Как сделать шаблон для заточки сверл по металлу
При заточке сверл главное – точность выставления требуемого угла и регулировка подачи. Без опыта заточить сверло вручную невозможно. Но, сделав из доступных и недорогих материалов специальное приспособление, с заточкой сверл справится любой взрослый человек.
Понадобится
- стальные полосы разной толщины;
- стальной уголок;
- болт с пластиковой ручкой;
- болты с круглой и шестигранной головкой;
- круглые гайки с накаткой;
- шпилька;
- полукольцо из круглой трубы;
- цилиндрический шарнир;
- Г-образный шестигранник и др.
Инструменты: разметочные средства, сверлильный станок, дрель, сварка, гриндер, наждачный станок и пр.
Процесс изготовления приспособления для заточки сверл
Из полосы вырезаем два одинаковых квадрата.
На один ставим вертикально равнополочный уголок так, чтобы его вершина лежала на диагонали квадрата.
Измеряем расстояние от конца полки уголка до дальней стороны квадрата – 38 мм. Откладываем этот размер от двух смежных сторон квадрата и чертим линии, параллельные сторонам.
К линиям, отступив от ближайшей стороны квадрата 8 мм, проводим перпендикуляры. Чертим диагональ квадрата, проходящая вблизи точек пересечения проведенных линий.
На линиях, отстоящих от сторон квадрата 8 мм, на расстоянии от соответствующей стороны 35,6 мм намечаем точки, как и в центре квадрата.
Склеиваем квадраты и по разметке сверлим три отверстия, причем отверстие в центре самое большое.
Выполняем к боковому отверстию прорезь от дальней стороны квадрата шириной, равной диаметру отверстия. Поперечно первой прорези делаем другую ко второму отверстию.
Проводим линию, параллельную диагонали, не задевающей отверстие в центре, и образующая со сторонами квадрата равнобедренный треугольник. Отрезаем часть квадратов по линии и два оставшихся угла.
Ставим параллельно на квадратную пластину с резьбовым отверстием в центре две детали из квадрата вдоль противоположных сторон и привариваем.
Снаружи в отверстие квадрата вкручиваем болт с пластиковой ручкой.
Между деталями из квадрата помещаем круглую гайку с накаткой и вкручиваем шпильку. Снаружи на шпильку наворачиваем такую же гайку.
Вешаем этот узел прорезями на полку уголка так, чтобы он расположился внутри него.
Со скошенной под углом стороны уголка привариваем к полкам стальное полукольцо с резьбой в центре, к косому срезу полки – пластину с двумя отверстиями и под полукольцом к линии схождения полок – стальное ушко с отверстием.
К концу шпильки поперечно привариваем квадрат из толстой полосы для скольжения по уголку при вращении шпильки.
В другом квадрате делаем вырез, над ним сверлим отверстие и скругляем по дуге окружности угол. В вырез симметрично и продольно ставим основание шарнира и привариваем.
В прямоугольнике из полосы по оси ближе к краям сверлим два отверстия. Фрезеруем металл между ними. За прорезью привариваем вертикально вторую часть шарнира.
Как правильно заточить сверло своими руками в домашних условиях

Многие не догадываются, что сверло – долгоживущий расходник. Но далеко не все умеют их правильно точить, хотя сложного в этом ничего нет. Если необходима заточка сверла по металлу своими руками, вот приспособления, облегчающие этот процесс.
Признаки того, что кромку пора заточит
Определить, что настало время заточить сверло по металлу легко. Обязательно появляются эти признаки:
- Появляется сильный нагрев, а на месте сверления металл (особенно алюминий или латунь) может начать плавиться. Это связано с тем, что сверло не вырезает, а трет металл. Определить это можно по быстрому выгоранию смазки.
- Звук становится похожим на скрип. Даже если добавлять смазки, через секунду появляется скрип.
- Сверление происходит дольше.
- Отверстие получается «слизанным». Вместо четких, острых краев получается полированная дыра.
- Если посмотреть на кромку, она будет не острой, а округлой, не подрезает ноготь. Рассмотреть это можно под лупой.

Если эти признаки наблюдаются, то нужно наточить сверло по металлу. Зачастую кромка тупится из-за перегрева. Продлить жизнь инструменту можно, если использовать смазочно-охлаждающую жидкость (СОЖ) или хотя бы солидол.
Кстати, тупые сверла опаснее острых. Из-за перегрева они становятся хрупкими и часто обламываются, а это травмоопасно.
Виды заточки
Проектируя станок для заточки сверл своими руками, стоит учесть виды профилей. Они задаются производителем и остается только восстановить после «слизывания». Основных форм 5:
- Нормальный вид, маркирующийся буквой «Н». Самый распространенный тип, встречающийся на большинстве кромок до 12 миллиметров (для больших диаметров не подходит). При этом формируется только 2 режущие части и 1 поперечная.
- «НП» или нормальная с подточенной перемычкой. В этом случае поперечная короче. Подходит для кромок до 80 миллиметров, так как почти отсутствует нагрузка на заднюю часть.
- С подточкой перемычки и ленточки или «НПЛ». Необходима для сверления крупных отверстий в высокопрочной стали. Уменьшенные поперечные и ленты снижают трения.
- «ДП» или кромки с двойной подточкой. Кроме стандартных 2 кромок, есть еще дополнительные 4, представляющие ломаную линию. Активнее «вгрызается» в металл, снимая больше металла за 1 прокрут.
- Похожая кромка, но имеющая проточку ленты называется «ДПЛ». Сила трения дополнительно снижает трение.

Как наточить правильно
В принципе, затачивать сверла по металлу возможно и без «помощников», при должной сноровке.

Чтобы правильно затачивать сверла по металлу, не помешает мерка для наклона.
Болгаркой
Элементарный инструмент для заточки – болгарка и шлифовальный диск. Обычные отрезные не подойдут – они слишком тонкие. Так как нагрузка поперечная, диск может лопнуть. Учитывая, что защита будет снизу, осколки полетят прямо в лицо или тело. В остальном, заточить сверло болгаркой можно быстро и без навыков слесаря.

Чтобы правильно точить сверла по металлу, действуйте по инструкции:
- Хвостовик зажимается в струбцину или тиски. Будет проще, если сразу выставить наклон 120 градусов, чтобы болгарка выводила ровную плоскость.
- Болгарку нужно держать параллельно полу и понемногу снимать металл с кромки.

Через каждые несколько проходов, кромка «пробуется» ногтем. Если он срезается – значит сверло наточить получилось.
Нужно учитывать, что быстрорез, из которого делаются расходники, очень капризный. Перегревать его нельзя, поэтому болгаркой увлекаться не стоит. Следует регулярно поливать кромку холодной водой и работать не дольше 3 секунд.
На наждаке
Это уже специальный инструмент для заточки, поэтому работать с ним проще. Для работы со сталями HSS и Р6М5 нужны средние обороты.
Итак, заточной станок можно подготовить. На «столике» возле круга можно заранее отмерять 60 градусов, чтобы ориентировать на него. Рядом поставить стакан с водой и периодически макать туда сверло.

Теперь можно приступать:
- По отметке в 60 градусов выставляется сверло.
- Теперь, не перемещая центр, нужно его аккуратно поворачивать по оси. Левой рукой придерживаем спираль возле кромки, а правой проворачиваем хвостовик.
- Каждые 15 секунд макая в стакан с маслом, нужно снять затупившуюся кромку.
Можно заранее сделать ликало с наклоном 120о , чтобы сравнивать . Так будет проще точить сверла по металлу.
На этой картинке можно наглядно посмотреть градус.

Как точится «елочка»
По сути, заточка ступенчатого сверла по металлу схоже со стандартным. Оно имеет тот же наклон, разница лишь в форме.
На этот случай лучше посмотреть урок.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.

Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
В быту корпус делают из стальной профильной трубы. Отверстия размечают так, чтобы их направление составляло 60 градусов, относительно продольной оси.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.

В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.

Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Фактически эти приспособления для заточки сверл своими руками одноразовые и долго не прослужат. Поэтому их можно собрать для тренировки.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.

Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.

Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.

Для личного пользования можно пожертвовать кареткой и замерщиком углов. Вот подробный чертеж приспособления для заточки сверл.

Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.

Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Какой угол выбрать
Универсальным углом считается 120о и даже в промышленности часто используют этот стандарт. На деле, для разных металлов используется собственный наклон.
Для чер.мета и упрочненной бронзы необходимый угол: 115-122о. Поэтому не страшно, если руку немного увело – на процессе это никак не скажется.
Медь и ее сплавы сверлятся уже углом в 121-129о. Из-за высокой вязкости, им необходима большая режущая кромка. Иначе металл будет выцарапываться и процесс будет не таким эффективным. Алюминиевые сплавы еще более вязкие и необходим наклон уже в 140 градусов.

Кстати, чтобы сточка шла активнее, лучше использовать круги для заточки с алмазной крошкой.
Неправильный выбор угла приведет к:
- Сильному нагреву. А это уже чревато отпуском режущих частей и падению твердости.
- Неровному отверстию. Металл будет не срезаться, а соскребаться. Из-за этого отверстие будет не круглым, а граненым.
- Заклиниванию. Например, если угол будет слишком большим, сверло начнет вязнуть вязнуть в стали. Придется его вытаскивать и заново смазывать СОЖем.
Полезные рекомендации к самодельным «станками»
Приспособа для подтачивания сверл по металлу своими руками были рассмотрены.

Вместо заключения можно привести несколько советов, которые облегчат процесс:
- Лучше потратить лишний час на подгонку. Изготовляя станок для заточки сверл своими руками, не стоит спешить и вывести угол правильно.
- Лучше сделать минимум разборных деталей. Все соединения нужно проварить хотя бы ММА сваркой. Так она не будет сбиваться. В редких случаях допускаются болтовые соединения, если нагрузке узел поддаваться не будет.
- Учитывайте виды заточки. Не стоит нарушать форму профиля кромки, заданную производителем.
- Всегда работайте в защите. Обязательно использовать перчатки и очки. В процессе приспособу может повести в сторону, от чего рука коснется быстровращающегося диска. Также рекомендуются очки, так как часть направляющей может отлететь и попасть в глаз.
Как быстро сделать приспособление для заточки сверл
От заточки сверла зависит не только быстрота и качество сверления, но и техника безопасности. Вручную заточить сверло на глаз могут лишь профессиональные инструментальщики, все остальные обязательно или сделают неправильный угол режущих кромок, или сделают площадки полукруглыми, или сделают их неодинаковыми и сместят центр сверла. Все перечисленные ошибки приводят к тому, что работать таким инструментом невозможно.

Есть много советов изготовления специальных приспособлений в домашних условиях, в принципе они неплохо справляются со своими задачами. Но имеют один общий недостаток – для изготовления надо быть неплохим слесарем и сварщиком, а такими знаниями обладают далеко не все. Кроме того, сам процесс требует довольно много времени. Мы предлагаем очень простое и универсальное решение, потребуется не более 10–20 мину, а качество заточки будет полностью отвечать стандартам.
Что понадобится для приспособы
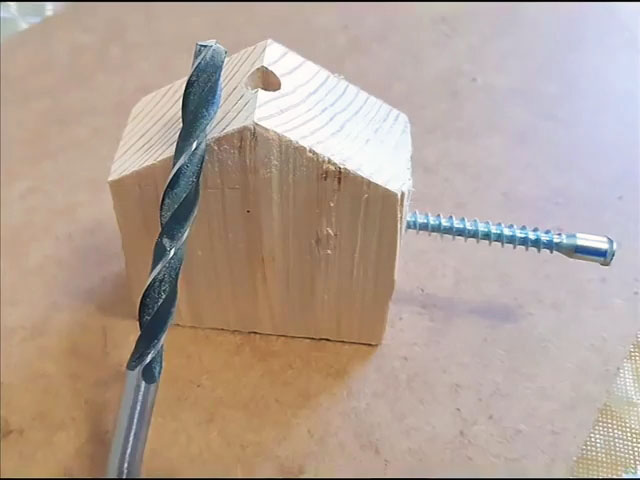
Следует подготовить деревянный брусок примерно 100×50×30 мм, обыкновенное сверло, школьный угольник, карандаш, евровинт или любой иной длинный элемент с резьбой по дереву.
Процесс изготовления
Найдите на торце прямоугольного бруска центр, просверлите в нем сквозное отверстие. Пользоваться можно обыкновенной дрелью. Если есть сомнения в своих навыках, то найдите центр на противоположном торце, с его помощью можно контролировать вертикальность отверстия. Это очень важное условие. Если его не выполнить, то режущие кромки сверла после заточки не будут одинаковыми.
Под углом 120 градусов отрежьте два угла бруска. Предварительно надо провести две линии под углом 30 градусов, пересекаться они должны точно по центру, это также важное условие. Последствие невыполнения – центр сверла сместится в сторону, во время сверления инструмент будет бить. Срез должен быть строго перпендикулярным к плоскостям. Для контроля также проведите линии и с обратной стороны бруска, потом по ним можно поправлять срез на шлифмашинке. На вершине должен быть угол 120 градусов, это универсальный размер для сверл по металлу.

При точении сверло вставляется в отверстие, для его фиксации в заданном положении можно пользоваться евровинтом. На боковой грани надо просверлить отверстие соответствующего диаметра до соединения с центральным отверстием. На этом работы по изготовлению приспособы закончены.
Как пользоваться
Перед заточкой сверла вставьте его в отверстие. Выставьте режущие плоскости точно по граням бруска с выступом примерно миллиметр. Все зависит от степени повреждений режущих кромок. Прочно зажмите инструмент евровинтом.

Проложите на бок шлифовальную машинку с бесконечной лентой и аккуратно заточите грани. Желательно начинать с центра и постепенно прижимать приспособу всей поверхностью к шлифшкурке, при касании дерева заточка прекращается. Затем все действия повторяются с другой стороны.

Заключение
- Точить надо на исправных инструментах, не имеет значение, это болгарка, шлифовальная машина или точило. Абразивный элемент не может иметь биения, в противном случае никакая приспособа не поможет.
- Если из-за недостаточного опыта во время заточки снимается довольно много бруска, то периодически надо проверять его угол.

Еще одно преимущество – если приспособление сделано под диаметр 10 мм, то с его помощью можно восстанавливать кромки сверл диаметра 8–10 мм. Изготовьте их несколько с разными диаметрами под все используемые сверла.
Смотрите видео
Порядок заточки сверл в домашних условиях
Рассказываем как заточить сверло по металлу правильно при помощи точила, болгарки и приспособлений. Основные требования и правила заточки в домашних условиях. Особенности восстановления победитовых и ступенчатых сверл. Угол заточки, использование шаблонов.

Со временем даже самое качественное сверло затупляется, все хуже входит в металл и не позволяет проделать ровное отверстие требуемой точности. В большинстве случаев ничего не остается, как заточить сверло по металлу, не отходя от рабочего места. Заточка сверл позволяет в полной мере восстановить их характеристики и работоспособность. Конечно, приобрести новое изделие намного проще, чем устранить проблему своими руками. Чтобы правильно заточить, вовсе не обязательно наличие специального оборудования: восстановить сверло можно с применением несложного инструмента.
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.

Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.

Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.

Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.

На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.

Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу. Популярность также обусловлена невысокой стоимостью приспособлений.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом. При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок.

Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
Основным элементом такого шаблона для заточки сверл по металлу является подручник, предназначенный для решения следующих важных задач:

- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.
Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.

Правильный угол
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.

Таким образом, чем мягче металл заготовки, в которой требуется проделать отверстие, тем угол тупее.
Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Кроме доводочных дисков, довести режущие поверхности до совершенства можно при помощи наждака, установленного на дрель или болгарку.
Проверка заточки
Для быстрой проверки правильности заточки инструмента используют специальный шаблон, при помощи которого можно контролировать:
Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Проверка правильности заточки сверла
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполняется контроль:
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.

Контроль заднего угла осуществляется опосредованно через определение угла заострения.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Важные правила
Точение сверл по металлу не вызывает у опытных домашних мастеров никаких трудностей. Но все же существует несколько важнейших правил:
Длины режущих граней должны отличаться одна от другой не более чем на 0,1–0,3 мм. Данное правило особенно важно для инструмента небольшого диаметра.
Можно ли восстановить победитовое сверло
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.

Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Особенности заточки ступенчатых сверл
Ступенчатые сверла по металлу производятся в нескольких конструктивных исполнениях, каждая модель при этом предназначена для устройства отверстий диаметром 4–32 мм. Это дорогостоящий, но очень качественный инструмент, способный прослужить до 2 лет даже при интенсивном использовании.
По рекомендациям производителя возможна заточка ступенчатых сверл по металлу, но только некоторых моделей. Остальные восстановлению и последующему повторному применению не подлежат.
В отличие от обычных конусные сверла заточить непросто: при неправильном выполнении работы режущая кромка инструмента может прийти в негодность.
Для возвращения к жизни ступенчатого резца используется наждачная бумага, которой оборачивается специальный вращающийся диск. При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
А вы сталкивались когда-нибудь с необходимостью заточки сверла по металлу в домашних условиях? Все ли у вас получилось или возникли какие-то затруднения? Поделитесь, пожалуйста, собственным опытом в комментариях.
Народные приспособы для заточки сверл против готовых
Обзор заводских и самодельных приспособлений для заточки сверл. Самые простые устройства: насадки на дрель для заточки с Алиэкспресс, станки для заточки своими руками из гайки, или петли двери. 3 простых точилки для сверл с фото и видео.

Главная задача любого приспособления для заточки сверла — удерживать точный угол наклона его режущей кромки к плоскости шлифовального круга. Затачивается сверло всегда по задним поверхностям и перемычке (см. рис. ниже), вследствие чего образуется режущая кромка и перемычка, играющая важную роль при начальном врезании в материал.
Между собой режущие кромки образуют главный угол, величина которого при заточке выбирается в зависимости от материала заготовки. Для сверл по металлам группы сталей он равен 116÷118º. Задние поверхности должны быть строго симметричны и для снижения трения наклонены к режущей кромке.
При наличии определенных навыков и хорошего точильного станка качественно заточить сверло можно и вручную, контролируя углы заточки с помощью специальных измерительных шаблонов. Тем, кто не уверен в своей квалификации, такие операции лучше выполнять с помощью заточного приспособления, которое можно сделать самому или же приобрести в магазине.
Простейшая в изготовлении точилка для сверл — это прямоугольный кусок дерева с отверстием нужного диаметра и торцом, скошенным под требуемым углом заточки.
Готовые приспособления для заточки сверл
Приспособления для заточки сверл делятся на два основных типа: с регулируемыми параметрами (диаметр, угол заточки, обратный угол и пр.) и с фиксированными набором диаметров и нерегулируемыми характеристиками заточки. Первые по своей сути являются полноценными полупрофессиональными приспособлениями к заточным станкам.
Они изготавливаются из металла, крепятся винтовым соединением к рабочему верстаку и предназначены для заточки сверл как малых, так и больших диаметров. Вторые, как правило, имеют пластмассовый корпус с небольшим точильным камнем чашечного типа и кондуктор с отверстиями под определенные диаметры.
Первый тип в российских магазинах представлен устройством для заточки сверл британской фирмы Draper Tools и ее близнецами (см. фото ниже).

Это приспособление предназначено для работы со сверлами диаметром от 3 до 19 мм со следующими фиксированными установками углов заточки (1/2 главного угла):
- 88º — твердые и тонколистовые материалы;
- 68º — тонкие сверла для больших объемов работ;
- 59º — универсальное применение;
- 49º — пластик, дерево, свинец, медь, легкие сплавы;
- 41º — зенковка.
Кроме Drapper, на российском рынке присутствуют две его полные копии: заточные устройства Riss 8100v и Craftsmann 9-6677. Если судить по внешнему виду и отзывам, качество изготовления первого несколько уступает Drapper и Craftsmann.
Заточные приспособления с набором фиксированных отверстий под определенные диаметры сверл внешне несколько отличаются друг от друга, но в принципе устроены одинаково. Угол заточки у них обеспечивается наклоном боковой поверхности небольшого чашечного диска, а подача сверла производится путем легкого нажатия на торец хвостовика.
Конструктивно такие приспособления представляют собой насадку на дрель, внешне очень похожи и стоят порядка 700 руб. (Sparta, KWB и прочие). Выделяется из этого ряда приспособление для заточки BOSCH S41. При том же самом конструктивном решении его цена составляет порядка 4700 руб. На фото ниже: насадка Sparta 912395.

Все эти устройства позволяют выполнить только правку режущей кромки при более или менее точном соблюдении главного и заднего угла. Качественно заточить на них сломанное или скругленное сверло очень сложно. Кроме них, на торговой площадке «Алиэкспресс» предлагают пластиковые насадки и других конструкций, чьи функциональные возможности вызывают определенные сомнения (см. фото ниже).

Большинство производителей таких приспособлений для заточки не указывает рекомендуемую скорость вращения. Поэтому определение этого важного параметра остается за пользователем.
3 простых устройства для заточки сверл своими руками
При изготовлении приспособления для заточки сверл своими руками необходимо, чтобы они обеспечивали (или облегчали) выполнение следующих условий:
- правильный наклон режущей кромки и задней поверхности;
- симметричность задних поверхностей;
- равенство режущих кромок, обеспечивающее совпадение центра режущей части с осью сверла.
Для домашних и гаражных работ высокая точность этих показателей совсем необязательна. Тем не менее к ней необходимо максимально стремиться, т. к. значительные отклонения от нормы влияют на производительность, геометрическую точность отверстий и тепловые режимы сверления.
При этом даже самое простое приспособление, которым является уголок, закрепленный под углом 60º на подручнике, способно значительно облегчить процесс заточки и повысить его качество.
Главный угол заточенного сверла лучше всего проверять с помощью шаблона, который можно изготовить своими руками из подручных материалов.
Устройство из дверных петель
Шарнирный механизм дверной петли применен для подачи сверла на заточку по направлению сверху вниз, хотя обычно затачивают снизу вверх с закруглением в сторону режущей кромки. В результате задние поверхности у него получаются абсолютно плоскими, т. е. инструмент при сверлении обязательно будет перегреваться. Кроме того, он почему-то затачивает главный угол на 60º, а потом сверлит трехмиллиметровый металл (результат получается соответствующий).
Отзывы к его видео по понятным причинам в подавляющем большинстве негативные. Кроме того, при работе автор грубейшим образом нарушает технику безопасности. Во-первых, у абразивного камня на его точильном станке отсутствует защитный кожух, во-вторых, при сверлении он работает в перчатках.
В принципе его приспособление обеспечивает только точную ориентацию сверла. А выбранное им применение шарнирного механизма дверной петли приводит к неправильной заточке задних поверхностей.
Устройство из гайки
В приспособлениях для заточки сверл из гайки используется тот факт, что угол между гранями гайки составляет ровно 120º, что соответствует универсальному углу заточки.
Упорами, на которые в такой оснастке помещается сверло, являются два V-образных паза, вырезанных в противоположных углах гайки (см. фото ниже). При этом боковые грани при заточке выступают в качестве направляющих при соприкосновении с абразивным кругом.

Конструкция прижима в разных вариантах такой оснастки несколько отличается. На фото это дополнительная гайка, болт и эластичная шайба, а в некоторых устройствах сверло просто прижимается болтом или даже рукой.
В процессе заточки оператор сначала касается точильного круга одной гранью гайки, а затем переворачивает приспособление и то же самое делает смежной гранью. Поскольку гайка — правильный шестигранник, угол между ее гранями равен точно 120º, поэтому таким же он будет и между задними поверхностями затачиваемого инструмента.
Насколько жизнеспособна такая конструкция — сказать сложно. Ведь металл гайки намного мягче металла затачиваемого инструмента, а при заточке оператор обязательно будет касаться ею точильного камня и таким образом стачивать ее грани.
Тем более, что ему необходимо делать небольшой наклон оснастки для получения обратного угла режущей кромки сверла. Основная критика этого оригинального способа приходится именно на этот факт. Многие высказывают мнение, что использовать ее можно будет всего несколько раз, а это неадекватно трудоемкости изготовления. Как сделать такое гаечное приспособление, показано в видеоролике ниже.
Приспособление для заточки сверл на болгарке
Использование болгарки с отрезным (или зачистным) кругом из армированного бакелита — это явно не лучшее решение для заточки сверл.
Во-первых, все УШМ имеют очень высокие обороты, что связано с особенностями работы отрезных кругов.
Поэтому при использовании их для заточки без регулятора скорости вращения будет происходить перегрев и подгорание или отпускание режущей кромки.
Во-вторых, чисто технически на армированных дисках заточные операции возможны только на боковой поверхности круга, а поворачивать ее в сторону оператора при включенной болгарке по требованиям техники безопасности категорически запрещено.
Ну и, наконец, главное. Конструктивно отрезной диск состоит из слоев армирующей сетки из стекловолокна, обеспечивающей его прочность, и абразивного наполнителя в виде смеси бакелитовой смолы и корундового порошка. При заточке на боковой поверхности происходит разрушение верхней армирующей сетки, в результате чего диск может попросту разлететься на куски.
Конечно, выполненная на свой страх и риск разовая правка сверла не выведет отрезной круг из строя, но использование его для этих целей на постоянной основе очень опасно.

Получилось довольно сложное для самостоятельного изготовления устройство, которое крепится с помощью зажима на кожухе болгарки. Главный угол заточки в нем задается жестко закрепленной направляющей из уголка, а наклон задней кромки фиксируется вручную.
Похоже, что автор этого самодельного приспособления в процессе работы что-то делает не так, поскольку заточка сверла получается плохой. Это хорошо видно, когда он с усилием и добавлением масла сверлит обычную трехмиллиметровую сталь.
Возможно, у него не получилась задняя поверхность или из-за высоких оборотов произошло отпускание металла режущей кромки. В комментариях автора хвалят за инженерный подход, но во многом отзывы отрицательные по указанным выше причинам. Кроме того, у него неправильно установлен отрезной круг (обратной стороной вверх).
Самодельная насадка на дрель для заточки сверл
Все насадки на дрель для заточки сверл (за исключением совсем уж экзотических самоделок) имеют одну и ту же конструкцию, отличающуюся у разных моделей незначительными деталями. На рынке они появились относительно недавно, а в нашей стране описание и сборочный чертеж такого устройства, предназначенные для его самостоятельного изготовления, впервые были опубликованы в журнале «Моделист-конструктор» (см. ниже).

Здесь корпус насадки (4) выполнен из отрезка металлической трубы. В его верхний торец вставлен и закреплен винтом (2) кондуктор (1) с отверстиями, соответствующими диаметрам затачиваемых сверл. Перед началом работы корпус с помощью втулки (5) и винта (6) крепится на шейку дрели (7).
Для заточки сверло вставляют в соответствующее отверстие в кондукторе, предварительно сориентировав режущую кромку по риске в сторону оси вращения. Затем слегка придавливают его рукой, прижимая в течение нескольких секунд к поверхности заточного круга. После этого вынимают, поворачивают на 180º и таким же образом затачивают противоположную кромку.
Самым сложным для самостоятельного изготовления в этом устройстве является шлифовальный камень, т. к. для заточки сверла под 120º наклон его верхней плоскости должен составлять строго 30º. В журнале рекомендуют придавать ему нужную форму на токарном станке с помощью специального инструмента (вероятно, алмазного карандаша для правки абразивных кругов).
Такая операция вряд ли возможна в домашней мастерской, а заказывать заточной камень на стороне наверняка будет недешево. К тому же практически такие же насадки заводского изготовления продаются по цене около 700 руб. Единственное их отличие от прибора для заточки, изображенного на чертеже, — это форма заточного камня, который у них имеет форму чашки, и поэтому заточка сверла производится его внутренней поверхностью.
Станок для заточки сверл своими руками
Любой заточной станок состоит из двух базовых компонентов: электродвигателя с абразивным кругом и приспособления для фиксации и подачи сверла на заточку.
При наличии в мастерской электрического точила нет необходимости конструировать отдельный станок для заточки сверл, достаточно своими руками изготовить хорошую заточную оснастку, которая может устанавливаться около шлифовального круга.
В Интернете можно найти довольно много видеороликов, в которых авторы представляют свои приспособления для заточки сверл, не всегда простые в изготовлении, а подчас и попросту неудачные.
Практически все из них надежно обеспечивают главный угол в 120º, но лишь единицы правильно формируют наклон задней поверхности и режущую кромку, которые по науке должны выглядеть так, как на рисунке ниже.

Из рисунка видно, что переход от режущей кромки к задней поверхности может быть сделан как по ломаной (справа), так и по дуге (слева). На практике режущую кромку часто затачивают в одну линию с задней поверхностью (так реализовано во многих самодельных приспособлениях). Это тоже работоспособный вариант, но в этом случае износ сверла будет происходить быстрее.
Одной из самых удачных является конструкция автора видеоролика (см. ниже), который указывает себя как Anton Fomenko. Его приспособление несложно в изготовлении и позволяет с хорошей точностью получать закругленную (затылованную) поверхность задней кромки.
Отзывы о его работе в подавляющем большинстве положительные, кроме того, автор прикладывает к своему видеоролику чертеж этого приспособления, который теперь часто можно встретить на профильных сайтах.
Следует отметить, что его изделие во многом повторяет классическую конструкцию заточного приспособления для сверл, реализованного в изделии фирмы Draper (см. выше).
В качестве недостатка, не относящегося к конструкции оснастки, можно отметить слишком большую зернистость заточного круга и отсутствие у него защитного кожуха.
Здесь заточка задней поверхности и режущей кромки сверла также выполняется по науке, но при этом реализуется их ломаное сочленение (правый рисунок вверху). Его приспособление выглядит грубовато и больше похоже на работающий макет (необработанные поверхности, зажим болтами вместо барашков и пр.), но со своей задачей справляется прекрасно.
В конце ролика автор сверлит только что заточенным сверлом шестимиллиметровый металл. Сверление идет быстро, крупная стружка вьется равномерно с обеих сторон, а отверстие получается ровным.
Первый автор выполняет заточку на периферийной (торцевой) части круга, что более правильно, т. к. эта часть круга при неравномерном износе легко правится. Второй точит сверла боковой поверхностью, что при больших объемах работ не рекомендуется.
Во всех встречавшихся нам заводских и самодельных приспособлениях для заточки сверл переход от одной затачиваемой поверхности к другой (с поворотом на 180º) производится вручную. То есть точное позиционирование второй поверхности целиком зависит от глазомера оператора.
Хотя, наверное, существует оснастка, где этот поворот механизирован. Если вы что-нибудь знаете о таких устройствах, поделитесь, пожалуйста, информацией в комментариях.
Читайте также: