и повторяйте те же действия только с наждачками по мельче до нужной шероховатости.
И аватарку не забудьте поставить.
Stürmer » 02 ноя 2016, 08:39
Палыч, спасибо большое!
Остались вопросы:
1. Зачем листовой материал? Проявку ведь на болван напыляем?
2. Поскольку в ямах, которые остаются под шпаклевку, остается проявка, то для нормальной адгезии, наверное проявка и шпатлевка должны быть совместимы?
3. Я так понял, что использовать шлифмашинку не имеет смысла, все нужно делать вручную рубанком? Какой рубанок лучше использовать: твердый, средний или мягкий?
4. Необходимо шлифовать рубанком по прямой, при этом менять направления, покрывая сектор в 90 град? (прямо, перпендикулярно, и внутри угла)?
Палыч » 02 ноя 2016, 10:22
Листовой материал это основа плоскости, так проще всего ее сделать. По поводу совместимости проявки не парьтесь, ее же просто припылить нужно, а не наносить слоем.
Шлифмашинкой можно, но когда будет опыт, а для начала жесткий длинный рубанок даст наилучший результат.
Шлифовать рубанком по прямой нельзя, лучше всего тереть под 45 градусов от основания рубанка, меняя направление как вы написали
Шлифование металлических поверхностей: на производстве и в домашних условиях

На сегодняшний день имеется бесчисленное множество способов обработки металла, характеризующихся применением различных типов оборудования. Одним из самых распространенных методов финишной обработки является шлифование. Сама операция представляет собой процесс снятия части поверхностного слоя для достижения оптимальной степени шероховатости и придания детали точного размера. О том, как происходит шлифование металлических поверхностей, мы и поговорим в этой статье.
Что такое шлифование металлических поверхностей
В процессе создания требуемой детали материал подвергается различным воздействиям, которые для изделия не проходят бесследно – неизбежно образуются различные дефекты, такие как царапины, остатки шлака и следы температурной обработки. Поэтому, чтобы получить в итоге идеально гладкую и красивую металлическую поверхность, деталь подвергается процессу шлифования.

Плоскую шлифовку металла не производят на поверхностях, имеющих такие дефекты, как глубокие царапины или риски – в данном случае таким образом их не убрать.
Сам процесс шлифования представляет собой резку поверхности изделия при помощи абразивного инструмента, чаще всего – шлифовального круга, состоящего из множества абразивных зерен. При вращении круга грани режущих зерен снимают мелкую стружку с поверхности обрабатываемой детали.
Сам процесс шлифовки имеет некоторые особенности, о которых необходимо помнить при его осуществлении:
- Скорость резки должна быть высокой.
- Происходит измельчение с металлической стружкой особого вида.
- Форма режущих зерен круга должна быть разнонаправленной.
- В месте контакта с поверхностью высокая температура.
Металлические поверхности, подвергаемые шлифовке, имеют классификацию по степени сложности в обработке. Таким образом, простыми считаются внутренняя и наружная область цилиндра и плоские поверхности. Винтовая или же эвольвентная – относятся к сложным поверхностям.
Основные виды шлифования металлических поверхностей
Для процесса шлифовки применяются самые разнообразные технологии, и в этой статье мы рассмотрим наиболее распространенные из них. Поговорим:
- о круглом шлифовании металла;
- об изменении шероховатости внутренних поверхностей;
- о зубошлифовании;
- о сути бесцентровой технологии;
- о шлифовании плоских поверхностей.
Также технологии классифицируют в зависимости от типа материала, который используется при шлифовании металлической поверхности. На сегодняшний день процесс значительно упростился за счет применения специальных станков, к примеру, с ЧПУ. Их использование значительно снижает трудовые затраты и максимально повышает качество конечного продукта.
Для использования данной технологии необходимо наличие специального оборудования. Выделяют следующие особенности этого вида шлифовки:
- Обработка детали производится вращающимся на большой скорости абразивным кругом.
- Для максимального повышения эффективности процесса шлифования одновременно с кругом вращается в обратном направлении сама заготовка.
- Чтобы изменить глубину врезания инструмента и обеспечить возможность обработки детали по всей длине, подача может осуществляться как продольная, так и поперечная.
В связи с тем, что на момент вращения обрабатывается вся поверхность металлической заготовки, что обеспечивает необходимую равномерность, этот метод нередко применяется для обработки деталей цилиндрической формы.

Если необходимо обработать цилиндрическую заготовку изнутри, то применяется именно эта технология. От предыдущего метода она отличается тем, что абразивный круг шлифует деталь с внутренней стороны цилиндра.
Особенностями этой технологии является:
- получение инструментом и заготовкой поперечной и продольной подачи;
- то, что в основном вращается абразивный круг.
Для максимальной эффективности обработки в зону шлифования подается охлаждающая жидкость.
Этот метод используется для шлифования зубчатых колес, которые являются составными частями самых разных механизмов. В связи со сложной формой обрабатываемой поверхности в этом случае необходимо специальное шлифовальное оборудование.
При использовании данного способа шлифования:
- обрабатывается профиль зубчатого венца;
- круг меняют под размер эвольвенты зуба;
- необходимы специальные станки.
Так как в подавляющем большинстве случаев зубцы подвергаются закалке, процесс шлифовки значительно усложняется.
При таком шлифовании заготовка не закрепляется в центрах. Особенность этой технологии заключается в том, что деталь обрабатывается посредством двух вращающихся шлифовальных кругов, между которыми она и помещается. Для того чтобы заготовка из-за смещения не провалилась или ее не заклинило, в центре находится нож из нержавеющей стали.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Такое оборудование, за счет применения сразу двух абразивных кругов, намного ускоряет процесс шлифовки. В продаже вы найдете огромное количество станков, в основе работы которых лежит принцип бесцентрового шлифования.
Такой обработке чаще всего подвергаются плоские корпусные детали, сделанные из различных металлов. Особенности такой шлифовки:
- Деталь кладут на специальный стол, за счет него и обеспечивается надежное магнитное или механическое крепление.
- Абразивный круг осуществляет основное вращение, а деталь или инструмент – возвратно-поступательное.
Подобрав круг с подходящим профилем, можно обработать детали наиболее сложных форм. Чтобы избежать перегрева и коробления при шлифовании металлических поверхностей в место контакта заготовки и инструмента следует подавать охлаждающую жидкость.
Обработка металлических поверхностей перед шлифованием
Шлифование является последним этапом обработки детали. До этого должны быть осуществлены следующие действия:
- Черновое точение металла. В это время заготовка приобретает необходимую форму и размер с учетом припуска.
- Чистовое точение. Оно требуется для того, чтобы придать детали нужный размер.
- Фрезерование. Этот технологический процесс необходим для механического снятия металла. Обычно обрабатываются шестерни и корпусные детали.
- Термообработка. За счет закалки увеличивается твердость поверхности и прочность детали, а посредством отпуска и отжига снижают хрупкость структуры металла. Иногда требуется и термохимическая обработка, то есть в поверхностный слой вносятся определенные химические вещества.
Разрабатывая режимы обработки, необходимо учитывать припуски на проведение всех операций технологического процесса.
Маркировка и характеристика абразивного инструмента
Для качественного шлифования металлических поверхностей применяют абразивный инструмент, представленный сочетанием большого количества зерен, связанных специальной смазкой.
Круг характеризуется такими параметрами, как:
- Форма. Можно изменять в зависимости от того, какую поверхность нужно обработать.
- Размер. Он зависит от габаритов поверхности, предназначенной для обработки.
- Тип материала. Круг может быть изготовлен из крошки самой разной твердости. Наиболее устойчив к истиранию тот, что сделан из алмазной крошки.
- Размер зерна. Для финишной шлифовки берут круг с самым мелким зерном. Но имейте в виду, что чем меньше зернистость инструмента, тем больше времени нужно на обработку заготовки.
- Твердость поверхности. Является одним из основных параметров. Обычно указан на маркировке.
- Размер посадочного отверстия. Его имеют в виду, когда подбирают круг в соответствии с параметрами станка.
Абразивные материалы изготавливают в соответствии с ГОСТом и техническими условиями.

Тип материала, используемого при изготовлении абразивного круга, указывается в маркировке. К примеру, электрокорунд – это искусственный корунд на основе оксида алюминия. В продаже есть такие разновидности круга:
- 14А, 15А, 16А – нормальный.
- 22А, 23А и 24А – белый.
- 32А и 33А – хромистый.
- ЭС – сферокорунд.
Может быть применен и карбид кремния двух марок: черного и зеленого. Карбид бора маркируют как КБ. В настоящее время наиболее популярны круги из синтетического алмаза, которые имеют маркировку АСР и АСО, АРВ и АРК.
Абразивные материалы могут быть изготовлены из натурального или искусственного материала. Натуральные менее востребованы из-за своих нестабильных физико-механических свойств. Искусственные могут использоваться долгое время.
Шлифование и полировка металлических поверхностей в домашних условиях
Напильник оставляет на металле заметные грубые следы от зубьев насечки. Чистой и гладкой металлическая поверхность становится после ее шлифования и полировки.
Дома вы можете отшлифовать металл с помощью наждачной шкурки, предварительно обработав поверхность напильником. Для большего удобства советуем обернуть шкурку вокруг деревянного бруска либо широкого напильника, при этом концы шкурки следует удерживать большими и указательными пальцами обеих рук. Если нужно отшлифовать выпуклую цилиндрическую поверхность, оберните шкурку вокруг нее.
Вначале поверхность заготовки обрабатывают в разных направлениях крупнозернистой шкуркой, потом следует взять более мелкую наждачку. Финишную шлифовку делают уже в одном – продольном – направлении и самой мелкозернистой наждачной бумагой. Имейте в виду, что деталь должна быть прочно закреплена.

Если же необходимо добиться зеркального блеска, то после шлифования отполируйте деталь. Поверхности, которые вы уже тщательно обработали личным или бархатистым напильником, можно полировать и без предварительной шлифовки. Натрите напильник мелом. Обработайте сначала поверхность поперек имеющихся на ней штрихов. После того, как штрихи вдоль и поперек станут одинаковыми, поменяйте направление на 90°. Так повторите несколько раз. Затем такую обработанную поверхность, так же как и шлифовальную, отполируйте посредством специальных полировочных паст.
Наиболее распространенная марка полировочных паст – ГОИ. В их составе: мелкие абразивные порошки (окись хрома, окись железа и др.), мягкие пластические вещества, состоящие из воска, стеарина, керосина и других материалов.
Рекомендуем статьи по металлообработке
Пасты ГОИ бывают грубыми (практически черного цвета), средними (темно-зеленые) и тонкими (светло-зеленые). Сначала поверхность изделия подвергается полировке грубой пастой. Она делает ее матовой. Затем полируют пастой средней жесткости, а тонкой доводят до зеркального блеска.
Для полировки поверхности заготовки используют войлочный тампон, суконную или полотняную тряпочку.
Кстати, пасту для полировки можно приготовить и самостоятельно. Так, для полирования стальных изделий используют следующий состав (в весовых частях):
- окись хрома – 80;
- стеарин – 32;
- пчелиный воск – 6;
- техническое сало – 5;
- окись свинца – 3.
Если вы хотите отполировать латунные или никелированные поверхности либо навести на них глянец, возьмите для пасты (в весовых частях):
- окись хрома – 14;
- стеарина – 5;
- технического сала – 1;
После полировки протрите деталь сначала смоченной в керосине ветошью, а затем насухо чистой тряпкой.
Где можно заказать шлифование металлических поверхностей
Если же вам необходима идеальная шлифовка большого количества металлических изделий, обратитесь к профессионалам. На современном рынке обработки металлов свои услуги вам предложат немало предприятий. Но не спешите делать выбор, для начала хорошо изучите деятельность приглянувшейся фирмы, почитайте отзывы о ее работе. Выбирать стоит проверенных специалистов, так как шлифовка металла – это процесс, требующий немалого опыта и знаний.

Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Шаберная пластина как инструмент оверклокера

Мы живем в компьютерном мире, а современная электроника в части кремниевых «мозгов» достаточно тёплая вещь — процессоры нагреваются нещадно, как основные, так и специализированные, GPU например. В каждом электрическом изделии присутствуют радиаторы пассивные и если совсем много тепла нужно рассеять — то и вентиляторы.
Как известно, электротехника это наука о контактах. Так же можно сказать, что и теплотехника — тоже наука о контакте, о тепловом контакте и передаче тепла от теплого к холодному посредством конвекции и/или излучения. Но не будем в это углубляться, поговорим о конкретном решении, направленном на уменьшение перегрева оборудования и сопутствующего шума от активных систем воздушного охлаждения в паре металл-металл.
Что есть радиатор или немного занудства
Это пластина из теплопроводного материала с развитой поверхностью, плотно приделанная/прижатая к источнику тепла и обладающая вполне измеримыми параметрами — оребрением и теплопроводностью. Чем больше ребёр — тем больше площадь соприкосновения с воздухом, «частить» рёбра можно до известных пределов выражаемых через хитрые уравнения с числами Рейнольдса, понятиями «ламинарный» и «турбулентный» поток, «поверхностный слой» и т.д. Дальше — воздух «застревает» и не холодит.
Не углубляемся в это, в двух словах — у радиатора есть предел рассеиваемой мощности и можно его повысить заменяя материал на более теплопроводный (серебро или золото например) или обдувая радиатор вентилятором. Второй вариант по непонятным причинам почему-то прижился больше, это и есть активная система воздушного охлаждения.
И что?
А вот — охлаждение самого радиатора не наша цель. Цель — забрать тепло от источника тепла (транзистор, микросхема, процессор), нагреть им радиатор и эффективно рассеять в окружающем воздухе. И узкое место в этой цепочке — контакт радиатора с источником тепла.
В идеале источник тепла с радиатором представляет неразрывный кусок металла, но так далеко не всегда по понятным технологическим причинам.
Обычно есть источник и радиатор, и они соединены точкой теплового контакта, этот вариант и рассматриваем.
В идеале — две тщательно обработанные поверхности плотно прижаты друг к другу и хорошо обмениваются теплом
На практике такое недостижимо, так как сделать две поверхности с классом чистоты хотя бы 10 — тяжело и накладно, серебряный радиатор снова маячит на горизонте.
Кроме того, надо обеспечить идеальную горизонтальность поверхностей, что тоже непросто, и радиатор становится золотым.
Решение есть!
Это термопаста, частный случай термоинтерфейса, представляет из себя мелкодисперсную (а то и нанодисперсную) смесь высокотеплопроводного материала в слабоиспаряемой жидкости типа масла или специального клея, твердеющего от нагрева или просто от контакта с воздухом. Паста эта помещается между источником тепла и радиатором и заполняет неровности поверхностей, увеличивая площадь теплового контакта, что крайне положительно для теплообмена.
Вполне очевидно, что самый лучший слой пасты — нулевой толщины, как и было написано выше, но мы в реальном мире и получаем вполне приемлемый результат при недорогой обработке поверхностей и среднем расходе термопасты.
И что №2?
Перфекционизм не даёт покоя, хочется добиться еще лучшего теплообмена хотя бы потому, что как правило, команду на «добавить оборотов и шума» даёт вентилятору встроенный датчик температуры нашей мини-печки. Снижаем потери при передаче->больше тепла идёт на радиатор и рассеивается ->«печка» чувствует себя комфортно->«вентилятор — не крутись» — примерно такой ход мыслей. Упор делаем конечно, на качество поверхности контакта со стороны радиатора, улучшать довольно качественную поверхность дорогого чипа нет особого смысла, да и чревато потерей гарантии…
Взглянув на подошву типового радиатора CPU типа Intel или AMD, понимаем, что за всё надо платить, и поверхность частенько имеет следы механической обработки, обычно это следы от фрезы цилиндрические, торцевые, а то и концентрические, и их глубина вгоняет в сплин. Выглядят соответственно, как параллельные полоски, части дуг и как концентрические окружности с явным центром в центре радиатора.
Избавится от этого можно несколькими доступными «на коленке» способами.
Шлифовка
- тяжело выдерживать хаотичность движений — получаем неровности-новоделы
- нелегко иметь равную силу прижима при смене направления движения радиатора- особенность строения мышц руки
- очень легко «завалить края», сделать шишку в центре и скруглённые края — по предыдущей же причине
- есть радиаторы, куда просто физически не попасть со стеклом и наждачкой (см. ниже)
Обработка шаберной пластиной
Пример использования
Первый пациент — видеокарта Radeon 6950, шумит, перегревается и исполняет фокус «thermal throttling», то есть просто тупит от перегрева GPU. Температура чипа под нагрузкой переваливает за 100C°, в простое тоже несладко — около 60C°. Разбираем видеокарту, и видим вполне такой себе композитный радиатор с тепловыми трубками, с виду всё выглядит пристойно и аккуратно, смущает только темное пятно в центре.

Берем пластину под углом примерно в 30° к радиатору и делаем первое движение. Да, как-то не очень с поверхностью, надо исправлять, сразу стало понятно, что за пятно и откуда. Применяя движения как при работе с наждачной бумагой плавно выводим за довольно приемлемое время поверхность в гораздо более ровное состояние. Строгать медь и алюминий шаберной пластиной это одно удовольствие — примерно как перочинным ножиком остругивать ветку, только неудобно держать пальцами, правильный угол держать нелегко.
Нажим тоже надо подбирать, при сильном пластина запросто закапывается в металл, движение руки продолжается, следует выброс из ямки и снова закопались и так далее, получается движение рывками а поверхность в зазубринах, что не нужно вовсе. Также, не нужно забывать про одинаковую сточку меди и алюминия чтобы в меди не «выкопать» яму. Это как раз обещанный случай куда с наждачной бумагой из-за стоек не попасть, а даже если и, то «завалить» поверхность проще простого.



Как уже говорил, надо во избежание «закапывания» в месте чипа не лениться, шаберить пошире, не скромничать. Крайние движения инструментом надо делать легко и вполсилы, это даёт искомую ровность и мелкий рисунок обработки. Для эстетов можно сделать пару проходов наждачкой-«нулёвкой» + паста ГОИ, пробовал, результат — зеркало, но не всякая паста вот так возьмёт и прилипнет к такой поверхности.
По результатам сборки температура в простое упала до ~45C°, под нагрузкой выше 87C° не поднималось. Цель достигнута.
Пример 2

Одним из последующих пациентов был башенный радиатор от производителя с голубыми пропеллерами, стоил не слишком мало, но имел совершенно неприличные следы торцевой фрезеровки, поверх которых был смело покрыт хромом, что конечно, не спасло от неполного прилегания к топовому процессору фирмы AMD. Узор фрезы, декорированный термопастой, на снятом радиаторе смотрелся отчётливо и бесстыже.
Снят хром был за пару десятков движений и первые же движения по голой меди показали характерную «подушку», что возникла как следствие затяжки болтов для контакта подошвы и тепловых трубок. Шаберил как и в первом случае. На тепловых трубках видны царапины — шабер очень резкий инструмент, всего-то пару раз соскочил. Хотя порезаться им не доводилось.
Это промежуточный результат, конечное фото к сожалению испортилось на карте памяти, получилось в конце очень хорошо и гладко. Радиатор был установлен и затестирован, результат — падение температуры на 10-13 градусов при полной загрузке процессора.

Выводы
- Шаберение в домашних условиях работает
- Процедура несложна и воспроизводима
- Есть вполне измеряемые результаты работы
- Стало тише
- Сократился расход термопасты =)
- неудобно держать шаберную пластину
- площадь обработки невелика, требуется техника обработки, можно конечно купить шабер пошире, но теряется универсальность, это тянет за собой набор таких пластин
Да, а причём тут оверклокерство?
Хотя рассказ про воздушный радиатор, данная технология была успешно применена и на СВО, а там товарищ не стеснялся разгонять и был рад приросту что-то около 2% в производительности. Мелочь, а приятно. На фоне общих затрат шаберная пластина вышла по цене как метр тюнингованного водяного шланга.
Превращаем пластмассу в металл
Сегодняшний пост будет посвящен работе с выжигаемым фотополимером. В процессе напечатаем модель на 3D принтере, а затем превратим ее в изделие из металла. Будем лить серебро, бронзу и латунь. Посмотрим на сколько важен режим прокалочного цикла и к чему может привести его нарушение. Выжигаемый фотополимер оказался довольно специфичным в отличии от инжекторного воска, что требует понимания многих протекающих там процессов.

Марка конкретного выжигаемого фотополимера GORKY LIQUID CASTABLE LSD. Цвет смолы - прозрачно желтый, производитель заявляет, что она замечательно подходит для изготовления моделей зубных имплантатов и ювелирных изделий. В одном из предыдущих постов мы рассматривали тонкости и нюансы печати различными фотополимерами, каждая смола оказалась по своему уникальна, потому тем кто не видел рекомендую к просмотру.
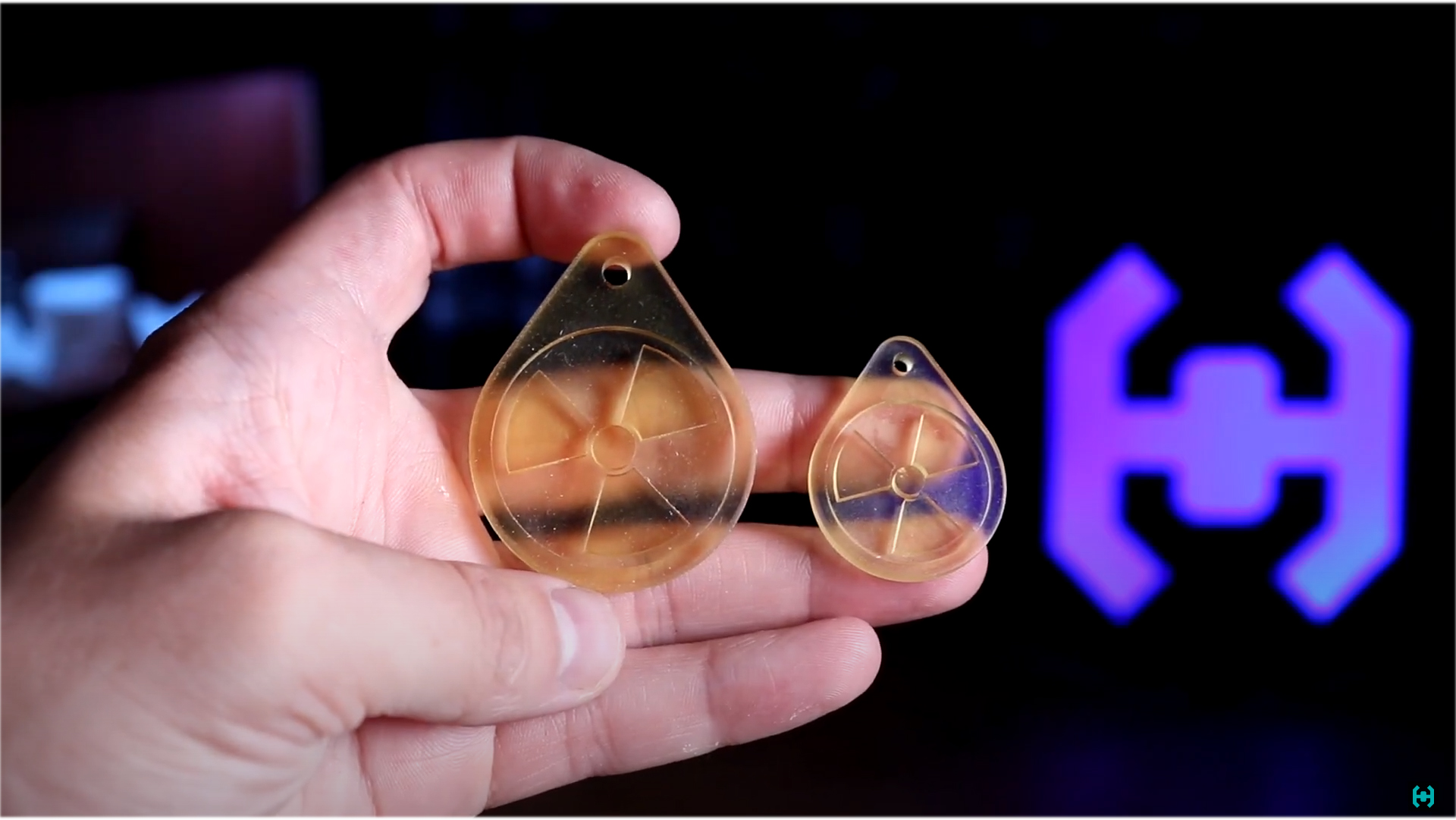
Сегодняшней задачей у нас будет отливка брелка на ключи в виде знака радиохазарда взятого с ресурса Thingiverse. Модель изначально имеет довольно крупные размеры, что потребует большего количества серебра. В программе уменьшаем габариты изделия на 30% и отправляем файл на печать. Высота слоя тут 50 микрон, время печати около часа на фотополимерном принтере CREALITY HALOT-SKY. Промываем его в ультразвуковой ванне и смотрим что получилось.
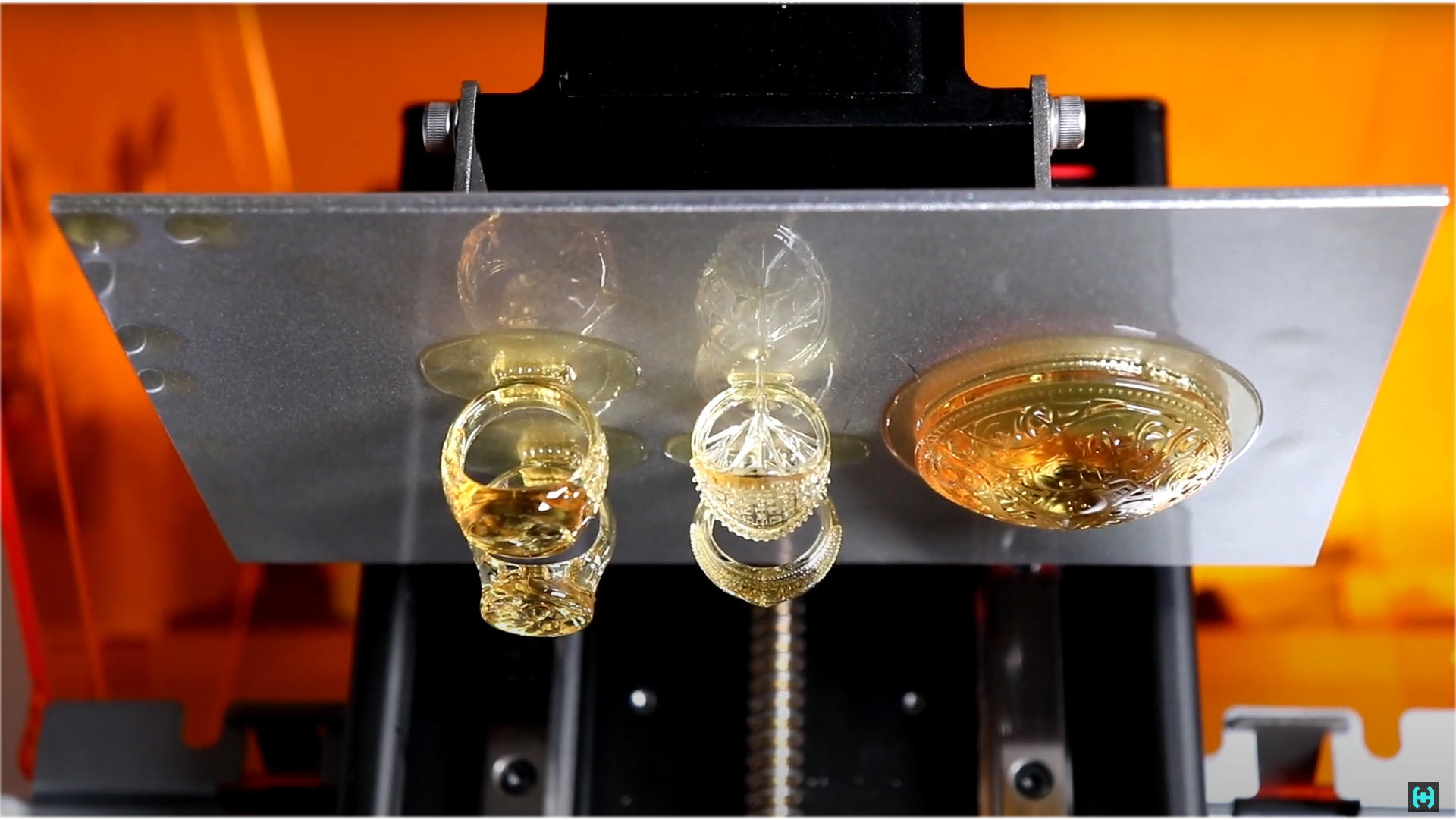
На начальном этапе подготовки к отливке, на изделия необходимо установить литники из инжекторного воска. Дело в том, что этот фотополимер не плавится, а на жале паяльника сразу превращается в легкий дымок, минуя жидкую фазу. Литники из воска сделать довольно просто, достаточно завулканизировать пару прутиков необходимого диаметра. Конкретное исполнение довольно кривое, но на результат отливок это никак не повлияет.
За пару часов на столе насобиралась горсть моделей, готовых к труду и обороне. Вся операция проходила под сериал "Очень странные дела" в компании хорошего французского зеленого чая. Параллельно подготавливаются другие восковки для отливок исторических предметов по просьбе знакомых.

Пожалуй это была самая массовая литейка за всю историю канала с подготовкой сразу нескольких выпусков наперед. Параллельно с печатью выжигаемого фотополимера была попытка завулканизировать модель для получения точного слепка но, к сожалению остатки ювелирной резины оказались просроченными и вся работа пошла коту под хвост.
Под старыми роликами часто спрашивают чертежи и электрическую схему вулканизатора. Вот архив с необходимыми файлами. Схему управления построена на базе микроконтроллера Attiny2313 и цифрового датчика температуры DS18B20. Эта же схема используется в качестве автоматики в процессе ректификации этилового спирта в домашних условиях.

Перед заливкой опоку необходимо обмотать скотчем, иначе формовочный состав при вакуумировании весь убежит. Установленную в пластилин модель накрываем куском трубы и заполняем ее формовочной смесью. Часто вижу комментарии "что за гипс я использую"? Это не гипс, а специальная ювелирная смесь, хоть бы не ленились и гуглили время от времени в промежутках между тиктоком. Конкретная смесь Prestige ORO, соотношение воды и порошка 1 : 2.5. Состав подобран специально для минимальной усадки в процессе прокалки. Засыпаем порошок в воду, после чего быстро и тщательно все перемешиваем, комки тут недопустимы.
Время жизни этого коктейля восемь минут. За это время нужно успеть все перемешать, несколько минут завакуумировать состав чтобы избавится от лишних пузырей, разлить всё по опокам и снова завакуумировать все это болото. Скажу наперёд, что данная процедура полностью исключает корольки на отливках. Раньше без такого оборудования с этим у меня были проблемы.

Подготовка опок перед отливкой. Снимаем скотч, так как он нам больше не понадобится. Литники в виде гвоздей проще удалять, если их заранее окунуть в воск, а внешний нагрев позволит извлечь металл без повреждения каналов. Сверлом делаем небольшую зенковку отверстий. Важно чтобы мусор не попал внутрь. Опоки обязательно подписываем. Если не сделать данную процедуру потом, фиг пойми что-где находится, однажды обжегся на этом этапе.
Прокалочный цикл. Термопара K-типа крайне коварная вещь, тонкая - после нагрева постоянно ломается и требует ремонта, а толстая - как на зло имеет просто колоссальную инерцию и теплопотери через металлические контакты выступающие с внешней части корпуса.

Это приводило к тому, что вместо установленных 700 градусов в печи были все 830. Полный беспредел. Порой это приводило к тому, что открытие дверцы печи испепеляло тебя как Сару Коннор во время ядерного апокалипсиса. Такой режим прокалки никуда не годится, так как формовочная смесь может потрескаться и дать облои на отливках. Молчу уже про обгорание проводов на критических температурах, контакты необходимо располагать как можно дальше от места нагрева.

Простой пример как врёт толстая термопара. Разброс свыше 20 градусов на первой полки прокалки. Экспериментальным путем пришлось проводить корректировку температур. Каждый раз вспоминаю Тимофея с литейной мастерской ARIMF когда запускаю прокалку на этой печи. Термоконтроллер - это его детище, зарекомендовавшее себя во многих литейных мастерских. Недавно у него вышел новый ролик на канале, всем рекомендую к просмотру!
После подбора температур, необходимые 740 градусов достигаются при 655. Измерения совпали как на независимом термометре с термопарой, так и с пирометром.

К каждой формовочной смеси производитель прилагает инструкцию с прокалочным циклом. Вот простой пример для нашего состава. Тут видны конкретные полки по температурам в определенное время. Весь процесс занимает 15 часов. Сильно удивил синий график для фотополимеров, дело в том, что при моментальном нагреве в 500 градусов, опоку, в теории должно разорвать на части из-за огромного количества влаги внутри. А в инструкции для фотополимера Gorky Liquid, цикл отличается от того, что заявляет производитель формофочной смеси Prestige ORO. И вот фиг пойми кому верить. Пойдем как всегда опытным путем.

Для начала нужно определить при какой температуре выгорает фотополимер. Для этого в печке для плавки металла будем плавно поднимать обороты и смотреть, когда ювелирное кольцо начнёт испарятся. Изменение цвета модели начало меняться при 350 градусах. При том выглядело это крайне мистически, кольцо постепенно темнело оставаясь в первоначальной форме до тех пор, пока не превратилось в кучу угля, который больше не выгорал.
Как же так, в прошлом посте я показывал что эта смола сгорает без остатка малейшего следа, а тут такое. Не паникуем. Повторил эксперимент положив кольцо в уже разогретую печь. Изделие за пару часов исчезло, оставив после себя только черный потек на дне тигля. Похоже, что фотополимер при плавном нагреве аннигилирует при доступе кислорода. Много раз пришлось открывать печку в процессе первого эксперимента и это превратило изделие в угли.

Печатаем дополнительные модели для опытов. Возьмем брошь в стиле викингов и установим ее для заливки вместе с обыкновенной восковой моделью. Банка с под оливок будет выступать в качестве опоки. Проверялись разные циклы прокалки и следовательно я попросту не успевал находить металлические банки на местных мусорках.
Весь процесс должен проходить в хорошо проветриваемом помещении, иначе дух исходящий из щелей печи завоняет всё. Потому прокалка проходит под кондиционером. Нечего коробке лишний раз перегреваться. Это всего лишь одна треть из тех опок, которые готовились к отливкам, массовое производство так сказать.

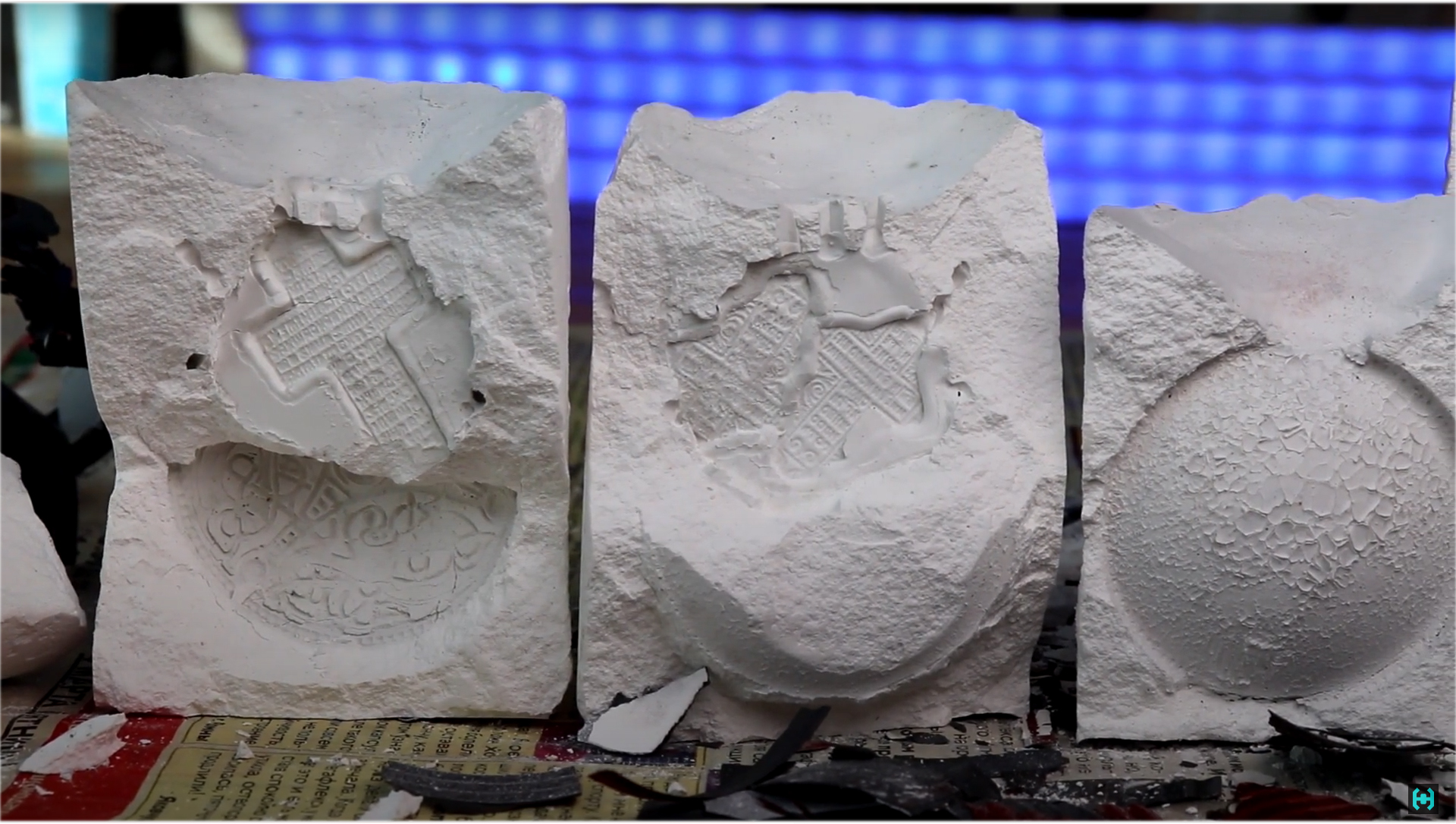
У нас есть три опоки. На последней меньше всего трещин и это неспроста, давайте разбираться. Первый образец. Банка с под оливок хрустит в руках как чипсы во время футбола. Сталь превратилась в труху. Ломаем получившиеся блюдо на две половины и смотри что там внутри.
Данный цикл прокалки длился 7 часов и дело было до коррекции температуры печи. Поверхность формомассы здесь похожа на побелку потолка в погребе, все потрескалось. Теперь самое интересное. Добравшись до изделия из инжекторного воска тут предстала совсем другая картина. Ему абсолютно все равно на нарушение прокалочного цикла, поверхность тут ровная и не имеет видимых дефектов.
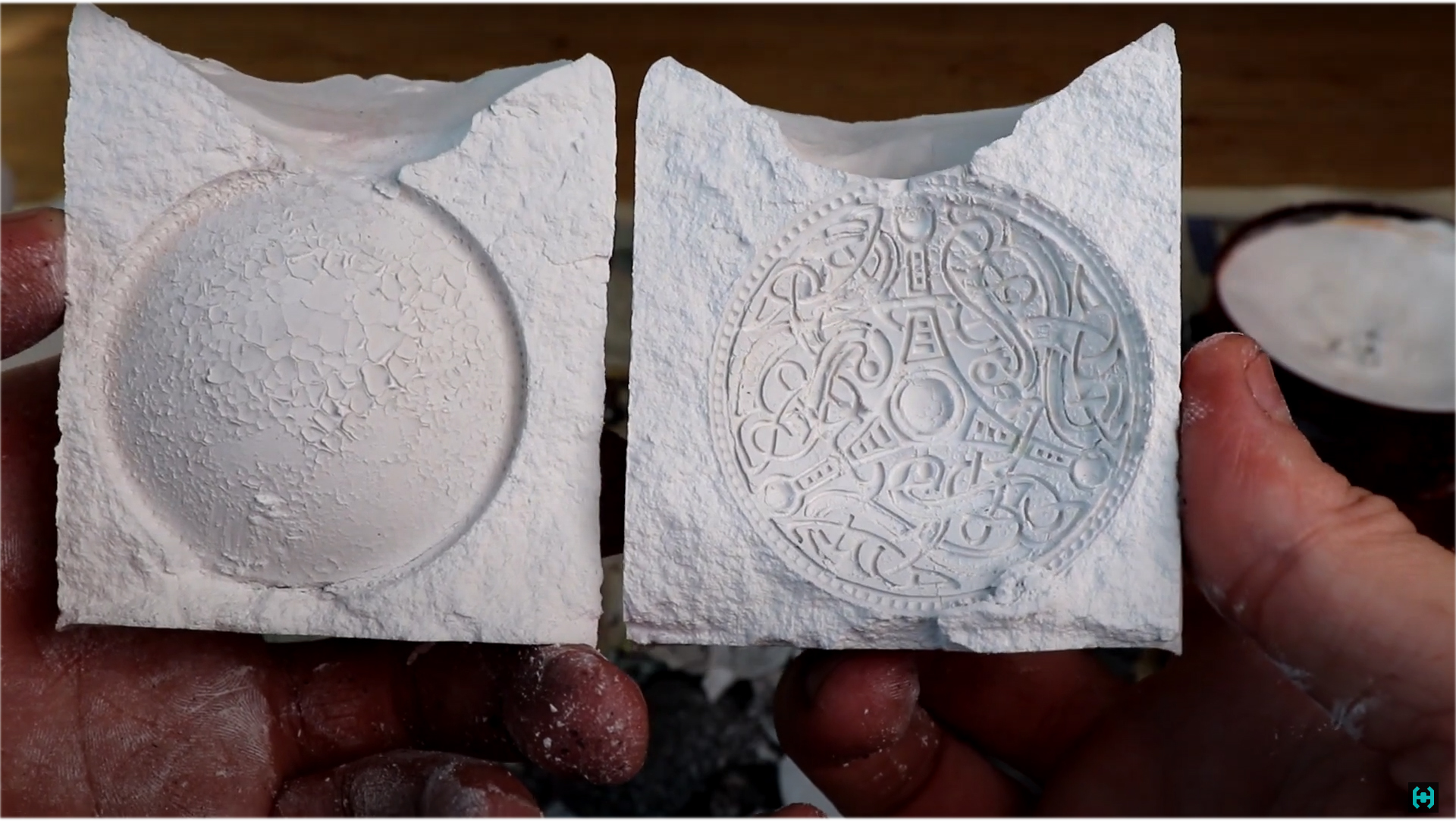
Вскрываем вторую опоку, время прокалки 8 часов, температура подбиралась из рубрики пальцем в небо. Что интересного оказалось внутри? Один и тот же крест из инжекторного воска на общей основе показал непредсказуемый результат, одна поверхность идеальная, а вторая покрылась перхотью. Также один из крестов дал трещину.
Вскрываем последнюю банку из-под кукурузы. Этот цикл длился 10 часов и был где-то близко к рекомендациям производителя. Этот образец лучшим образом поясняет, почему фотополимер разрушает внутреннюю поверхность. Дело в том, что при недостаточной просушке опоки в составе остается небольшое количество влаги, при выгорании смолы и контакте с водой поверхность смеси разрывает на колбасу.
Потому отсюда следует вывод, что начальные полки просушки следует продлить как минимум на пару часов поверх рекомендуемых инструкцией, особенно это актуально для больших опок.
Коэффициент металла для ювелирного воска и серебра 1 к 11. То есть, если восковка весит 1.56 грамм, то умножаем цифру на 11 плюс пару грамм на литник и получаем количество необходимого серебра для будущего изделия. Для фотополимера это соотношение 1 к 7.5, он значительно плотней в отличии от воска.

Ну что ж приступаем к литейному ремеслу. Рекомендую обзавестись термостойкими перчатками для таких дел, так как инфракрасное излучение муфельной печи запекает руки до состояния шашлыка за пару секунд, а в воздухе стоит отчетливый аромат паленых волос.
Чтобы металл не окислялся во время плавки посыпаем его бурой, она как попкорн при нагреве разбухает и разлетается по окрестностям. Если количество металла большое, то оно прогревается двумя горелками. Ну а дальше как всегда по классике в работу вступает кружка и центробежное литье.

Первый блин комом. Недолив из-за того, что неправильно рассчитал коэффициенты серебра и фотополимера. Или серебра пожлобился, уже не вспомню. Вторая попытка и тоже недолив, в этот раз серебро пробило дно опоки и частично вылилось в кружку. Малость не долил формовочной смеси.
Для плавки металла используется MAPP газ, дающий максимальную температуру пламени примерно 1900 градусов. Честно, таких температур не замечал, но жарит она хорошо по сравнению с обычной бутановой горелкой.

На этот раз серебра положил с запасом. Посыпаю содержимое бурой чтобы метал не окислялся в пламени горелки и прогреваю его несколько минут чтоб был запас по температуре. Самый волнительный момент. Так как это была не первая попытка отливки, на правой руке начали образовываться мозоли, а супруга сейчас в отъезде)
Водные процедуры показали, что на свет появилось новое изделие, нужно его извлечь и промыть в воде. На удивление, модель полностью пролилась всего лишь с третей попытки, что не может не радовать.

Дальше использовал оплавки античной бронзы, которая использовалась в одном из прошлых фильмов, где мы отливали бронзовый кельт. Как найти такую бронзу не спрашивайте, это долгая история и тут есть о чем поговорить.
Плавим бронзу с помощью двух газовых горелок параллельно присыпая содержимое бурой и выливаем всё в графитовую изложницу. Коэффициент бронзы и фотополимера не знаю, количество металла брал на глаз. Машем кружкой. Однажды, увидел соседа в окне, который наблюдал за этим процессом из соседнего дома. Он явно не понимал что происходит, но при этом прожигал меня взглядом. Нефиг заглядывать в чужие окна!
Отливка на удивление получилась со второго раза, на первом забыл включить видеозапись на камере, но там было всё печально, недогрел металл.

Так же попробуем отлить его из латуни. Литейную латунь можно раздобыть из сантехнических фитингов, в конкретном случае это заглушка для трубы. Прогрев пару минут, изделие начало сдаваться и стекать каплями на дно тигля. С детства мечтал приручить металл и превратить его в что-то необычное.

При плавке латуни мне вспомнилась школьная дискотека 2000-х, там играли песни группы "Руки вверх", стоял дымогенератор и стробоскоп, который мигал в толпу обдолбанных малолеток не понимающих суть своего бессмысленного существования. Я часто спрашиваю себя: Что останется от всего этого через миллиард лет? Явно ничего хорошего. С этой мыслью просыпаюсь каждое утро.
Латунь вроде пролилась и оставила на поверхности красочные ярко желтые следы. Дышать цинком очень полезно, потому проводить такую терапию регулярно не рекомендую! Остужаем опоку в холодной воде. С первого взгляда всё замечательно. Видно знак радиохазарда. Но по факту нас ждёт разочарование. Такое чувство, что металл застыл в опоке прямо в процессе маханием кружкой. Всё пролилось кроме верхушки, явно недогрел металл.

В результате насобиралась вот такая коллекция замечательных разношерстных изделий. Некоторые уйдут на переплавку, а некоторым предстоит дальнейшая обработка. Вывариваем заготовки в лимонной кислоте. При детальном осмотре металла, в глаза бросаются края изделий. На серебре они острые, правильные. На бронзе углы вялые, сглаженные. Текучесть серебра явно выше.

Обработка изделий. В ход идёт грубая артиллерия в виде напильников и надфилей. Необходимо убрать остатки литниковой системы и выровнять все плоскости. При детальном осмотре в металле была обнаружена раковина с обратной стороны изделия. Заделаем её припоем для пайки с трёх процентным содержанием серебра. По цвету металл будет отличатся, но это не критично. Алмазной насадкой убираем облои в каньонах рельефа. Ровные плоскости выводим на наждачной бумаге. В начале используем крупное зерно, а затем мелкое по убывающей.
В самом конце использовался мелкозернистый водный камень, поверхность оставил сатинированую с мелкими царапинами. Такой метод обработки часто применяется для клинков ножей. Вся серебряная пыль в процессе обработки металла не выбрасывается, а собирается в отдельный пакетик для последующей переплавки. В результате из этого мусора получилась капля в пару грамм. Отходы превращаем в доходы как говорится.
Параллельно на наждачной бумаге выводим плоскость на бронзовой заготовке. Поверхность в этот раз сделаем матовую с использованием 30% азотной кислоты. Десять минут и готово. Такие изделия в итоге получились. Одно из серебра, а второе из бронзы пролежавшей в земле несколько тысяч лет.

Перейдем к самой интересной глава повествования. Превращение изделия в артефакт. Для этого нам нужен светящиеся в темноте порошок. Достать его можно из старых советских часов или рубильников. Собираем светомассу постоянного действия на основе радия 226 в отдельный пакетик и . Да шучу я! Такой светонакопительный пигмент продается на алиэкспресс.
Разводим его с эпоксидной смолой, а с помощью шприца заливаем состав в углубление брелка. Эпоксид довольно жидкий и сам растечется по всему объему рисунка. Через сутки получаем два светящихся артефакта. Пару минут работы и брелки можно цеплять на ключи. Удивительно как простая модель напечатанная домашнем на 3D принтере может превратится в изделие из металла.
Пока заряжал люминофор ультрафиолетовым фонариком, заметил, что формовочная смесь на заднем плане начала флюоресцировать красивым желтым цветом. Места где находились восковые модели светятся значительно меньше. Любопытно, но свежая формовочная смесь не обладает подобными свойствами, они проявляются только после прокалки и на этом кадре это хорошо видно.

Для справки. Съемка этого выпуска заняла чуть больше месяца. Пришлось повторять 3 полных цикла прокалки опок, чтобы понять из-за чего шелушится поверхность выжигаемого фотополимера. Платформа на которой проходила прокалка, после всех экспериментов рассыпалась в труху, металл стал похож на засохшую лепешку которая легко ломается руками. Получившийся брелок полностью безопасен, его фон не превышает радиационные поля в Чернобыле.
Параллельно проводилась съемка литья изделий для будущих проектов. В общей сложности использовалось больше сотни грамм античного серебра. В процессе получил пару ожогов горелкой. В дальнейшем планируется модернизация литейного оборудования, будет собран восковой инжектор с подогревом и вакуумный литейный стакан предназначенный для вакуумного литья.
Читайте также: