Как сделать звездочку из металла
Всем, кто занимается холодной ковкой металла (особенно новичкам), эти идеи могут пригодиться. Так что берите на заметку.
Объемная звезда из листового металла
В данном обзоре автор наглядно показывает, как из листового металла толщиной от 1 до 3 мм сделать своими руками декоративную пятиконечную звезду. Причем не какую-нибудь плоскую, а объемную, с четкими гранями.
Для изготовления такой самодельной звезды потребуется матрица, вырезанная по форме одного из лучей. Автор сделал ее из металлического уголка.
Рекомендуем также прочитать статью-обзор на тему: как изготовить декоративный элемент из прямоугольной профильной трубы.
Основные этапы работ
Первым делом необходимо будет подготовить бумажный шаблон. Прикладываем его к куску листового металла и обводим маркером. Затем вырезаем заготовку при помощи ножниц по металлу или болгаркой.
Зажимаем матрицу из уголка в слесарных тисках. Ударами молотка и выколотками формируем на заготовке пять лучей.
На последнем этапе работ обрабатываем звезду напильником по металлу, убирая острые грани на наружной стороне. В принципе, ничего сложного, но некоторое время затратить нужно.
Видео по теме
Подробнее о том, как сделать объемную звезду из листового металла, вы можете посмотреть на видео ниже. Этот обзор создан на основе авторского видеоролика с YouTube канала Kovko Kova4.
Шестигранная звезда из профильной трубы
Рассказываем, как своими руками сделать декоративную шестигранную звезду из профильной трубы. Своим опытом с нами любезно поделился автор YouTube канала Nery Herreria e Idioma nahuatl tv.
Создаем основной рисунок
Сначала необходимо будет начертить шестиконечную звезду требуемого размера. На листе бумаги с помощью циркуля чертим окружность (в данном случае — диаметром 25 см). Проводим центральную линию.
Затем делаем разметку с помощью транспортира и карандаша чертим еще две линии под углом 60 градусов относительно центральной линии.
С помощью циркуля делаем по две отметки на каждой начерченной линии на расстоянии 3,5 см от центра, как показано на фото ниже.
Далее необходимо будет прочертить линии строго по центру каждой из получившихся «долек» окружности.
Точки, расположенные на окружности, соединяем с отметками на линиях, которые мы делали ранее.
В результате мы получили шестиконечную звезду нужного размера. Основные линии обводим ручкой, чтобы было лучше видно. А все, что было начерчено карандашом — стираем.
Расстояние от центра звезды до вершины составляет 12,5 см. Автор округлил это число до 13 см.
Изготовление шаблона
Теперь надо будет сделать бумажный шаблон одного «лепестка» звезды. Берем кусочек бумаги подходящего размера и чертим отрезок длиной 13 см.
Устанавливаем циркуль на одном из концов отрезка, и делаем отметку на расстоянии 8,9 см от конца.
Затем переставляем циркуль на противоположный конец отрезка и делаем все то же самое, но уже на расстоянии 5,7 см.
В местах пересечения линий ставим точки.
Потом нужно соединить их с точками на концах основного отрезка, и получаем шаблон «лепестка» шестиконечной звезды. Вырезаем его ножницами или с помощью канцелярского ножа.
Изготовление декора из металла
Прикладываем шаблон «лепестка» к профильной трубе, как показано на фото, обводим маркером, и затем вырезаем болгаркой деталь нужной формы.
Вырезаем шесть таких заготовок, и свариваем их между собой.
После этого останется только зачистить сварные швы и покрасить самоделку. Если же вам нужна объемная звезда, то тогда надо будет изготовить еще одну такую звездочку, и соединить обе детали друг с другом.
Подробно о том, как сделать шестигранную звезду из профильной трубы, можно посмотреть в видеоролике ниже.
Как сделать девятиконечную звезду из профтрубы
В данном обзоре автор YouTube канала HD karya поделится с нами интересной идеей, как сделать своими руками девятиконечную звезду из металла.
В качестве исходного «сырья» для изготовления сегодняшней поделки используется квадратная профильная труба.
Для чего вообще нужна такая поделка?
Девятиконечная звезда из профтрубы является декоративным элементом — она отлично подойдет для украшения забора, ворот и калитки, а также других металлоконструкций.
Первым делом необходимо нарисовать звезду на картоне.
Для этого сначала чертим окружность подходящего диаметра. Внутри нее чертим окружность меньшего диаметра.

На следующем этапе надо будет вырезать большой круг. Затем делаем разметку, как показано на фото ниже.


Каждый из девяти лучей звезды необходимо будет разделить пополам. После этого от одного из лучей отрезаем половинку.

Прикладываем шаблон из картона к профильной трубе, и обводим по внешнему контуру. Аналогично поступаем с другой стороны.

Затем вырезаем болгаркой кусок трубы, который будет выступать в роли металлического шаблона.

Прикладываем металлический шаблон к профильной трубе, и обводим внешние контуры маркером.
После этого вырезаем болгаркой нужное количество «лепестков». А всего их потребуется 18 штук.

Первым делом складываем девять «лепестков» вместе, чтобы у нас получилась звезда, и обвариваем.


По такому же принципу изготавливаем вторую звезду.

Две детали свариваем вместе. Затем останется только зачистить сварные швы, и отшлифовать готовое изделие.

Подробнее о том, как своими руками сделать декоративную девятиконечную звезду из профильной трубы, можно посмотреть на видео ниже.
Изготовление спортивной звездочки для мотоцикла

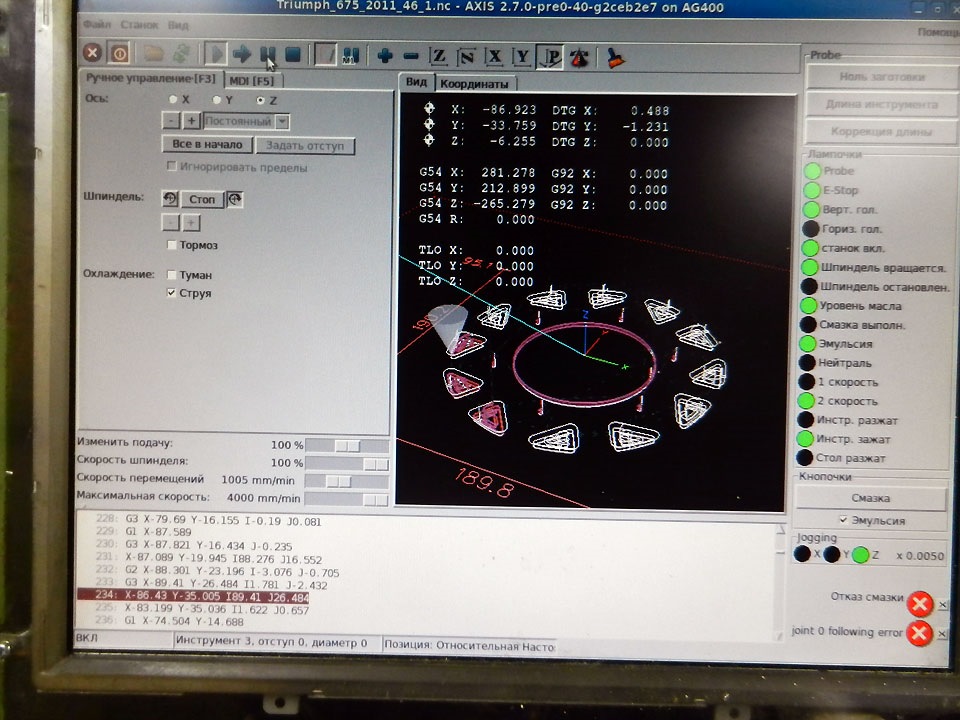
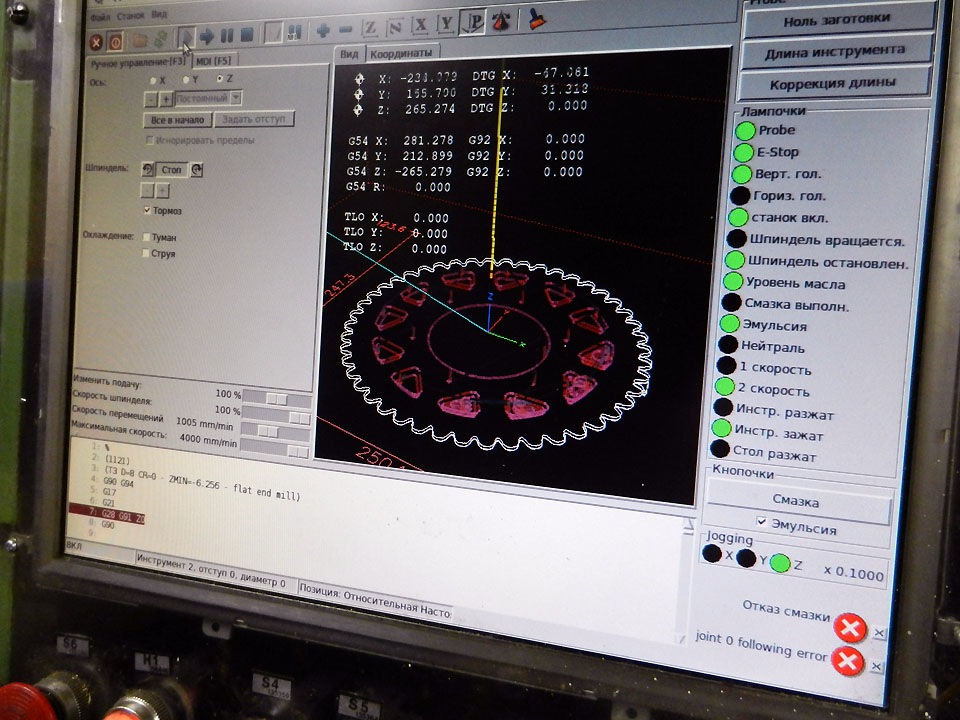
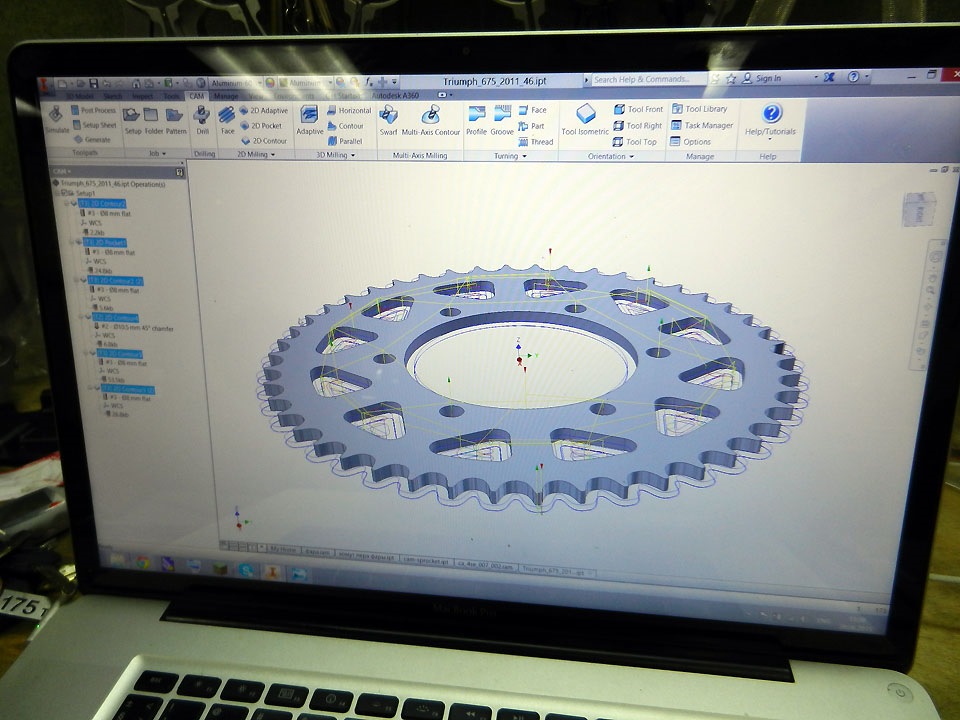
Попросили изготовить заднюю звездочку для спортивного мотоцикла. Заказчик принес эскиз с размерами и своими "хотелками", на основе этого эскиза в Autodesk Inventor HSM Pro создаем цифровой прототип звездочки (процесс создания модели я описывать не буду, думаю, что мало кому это будет интересно). Далее HSM-модуль на основе имеющихся у нас фрез генерирует управляющую программу для ЧПУ-станка на G-коде. На скриншоте синими линиями обозначена рабочая подача фрезы, а желтыми — свободное перемещение инструмента.

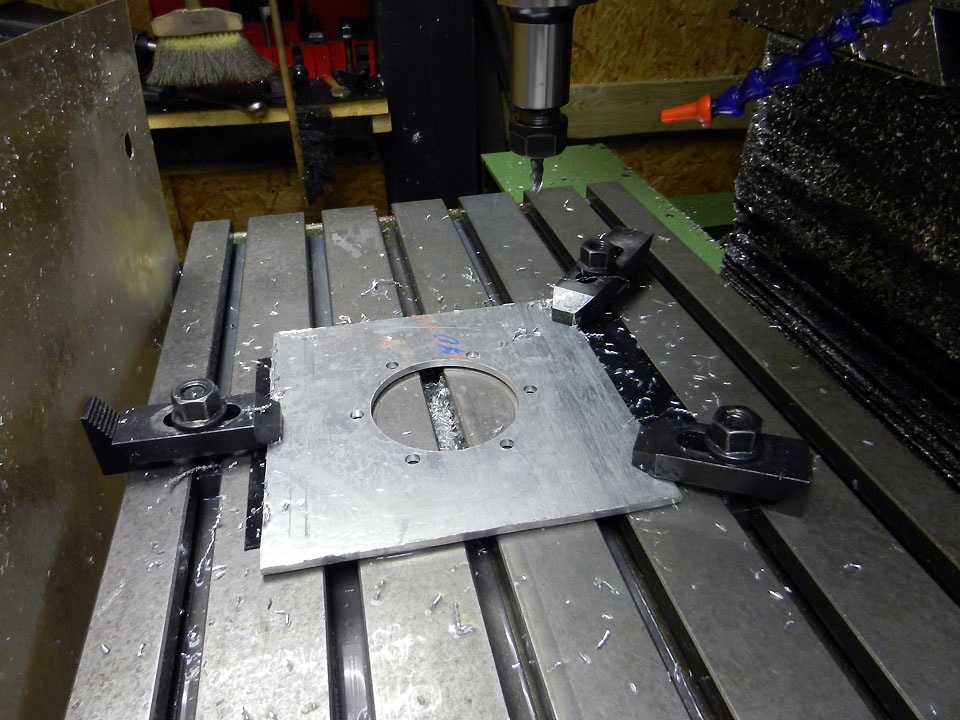
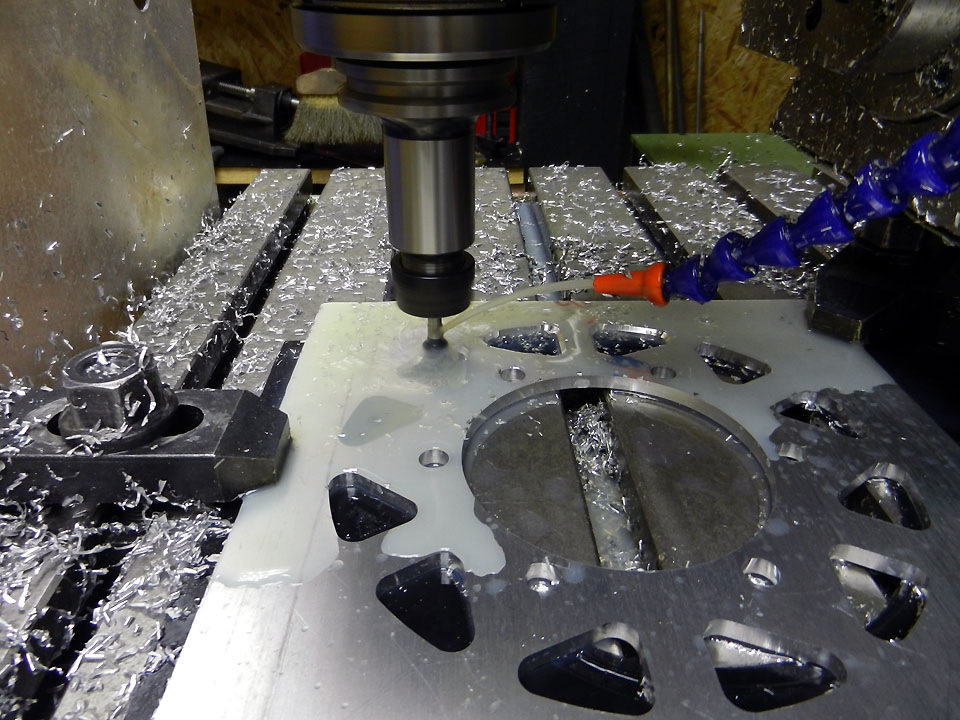
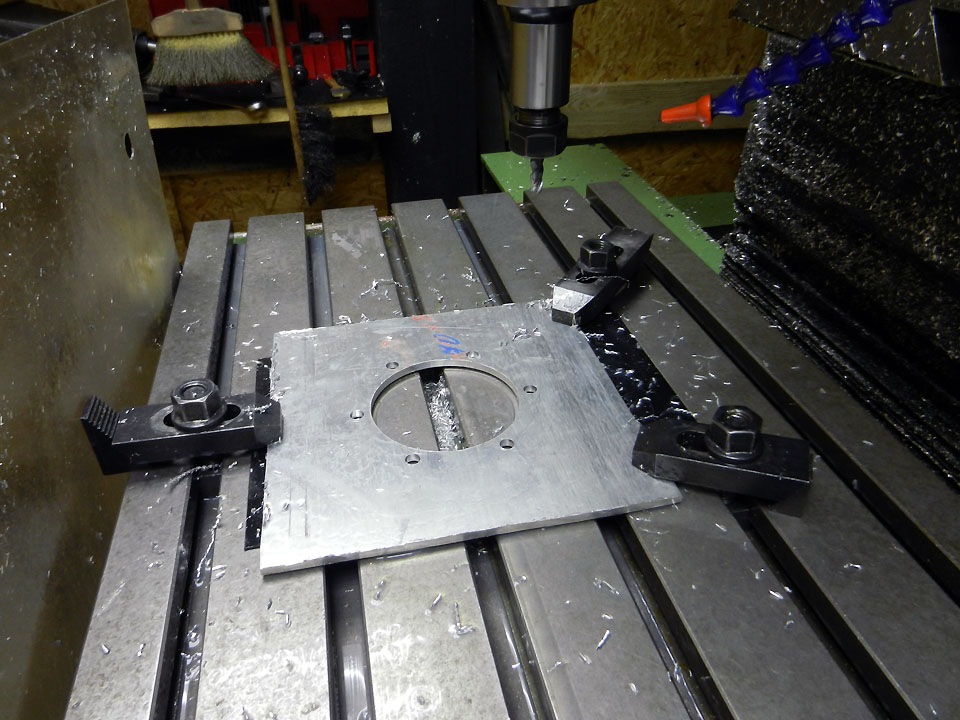
После того как программа загружена в память станка, закрепляем на рабочем столе заготовку и устанавливаем первый инструмент — цилиндрическую фрезу. Ей делаем черновую выборку центрального отверстия, а так же нарезаем отверстия для крепежа по периметру центрального.
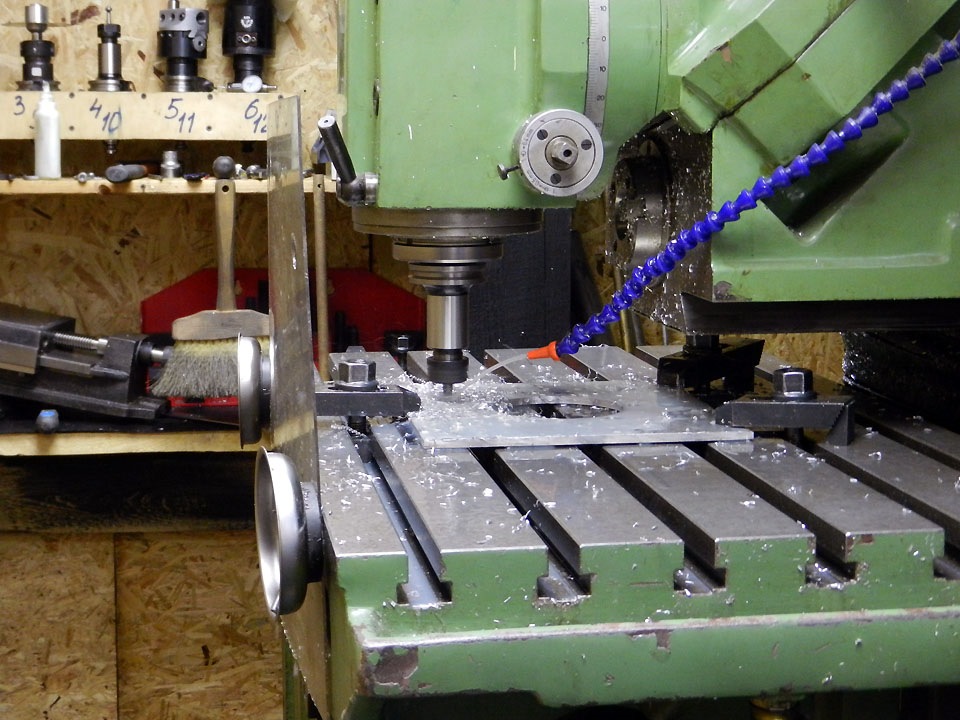
После этого для облегчения звездочки этой же фрезой делаем выборку материала. Подача СОЖ в зону резания охлаждает и смазывает зону контакта фрезы и заготовки.
На мониторе в реальном времени показывается положение фрезы (белый конус) и ее траектория.
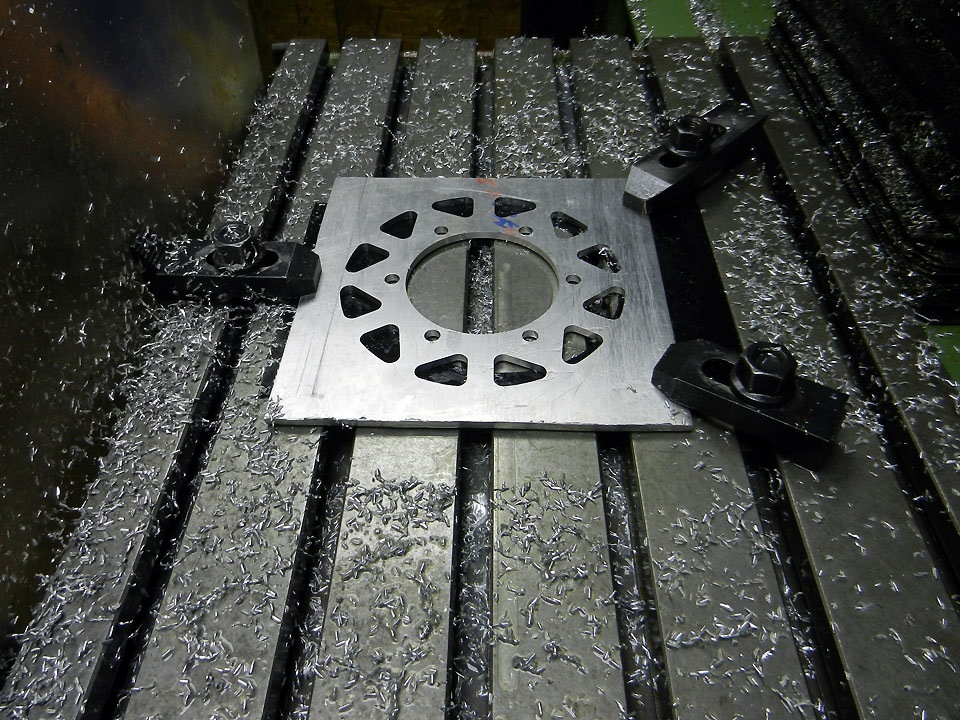
Вот такую картину видим после того как выполнена эта часть программы. Куча стружки :)
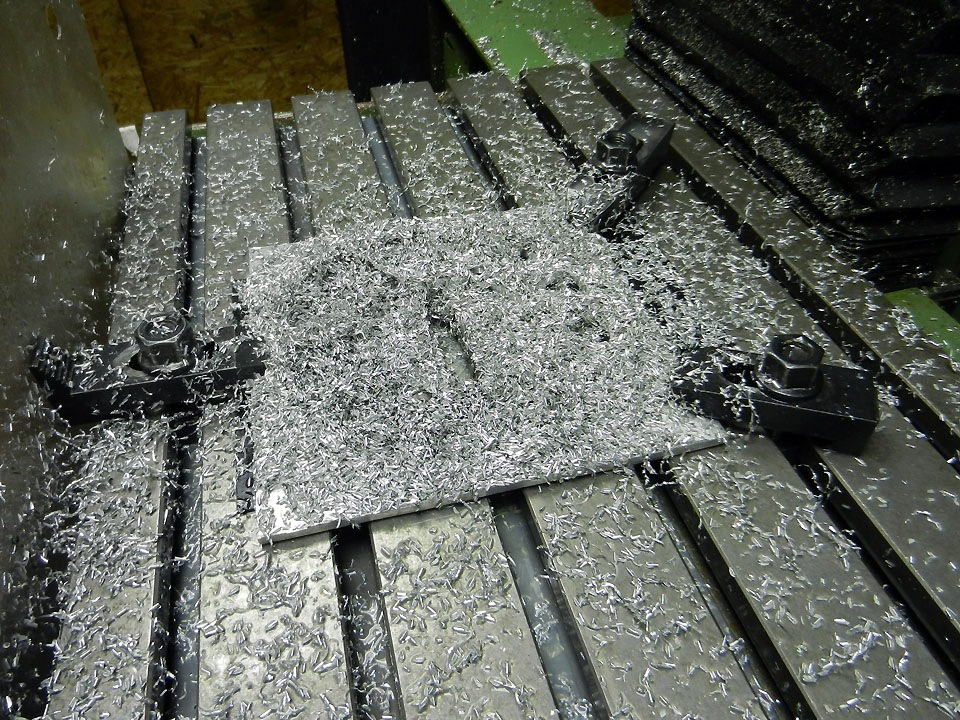
Уже вырисовываются очертания звездочки

С внешней, "видовой" стороны звездочки конической фрезой снимаем фаску.
Приятно, когда продукт кроме функционала обладает еще и эстетикой

Меняем коническую фрезу на расточную головку и растачиваем центральное отверстие под номинальный размер

Так как в самом начале цилинтрическая фреза сделала всю черновую работу, то после расточной головки стружки почти не остается.

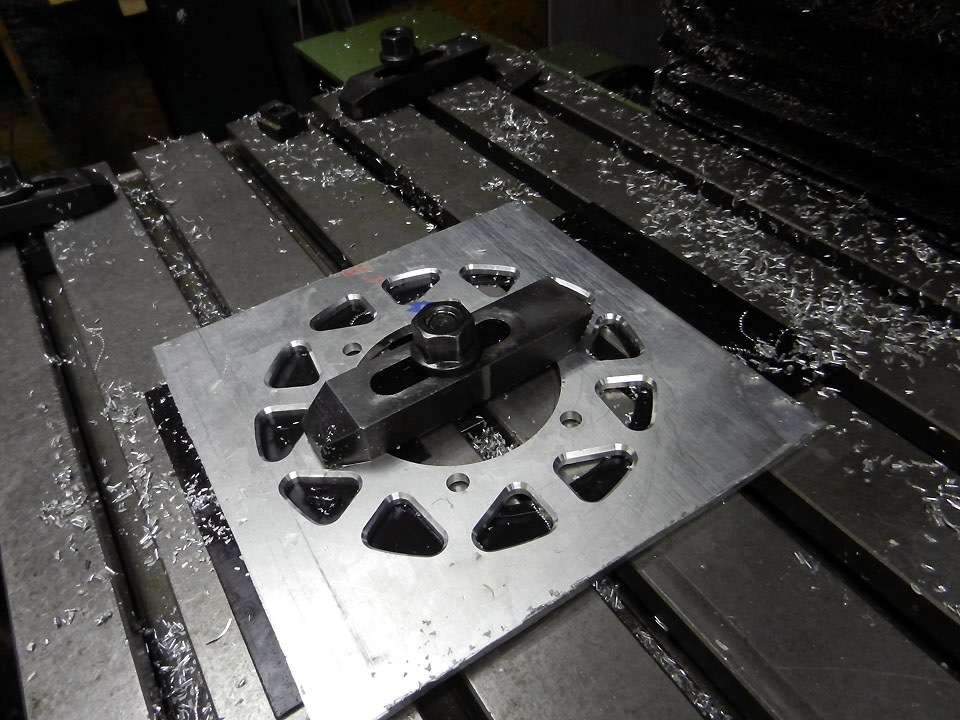
Станок сигнализирует, что следующая часть программы готова нарезать зубчатый венец, для этого нужно поменять расточную головку на цилиндрическую фрезу и закрепить заготовку в центре, чтобы освободить поле деятельности для фрезы. Переставляем зажим в центр и после этого убираем боковые прихваты. Положение заготовки относительно стола не изменилось.
В два прохода нарезаем зубчатый венец, сначала черновой, а потом чистовой — под номинальный размер.

Звездочка практически готова.


Для этого орбитальной шлифмашинкой с наждачным кругом мелкой зернистости равномерно матуем плоскости звездочки



Получаем одобрение контролера ОТК и отдаём звездочку довольному заказчику :)
ЗВЕЗДОЧКУ — ПО КОНДУКТОРУ
Конструкторы-любители часто применяют в трансмиссиях своих машин цепные передачи. И сталкиваются порой вот с какой проблемой: для расчетного передаточного числа цепной пары трудно подобрать готовые звездочки с требуемым количеством зубьев. А ведь их вполне возможно изготовить самостоятельно, используя кондуктор, собранный на основе шестерни размерами, близкими к искомым. Предположим, нужна звездочка с 26 зубьями и шагом 19,05 мм. Подберем шестерню с тем же или близким числом зубьев. Допустим, их 27. (В этом случае передаточное отношение изменится незначительно — на 4%.) Шестерня закалена, имеет толщину 19 мм и посадочное отверстие диаметром 20 мм.
В учебнике «Детали машин» (под ред. Д.Н.Решетова. М.: Машиностроение, 1974) найдем основные параметры приводных роликовых цепей и формулы расчета. Воспользуемся ими и примем несколько обозначений, которые потребуются в дальнейшем:
t — шаг звездочки (цепи),
z — количество зубьев,
dд — диаметр делительной окружности,
di —диаметр окружности впадин,
de — диаметр окружности выступов,
d1 — диаметр ролика цепи.
Теперь определим диаметр делительной окружности по формуле:

На токарном станке выточим из листовой стали заготовку звездочки толщиной 12 мм (расстояние между соединительными пластинами внутренних звеньев цепи с шагом 19,05 мм по сортаменту — 12,7 мм) и диаметром, равным сумме диаметров делительной окружности, ролика цепи (по сортаменту — 11,91 мм) и припуска 20 мм (для устойчивости на опорной поверхности при сверлении). Получаем:
Расточим посадочное отверстие в заготовке диаметром dn = 25 мм. Аналогичным образом сделаем еще одну заготовку — пробную, с таким же посадочным отверстием (точность остальных размеров не обязательна).
Доведем толщину подобранной шестерни до 12 мм (предварительно термически отпустим ее), обточив с обеих сторон на токарном станке. Для соосного расположения шестерни и заготовки звездочки в кондукторе выточим ступенчатую втулку с центральным отверстием под стяжной болт М10.
Высота ступеней на 1 мм меньше толщин шестерни и заготовки, а в их посадочные отверстия втулка должна входить без люфта. Выточим также две шайбы толщиной 4 мм под стяжной болт М10: одну — под головку, другую — под гайку.
В стальной планке толщиной 10 и шириной 25 мм просверлим кондукторное отверстие диаметром на 0,1…0,2 мм меньше диаметра ролика цепи (в нашем случае — 11,8 мм). Этот конец планки-кондуктора закалим. На другом же конце сделаем прорезь шириной 8,2 мм (длина ее зависит от габаритов изготавливаемой звездочки). В шестерне на незначительном расстоянии от окружности впадин просверлим два отверстия под регулировочные болты М8 так, чтобы устанавливаемая на них планка-кондуктор не касалась шайбы стяжного болта.
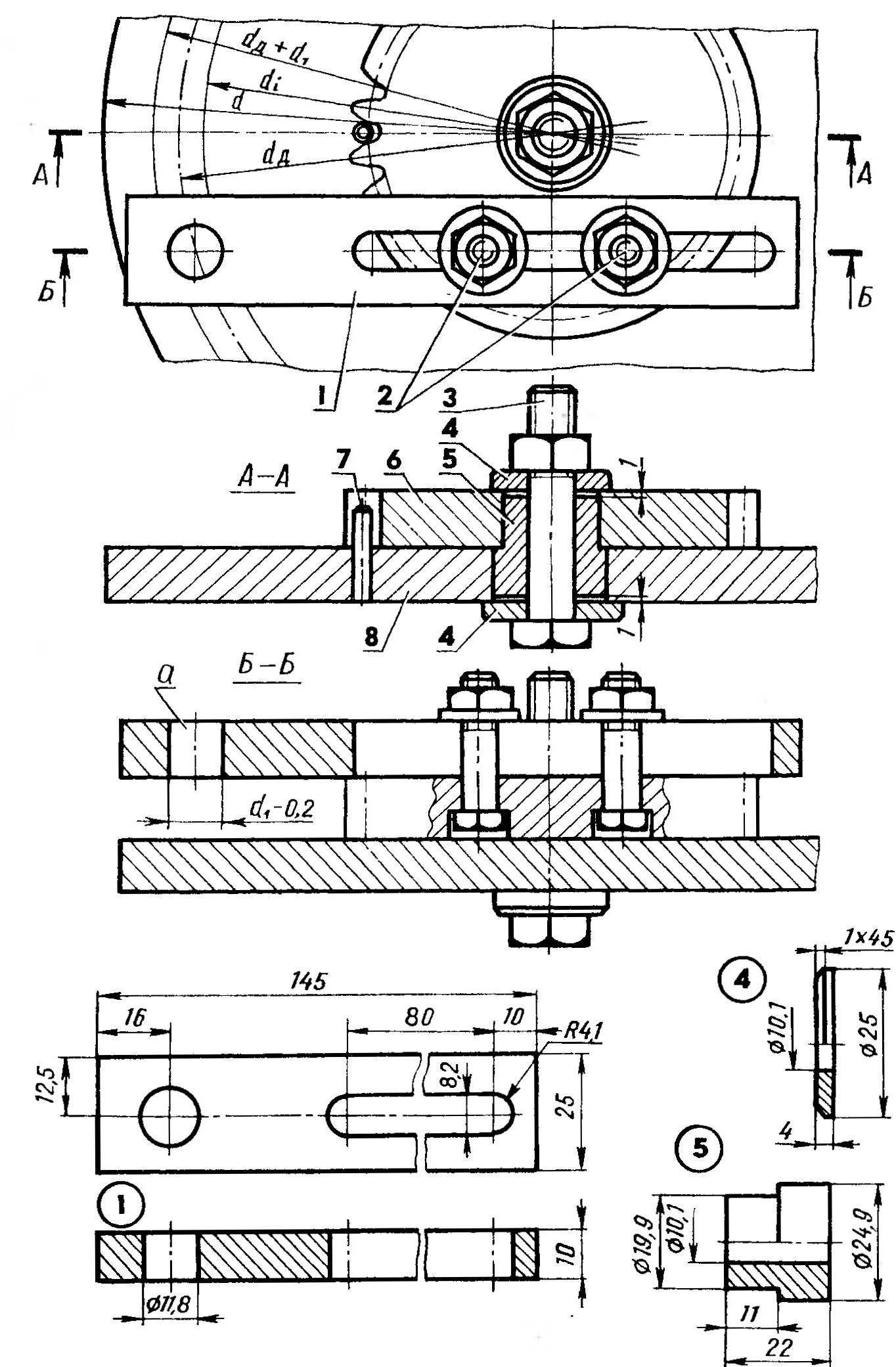
Рис.1. Кондуктор в сборе:
1 — планка-кондуктор, 2 — регулировочные болты, 3 — стяжной болт, 4 — шайбы, 5 — втулка, 6 — шестерня, 7 — фиксирующий штифт, 8 — заготовка звездочки; а — кондукторное отверстие.
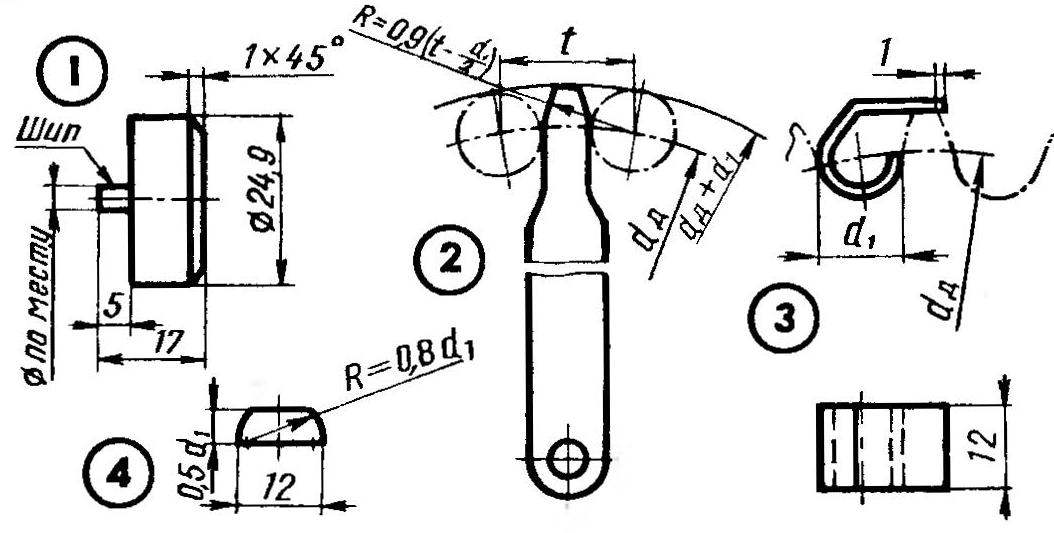
Рис. 2. Вспомогательные разметочные приспособления:
1 — вкладыш, 2 — шаблон профиля зуба, 3 — ограничитель, 4 — шаблон поперечного профиля зуба.
Соединим заготовку звездочки и шестерню стяжным болтом через втулку. На первой керном наметим i центр и просверлим отверстие для , фиксирующего штифта, который по- ‘ мещается во впадине между зубьями шестерни. Высота его выступающей части не должна превышать толщины последней. Для дальнейшей разметки изготовим также вкладыш с шипом — под отверстие ножовочного полотна (рис.2).
Последующая технология такова:вставим в посадочное отверстие пробной заготовки вкладыш шипом вниз. Циркулем наметим центр вкладыша (пересечением дуг) и из него радиусом, вычисленным по формуле:

очертим на пробной заготовке окружность впадин. Добавив к вычисленному радиусу величину d1 проведем еще одну окружность.
Соберем кондуктор с пробной заготовкой (рис. 1). Совместив кондукторное отверстие с полученными окружностями так, чтобы они были касательными к проекции отверстия, затянем гайки регулировочных болтов.
Введем сверло диаметром 11,8 мм в кондукторное отверстие до соприкосновения с заготовкой и, не нажимая на рычаг подачи, включим станок, дав возможность кондуктору самому «уточнить» свое положение. Затем, плавно осуществляя подачу, сделаем пробное сверление.
Штангенциркулем проверим по диаметру заготовки длину отрезка между краями посадочного и пробного отверстий. Она должна равняться:

Скорректируем положение планки-кондуктора и добьемся более точного попадания сверла между очерченными окружностями. Окончательно затянем гайки регулировочных болтов.
Пробную заготовку заменим на основную и описанным выше способом, фиксируя шестерню через каждый зуб, просверлим все 27 отверстий. (Во избежание погрешностей необходимо следить, чтобы не было грязи, забоин, заусенцев и тому подобного в месте соприкосновения зубьев шестерни с фиксирующим штифтом.) Получим основания зубьев и впадины звездочки, которые не потребуют дальнейшей обработки.
Затем обточим заготовку на токарном станке до диаметра окружности выступов, определяемого по формуле упрощенного расчета:

Из куска ножовочного полотна вырежем шаблон профиля головки зуба. Расположив его между отверстиями заготовки звездочки, вставим шип вкладыша и очертим профиль всех зубьев иглой. То же самое сделаем и с другой стороны заготовки. Соединим по линейке концы противоположных рисок.
Срежем слесарной ножовкой излишки металла между головками зубьев с припуском 1 мм, используя для контроля ограничитель (см. рис. 2), сделанный из полоски листового металла шириной 12 мм (по толщине звездочки). Окончательно доведем профиль зубьев на ручном или электрическом точиле тонким наждачным кругом.
Шаблоном из тонкой бумаги, наклеенным на один из зубьев, обозначим профиль зуба в поперечном направлении и опилим заготовку звездочки плоским напильником, закрепив ее на оси точила.
При подборе шестерни следует учитывать, что точность изготовления выше в тех случаях, когда габариты ее и заготовки близки.
Соблюдая описанную технологию и умело владея инструментами, можно получить самодельные звездочки, мало чем отличающиеся и по внешнему виду, и по качеству от заводских. Такие я использую в трансмиссии мотоблока, который безотказно служит мне уже несколько лет.
Инструменты: Изготовление звездочки на ЧПУ-станке
После того как программа загружена в память станка, закрепляем на рабочем столе заготовку из Д16Т и устанавливаем первый инструмент — концевую фрезу. Ей делаем черновую выборку центрального отверстия, а так же нарезаем отверстия для крепежа по периметру центрального.

На мониторе в реальном времени показывается положение фрезы (белый конус) и ее траектория — белые линии показывают уже пройденый путь, а красные — путь, который еще предстоит пройти фрезе.





Так как в самом начале концевая фреза сделала всю черновую работу, то после расточной головки стружки почти не остается.

Станок сигнализирует, что следующая часть программы готова нарезать зубчатый венец, для этого нужно поменять расточную головку на концевую фрезу и закрепить заготовку в центре, чтобы освободить поле деятельности для фрезы. Переставляем зажим в центр и после этого убираем боковые прихваты. Положение заготовки относительно стола не изменилось.








Читайте также: