Как вырезать в металле
Слесари и мастера иного профиля часто сталкиваются с необходимостью вырезать круг в металле. Это можно сделать различными способами. О них мы и расскажем в этой статье.
Содержание
Как вырезать круг в металле
- Разметка металла
- Инструменты для вырезания кругов из тонкого и толстого металлов
- Как лобзиком вырезать круг в металле
- Как болгаркой вырезать круг в металле
- Как сварочным аппаратом вырезать круг в металле
- Как газовым резаком вырезать круг в металле
- Безопасная работа с болгаркой
- Подготовка к работе
- Безопасная и правильная резка металла болгаркой
- Завершение работы
Как вырезать круг в металле
К примеру, вырезать в листе металла круг можно при помощи:
Далее мы расскажем об операциях и рассмотрим особенности резки тонкого и толстого листового металла. Начнем с особенностей разметки.
Разметка металла
Перед тем, как вырезать круг в металле, нужно нанести разметку. Для этого вам понадобятся киянка, кернер, циркуль и маркер.
Поместите заготовку на ровную поверхность.
Обозначьте центр отверстия при помощи кернера и киянки.
Начертите циркулем на металле круг нужного диаметра.
Обведите контур маркером.
Получилась четкая разметка.
![01_Разметка металла.jpg]()
Фотография №1: разметка металла
Обратите внимание! Линия реза должна быть на внешней стороне круга. Это нужно для того, чтобы получить деталь необходимого диаметра.
Инструменты для вырезания кругов из тонкого и толстого металлов
Инструменты для вырезания кругов из тонкого листового металла:
Для работы с толстыми заготовками лучше всего подойдут следующие приспособления:
![02_Вырезание круга болгаркой.jpg]()
Фотография №2: вырезание круга в тонком металле болгаркой
Как лобзиком вырезать круг в металле
Лобзиком можно вырезать круг в листе металла малой или средней толщины. Процесс выглядит так.
С учетом толщины металла подберите подходящее полотно для лобзика.
Оснастите электроинструмент приспособлением.
Перед тем, как вырезать в листе металла круг, разметьте заготовку.
Просверлите электродрелью отверстие, с которого начнется вырезание круга.
Включите электролобзик и приступайте к работе. Вырезайте круг в металле строго по контуру.
Важно! Учтите следующие особенности использования лобзиков для вырезания кругов в металле.
Чем меньше зубья на полотнах, тем лучше. Линия разреза будет более точной.
Вырезание кругов в листах металла лобзиком проводится в возвратно-поступательном режиме.
Тщательно контролируйте угол наклона полотна во избежание ошибок и неточностей.
При вырезании круга в металле вероятность поломки полотна значительно увеличивается. На всякий случай купите несколько режущих приспособлений.
![03_Вырезание круга в металле лобзиком.jpg]()
Фотография №3: вырезание круга в металле лобзиком
Еще один момент! Не забывайте о необходимости использования смазывающе-охлаждающей жидкости.
Как болгаркой вырезать круг в металле
Вот пошаговая инструкция.
Перед тем, как болгаркой вырезать круг в металле, разметьте заготовку.
Сделайте по периметру намеченного круга многочисленные надрезы.
Аккуратно разрежьте деталь по контуру.
Обработайте круг и отверстие для получения идеальных поверхностей.
Чтобы вырезать ровный круг из металла болгаркой, примите во внимание следующие рекомендации мастеров.
При наличии используйте алмазные круги по металлу или диски с твердосплавными зубьями.
Чтобы из листового металла вырезать как можно более ровный круг болгаркой, работайте на низких оборотах.
Обрабатывайте места срезов антикоррозионными составами.
![04_Вырезание круга в металле болгаркой.jpg]()
Фотография №4: вырезание круга в металле болгаркой
Как сварочным аппаратом вырезать круг в металле
Технология выглядит так.
Перед тем, как вырезать в листе металла круг сварочным аппаратом, сделайте разметку.
Установите силу тока на максимум.
Подставьте дугу к контуру и удерживайте ее до получения отверстия.
Ведите дугу по разметке до вырезания целого круга в металле.
Обратите внимание! Сварочным аппаратом с максимальной силой тока в 150 ампер можно разрезать листовой металл толщиной до 4 мм. Для работы с толстыми заготовками потребуется электроинструмент с увеличенной мощностью.
Для вырезания кругов в металле сварочными аппаратами используют тонкие электроды. Это снижает временные затраты. Однако тонкие электроды приходится часто менять. Это обуславливает необходимость прогревания металла после установки новых расходников.
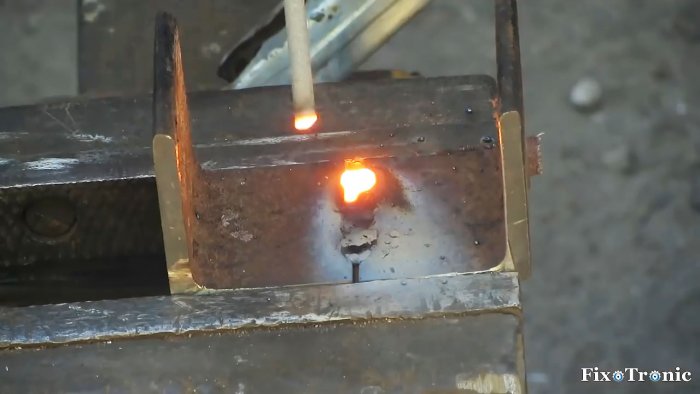
![05_Мощный бытовой сварочный аппарат.jpeg]()
Фотография №5: мощный бытовой сварочный аппарат (максимальная сила тока — 400 А)
Как газовым резаком вырезать круг в металле
Газовый резак — лучший инструмент для вырезания кругов в металле. При помощи этого инструмента можно работать как с тонкими, так и с толстыми заготовками. Этот метод резания отличается максимальными производительностью и точностью. Опишем технологию.
Перед тем, как вырезать ровный круг из металла при помощи газового резака, разметьте заготовку.
Медленно и аккуратно вырежьте круг в металле по намеченному контуру.
![06_Резка металла газовым резаком.jpg]()
Фотография №6: резка металла газовым резаком
Безопасная работа с болгаркой
Именно болгарку чаще всего используют для вырезания кругов в металле в домашних условиях, т. к. этот инструмент получил максимально широкое распространение. Расскажем о важных особенностях правильной обработки заготовок.
Подготовка к работе
Включает в себя следующие этапы.
одежда из плотной ткани;
защитные перчатки (хлопчатобумажные аксессуары использовать не рекомендуется; они не обеспечивают надежную защиту и легко воспламеняются, торчащие нитки могут намотаться на вращающиеся механизмы);
защитный щиток или специальные очки;
респиратор (по желанию).
![07_Защитные одежда и аксессуары для резки металла болгаркой.jpg]()
Фотография №7: Защитные одежда и аксессуары для резки металла болгаркой
Уберите все горючие материалы и предметы, на которые могут попасть искры.
Надежно закрепите заготовку, к примеру, в тисках или при помощи струбцины. Держать деталь в руках или прижимать ногой запрещается.
Если закрепляете новый диск, предварительно прокрутите его вхолостую на максимальных оборотах. Так вы убедитесь в отсутствии брака.
Перед тем, как болгаркой вырезать круг в металле, установит защитный кожух и отрегулируйте его.
Безопасная и правильная резка металла болгаркой
Соблюдайте следующие правила.
Во время работы располагайтесь так, чтобы лицо и большая часть тела (по возможности) не находились в плоскости вращения диска.
Держите инструмент максимально крепко.
Избегайте резких движений. Режьте металл плавно.
Замена дисков выполняется на полностью остановившихся инструментах.
Перед обслуживанием отключайте оборудование от сети.
Делайте перерывы (20–30 мин) через каждые 6–7 мин непрерывной работы. Это продлит срок службы оборудования и расходников.
Используйте смазывающе-охлаждающие жидкости. Чтобы вырезать ровный круг из металла болгаркой, отлично подойдет простая вода. Если режете алюминий, используйте керосин.
Не давите на болгарку. Это приводит к перегреву инструмента и поломке дисков.
Завершение работы
Дождитесь полной остановки вращающегося механизма.
Положите инструмент диском вверх.
Отключите болгарку от сети.
Убедитесь в отсутствии запаха гари.
Снимите диск (при необходимости).
Положите инструмент на хранение.
![08_Отличный способ хранить болгарку.jpg]()
Фотография №8: Отличный способ хранить болгарку
Где купить инструменты и приспособления для резки металла
Купить различные приспособления для резки металла (алмазные круги по металлу, ножовочные полотна, диски и пр.) и нужные электроинструменты вы можете на нашем сайте. В каталоге «РИНКОМ» вы найдете огромное количество металлорежущих инструментов отечественных и зарубежных производителей. Мы предлагаем выгодные цены и быструю доставку во все регионы РФ.
Оформить заказ вы можете на сайте или по телефону. Не упустите свой шанс и сделайте выгодную покупку!
![]()
Полировка металла – это процесс финишной обработки, связанный с удалением поверхностного слоя. Процедура устраняет мелкие дефекты, повышает эстетическую привлекательность изделия, придает благородный блеск.
![]()
Полировка – это комплексная операция по финишной обработке заготовки. С ее помощью устраняются мелкие дефекты в виде потертостей, сколов и царапин. Поверхность приобретает благородный блеск, а изделие – товарный вид.
![]()
Подготовка треугольных отверстий требуется при сборке и ремонте металлоконструкций, особых деталей и механизмов. Работая с заготовками малой толщины, рекомендуется использовать пробивку. При взаимодействии с толстостенными деталями целесообразно сверление.
![]()
Китайский инструмент по металлу привлекает своей доступностью и практичностью. Он не уступает продукции мировых брендов в части эргономики, дизайна и функционала. Большинство металлорежущей оснастки выпускается из стали HSS, имеет класс точности А или В. При этом изделия существенно дешевле конкурентов.
![]()
Обработка металла – это комплексная процедура, связанная с механическим, термическим или иным воздействием на заготовку. В результате деталь приобретает заданную геометрию, цвет, прочность либо функционал.
Как вырезать круг в металле: лучшие методы и ценные советы
Любое конструирование, будь то в своем доме, или на производстве, подразумевает работу с металлом.
Нередко, во время эксплуатации этого материала, может возникать вопрос: как вырезать круг в металле?
Он заслуживает внимания, так как от выбора правильного инструмента и технологии напрямую зависит трудоемкость процесса выполнения работы и качество ее результата.
Способы вырезания круга из тонкого металла
![Круги из металла]()
Круги из металла
Металл бывает тонким, или толстым и прочным, поэтому для его нарезки применяются разнообразные инструменты.
Выбор материалов и технологии вырезания также зависит от того, какого диаметра необходим круг и насколько ровным он должен быть.
Применение лобзика
Если есть необходимость в идеально ровном круге, можно воспользоваться электрическим лобзиком для его вырезания.
Работа выполняется в несколько этапов:
- Сначала определяется толщина металла и подбирается соответствующее пильное полотно для электрического лобзика.
- Перед тем, как вырезать круг в металле лобзиком, на рабочей плоскости намечается контур круга, который будет вырезаться.
- С помощью дрели и сверла (в диаметре составляющего от восьми до десяти миллиметров) вырезается отверстие, с которого будет начинаться работа.
- В полученную щель помещается пильное полотно лобзика и вырезание продолжается по намеченному чертежу.
Вырезание с применением этого инструмента не отнимает много времени и сил. Более того, с помощью лобзика можно получить круг с идеальными краями. Но этот инструмент применяется только для работы с металлом минимальной или средней толщины (например 2 — 3 мм).
Применение болгарки
Болгарку используют в работе с металлом небольшой толщины. Образовать этим инструментом круглое отверстие можно, следуя таким пошаговым советам:
- Перед тем, как вырезать круг в металле болгаркой, проводится разметка, чтобы было четко видно его контуры.
- По всей длине намеченного чертежа диском болгарки прорезаются короткие отрезки, которые в итоге соединятся.
- Фигура будет более похожа на многогранник, чем на круг. Поэтому, после окончания вырезания, изделие обрабатывается и зачищается до тех пора, пока края не станут достаточно ровными и гладкими. Для обработки также можно применять болгарку. Если круг имеет широкий диаметр, обточить контуры можно крупным диском.
Обрабатывая вырезанный круг с помощью болгарки следует быть внимательным, чтобы диск находился внутри отверстия и, в то же время, был расположен в одной плоскости с рабочим листом.
Вырезание круга в толстом металле
![Вырезание круга болгаркой]()
Вырезание круга болгаркой
Для того, чтобы наметить точные контуры фигуры, которая будет вырезаться из металла, следует воспользоваться линейкой, разметочным циркулем и маркером.
Сначала, с помощью линейки, устанавливается необходимая ширина разъема циркуля, чтобы он соответствовал необходимому диаметру круга.
Затем на металлической плоскости определяется центральная точка круга.
От нее с помощью циркуля намечаются контуры.
Чтобы во время роботы они были четко видны, их следует нарисовать маркером.
Применение газового резака
Круг в металле средней толщины можно врезать с помощью газового резака. Работа проходит в несколько этапов:
- Намечается контур круга.
- Зажигается горелка инструмента.
- Регулируется факел горения.
- Аккуратно и медленно факелом проводится по нарисованному чертежу.
Таким методом можно вырезать отверстие в металле, которые имеет ширину около четырех или пяти миллиметров.
Применение сварочного аппарата
![Сварочный аппарат]()
Если в домашнем арсенале нет газового резака, можно воспользоваться сварочным аппаратом.
Его нужно отрегулировать на самый высокий уровень тока.
Затем горящая дуга подставляется к контуру и удерживается на нем до тех пор, пока не образуется отверстие.
Потом нужно просто медленно вести ее по чертежу, пока не получится ровный круг.
Но самое главное – правильно отрегулировать мощность инструмента.
Например, если применяется металл толщиной около четырех миллиметров, необходимо устройство, работающее на мощности около 150 ампер. Если же металл толще – больше будет и мощность инструмента.
Чтобы ускорить процесс работы, лучше использовать тонкие электроды. Однако они быстро сгорают и нуждаются в замене. Из-за этого будет потребность в частом разогревании металла, поскольку во время замены электрода он успеет остыть.
О том, как вырезать ровный круг из металла резаком, представлено на видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Сверление отверстий большого диаметра в металле
![Сверление отверстий большого диаметра в металле]()
Любое конструирование, будь то в своем доме или на производстве, подразумевает работу с металлом. Нередко во время эксплуатации этого материала может возникать вопрос о том, как происходит сверление отверстий большого диаметра в металле.
Данный процесс заслуживает внимания, так как от выбора подходящего инструмента и технологии напрямую зависят трудоемкость процесса выполнения работы и качество ее результата.
6 способов сделать отверстие в металле
![6 способов сделать отверстие в металле]()
Заготовки из металла могут отличаться по толщине и прочности, а значит, их характеристики нужно учитывать при выборе инструментов для обработки. Кроме того, важно представлять, какого диаметра нужно сделать отверстие, насколько качественно и аккуратно должна быть выполнена работа, ведь от этого зависят используемые в процессе материалы и технологии. Сверление отверстий большого диаметра в металле осуществляется при помощи таких методов:
1. Обработка лобзиком.
Электрический лобзик позволяет вырезать идеальный ровный круг. Для этого необходимо делать работу поэтапно:
- Определите толщину металла, чтобы подобрать для электрического лобзика подходящее пильное полотно.
- Разметьте контур круга нужного диаметра на рабочей плоскости.
- Просверлите отверстие дрелью со сверлом диаметром 8–10 мм.
- В сделанное на предыдущем шаге отверстие установите пильное полотно лобзика и продолжите работу по намеченной линии.
В результате вы получите ровное отверстие с идеальными краями, не затратив много времени и сил. Обдумывая, как сделать отверстие в металле большого диаметра, помните, что лобзик подходит только для работы с заготовок малой или средней толщины, в пределах 2-3 мм.
Рекомендуем статьи по металлообработке
2. С помощью болгарки.
Данный инструмент также справляется только с не очень толстым металлом. Работа осуществляется следующим образом:
- Нанесите четкую разметку, упрощающую вырезание круга.
- По всей длине окружности прорежьте диском болгарки короткие отрезки – в дальнейшем их нужно будет соединить.
- В результате такой обработки фигура будет ближе по форме к многограннику, чем к кругу. Поэтому заготовку нужно будет зачищать, пока не получатся достаточно ровные и гладкие края. В этом случае болгарка также станет хорошим помощником. Если получившееся отверстие имеет большой диаметр, его можно обточить крупным диском. Однако в процессе придания кругу более ровной формы болгаркой нужно быть внимательным: диск должен оставаться внутри отверстия, находясь при этом в одной плоскости с заготовкой.
3. Обработка толстого металла.
Контуры запланированной фигуры размечаются на поверхности будущего изделия при помощи линейки, циркуля и маркера. Линейка позволяет установить ширину разъема циркуля, чтобы сделать отверстие нужного диаметра. Далее находят центр круга, и от этой точки циркулем намечают контуры.
Специалисты рекомендуют наносить разметку маркером, чтобы во время работы не искать плохо заметную линию.
4. Сверление газовым резаком.
Данный метод подходит, если нужно сделать отверстие большого диаметра в металле средней толщины. Для этого нужно:
- наметить контур круга;
- зажечь горелку;
- отрегулировать факел горения;
- аккуратно и без спешки проводить факелом по разметке на заготовке.
Описанная технология позволяет вырезать отверстия в металлических заготовках толщиной 4-5 мм.
5. Посредством сварочного аппарата.
Такой способ может использоваться, если вы задумались, как рассверлить отверстие в металле большого диаметра в домашних условиях, но у вас нет газового резака.
Начните с регулировки устройства – вам потребуется максимальный уровень тока. Далее подставьте горящую дугу к контуру и удерживайте до появления отверстия. Продолжайте работу по этому принципу, постепенно передвигая аппарат вдоль линии разметки.
Здесь основная задача состоит в грамотной регулировке мощности инструмента. Для обработки металла толщиной в 4 мм понадобится мощность примерно 150 ампер. Для более толстой заготовки потребуется агрегат с более высокими показателями.
Работа потребует меньше времени, если выбрать тонкие электроды. Но нужно быть готовым к тому, что они быстро сгорят, и придется устанавливать новые. Эта особенность приводит к необходимости частого разогрева металла, ведь он остывает, пока вы меняете электрод.
6. При помощи дрели.
Сверление отверстий большого диаметра в металле дрелью отличается большей сложностью, чем обработка более мягких материалов, например, бетона. Также тут есть свои тонкости.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Чтобы упростить себе задачу, следуйте этой инструкции:
- Подготовьте дрель, сверло, охлаждающую жидкость – лучше машинное масло, но подойдет даже простая вода. Возьмите кернер, молоток, защитные очки.
- Если вы планируете сверлить металл на горизонтальной поверхности, подложите под него деревянный брусок и хорошо зафиксируйте. Если работа будет вестись в вертикальном положении, то результат непосредственно зависит от жесткой фиксации, ведь вам предстоит сверлить строго перпендикулярно.
- Нанесите разметку, обозначьте центр отверстия при помощи кернера и молотка.
- Налейте охлаждающую жидкость в небольшую емкость.
- Наденьте очки, чтобы защитить лицо во время работы.
- Начните сверлить, сильно не надавливая на дрель, при этом лучше использовать небольшие обороты. В случае с мощным инструментом стоит прибегнуть к способу кратковременных включений – так вы избежите максимальных оборотов.
- Постоянно охлаждайте сверло.
- Если сверление ведется не строго перпендикулярно, а под углом, то дрель вполне может заклинить. В подобной ситуации поставьте переключатель в реверсивное положение, чтобы не навредить себе и не испортить сверло.
- При выполнении всех рекомендаций можно даже маломощной дрелью сделать отверстие диаметром до 10–12 мм в металле толщиной в пределах 5 мм.
Этапы сверления отверстий большого диаметра в металле
![Этапы сверления отверстий большого диаметра в металле]()
Данная работа сложнее, чем глубокое бурение. Для сверления отверстий большого диаметра в металле используют коронку при работе с заготовками небольшой толщины.
Либо выбирают обычное сверло, но тогда действуют в несколько этапов:
- Коронка для металла мало отличается от используемых для обработки бетона или гипсокартона. Разница состоит лишь в ее материале и принципе заточки зубьев. По центру инструмента расположено направляющее сверло, благодаря которому получается ровное и четкое отверстие. Сверление ведут на малых оборотах с принудительным охлаждением. Диаметр отверстия может быть любым и зависит лишь от крутящего момента конкретной дрели.
- Сверление в несколько этапов применяется при большой толщине металла и предполагает использование ряда сверл с диаметром, отличающимся на 25 %. В первую очередь берут самое тонкое, после чего переходят все к большим размерам. В процессе работы важно следить за неизменностью положения центра вращения патрона дрели, поэтому лучше прибегнуть к помощи направляющей.
- Обработка конусными сверлами наиболее удобна в случае с тонкими стальными пластинами. Стоит пояснить, что речь идет о наборе последовательно расположенных сверл разного диаметра на общей оси. Здесь используется метод, аналогичный описанному выше: сверло утапливают в отверстие до получения необходимого диаметра.
Также в процессе сверления отверстий большого диаметра в металле нужно учитывать общие принципы обработки такого материала:
- Центр отверстия пробивают кернером, в получившуюся ямку устанавливается кончик сверла. Однако если используется кондуктор либо направляющие, данный этап можно пропустить.
- Получить отверстие определенного диаметра можно, выбрав сверло на 0,1–0,3 мм меньше нужного размера. Диаметр немного увеличится из-за неизбежной небольшой вибрации в патроне.
- Чтобы снизить трение и охладить инструмент, используйте смазку – это может быть вода либо машинное масло.
- Когда сверло начало затупляться, остановите работу, заточите кромки. В противном случае вы рискуете испортить инструмент и само изделие.
- Если работа ведется с полыми заготовками, такими как трубы, коробки, рекомендуется поместить внутрь деревянную распорку.
- Сверление глухих отверстий осуществляется при помощи упорной линейки с разметкой. Если у дрели не предусмотрен упор, на сверле делают кольцо-индикатор из светлого скотча.
![Этапы сверления отверстий большого диаметра в металле]()
Приспособления и технология корончатого сверления
Сверление отверстий большого диаметра в металле не представляет особой сложности при условии, что инструмент выбран правильно. Допустим, нужно осуществить подобную процедуру для установки швеллера или металлического уголка. Конечно, можно воспользоваться электродрелью, но если отверстие должно быть, например, 15 см диаметром, такая работа потребует немалых усилий. Поэтому для получения больших отверстий в металле обычно применяют технологию корончатого сверления и соответствующие устройства.
1. Тонкости обработки.
Корончатая или ступенчатая конусная насадка должна иметь меньший диаметр, чем необходимое отверстие.
Также важно помнить об особенностях выбранного инструмента. Допустим, конусные сверла оставляют после себя ровные кромки, поэтому можно избежать дополнительной обработки заготовки.
2. Приспособления для дрелей.
Для облегчения работы и получения более ровного отверстия применяют:
- Кондуктор для сверления. Это корпус с несколькими втулками внутри, играющими роль направляющих для сверл разного диаметра. Втулки изготавливаются из материала повышенной твердости, а значит, инструмент не начнет отклоняться в сторону под действием сверла и не расширит отверстие.
- Направляющая для дрели. Данное приспособление позволяет зафиксировать инструмент, не допуская его отклонение в процессе сверления отверстий большого диаметра в металле. В противном случае сверло может уйти в сторону, из-за чего кромка окажется неровной. Направляющую можно закрепить под углом, но такой подход редко востребован во время обработки изделий из металла.
- Стойка для дрели. Если сделать это устройство своими руками, оно вполне сможет заменить дорогостоящий сверлильный станок, значительно упрощая проведение работ. Закрепленный на стойке инструмент движется по штанге посредством рычага. В таком случае невозможно его смещение, поскольку обрабатываемое изделие хорошо удерживается струбциной.
Все перечисленные устройства являются ответом на вопрос о том, как просверлить отверстие большого диаметра в металле своими руками, и позволяют упростить подобные операции.
3. Нюансы работы с глубокими отверстиями.
Сверление глубоких отверстий большого диаметра в металле на токарном станке является наиболее грамотным подходом. Обработка должна сопровождаться охлаждением инструмента и принудительным отведением образующейся стружки. Если говорить точнее, то устройство время от времени извлекают из заготовки, чтобы убрать стружку.
Когда не используются специализированные приспособления, лучше избегать утапливания насадки более чем на 2/3 длины. При этом инструмент обязательно охлаждают водой. Еще одна тонкость касается работы в несколько подходов – в таком случае важно следить за сохранением выбранного угла работы.
4. Создание больших отверстий.
Работа с большим диаметром сложнее, чем глубокое сверление. В этом случае применяют коронку либо конусное сверло. Первая больше всего напоминает коронки для бетона и гипсокартона. Правда, режущая кромка у нее состоит из другого материала.
Кроме того, возможно поэтапное сверление стандартными инструментами. Начинают работы с насадкой малого диаметра, постепенно переходя к сверлам больших размеров.
Лучше всего на практике себя показали конусные сверла, поскольку они за один подход делают отверстия большого размера. Принцип действия в этом случае прост: инструмент постепенно утапливается в материал, расширяя отверстие.
5. Простое сверление.
Чтобы облегчить себе задачу, рекомендуется прибегнуть к насадке небольшого сечения и использованному зачистному кругу для болгарки. Последний должен быть меньшего диаметра, чем необходимое отверстие.
Начинают с того, что размечают на заготовке окружность будущего отверстия. Также наносят вторую окружность – чтобы ее построить, из первого диаметра вычитают диаметр используемого сверла. В противоположных точках окружности намечаются по одному отверстию. От них отступают 3 мм и обозначают места для сверления.
По аналогичной схеме осуществляют сверление отверстия большого диаметра в металле по всей нанесенной на заготовку окружности. Если в дальнейшем потребуется, некоторые участки нужно будет обработать зубилом. В итоге у круга будут зазубренные края, требующие обточки. В процессе работы следите за тем, чтобы не допустить незапланированного увеличения окружности.
6. Конусное сверло.
Такие сверла состоят из инструментальной стали, их хвостовики бывают шестигранными или цилиндрическими. На конце сверлильной головки предусмотрена заточенная вершина – она упрощает предварительное сверление материала.
Немаловажно, что режущая кромка снимает все образующиеся в процессе работы заусенцы, благодаря чему край не требует финишной зачистки.
Подобные инструменты имеют такие плюсы:
- позволяют выполнять пропилы диаметром до 30 мм;
- избавляют от необходимости обработки неровных кромок;
- обеспечивают возможность растачивать отверстия разного диаметра без смены насадки.
Ступенчатые сверла могут делать пропилы различного диаметра в листовой стали не толще 4 мм. От обычного конусного сверла данный инструмент отличается тем, что просверленный диаметр является фиксированным.
![Приспособления и технология корончатого сверления]()
Среди минусов данного инструмента стоит упомянуть:
- необходимость работать при малых оборотах и высоком крутящем моменте;
- чувствительность к незначительным перекосам.
Даже имея указанные недостатки, насадка является отличным ответом на вопрос о том, как просверлить отверстие большого диаметра в металле, и ускоряет обработку металлических пластин.
7. Коронка по металлу.
Корончатые сверла относятся к тем типам специализированного оборудования для создания отверстий большого диаметра, который вполне может использоваться в домашних условиях.
С их помощью получаются круглые и отцентрированные края, а работы проводятся при помощи обычной дрели без использования специальных инструментов.
В конструкцию корончатого сверла по металлу входят такие элементы:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты для закрепления.
За счет данного устройства удается повысить скорость работ в 10 раз. Не менее важно, что коронка позволяет точно сверлить в пределах 1,2–15 см, отказавшись от центровки в процессе работы.
Данные сверла более износостойкие, чем спиральные.
Прежде чем пытаться просверлить отверстие в металле большого диаметра, необходимо установить центровочное сверло в центр окружности. Уже после этой несложной процедуры переходят к сверлению. Далее осуществляется втягивание сверла, и отверстие формируется за счет коронки.
8. Пресс для отверстий.
Пробивка специальным прессом также входит в число достаточно часто используемых методов создания отверстий большого диаметра.
Принцип работы таков:
- Изделие укладывают на стол пресса и захватывают зажимами.
- Заготовка перемещается под пробивной инструмент, после чего дополнительно фиксируется прижимным кольцом.
- Металл пробивают при помощи пуансона.
Револьвер может содержать в себе несколько насадок отличающихся диаметров, за счет чего создаются пробоины разного диаметра с минимальными временными затратами. Правда, стоит оговориться, что подобное оборудование не используется при обработке металла дома.
Это все основные особенности сверления отверстий большого диаметра в металле. Какой бы способ вы ни выбрали, помните о правилах техники безопасности при работе с инструментом.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как прорезать ровное отверстие болгаркой
В домашних условиях быстро и аккуратно проделать отверстие большого диаметра в стали поможет только болгарка. Конечно, его можно высверлить по периметру тонким сверлом, а потом долго шлифовать перфорированный край, но это требует времени. Не поможет в этом случае и газовый резак или сварка, поскольку они оплавляют край. Чтобы резать болгаркой ровные отверстия, нужно применить пару хитростей, которые мы и рассмотрим.
![Как прорезать ровное отверстие болгаркой]()
Инструменты:
- болгарка 125 мм;
- новый отрезной диск 125 мм;
- старый почти стертый отрезной диск;
- молоток;
- зубило или пробой;
- плоскогубцы.
Резка отверстия
![Как прорезать ровное отверстие болгаркой]()
![Как прорезать ровное отверстие болгаркой]()
Он имеет малый диаметр, поэтому при резке касается металла меньшей площадью. С его помощью нужно прорезать небольшое углубление по контуру отверстия. Достаточно углубиться буквально на 1/3 от толщины стали. Поскольку стертый отрезной диск имеет маленький диаметр, то врезка получится ровной, без образования засечек за пределами окружности.![Как прорезать ровное отверстие болгаркой]()
Процарапав контур отверстия, на болгарку устанавливается новый отрезной диск. Уже им в центре круга вырезается квадратное сквозное окно. Оно должно не доходить до границ начертанной окружности по несколько сантиметров, можно и больше.![Как прорезать ровное отверстие болгаркой]()
Теперь нужно удалить оставшуюся часть металла между контуром круглого отверстия и границей вырезанного в нем квадрата. Для этого болгаркой лишняя сталь распускается на сектора шириной в 1-1,5 см. Если металл толстый, то делая надрезы лучше соблюдать малый шаг.![Как прорезать ровное отверстие болгаркой]()
![Как прорезать ровное отверстие болгаркой]()
Металл отгибается, после чего возвращается в исходную позицию ударами с обратной стороны. Его нужно ломать как проволоку. Это совершенно несложно. Если диаметр отверстия позволяет, то металл возможно гнуть плоскогубцами. Необходимо последовательно выломать все сегменты.![Как прорезать ровное отверстие болгаркой]()
![Как прорезать ровное отверстие болгаркой]()
Если стертый отрезной круг имел небольшой диаметр, а при сломе металл распускался на узкие сегменты, то полученное отверстие будет иметь форму практически идеального круга. Его даже не потребуется шлифовать. Аналогичный способ может использоваться и при надобности сделать отверстие в кафельной плитке. Только в таком случае сегменты будут ломаться плоскогубцами сразу, без сгибания вперед-назад.Смотрите видео
Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки
Вырезать круг в листовом металле можно ножницами по металлу, сделав точный раскрой, и обладая незаурядными навыками. Не обойтись и без дополнительной обработки кромок. Можно также воспользоваться ручным инструментом – насадкой на дрель HC2 EV Malco ценой около 10 тысяч рублей.
Попытаемся под это дело приспособить болгарку, снабдив ее съемной оснасткой на основе кольцевого постоянного магнита из звукового динамика. Для этого нам также нужно будет, и кое-что другое.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Понадобится:
- уголок стальной равнополочный;
- гайки обычные и удлиненные, болты и шайбы;
- шпилька с резьбой по всей длине;
- полоска металла;
- винты, хомут;
- краска аэрозольная в баллончике черная;
- клей;
- ручка на резьбе.
- дрель и сверло;
- тиски слесарные;
- болгарка с отрезным диском;
- пассатижи, молоток и керн;
- сварочное оборудование;
- отвертка крестообразная и плоская.
Процесс изготовления
Вытаскиваем из запасников старый динамик, стряхиваем пыль и выполняем чистку с помощью металлической щетки.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Зажимаем его за фланцы и магнит в тиски и высверливаем головки винтов, которыми корзина прикручена к верхнему фланцу. Отделяем корзину с верхним фланцем от постоянного кольцевого магнита и нижнего фланца со стальным цилиндром (керном). Снова зажимаем в тиски корзину с верхним фланцем и с помощью молотка и наставки выбиваем фланец из корзины.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Корзина нам не понадобится, а постоянный кольцевой магнит, верхний фланец и нижний с керном пригодятся для изготовления самоделки.
Зажимаем нижний фланец в тиски и болгаркой отрезаем керн у самого основания.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Далее переворачиваем деталь, накерниваем ее в центре и сверлим отверстие, смазывая и охлаждая рабочую зону, соответственно, маслом и водой. Поверхность нижнего фланца со стороны остатка керна и кольцевого магнита покрываем клеем и фланец отростком вниз накладываем на магнит и после центровки фиксируем их.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Шлифуем верхний шов болгаркой. Привариваем вертикально по центру стыка уголков удлиненную шестигранную гайку, ввернув в нее сверху болт для фиксации гайки при ее обваривании.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Шлифуем шов с помощью болгарки. Выкручиваем из приваренной к уголкам гайки вспомогательный болт.
Зажимаем конструкцию из двух уголков и гайки в тиски и на полках внизу ближе к боковой стороне сверлим отверстия напротив друг друга, охлаждая место сверления водой.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Подготавливаем металлическую полоску с характерным изгибом, разводящим концы полоски по двум вертикальным плоскостям.
Располагаем ее поверх и продольно сварочному шву уголков без упора в удлиненную гайку и завариваем полоску-ручку в таком положении.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Возвращаемся к кольцевому магниту с фланцем и гайкой, приклеенной снизу к отростку керна. Вкручиваем с лицевой стороны фланца болт с шайбой и гайкой.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
К шпильке, вкрученной в удлиненную гайку на головке болта, с другого конца привариваем такую же гайку, но меньшего диаметра.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Узлы из двух сваренных уголков, удлиненной гайки и фигурной ручки, а также постоянного магнита, фланца, болта с гайкой и шайбой и, приваренной удлиненной гайки к головке болта, окрашиваем черной аэрозольной краской из баллончика.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Первый узел накладываем на болгарку так, чтобы отверстия в полках уголков совпали с отверстиями на УШМ, а ручка узла была направлена вдоль корпуса инструмента сверху.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Закрепляем узел на болгарке болтами с двух сторон, а ручку крепим к корпусу хомутом. Затягиваем все крепления крестообразной и плоской отверткой.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
В удлиненную гайку узла с постоянным магнитом вкручиваем шпильку, на конце которой приварена гайка меньшего диаметра.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Затем шпильку вкручиваем в гайку до тех пор, пока она не покажется с другой ее стороны. Продолжая вращать дальше, свободный конец шпильки вкручиваем в удлиненную гайку второго узла.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
В гайку на конце стержня вкручиваем ручку с резьбой. Этой операцией, по сути, завершено изготовление и установка самоделки на болгарку.Испытание на практике
Вращая узел с постоянным магнитом вокруг шпильки, можно увеличивать или уменьшать расстояние между центром гайки (осью вращения) и диском болгарки.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Оно будет равно радиусу круга, который мы собираемся вырезать в листовом металле, если узел с магнитом установить в центр вырезаемого круга, а болгарку с диском перемещать за ручку по заданному радиусу, прижимая инструмент к металлу.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
После того, как круг вырезан, отключаем болгарку и круг приподнимаем вместе с УШМ за счет его удержания силой постоянного магнита самодельного устройства.![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
![Съемное приспособление для вырезания кругов в листовом металле с помощью болгарки]()
Читайте также: