Как уменьшить диаметр круглой трубы из тонколистового металла
Сегодняшний обзор будет посвящен уменьшению диаметра трубы трением. Изготовлен будет резьбовой патрубок за 5 минут! Это не шутка, и видео доказательства к материалу прилагаются.
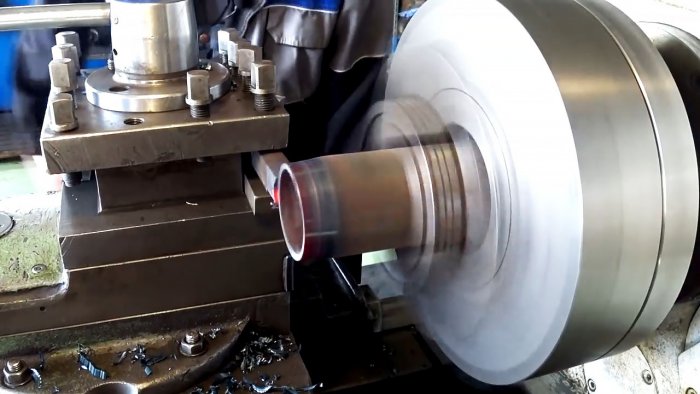
Для примера взят корпус от пневмостартера двигателя. К нему нужно сделать патрубок с резьбой, который затем будет обвариваться. Заготовкой выступает труба, наружный диаметр которой составляет 76 мм. Ее начальную чать необходимо уменьшить до 70 мм, и нарезать резьбу.
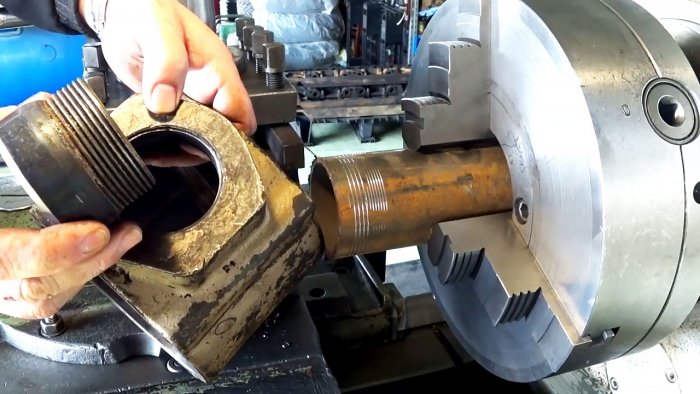
Уменьшаем диаметр трубы усадкой
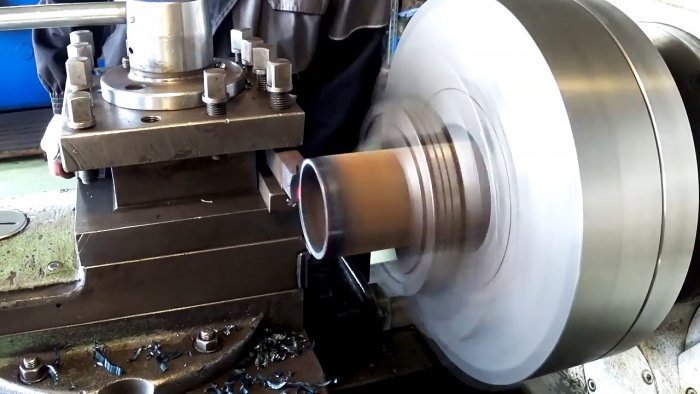
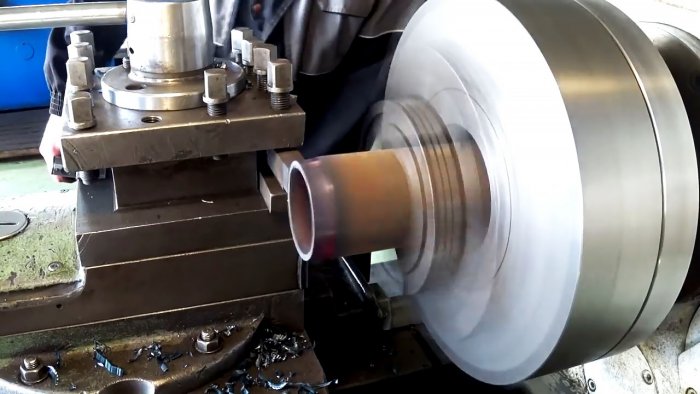
Мастер для начала усаживает торцом стального резца часть трубы до нужного диаметра 70мм. Контролировать размер заготовки необходимо штангенциркулем. Грубая обработка усадки производится на скорости 630 об/мин.
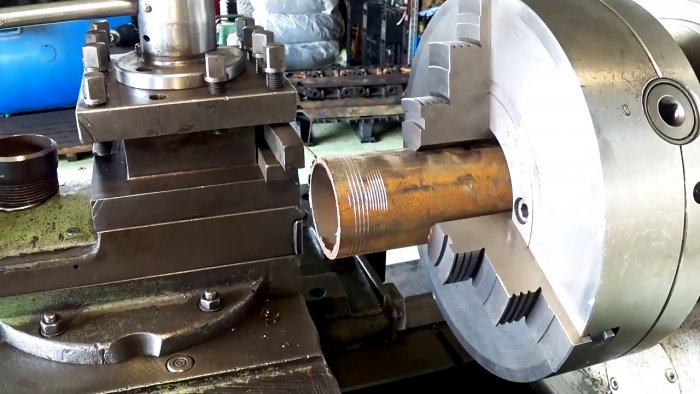

Далее подвижная каретка с прижимной платформой настраивается под резьбу. Меняется резец, и настройка станка. Перед нарезкой резьбы снимается фаска.
Нарезание резьбы будет производиться на скорости 400 об/мин. Номинал резьбы: М70 шаг 3. Резец для нее выбран стержневой.
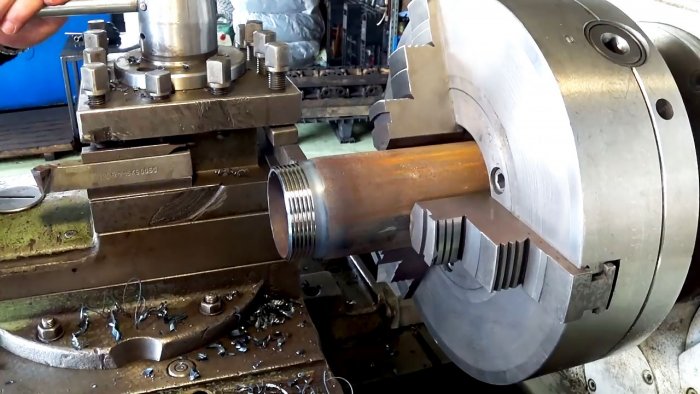
За четыре прохода нарезается полноценная расчетная глубина резьбы. В итоге получилось 6 ниток резьбы, как раз достаточно для того, чтобы закрепить патрубок в оголовке корпуса пневмостартера.
Закончив нарезку резьбы, мастер производит отрезание заготовки проходным отогнутым резцом.
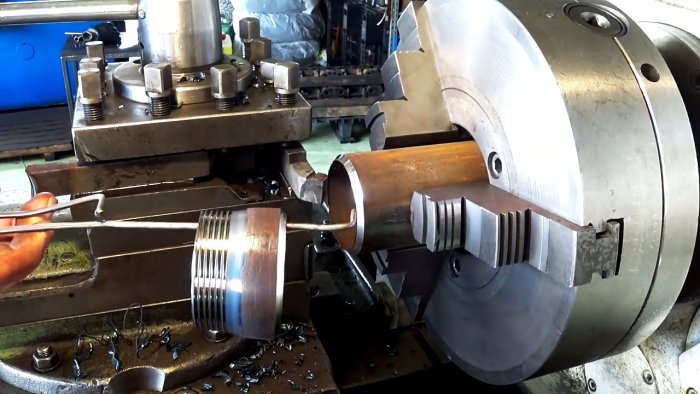
Этот момент примечателен, поскольку обычно для торцевания предназначен специальный вид резцов – отрезной. Преимущества его в том, что он позволяет сделать это с максимальной точностью. Но в данном случае она не важна, а вот фаска, сделанная проходным резцом, пригодится для более прочного сварного шва. После его можно будет зачистить так, что места соединения не будет и вовсе заметно.

При торцовке металл нагревается, поэтому заготовку во время этой операции удобнее всего чем-нибудь поддержать, например, отрезком электрода или прутком, а затем остудить. Как мы все убедились, токарно-винторезный станок ДИП-3001М63 прекрасно справляется с подобными задачами, особенно когда за ним стоят настоящие мастера токарного дела.
Смотрите видео
Как разметить трубу для точной обрезки под сварку колена 90 градусов

При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.



В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
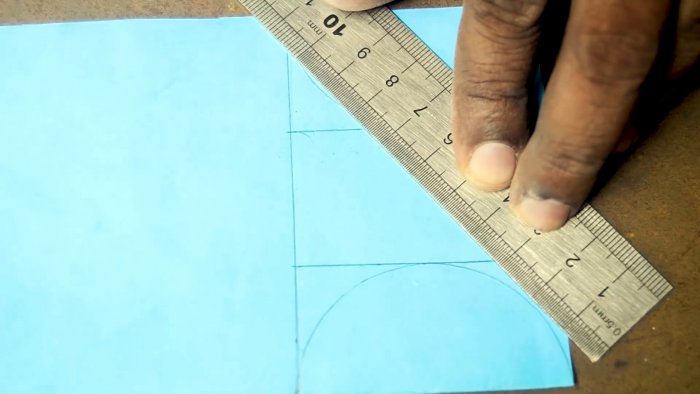

В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.






Как уменьшить диаметр стальной трубы трением
Как уменьшить диаметр стального прута без токарки

Если для выполнения каких-либо работ необходимо использовать прутья нестандартного диаметра, можно сделать специальный калибровочный инструмент для подгонки под нужный размер более толстых заготовок. С ним это будет занимать считанные секунды, а не десятки минут, как в случае использования токарного станка.

Необходимые материалы:
- большой уголок;
- напильник по металлу из качественной стали.
Процесс изготовления инструмента
Данный калибровочный инструмент представляет собой отрезок уголка, на одной стороне которого привариваются 3 резца, направленные в одну точку. Расстояние между ними делается равным диаметру необходимых прутков. Заготовки, проворачиваемые между зубцами, будут затачиваться как карандаш в точилке.


При изготовлении такого приспособления нужно будет заранее просверлить уголок в точке схождения резцов, чтобы затачиваемый пруток не упирался при обработке. Сами резцы делаются из старого напильника. Их рабочая часть срезается под углом. Желательно закалить режущие кромки и потом отпустить металл.

Резцы выставляются на уголке режущими кромками над отверстием. Между остриями оставляется зазор. Для этого между ними вставляется контрольный пруток нужного диаметра, и все надежно обваривается. Для использования инструмента нужно зажать свободную часть уголка в тисках. Затем затачиваемый прут вставляется в шуруповерт и прогоняется между резцами. На все про все уходят считанные секунды.



Читайте также: