Как сделать ствол из металла
чем это лучше, бенчрестеры чемпионы выступают и со строганими, и дорнированными,и коваными, все примерно поровну результаты делят
Абсолютно согласен! А если ствол сделан качественно, то кованные будут однозначно долговечнее.
Originally posted by в бочину:
Здесь меня стерли в порошок за упоминание неизвестного оппонентам метода, поэтому я лучше промолчу.
Да никто Вас там в порошок не стирал. Вам просто предложили хоть чем-то подтвердить свои слова. А оказалось, что нечем. За это в некоторых случаях действительно "стирают в порошок", но это не тот случай
Ротационная ковка - ковка на оправке сверленной заготовки.
По поводу "какие стволы лучше" ответить сложнее. "Лучше" в каком смысле? Если в плане долговечности - способ вне конкуренции.
В БР этот метод практически не применяет никто. Кригер стволы режет, Шиллен дорнирует. Вместе они продают 90% всех стволов в БР. Харт, Вилсон, Аншутц и Вальтер тоже протяжкой (продавливанием) делают.
Серийные (в т.ч. спортивные) стволы куют Штейр, Рем, Везерби, Сако и еще некторые производители.
Есть еще экзотика - электрохомическое травление, но насколько мне известно, кроме как у нас этот способ производства стволов никто больше не использует. Может, и зря
Уже изготовленные стволы могут хромироваться, подвергаться криогенной обработке и полироваться. Меньше всего доработок требует именно метод ковки, он же, насколько я знаю, дает меньше всего брака. Но само оборудование дорогое и мало у кого есть. С уважением,
Да, ковка - наверное самый дорогой способ изготовления стволов. Дорогой из-за стоимости оборудования. Ковочные машины выпускают австрийцы, стоимость одной установки ок. 1 700 000 EUR. Но на ней куют стволы и нарезные, и гладкие.
Originally posted by StartGameN:Ротационная ковка - ковка на оправке сверленной заготовки.
По поводу "какие стволы лучше" ответить сложнее. "Лучше" в каком смысле? Если в плане долговечности - способ вне конкуренции.
В БР этот метод практически не применяет никто. Кригер стволы режет, Шиллен дорнирует. Вместе они продают 90% всех стволов в БР. Харт, Вилсон, Аншутц и Вальтер тоже протяжкой (продавливанием) делают.
Серийные (в т.ч. спортивные) стволы куют Штейр, Рем, Везерби, Сако и еще некторые производители.
Есть еще экзотика - электрохомическое травление, но насколько мне известно, кроме как у нас этот способ производства стволов никто больше не использует. Может, и зря
Уже изготовленные стволы могут хромироваться, подвергаться криогенной обработке и полироваться. Меньше всего доработок требует именно метод ковки, он же, насколько я знаю, дает меньше всего брака. Но само оборудование дорогое и мало у кого есть. С уважением,
"какие стволы лучше"-в смысле точьности стрелбы.
Сокращение "БР"- это что?
"шпалерная строжка"- в нескольких словах как их делаетю
"режет" -как это?
"дорнирует"-как это?
"протяжкой (продавливанием)"-как это?
"электрохомическое травление"-как это?
Осветите меня (конечно не с фарой , пожалуиста.
С уважением,
Я только высказал свое личное мнение. самый старый технологический метод не уступает заметно современным технологиям, значит, потенциал еще есть..Что Вы косвенно подтвердили.
Originally posted by shOOter59:Я только высказал свое личное мнение. самый старый технологический метод не уступает заметно современным технологиям, значит, потенциал еще есть..Что Вы косвенно подтвердили.
Не думаю, что мелкосерийный штучник может "потянуть" современное, высокотехнологичное оборудование. Станок для строгания, пусть даже и супер-современный (хотя почти у всех стоят станки позапрошлого века!), значительно дешевле ковочной машины. Сколько брака идет при строгании/резании ствола? До 70%! И основной брак получается из-за кривизны заготовки. Прокат изначально был с погибом, погиб отрихтовали, термообработали, просверлили, нарезали - изгиб вернулся! Ствол в брак. Или в ширпотреб. При ротационной ковке брака практически нет, все зависит от качества оправки. Дорнировать ствол еще дешевле, чем резать. Но качество так же зависит от качества заготовки. Потом, а как получаются БР стволы? Из оставшихся 30 процентов (до 70% брака)отбирают заготовки с идеальной геометрией. Затем режут патронник, подгоняют рессивер и затвор и т.д. В итоге, на выходе, получится чуть ли не один БР ствол на 100 заготовок. Так что, говорить о том, что старый метод "не уступает" современным технологиям - не есть правильно.
по первой ссылке в плане исторического обзора, выпал большущий кусок по той же Британии, нарезы Генри - это целая эпоха развития оружия, потом нарезы системы Метфорда, а потом уж нарезы Энфильда.
А если вспомнить уникальные нарезы с переменным шагом на итальянских винтовках, так.
Хотел бы я поглядеть на нонешних искусников, взявшихся бы повторить Генри, Метфорда и Каркано.
Так я дал ее для общего развития. По теме топика, в принципе, вторая.
А нарезы с переменным шагом делали не только итальянцы. Да и сейчас делают под заказ
Кованый ствол как раз для БР не показательно,думаю. Самое неприятное на кованых стволах- их напряженное состояние, которое проявляется при установке арматуры. На БР арматуры на стволах нет. Большинство штучников заготовки стволов покупают.
Вот у меня в пневматическом пистолете в стальном стволе вставлен бронзовый ствол (по-моему он называется ЛЕЙНЕР, если не ошибаюсь), вроде и в пушках такие применяют, а почему в винтовках не делают? И если кто знает, то как он там крепится? Посажен просто на горяую?
Originally posted by McC:
Вот у меня в пневматическом пистолете в стальном стволе вставлен бронзовый ствол (по-моему он называется ЛЕЙНЕР, если не ошибаюсь), вроде и в пушках такие применяют, а почему в винтовках не делают? И если кто знает, то как он там крепится? Посажен просто на горяую?
а смысл лейнера в винтовке, только расходы лишние
Originally posted by Metanol:а смысл лейнера в винтовке, только расходы лишние
Я думаю, как раз наоборот. Лейнер, он же не такой толстый, и значит станок для роторной ковки (к примеру) может быть попроще и стоить не 1,8 млн. ЕВРО, а 0,5. А этот лейнер вставляй потом хоть в любой лом с дыркой и получится почти БР ствол.
Тут наверно какие-то другие технологические сложности. Или не пробовал никто.
Originally posted by McC:
Я думаю, как раз наоборот. Лейнер, он же не такой толстый, и значит станок для роторной ковки (к примеру) может быть попроще и стоить не 1,8 млн. ЕВРО, а 0,5. А этот лейнер вставляй потом хоть в любой лом с дыркой и получится почти БР ствол.
Тут наверно какие-то другие технологические сложности. Или не пробовал никто.
ничего подобного, наоборот при ковке заготовка нужна толстая, иначе вс екриво получится, будет излишняя деформация заготовки и быстрая порча дорна
заготовка ствола для вепря имеет диаметр 30-40мм, а потом его обтачивают до нужного, вот и представь сколько металла надо сточить чтобы лейнер сделать, причем это всех способов касается кроме ЭХО, что резать что дорнировать нужна жесткая заготовка,вот так вот, орудиям орудиево, а винтовкам винтовочно
Ружейные стволы. Технология изготовления
Вероятно, многие согласятся со мной, что главная часть ружья - стволы. Ведь стреляют именно они. Эффективность пушечных выстрелов вызвала у человека желание сделать маленькую «ручную» пушку. Такую пушку в середине позапрошлого века нашли в замке Таннеберг в Хессене (Германия). Она была отлита в конце XIV века. Стрелять из неё с рук было, конечно, тяжело и неудобно и вскоре к ней приспособили арбалетную ложу. Оказалось, что по точности стрельбы и кучности новое оружие серьёзно уступает хорошему луку, хотя по энергии, а значит и пробивной силе, значительно его превосходит. Довольно быстро выяснилось, что с увеличением длины ствола, выстрелы становятся более точными. С этого момента и начинается история огнестрельного оружия.
Сегодня у нашего «переломного» охотничьего ружья есть три главные части: ствол (или стволы, образующие ствольный блок), колодка, ложа.
Ствол придаёт направление полёту дроби или пули. Чем правильнее и тщательнее он изготовлен, тем лучше дробовая осыпь и выше точность.
Колодка запирает казённый срез стволов, служит связующим элементом между стволами и ложей и является в оружии главным инерционным элементом, поглощающим силу отдачи. В колодке монтируются запирающие, ударно-спусковые и предохранительные механизмы.

Ложа обеспечивает удобство наведения оружия на цель, естественность прицеливания и смягчает действие силы отдачи за счёт её частичного превращения во вращательный момент.
Прежде чем рассказать о сегодняшней технологии изготовления оружейных стволов, хочется познакомить читателей с частью оружейной истории, касающейся совершенствования изготовления этой важнейшей части оружия. Ведь изготовить хороший ствол - задача довольно трудная даже при сегодняшнем уровне развития машиностроения. Однако настойчивость, усердие и изобретательность наших далёких предков находила различные варианты решения этой задачи. Причём уровень качества лучших изделий XVIII века сегодняшним специалистам представляется почти загадочным. Нам хочется рассказать, каким путём мастера прошлого создавали замечательное оружие, показать некоторые его образцы и вместе подумать о величии их духа с надеждой, что это укрепит и наш собственный.
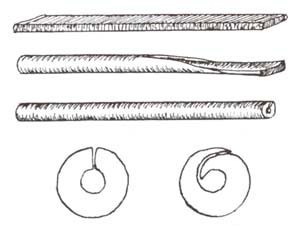
В 1811 году Генрих Аншютц (из хорошо известной оружейной династии) издал книгу об оружейной фабрике в г. Зуль. Он пишет о четырёх типах технологий получения ствольных трубок: обычной, скрученной, навитой и стволах из «Дамаска».
Обычный (простой) ствол получали из полосовой заготовки длиной 32 дюйма (812,8 мм), шириной 4 дюйма (101,6 мм), толщиной 3/8 дюйма (9,525 мм). После разогрева эту полосу кузнечным способом загибали на оправке таким образом, что её продольные кромки прилегали друг к другу встык, параллельно оси канала ствола. Этот стык сваривался кузнечным методом и тщательно проковывался. Есть несомненные указания, что обе длинные стороны прямоугольной заготовки иногда сгонялись «на ус» и сваривались не встык, а внахлёст. После сварки и охлаждения стволы проходили четырёхгранной развёрткой, обтачивали на токарном станке внешнюю поверхность, которую потом шлифовали вручную на большом круге из мягкого песчаника диаметром 1,75 м. С казённой стороны в ствол вкручивалась винтовая заглушка, которая иногда тоже проваривалась. Конечно, «заглушались» стволы всех дульнозарядных ружей, независимо от технологии их получения.
Скрученный ствол. Сварной шов в обычном стволе, располагавшийся параллельно оси ствола, часто был местом разрушения при стрельбе. Чтобы избежать этого, простой сваренный ствол начинали повторно нагревать в центральной части и скручивали вдоль оси по всей длине так, чтобы сварной шов имел форму винтовой линии. Этот приём делал шов значительно менее нагруженным при выстреле.
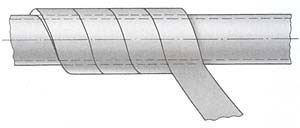
Навитой ствол получали путём постепенного навивания стальной полосы на оправку в виде стержня или трубы. Винтообразный сварной шов последовательно проковывали кузнечным молотом.
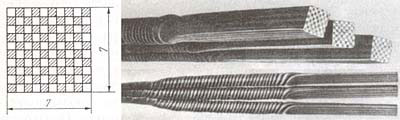
Дамасские стволы. Ещё в средние века в Дамаске (сегодня это Сирия) изготовляли мечи, обладающие исключительно высоким качеством. Как только технология их получения стала понятна европейцам, её попытались применить и для изготовления стволов. Основа секрета состояла в том, что заготовки для клинкового оружия получали кузнечной сваркой полос из тонких элементов, состоящих из сталей различавшихся содержанием углерода. Первоначально сваренную и прокованную полосу многократно складывали и проковывали. По сравнению с обычной однородной заготовкой дамасская обладала тремя принципиальными преимуществами. По сути, она представляла конструкцию, объединяющую свойства отдельных материалов. Кроме того, композиция не только исключала внутренние дефекты, которые бывают в однородной заготовке, но и создавала оптимальную структурную ориентацию. Принципиально дамасские стволы получали методом навивки. Однако для получения исходной полосы приходилось проделать просто титаническую работу. Сначала сваривали брусок из ста прутков сталей разного состава квадратного сечения со стороной 0,7 мм, уложенных в определённом порядке. Брусок получался сечением около 7 мм х 7 мм. Эта процедура требовала невероятно тонкого кузнечного чутья, поскольку пережечь тонкие проволочки было проще простого. Сваренный брусок снова разогревали и скручивали вдоль. Затем брали несколько таких скрученных брусков (чаще три или шесть) сваривали их между собой и расковывали в полосу. В некоторых случаях из этих скруток плели что-то вроде косичек, которые могли состоять из разного числа прядей и иметь разную схему плетения. Косички сваривали и проковывали в полосу. Эту полосу и навивали на оправку. Затем заготовку торцевали, канал проходили развёрткой, наружную поверхность сначала обтачивали на токарном станке, потом шлифовали. Процесс воронения в те времена состоял в обработке довольно сильными кислотами. В результате, малоуглеродистые прутики протравливались значительно сильнее по сравнению с высокоуглеродистыми, и на поверхности ствола появлялся оригинальный мелкий рисунок, отражавший всю предшествующую схему получения полос. Обычно на дамасских стволах ширина полосы видна невооружённым глазом.
Стремительное развитие металлургии в конце XIX века привело к появлению углеродистых сталей с высокими механическими свойствами. Перспективность их использования для изготовления стволов казалась очевидной. Однако ещё в первой четверти XX века многие оружейники Европы продолжали делать стволы по «дамасским технологиям». Сегодня необходимо понимать, что такие стволы, хотя и являются памятниками фантастическому усердию оружейников предыдущих поколений, но всё же уступают по всем важнейшим показателям современным легированным ствольным сталям. Напомним нашим соотечественникам, что сталь 50А и даже 50РА, из которой и в Туле, и в Ижевске делают сегодня стволы, к легированным ствольным сталям не относятся. И ещё о дамасских стволах. Спустя сто и более лет после изготовления весьма вероятно, что кузнечная сварка элементов может значительно разрушиться и прочность стволов может оказаться недостаточной для обеспечения безопасности стрельбы. Будьте очень осторожны при желании пострелять из старого ружья с дамасскими стволами.
Введение в состав углеродистой стали хрома, ванадия, никеля, кремния, марганца и других элементов привело к значительному повышению важнейших свойств ствольных сталей - упругости, прочности при растяжении, поверхностной твердости, коррозионной стойкости. Более того, эти технологии позволяют получать стали с заранее заданными свойствами. Всё это позволило перейти к изготовлению однородных заготовок для ружейных стволов. Этот процесс начался ещё в последней трети XIX века и около полувека сосуществовал с «дамасской» технологией.
Развитие технологии изготовления ружейных стволов.
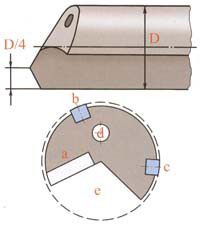
Оружейное сверло:
а - режущая пластина,
b и с - направляющие,
d - канал для подвода
охлаждающей жидкости,
е - полость для
удаления стружки
Для снятия внутренних напряжений в откованных заготовках их нагревают до (примерно) 850-860 градусов и выдерживают около получаса. Точные параметры нагрева зависят от марки ствольной стали и толщины заготовки. Задача снятия внутренних напряжений очень важна для всех стадий производства стволов. Особенно важно, чтобы не было напряжений в готовой ствольной трубке, предназначенной для образования ствольных блоков из двух или более стволов. Дело в том, что пайка мягкими и особенно твёрдыми припоями требует значительного и асимметричного нагревания стволов. Неоднородно происходит и охлаждение спаянного блока. Наличие внутренних напряжений приводит к заметной деформации стволов после пайки. Более того, высокий разогрев внутренней поверхности стволов при стрельбе, особенно интенсивной, может вызвать необратимую деформацию ствола, если в нём оставались напряжения. После нормализации проводят закалку. Суть её заключается в получении оптимальных свойств за счёт формирования тонкой структуры металла. Любая сталь является сложной в фазовом отношении системой, содержащей как минимум две кристаллические модификации чистого железа, карбид железа, карбиды металлов-примесей и твёрдые растворы некоторых из этих компонентов друг в друге. Температурная обработка меняет фазовое состояние этой сложной системы и размеры отдельных фаз, что очень существенно влияет на эксплуатационные свойства. Закалка заключается в равномерном разогреве детали до температуры, зависящей от рецептуры стали, из которой она изготовлена. Заготовки из стали Ск 65, которую в Германии часто используют для стволов, нагревают до 840 градусов. После этого её опускают в масло, имеющее комнатную температуру. Затем заготовку «отпускают», для чего её прогревают в муфельной печи около 4 часов при температуре 580-600 градусов. Такой сложной термообработкой можно значительно влиять на твёрдость, вязкость, упругость и предел прочности при растяжении.
Термически обработанную заготовку тщательно рихтуют. Это делают, чтобы при сверлении, которое происходит при вращении заготовки, она не вибрировала. Рихтуют заготовку в горизонтальном положении при вращении, корректируя её форму прижимными роликами. После рихтования заготовку снова подвергают нагреву для снятия внутренних напряжений, затем торцуют с обеих сторон и снимают фаски.
После этого приступают к самому тонкому процессу в изготовлении ствола - сверлению. Глубокое сверление, особенно в длинной заготовке с низкой продольной устойчивостью - особая песня. В оружейном деле для этого используют специальные станки, похожие на токарные. В них закреплённая заготовка вращается, а специальное сверло движется поступательно. В этом процессе две главные проблемы: увод сверла от оси заготовки и удаление стружки. Первую проблему можно решить за счёт однородности структуры заготовки и относительно невысокой скорости подачи сверла и скорости резания, чтобы исключить вибрацию заготовки. Разумеется, эти ограничения увеличивают продолжительность сверления. Проблема удаления стружки, которая иногда не только портит поверхность канала, но и заклинивает сверло, решается специальными приёмами. В XIX веке применялись «ружейные свёрла», по конструкции они были близки к развёрткам, то есть в их основе имелась штанга, на всей рабочей длине которой был выбран цилиндрический сектор с углом около 100 градусов. Конструкция сверла достаточно проста и хорошо понятна из чертежа. Через небольшое отверстие в теле сверла в зону резания подаётся охлаждающая эмульсия, которая по желобку, параллельному оси сверла, уносит с собой образующуюся стружку. Такие станки давно стали многошпиндельными и достаточно автоматизированными. Это позволяет одному рабочему контролировать сверление на нескольких станках. Этот процесс всё-таки не гарантировал высокую степень чистоты обработки поверхности канала ствола. Стружка часто была основной причиной этого. Кроме того, производительность сверления была невысокая.

В 1937 году Бургсмюллер качественно изменил схему сверления. Он предложил вертикальное расположение заготовок и направле¬ние сверления снизу вверх для лучшего удаления стружки. В качестве основы сверла он применил трубу, на рабочей головке которой были прикреплены три направляющие пластины и приварена одна режущая. Процесс резания происходит при охлаждении сжатым воздухом, который подаётся в зазор между поверхностью сверла и стенками образующегося отверстия. Стружка же совсем не контактировала со стенками отверстия и вместе с воздухом уносилась вниз. Значительно больший момент сопротивления скручиванию, которым обладала «труба» по сравнению с профилированной штангой, позволяет, кроме получения хороших поверхностей, использовать при сверлении более высокие скорости резания и подачи.
В 1942 году Байснер усовершенствовал этот метод. Он вернул сверлильному станку горизонтальное положение, предложил использовать масло в качестве охлаждающей жидкости и усовершенствовал сверлильную головку. Масло подавалось под давлением в зазор между сверлом и образующейся цилиндрической поверхностью и выносило стружку через центральный канал в специальный сборник. Поверхность получалась очень гладкой в некоторой мере благодаря полированию направляющими. Тем не менее, после сверления канал ствола обрабатывается развёрткой.
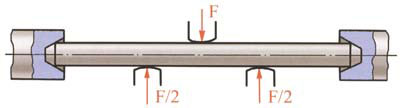
Перед тем как приступить к обработке наружной поверхности ствола его рихтуют: проверяют прямолинейность оси канала и при необходимости выправляют её с помощью винтового пресса. Проверку правильности канала осуществляют по теневым кольцам, что каждый охотник может сделать и сам. А вот процесс правки требует не только хорошего зрения, но и большого чувства металла, приходящего только с опытом. Дело в том, что ствол имеет упругость. Поэтому если под нагрузкой он выпрямился, то после её снятия частично вернётся в исходное состояние. Опытный мастер чувствует, насколько ствол нужно «перегнуть», чтобы после снятия нагрузки он стал безукоризненно правильным.
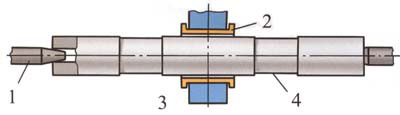
После формирования канала ствола встаёт очередная непростая задача: токарно обработать ствол снаружи. При этом главная трудность, чтобы центр наружной поверхности точно совпал с центром канала ствола. Если этого не сделать, то ствольная трубка получится разностенной. Кроме того, из-за большой величины отношения длины ствола к его диаметру при токарной обработке поверхности ствола его необходимо фиксировать двумя люнетами, для каждого из которых нужно предварительно проточить шейки. Для корректного выполнения этой операции на середине длины ствола устанавливают специальную муфту, позволяющую правильно удерживать ствол за его необработанную поверхность при проточке шеек для люнетов. Когда шейки проточены, муфту можно снять и выполнить наружное обтачивание ствола по копиру. Эти токарные обработки могут привести к некоторой деформации ствола. Поэтому ствол в очередной раз контролируют по теневым кольцам и при необходимости рихтуют. Чистовое обтачивание и шлифование производится после того, как отдельно прошлифовываются шейки для люнетов. Заключительная стадия изготовления ствольных трубок - тонкое шлифование, называемое в оружейном деле хонингованием.
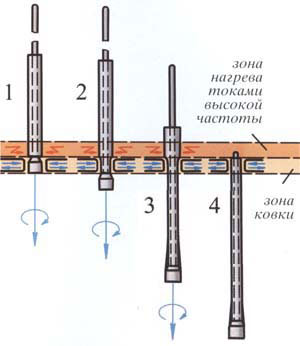
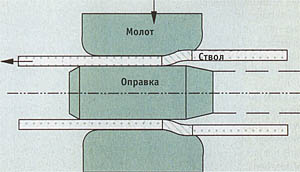
Схема ротационной ковки:
1 - разогрев токами высокой частоты,
2 - начало ковки, 3 - процесс ковки,
4 - окончание ковки
Существенным прогрессом в изготовлении ружейных стволов является их ковка на оправке. Конечно, оборудование для этого процесса стоит недёшево. Поэтому формование стволов ковкой рентабельно только при больших объёмах производства. Однако экономия средств и времени получается тоже значительная. При изготовлении стволов методом ротационной горячей ковки используют заготовки длиной 260-280 мм и диаметром около 35 мм. В ней сверлом Байснера делают сквозное отверстие диаметром 20,5 мм. Заготовку закрепляют на закалённой, тщательно отполированной оправке, имеющей форму внутренней поверхности готового ствола. После электроиндукционного прогрева заготовки до необходимой температуры её подают в зону ковки, где она, вращаясь вдоль своей оси, проходит под ударами крестообразно расположенных молотов. За полторы минуты заготовка принимает внешнюю и внутреннюю форму ствола с патронником. Закалка после такой проковки не проводится. Внешнюю форму ствола доводят токарным обтачиванием и шлифованием. Канал ствола начерно проходится развёрткой. Окончательную обработку канала ствола, включая патронник и дульное сужение, проводят после сборки ствольного блока.
Ещё более прогрессивным методом изготовления стволов является холодная ковка на оправке. Одно из её преимуществ в том, что она экономит около 15% дорогой ствольной стали, уходящей в окалину при горячей ковке. Кроме того, внутренняя поверхность ствола получается точной копией оправки, так что можно получать полностью готовые стволы (с патронником, дульным сужением и нарезами). Поверхность канала ствола требует только полировки. К тому же структура холоднокованого ствола обеспечивает ему высокие механические свойства. Правда, холодная ковка требует более мощных молотов и большей продолжительности. Она длится чуть более трёх минут. Внешнюю форму доводят обтачиванием и полированием. Проверку правильности оси канала проводят и после этой технологии и, если есть необходимость, рихтуют. Завершающей стадией изготовления отдельных ствольных заготовок является отстрел и клеймение.
Как сделать ствол из металла
Есть несколько способов получения профиля нарезов в канале ствола.
Все они имеют свои достоинства и недостатки.
При изготовлении любого ствола есть несколько стандартных операций, сверление, оконтуривание, развертка канала, подготовка канала (полировка, лаппинг, хонингование), далее идет профилирование (это уже специализированная операция определяющая метод получения нарезов и свойства ствола) и финишные операции (как правило определяются технологией получения нарезов и традициями сложившимися у конкретного производителя) тут могут быть различные финишные полировки, термическая и термохимическая обработка и тд.
Попробую рассмотреть основные:
1. Ротационная ковка.
Достоинство: очень быстрый способ (около 3 минут на изготовление ствола), позволяющий получать стволы с внешней и внутренней геометрией (иногда даже куют вместе с патронником), с хорошей внутренней поверхностью и достаточной для большинства задач точностью. Суть метода: в канал ствола вводится оправка (есть разные названия, в России говорят "дорн", хотя "дорном" называют и другой инструмент о котором пойдет речь ниже) с обратным профилем нарезов, удары молотков станка сжимают металл, и внутреняя поверхность отпечатывается повторяя форму "оправки-дорна".
Способ характерен еще тем, что металл в процессе ковки уплотняется, что теоретически, а по утверждению некоторых уважаемых производителей и практически положительно влияет на ресурс. Например по заявлению FN herstal их стволы полученные ковкой дают ресурс в 20 тыс. выстрелов в М16 (кал.223Рем) против 6-8 тыс. выстрелов ресурса стволов фирмы Colt (полученных дорнированием).
К недостаткам можно отнести очень дорогое оборудование, станок GFM австрийского производства стоит несколько миллионов евро, высокие требования к хонингованию (и высокой стоимости хонинговальных станков) и общей подготовке ствола.
С точки зрения качества есть проблемы внутренних напряжений (так как идет ударное уплотнение материала), что негативно сказывается на стрельбе. Точность канала ствола при данном методе получается с допусками в сотые доли мм, что недостаточно для прецизионной стрельбы.
для снятия напряжений и упрочнения поверхностного слоя некоторые фирмы (например Блейзер) прибегают к нитроцементации.
Среди фирм производящих стволы методом ротационной ковки можно выделить уже упомянутые FN herstal и входящие в группу FN herstal Браунинг и Винчестер, Блейзер, Зауэр и Маузер, ЧЗ, Сако, Ремингтон, Штеер Манлихер.
1. Протяжка (Broashing). Длинный режущий инструмент с полным профилем нарезов протягивают на специальном прессе через канал получая одновременно все нарезы. Обычно применяют для получения стволов для пистолетов, для длинноствольного оружия применяют только для крупного калибра, но тоже ограничено, я знаю только одну фирму производящую стволы .50 калибра для ружей на черном порохе.
Фирма Беретта получает для своих пистолетов стволы именно протяжкой.
Метод непременим для большинства винтовочных калибров, так как получить необходимую жесткость инструмента при малых диаметрах невозможно.
2. Электрохимическое травление. Метод весьма распространен в России, таким способом получают стволы даже для малокалиберной артиллерии. Название метода по сути описывает и его технологию, через канал протягивают электрод с профилем нарезов и подают электрический ток, в месте "контакта" металл ствола вытравливается и получаются нарезы. Способ довольно точный, и быстрый. Применим не на всех сталях.
3. В Турции применяют способ сходный с ротационной ковкой, только вместо ударов молотков, применяют валки которые сдавливают металл на оправку.
4. Я знаю примеры когда стволы получали электроэрозионным способом и даже литьем. Данные методы развития пока не получили.
металлы.
Стволы в основном делают из стали, это либо нержавеющая сталь, либо "черная" хром молибденовая.
разные стали по разному обрабатываются разными методами. Например нержавеющие стали хуже куются, но хорошо обрабатываются дорнированием или резанием. Нержавейку практически невозможно обработать электрохимическим травлением и тд.
Некоторые нержавеющие стали очень плохо обрабатываются резанием, но прекрасно дорнируются. Поэтому выбор стали для конкретной технологии это очень важный и принципиальный момент.
К ствольной стали предъявляются высокие требования, это прежде всего плотность структуры, отсутствие неметаллических включений, полостей и микротрещин, напряжений. В США и Европе ствольные стали поставляются с заводов изготовителей с паспортами ультразвукового контроля и со снятыми в заводских условиях напряжениями. В США поставщики прилагают сертификат подтверждающий возможность использования данной стали в оружейной промышленности.
Твердость стали для разных способов обработки тоже различная, для дорнирования это 26-28 HRC, для резания 30-34HRC, для пистолетов и автоматов до 40-41.
Распространенные марки: нержавеющая сталь 416R (особенность данной стали повышенное содержание серы и отсутствие никеля), хроммолибденовая 4140, 32CrNiMo6 и др.
Покрытия стволов и упрочнение.
В СССР и РФ традиционно наносят хром, упрочняя поверхность и снижая трение, хромирование ухудшает точность геометрии канала ствола, но значительно повышает прочность.
Применяются так же различные способы термохимического упрочнения, уже упомянутая нитроцементация, а так же карбонитрация и тд. Позволяющие получить очень твердый поверхностный слой как снаружи так и внутри ствола.
У нас два способа получения нарезов, в основном резание, и вторично дорнирование.
Резание у нас происходит на специализированных станках с ЧПУ, наличие ЧПУ позволяет очень точно контролировать параметры работы инструмента, а именно углы поворота, точность спирального угла шага нарезов, точность подъема инструмента при обработке. Все это делает возможным получение внутренней геометрии ствола очень высокой точности, с допусками в 1 микрон и в тысячные градуса по углам обработки.
Точность изготовления стволов напрямую транслируется в точность стрельбы.
Мы выбирали данный способ как основной по причине того, что более точного способа получения ствола не существует.
Цикл производства выглядит следующим образом: отрезание прутка нужной длины с припуском на обработку, торцевание на токарном станке, глубокое сверление, оконтуривание на токарном станке с ЧПУ , развертка канала ствола, полировка канала, нарезание нарезов, финишная полировка.
На этом бланк считается готовым, далее идут специализированные операции по разворачиванию патронника, нарезанию соединительных резьб, дол, финишной полировки с внешней стороны и различные декоративные виды обработки (покраска, матирование, полировка) в соответствии с заказом.
В случае дорнирования цикл операций немного другой, и применяется другой инструмент даже на сходных операциях, например развертка канала ствола для дорнирования производится разверткой большего размера чем для резания, по другому проводится финишная полировка-лаппинг.
Существенным отличием способов пр-ва является наличие в цепочке дорнирования продолжительного цикла термической обработки.
В качестве дополнения:
-Производство стволов по технологии холодного радиального обжатия;
-Производство стволов по технологии горячего радиального обжатия;
-Производство скрепленных стволов;
Лейнеры:
-сталь ЭП131;
-сталь ЭП720.
Во временя СССР когда с покупкой нарезняка были большие проблеммы и умельцы с очумелыми ручками изготовляли нарезные стволы в условиях ремонтных мастерских, выдел я как один умелец нарезал ствол при помощи гидровлического пресса. Выглядело это так, сам резец был в длину не более 10мм имел 3 режущие кромки в виде нарезов по всей окружности резца, резец вставлялся с одной стороны заготовки и продавливался прессом подставляемыми закаленными штангами пока не вывалится с другой стороны заготовки. Сам я не пользовал эти девайсы т.к. был сыном штатного охотника и имел возможность пользовать СКС и КО, но вот по опыту моих товарищей скажу что жили эти стволы не долго и стреляли далеко от идеальной кучности!
вопрос такой применялась такая технология в производстве стволов где-либо?, ибо этот умелец уверял меня что так делали чуть-ли не на всех оружейных производствах СССР!
Спасибо за информацию, очень интересно, и главное все в одном месте не надо рыть кучу тем!
----------
Лучше порох в пороховницах чем дробь в ягодицах!
Кто играет с динамитом - тот домой придет убитым!
2Reb00t описанный вами способ либо дорнирование (если без изъятия металла), либо протяжка если металл извлекается инструментом.
В кустарных условиях такую операцию можно сделать только на мягкой стали, отсюда и низкая живучесть. С ув. Алексей
У меня есть длинный список спецсталей для пулеметов и пушек до 30 мм ДСП . С ув. Алексей
А можно ли использовать для изготовления стволов 38ХН3МФА?
И чем она хуже или лучше 30ХН2МФА.
У меня вопрос к знатокам.
А можно ли использовать для изготовления стволов 38ХН3МФА?
И чем она хуже или лучше 30ХН2МФА.
Спасибо.
Готовы сделать ОКР
Originally posted by Хабаровск:Готовы сделать ОКР
С ув. Алексей
Но я думал Вы Алексей на столько "в теме" что и без всяких ОКР-ов скажете что и как.
Жаль. Кроме Вас никто и не ответит, я думаю.
Вопрос для меня не на столько принципиален что бы проводить ОКР. Просто хотел убедиться в правильности или ложности своих гипотез.
Я лично считаю что из 38ХН3МФА можно делать стволы, и по всем параметрам она лучше чем 30ХН2МФА, кроме одного, ее просто сложней обрабатывать из за большего количества легирующих элементов.
Ствол вообще можно сделать из любой стали, вопрос в другом, как потом этот ствол будет работать: точность и живучесть. Это исследовать нужно, просто так сказать невозможно.
По нашей технологии 30ХНМФА обрабатывается плохо, мы не смогли резанием получить стволы нормального качества, внутренняя поверхность "драная" получается, сталь вязкая, при малых съемах она тянется, дорнировать пока не пробовали. С ув. Алексей
Originally posted by Хабаровск:Ствол вообще можно сделать из любой стали, вопрос в другом, как потом этот ствол будет работать: точность и живучесть. Это исследовать нужно, просто так сказать невозможно.
По нашей технологии 30ХНМФА обрабатывается плохо, мы не смогли резанием получить стволы нормального качества, внутренняя поверхность "драная" получается, дорнировать пока не пробовали. С ув. Алексей
Спасибо Алексей за разъяснения.
Originally posted by Хабаровск:
Среди фирм производящих стволы методом ротационной ковки можно выделить уже упомянутые FN herstal и входящие в группу FN herstal Браунинг и Винчестер, Блейзер, Зауэр и Маузер, ЧЗ, Сако, Ремингтон, Штеер Манлихер.
Originally posted by Хабаровск:
У нас два способа получения нарезов, в основном резание, и вторично дорнирование.
Молот Вятские Поляны производит стволы ротационной ковкой А это на сегодняшний день второй после Ижевска производитель охотничьего оружия в РФ
У нас, я имел ввиду конкретно наше предприятие, г.Москва, Промтехнология. С ув. Алексей
Originally posted by Хабаровск:
У нас, я имел ввиду конкретно наше предприятие, г.Москва, Промтехнология. С ув. Алексей
Я не понял немного, думал обобщенно А чего производите? а то слышал а конкретно по продукции как то пробел
Рождение ствола, процесс изготовления в картинках
Ствол, калибр, нарезы, поля - термины, понятные каждому, кто хоть немного знаком с оружием. Однако сам процесс изготовления оружейных стволов для многих остаётся неведомым. Сегодня мы посетим одну из старейших германских оружейных фабрик - фирму Неуm. Основанная в июле 1865 года, она до 1914 года большую часть своей продукции поставляла в Россию. Сегодня Неуm изготавливает стволы высочайшего качества для многих именитых производителей оружия.
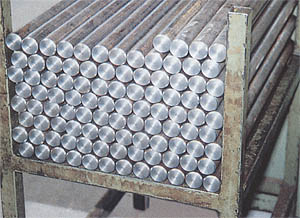
Заготовки одинаковой длины готовы к дальнейшей обработке
В принципе, оружейный ствол условно можно рассматривать как стальную трубку, в которой снаряд ускоряется, чтобы точно поразить цель. Например, в канале нарезного ружья пуля развивает скорость до 3600 км/ч, а давление достигает 3900 бар. Для сравнения скажем, в автомобильных покрышках давление воздуха не превышает 2 бар. Однако ствол не только играючи выдерживает подобные нагрузки, но и благодаря своему профилю стабилизирует движение пули и позволяет уменьшить разброс до сравнительно малых значений. Так что ствол на самом деле - это вам не просто «трубка с нарезами и полями».
Заготовка - половина дела
Свойства поставляемого крупповского металла удовлетворяют всем требованиям, предъявляемых к оружейным стволам: огромная прочность, чтобы выдержать давление пороховых газов, пластичность, хорошая обрабатываемость режущим инструментом. Об этом знали ещё наши деды, по достоинству ценившие качество крупповской стали.

После сверления производится обработка канала ствола с помощью развёртки с допуском - до 0,01 мм
Процесс изготовления ствола начинается с того, что заготовка разрезается на куски необходимой длины, у них обрабатываются и размечаются торцы. Теперь будущие стволы имеют одинаковую длину и готовы к дальнейшей обработке. Канал ствола просверливается на специальном сверлильном станке. Заготовка вращается со скоростью 250-300 оборотов в минуту, при этом сверло, делая 2800 оборотов в минуту, вращается в противоположную сторону. Для того, чтобы не происходило отклонения от оси, используются особые свёрла одностороннего резания. Они имеют только одну режущую кромку и в процессе сверления выдерживают заданное направление - строго по оси канала ствола.
Развивая давление в 130 тонн, машина «выковывает» нарезы в канале ствола
После того, как канал ствола просверлён, его поверхность обрабатывается с помощью конических развёрток. При этой обработке снимается до 0,2 мм металла, и следы прохода сверла исчезают. На заключительном этапе внутренняя поверхность канала ствола обрабатывается путём хонингования (прим.): дважды производится предварительное хонингование, один раз - черновое и один раз - прецизионное. Продолжительность каждой операции - пять минут. Обработка стволов для недорогого оружия на этом заканчивается, и в них с помощью специального режущего инструмента - протяжки - делаются нарезы. Если это гладкий ствол, то хонингование становится последней технологической операцией по обработке канала.
ПРИМЕЧАНИЕ: ХОНИНГОВАНИЕ (англ. honing - от hone - точить), отделочная обработка внутренних поверхностей мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговалъного станка. Хон вращается и одновременно совершает возвратно-поступательное движение.

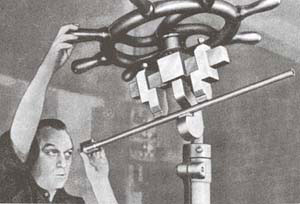
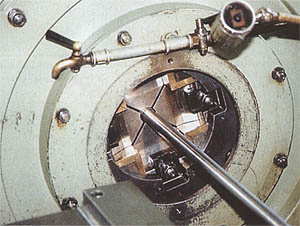
Один из «молотов» ковочной машины превращает стальную трубку в оружейный ствол
Различные фирмы используют в ходе дальнейшей работы с дорогими стволами высшего качества свои наработанные технологические приёмы. Например, такие признанные «асы», как Heym, Sauer, предпочитают холодную ковку. Совершенно справедливо считается, что стволы, изготовленные методом холодной ковки, по точности боя соответствуют самым жёстким требованиям, предъявляемым не только к охотничьему, но и к спортивному оружию. Для этого применяется особое кузнечное оборудование, которое позволяет проковывать заготовки в холодном состоянии.
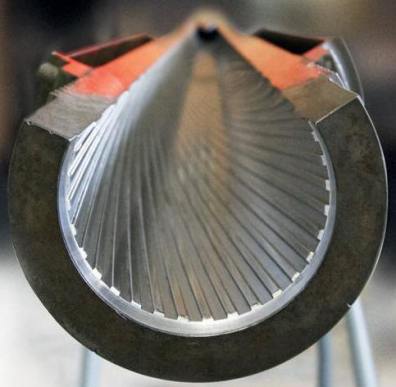
Так происходит холодная ковка: молоты обстукивают ствол, в который вставлена оправка из высокопрочного металла.
В процессе обработки ствол впрессовывается в профиль этой оправки
Первую машину для холодной ковки под названием «Алькетт» фирма Неуm закупила 30 ноября 1960 года. В современной машине четыре «молота», каждый развивает давление в 130 тонн. Они движутся в радиальном направлении к стволу. Сам ствол при обстукивании продвигается в продольном направлении и одновременно поворачивается вокруг своей оси. В канал ствола вставлена оправка с нужным профилем. При обжиме ствола металл как бы впрессовывается в оправку, и в результате в канале формируются нарезы. В зависимости от формы оправки получается нарезка ствола различного типа. Например, для некоторых образцов боевого армейского оружия (пулемётов) делается нарезка с полигональным (многоугольным) профилем. Стволы с чоковыми сужениями для охотничьих ружей изготавливаются аналогичным образом, только оправка берётся с гладко отполированной поверхностью.

Стволы и казённик соединяют и припаивают с помощью металлической планки, называемой «шиной»
Проковка одного ствола длится две минуты, в результате чего он удлиняется примерно на 10 см. У других производителей имеются ковочные машины, которые, например, 30-сантиметровую заготовку удлиняют до нужных 60 см.
С помощью горелки серебряный припой расплавляют и прочно скрепляют стволы в казённой части

Преимущество данного способа заключается в том, что металл при такой обработке уплотняется, улучшается его структура, а также примерно на 25-30% увеличивается прочность. В результате этого после 10 тысяч выстрелов износ канала ствола, обработанного методом холодной ковки (точнее говоря, «холодной ротационной ковки») составляет всего 0,03 мм. Кроме того, поверхность канала ствола получается очень гладкой: шероховатость поверхности составляет всего 0,001 мм. Это делает его устойчивым к коррозии и, следовательно, долговечным, а также обеспечивает лучшую кучность боя. Все стволы гладкоствольных ружей, изготовленные по такой технологии, пригодны для стрельбы стальной дробью.
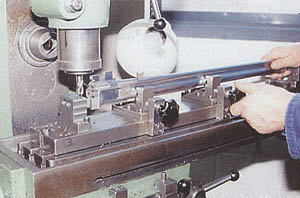
Глаз мастера всегда в цене

После проковки ствол проверяется мастером на наличие искривлений
В заключение с помощью автоматических станков с числовым программным управлением производится доводка внешней поверхности стволов. В памяти компьютера хранится большое количество различных контуров, и обработка с помощью специального инструмента ведётся до тех пор, пока полученная форма не будет соответствовать тому, который хранится в памяти компьютера. Например, Неуm применяет грушеобразный контур при изготовлении стволов для многозарядных винтовок, а гладкие стволы имеют круглое сечение.
Стволы фрезеруют на специальном станке
После этого стволы попадают в руки мастера, который соединяет стволы в казённой части, а затем припаивает планки. Следующий шаг - припаивание крепления для цевья, а также основания мушки и прицела. После пайки стволы обрабатываются на фрезерном станке, с помощью которого готовится место для крепления затвора и экстрактора. И только потом мастер начинает подгонку стволов к колодке. После всех этих операций на стволы наносятся информационные клейма (калибр, номер и т.п.).
Наконец, поверхность стволов и других металлических деталей для защиты от внешних воздействий и предотвращения коррозии подвергается воронению (прим.). Отдельные стволы подвергаются воронению (оксидированию) в специальной ванне. Спаянные стволы погружать в эту ванну нельзя, т.к. кислота, содержащаяся в оксидирующем растворе, разъедает пайку.
ПРИМЕЧАНИЕ: ВОРОНЕНИЕ - разновидность оксидирования, в результате которого на поверхности деталей из углеродистой стали образуется защитная плёнка из окислов железа от тёмно-синего до чёрного цвета.
После сборки и отладки оружия, оно отстреливается специалистами государственного управления по испытанию оружия и направляется на прилавки магазинов.
Что такое твист ствола и как его рассчитать.
Нарезы, дорнирование, металлы для производства стволов
![Что такое твист ствола и как его рассчитать. Нарезы, дорнирование металлы для производства стволов. Об изготовлении нарезного оружейного ствола]()
Что такое twist (твист или шаг нарезов)ствола и почему он важен?
Как правильно рассчитать лучший твист / шаг нарезов
Угловая скорость пули
Способы нанесения профиля нарезов в канале ствола при его изготовлении
Дорнирование
Металлы для производства стволов
Про русское (советские) производство оружейных стволов
Что такое twist (твист или шаг нарезов) и почему он важен?
Нарезы ствола, как известно, служат для того, чтобы, получив от них вращательное движение (угловую скорость), пуля приобрела гироскопическую устойчивость в полете. Устойчивость выражается через расчет фактора гироскопической стабильности (ФГС) или статической стабильности.
Нам же нужно понять, что такое твист/шаг нарезов, и чем он так важен. Если кратко, максимально понятным языком, то: ТВИСТ СТВОЛА (или шаг нарезов ствола) это расстояние, на котором пуля делает один полный оборот вокруг своей оси. Шаг нарезов, как правило, измеряется в дюймах и имеет следующий вид записи в техническом описании ствола - 1:14. Как пример - это означает, что пуля делает один полный оборот вокруг своей оси на расстоянии 14 дюймов или 355 мм (Помним, что 1 дюйм равен 25,4мм).
Что такое твист ствола и как его рассчитать.
Нарезы, дорнирование, металлы для производства стволов
При этом следует понимать, что твист необязательно должен быть меньше или равен длине ствола. Например, во многих пистолетах твист ствола равен 20 дюймов (508 мм). При этом длина ствола пистолета значительно меньше. Это означает, что пуля заканчивает свой оборот вокруг оси уже за пределами среза ствола.
Опять же опуская математические модели, хотим привести основной вывод: угловая скорость пули снижается значительно медленнее, чем линейная. Это означает, что пуля снижает свою скорость полета быстрее, чем скорость вращения вокруг оси. Именно поэтому по мере удаления пули от ствола гироскопическая стабильность пули растет, но, с некоторого момента, резко падает. Поэтому кучность при увеличении дистанции может меняться нелинейно. То есть, определенная пуля может показывать хорошую кучность на коротких дистанциях и плохую на длинных. И наоборот.
Как правильно рассчитать лучший твист / шаг нарезов
Для определения оптимального соответствия размеров пули твисту твола (шагу нарезов) существует формула Гринхила. Она была выведена в 1879 году сэром Гринхилом (Alfred George Greenhill, жил 1847-1927). Впервые она была опубликована в Британском учебнике стрелкового оружия (British Textbook of Small Arms) в 1929 году. Позволяет для заданного калибра и заданной пули рассчитать оптимальный шаг нарезов.
T = шаг нарезов в дюймах
K = константа Гринхила = 150 (для нач. скорости пули от 457 до 853 м/сек) и 180 - для нач. скорости пули свыше 853 м/сек и 125 - для пистолетов. Данные значения константы справедливы для свинцовых пуль с оболочкой из меди или ее сплава. Константа жестко привязана к плотности материала пули и если бы мы задумали стрелять из алюминиевых пуль - константа была бы другая.
D = диаметр пули в дюймах
L = длина пули в дюймах
шаг нарезов при заданной длине пули: T = (K * D2) / L
или
при уже заданном шаге нарезов длина пули: L = (K * D2) / T
Например:
Для пули калибра .308, длиной 1,35 дюйма (вес 200 гран или 13 грамм) получаем: (150 * 0,3082) / 1,35 = 10,54.
Получаем приблизительно шаг нарезов 1:10,5 (10,54 дюймов на совершение полного оборота пули в стволе), что близко к используемому в винтовках калибра 30-06 шагу нарезов 1:10. Если диаметр пули и ее длину брать в метрической системе, т.е в миллиметрах, константа НЕ МЕНЯЕТСЯ. Таким образом:
(150 * 7,822) / 34,29 = 267,51 мм.
Выводы
Вывод 1: Главную роль в стабилизации пули в играет ее длина, а не вес.
Вывод 2: Более длинные пули для стабилизации требуют более быстрых нарезов (меньшего шага нарезов)
Вывод 3: Шаг нарезов в изготавливаемой винтовке выбирается по самой длинной (тяжелой) пуле, которая будет применяться в данном калибре.
Вывод 4: Можно стрелять из ствола более легкими пулями, чем теми, на которые он рассчитан, без ущерба траекторной устойчивости и кучности. Если стрелять более тяжелыми, чем расчетные - пуля будет недостабилизирована. Говоря проще, пуля будет "кувыркаться".
Формула компании Sierra Bullets: T = 0,06 * V * D2 / L
V - начальная скорость пули, фут/сек
T = шаг нарезов в дюймах
D = диаметр пули в дюймах
L = длина пули в дюймах
Например:
Для пули калибра .308, длиной 1,35 дюйма, начальная скорость 800 м/сек получаем: 0,06 * 2624 * 0,3082 / 1,35 = 11, 063.
Угловая скорость пули
Угловую скорость пули грубо можно оценить по формуле: w = V/(T * 0,0254),
w - угловая скорость пули, об/сек;
V - начальная скорость пули, м/сек;
T - шаг нарезов в дюймах
Например:
Начальная скорость 935 м/сек, шаг нарезов - 1:12.
Получаем:
935/(12 * 0,0254) = 3 067,5 об/сек.
Существует эмпирическое правило для грубого определения стабильности пули - по ее угловой скорости. Пуля должна вращаться с угловой скоростью не менее 170 000 об/мин или 2833 об/сек. Цифра эта приблизительна и, на самом деле, у конкретной пули угловая скорость для оптимальной ее (пули) стабилизации может быть и 140 000 об/мин и 200 000 об/мин, в зависимости от ее веса и формы.
Способы нанесения профиля нарезов в канале ствола при его изготовлении
Есть несколько способов получения профиля нарезов в канале ствола. Все они имеют свои достоинства и недостатки. При изготовлении любого ствола есть несколько стандартных операций, сверление, оконтуривание, развертка канала, подготовка канала (полировка, лаппинг, хонингование), далее идет профилирование (это уже специализированная операция определяющая метод получения нарезов и свойства ствола) и финишные операции (как правило определяются технологией получения нарезов и традициями сложившимися у конкретного производителя) тут могут быть различные финишные полировки, термическая и термохимическая обработка и т.д.
Попробуем рассмотреть основные:
1. Ротационная ковка.
Достоинство: очень быстрый способ (около 3 минут на изготовление ствола), позволяющий получать стволы с внешней и внутренней геометрией (иногда даже куют вместе с патронником), с хорошей внутренней поверхностью и достаточной для большинства задач точностью. Суть метода: в канал ствола вводится оправка (есть разные названия, в России говорят "дорн", хотя "дорном" называют и другой инструмент о котором пойдет речь ниже) с обратным профилем нарезов, удары молотков станка сжимают металл, и внутреняя поверхность отпечатывается повторяя форму "оправки-дорна".
Способ характерен еще тем, что металл в процессе ковки уплотняется, что теоретически, а по утверждению некоторых уважаемых производителей и практически положительно влияет на ресурс. Например по заявлению FN herstal их стволы полученные ковкой дают ресурс в 20 тыс. выстрелов в М16 (кал.223Рем) против 6-8 тыс. выстрелов ресурса стволов фирмы Colt (полученных дорнированием).
для снятия напряжений и упрочнения поверхностного слоя некоторые фирмы (например Блейзер) прибегают к нитроцементации. Среди фирм производящих стволы методом ротационной ковки можно выделить уже упомянутые FN herstal и входящие в группу FN herstal Браунинг и Винчестер, Блейзер, Зауэр и Маузер, ЧЗ, Сако, Ремингтон, Штеер Манлихер.
Дорнирование
Протягивание (или проталкивание) через канал ствола твердосплавной головки button- дорн. Головка имеет определенный профиль соответствующий калибру, количеству и шагу нарезов.
Это тоже, как и ротационная ковка, стрессовый метод профилирования канала ствола, только нарезы формируются не из большего диаметра в меньший как при ковке, а из меньшего в больший. Button двигаясь по стволу, и одновременно вращаясь, соответственно шагу нарезов, формирует геометрию канала ствола. Сама операция протяжки дорна очень быстрая, минута и все, однако метод требует очень качественной подготовки и прежде всего по финишному размеру канала, его чистоте, а так же по смазкам. Трение очень значительное, дорн выходит из ствола с температурой в двести градусов, и для преодоления таких сил к смазкам масса требований. Раньше ствол «меднили», тонкий слой меди нанесенный на канал и являлся смазкой, сейчас применяют различные промышленные смазки и их комбинации, рецептура смазок как правило, ноу хау каждой компании кто получает стволы таким способом.
После протяжки дорна отверстие получается больше калибра, и для получения точного размера и снятия напряжений ствол идет в специальную печь где медленно нагревается и остывает в течении почти 50 часов. После термической обработки следует финишная полировка и ствол готов к нарезанию патронника и установке в винтовку.
Метод позволяет получать стволы очень высокого качества, пару десятков лет назад именно дорнированные стволы доминировали во всех крупных соревнованиях по бенчресту, с ними были установлены десятки рекордов. Недостатком метода можно назвать сложность подбора термических режимов для попадания в «размер», а так же большое количество «ручных» операций. Метод применяют многие фирмы, из изместных Лотар Вальтер, Шилен, Харт. В заводских винтовках дорнированные стволы стоят у Везерби. Ролики о производстве винтовок Бергара Баррелс, ствольное производство организовано при участие Эда Шилена. На 17 секунде видно, как дорн формирует нарезы.
Получение профиля нарезов резанием, т.е. с изъятием металла из канала ствола наиболее древний способ, самые первые нарезные стволы получали именно так, в 20 веке в период гонки за производительностью этот метод в массовом производстве был заменен куда более высоко производительными способами таким как ротационная ковка и дорнирование.
Однако сам метод получения стволов резанием наиболее точный, позволяющий получать внутреннюю геометрию канала практически идеальной по размерам полей и нарезов.
Точность стрельбы во многом и определяется точностью геометрии канала ствола, правильностью формы нарезов, и точности глубины. В процессе обработки данным методом через канал двигается инструментальная головка, в которой установлен резец, резец последовательно обрабатывает нарезы, и возвращаясь к первому нарезу механика станка чуть выдвигает резец и цикл повторяется. Основным недостатком метода является его скорость, это самый медленный способ обработки ствола, при средней глубине нареза в 0.1 мм нужно от 60 до 100 проходов инструмента для получения нареза необходимой глубины. Обычно ствол обрабатывается от 2 до 3 часов, крупный калибр может находится на станке до 8 часов и более.
До недавнего времени станки для нарезания канала использовались Pratt Whithney выпуска до второй мировой войны с ручными индексами и частичной автоматизацией, с 2005 года появились станки с ЧПУ позволившие улучшить точность обработки канала ствола и получить стволы непревзойденной точности. На сегодняшний день стволы полученные данным способом являются безусловными лидерами в соревнованиях по высокоточной стрельбе.
Ствол получаемый данным способом не нуждается в термической обработке и сразу готов к применению. Из известных фирм устанавливающих резанные стволы на свои винтовки можно упомянуть Accuracy International, Barrett, McMillan. Самые известные производители стволов методом резания: Шайлен, Кригер, Бартлейн, Бордер.
Редкие способы изготовления стволов
1. Протяжка (Broashing). Длинный режущий инструмент с полным профилем нарезов протягивают на специальном прессе через канал получая одновременно все нарезы. Обычно применяют для получения стволов для пистолетов, для длинноствольного оружия применяют только для крупного калибра, но тоже ограничено, я знаю только одну фирму производящую стволы .50 калибра для ружей на черном порохе.
Фирма Беретта получает для своих пистолетов стволы именно протяжкой. Метод неприменим для большинства винтовочных калибров, так как получить необходимую жесткость инструмента при малых диаметрах невозможно.
2. Электрохимическое травление. Метод весьма распространен в России, таким способом получают стволы даже для малокалиберной артиллерии. Название метода по сути описывает и его технологию, через канал протягивают электрод с профилем нарезов и подают электрический ток, в месте "контакта" металл ствола вытравливается и получаются нарезы. Способ довольно точный, и быстрый. Применим не на всех сталях.
3. В Турции применяют способ сходный с ротационной ковкой, только вместо ударов молотков, применяют валки, которые сдавливают металл на оправку.
4. Я знаю примеры когда стволы получали электроэрозионным способом и даже литьем. Данные методы развития пока не получили.
Металлы для производства стволов
Стволы в основном делают из стали, это либо нержавеющая сталь, либо "черная" хром молибденовая.
разные стали по разному обрабатываются разными методами. Например нержавеющие стали хуже куются, но хорошо обрабатываются дорнированием или резанием. Нержавейку практически невозможно обработать электрохимическим травлением и т.д.
Покрытия стволов и упрочнение.
В СССР и РФ традиционно наносят хром, упрочняя поверхность и снижая трение, хромирование ухудшает точность геометрии канала ствола, но значительно повышает прочность. Применяются так же различные способы термохимического упрочнения, уже упомянутая нитроцементация, а так же карбонитрация и т.д. Позволяющие получить очень твердый поверхностный слой как снаружи так и внутри ствола.
Про русское (советские) производство оружейных стволов
У нас два способа получения нарезов, в основном резание, и вторично дорнирование. Резание у нас происходит на специализированных станках с ЧПУ, наличие ЧПУ позволяет очень точно контролировать параметры работы инструмента, а именно углы поворота, точность спирального угла шага нарезов, точность подъема инструмента при обработке. Все это делает возможным получение внутренней геометрии ствола очень высокой точности, с допусками в 1 микрон и в тысячные градуса по углам обработки.
Точность изготовления стволов напрямую транслируется в точность стрельбы. Мы выбирали данный способ как основной по причине того, что более точного способа получения ствола не существует.
Цикл производства выглядит следующим образом: отрезание прутка нужной длины с припуском на обработку, торцевание на токарном станке, глубокое сверление, оконтуривание на токарном станке с ЧПУ , развертка канала ствола, полировка канала, нарезание нарезов, финишная полировка. На этом бланк считается готовым, далее идут специализированные операции по разворачиванию патронника, нарезанию соединительных резьб, дол, финишной полировки с внешней стороны и различные декоративные виды обработки (покраска, матирование, полировка) в соответствии с заказом.
В случае дорнирования цикл операций немного другой, и применяется другой инструмент даже на сходных операциях, например развертка канала ствола для дорнирования производится разверткой большего размера чем для резания, по другому проводится финишная полировка-лаппинг. Существенным отличием способов пр-ва является наличие в цепочке дорнирования продолжительного цикла термической обработки.
В качестве дополнения:
- Производство стволов по технологии холодного радиального обжатия;
- Производство стволов по технологии горячего радиального обжатия;
- Производство скрепленных стволов;
Читайте также: