Как сделать фаску на металле

Фаска – это полученная специальным образом кромка на торцевой поверхности металлического листа или на стенке трубы, скошенная под определенным углом.

Основное предназначение - подготовка металлопроката к дальнейшим сварочным работам.
Почему необходимо выполнять снятие фаски?
Обработка торцов листа или стенок труб нужна для:
- Хорошего провара и надежного соединения сварочных швов
- Уменьшения времени выполнения сварочных работ
- Предотвращения травматизма сотрудников об острые углы изделия
- Упрощения предстоящего монтажа возводимой металлической конструкции
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Угол снятия фаски
Угол снятия фаски с кромки листа или трубы выбирается исходя из конструктивных особенностей изделия или поставленной задачи по сварке. Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°.
Виды фасок
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска.
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки (стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ – фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Обзор технологий снятия фаски на листах и трубах

При сварке листов или труб с толщиной стенки более 6 мм, ГОСТ 16037-80 требует производить разделку кромок.
Кромки могут иметь прямолинейную* или ломаную, а также криволинейную разделку, одностороннюю или двустороннюю.
Пример односторонней прямолинейной разделки выглядит так:
Двусторонняя разделка выглядит следующим образом:
Соответственно, криволинейная разделка будет примерно такой:
А одна из форм ломаной фаски соответствует этому эскизу:

Как предписывает ГОСТ, двусторонняя и ломаная разделка применяются на заготовках толщиной более 15 мм.
Существует несколько способов формирования кромки под сварку. У каждого из них есть свои преимущества, недостатки и ограничения. По порядку рассмотрим наиболее распространенные. Для начала классифицируем все способы на два типа: огневые и безогневые.

Огневые типы - это газовая, плазменная и лазерная резка. При текущем уровне развития технологий, лазерная резка под углом к поверхности металла - это экзотика. Но, безусловно, это производительный способ, хотя и требующий значительных капиталовложений. Кроме того, есть ограничение - формирование ломаной фаски затруднено, то есть теоретически возможно, но на практике пока едва ли достижимо, а криволинейной не возможно в принципе. В качестве минуса, кроме начальных затрат на оборудование, потребуется еще и организация мощной вентиляции. Ведь все эти лазерные комплексы достаточно громоздки и устанавливаются только в помещениях. Отсутствие полевых установок - это еще один минус. На момент написания статьи, промышленность предлагает трехосевые лазерные установки, способные резать под прямым углом металл толщиной до 25 мм, а под углом - до 15 мм. При этом максимальный угол наклона резака к поверхности достигает 45 градусов.
Подведем итоги с лазерной резкой:
- производительно
- точно и довольно ровно
- только прямолинейные фаски
- только стационарное исполнение
- выделяется значительное количество вредных газов при работе
- большие капитальные затраты

Плазменная резка по своим характеристикам уступает лазерной в точности и степени шероховатости. Невозможно делать ломаные фаски, а криволинейные получаются иногда сами собой, из-за неправильно выбранных режимов, дефекта оборудования или ошибок. Капитальные вложения, требующиеся для приобретения плазменной резки значительно меньше, чем для лазера. Большинство вредных факторов, сопутствующих лазерной резке, присущи и плазменной: вредное для глаз ультрафиолетовое излучение, токсичные газы и тонкодисперсная пыль от окалины. На текущий момент, промышленность освоила выпуск источников тока для плазменной резки, способых обеспечить боковое врезание в стальной лист толщиной 100 мм, при этом возможна резка материала толщиной до 50 мм под углом до 45 градусов По своей массе оборудование легче и теоретически может быть использовано для мобильных установок, хотя источник тока и компрессор остаются все еще очень тяжелыми и громоздкими компонентами.
Достоинства, ограничения и недостатки плазменной резки:
- производительность
- только прямолинейные фаски
- преимущественно стационарное исполнение
- выделяется значительное количество вредных газов при работе
- низкая точность реза, неровности и наплывы
- термическое изменение металла в зоне реза

Наконец, газовая резка, которая среди огневых способов, является самой недорогой. Как правило, газовую резку применяют для раскроя толстого металла, от 30-40 мм. Резка под углом к поверхности, для формирования фаски, имеет смысл на еще более толстых материалах, потому что неровности, возникающие на краю отрезанного газом металла, достигают высоты 4-5 мм. Для газовой резки создано большое количество стационарного и мобильного оборудования, поэтому, эта технология может быть с легкостью применена в полевых условиях. Максимальные же возможности, достижимые на текущем уровне развития техники, достигают, для установок способных резать металл толщиной до 150 мм, при максимальном угле скоса 60 градусов, восьмидесяти миллиметров. При этом, двумя последовательными резаками нетрудно снимать Х-образные фаски за один проход. Но это на плоском листе. Для трубы такая технология потребует использовать две независимые поворотные головки с цифровым управлением. Что касается полевых установок, то они, как правило, имеют ручные настройки.
Резюмируем характеристики газовой резки:
- производительность
- дешевизна
- возможность работать в условиях цеха или в полевых условиях
- только прямолинейные фаски
- в основном годится для толстого металла
- выделяется значительное количество вредных газов при работе
- низкая точность реза, неровности и наплывы
- термическое изменение металла в зоне реза
Теперь рассмотрим имеющиеся варианты безогневой резки кромки. Сюда входят технологии точения, шлифования, фрезерования и скалывания.

Одним из самых популярных у нефтяников и газовщиков типов оборудование для резки фаски на трубах является орбитальный разъемный труборез. Это довольно точный прибор, имеющий сравнительно большую массу, а значит и высокую цену. Относительно его производительности можно сказать, что она уступает огневым способам и даже ручной шлифовке болгарками, но не это главное. Главное, что орбитальный труборез позволяет получить практически идеальную кромку, почти любой формы. Обточка резцами, по токарному принципу, дает край, полностью соответствующий требованиям ГОСТа и совпадающий по уровню шероховатости заводской отделке. Однако, у этого оборудования есть свои недостатки - идеально круглая форма направляющих не всегда совпадает со слегка овальным сечением реальных труб, а зазубренная кромка, остающаяся после газовой резки в полевых условиях, быстро выводит резцы из строя. Кроме этого, разъемные труборезы, при их нескромной цене, имеют очень ограниченный диапазон диаметров отрезаемых труб. Например, модельный ряд разъемных труборезов включает типоразмеры, способные резать трубы отличающиеся в диаметре не более, чем на 200-250 мм. Довольно ограниченная универсальность, согласитесь.
Итак, по разъемному труборезу можно собрать следующую информацию:
- высокая точность и маленькая шероховатость
- возможность работать в условиях цеха или в полевых условиях
- нет никаких вредных выбросов, низкий уровень шума
- доступны фаски любого профиля, поднутрения и т.п.
- большой расход резцов на трубах, отрезанных газом
- высокая стоимость оборудования
- средняя производительность
- невозможно точением обрабатывать плоские листы
Вариантом, позволяющим использовать резцы для снятия фаски и на листах, является строгание на продольнострогальных станках. Такие станки не только очень массивные, но и весьма дорогие. Поэтому, к списку, относящемуся к разъемному труборезу добавляем эти два неприятных фактора.
Что касается упомянутого выше способа снимать фаску при помощи УШМ, то это один из самых популярных методов. Связано это, прежде всего с тем, что УШМ - это предельно дешевый и широко доступный инструмент. Болгарка позволяет снимать фаску на тонких и толстых заготовках, но ее производительность можно считать удовлетворительной только на толщинах до 20 мм. При достаточной сноровке можно формировать и ломаную фаску, но профиль ее будет неровным.
Что можно сказать по поводу УШМ:
- исключительная дешевизна и доступность оборудования
- легкость и мобильность
- возможность эффективно снимать фаски среднего размера (толщина листа до 10-12 мм)
- большой расход абразивных кругов
- значительный выброс вредной пыли
- из-за этого частый выход из строя самих УШМ
- низкая производительность на фасках шире 10 мм
- невысокая точность размеров и формы
- быстрая усталость оператора грозит травмами

Другой, более производительный, чистый и практически бесшумный способ - скалывание кромки специальным агрегатом. Работа ведется инструментом из быстрорежущей стали, внешне похожим и на фрезу и на нож для открывания консервных банок. За счет сдвига металла между неподвижной и вращающейся режущими кромками, отрезается край, в сечении имеющий форму треугольника. Из-за качения ножа - фрезы по металлу, этот срезок иногда заворачивается в спираль и периодически, достигнув большого размера, обламывается, иногда стружка падает в лоток раздельно. Благодаря низкой скорости, весь процесс протекает почти бесшумно.
Недостатком такой технологии назовем высокую стоимость ножей - ведь они целиком изготовлены из дорогой быстрорежущей стали, кроме того, срезать можно только плоскую фаску, и, хотя мощные самоходные агрегаты способны скалывать довольно толстый лист, это относится только к низкоуглеродистой стали - при обработки нержавеющей стали, имеющей вчетверо-впятеро большую вязкость и прочность на разрыв, возможности этих машин резко падают.
Итак, кромкоскалывающие машины, их преимущества и недостатки:
- высокая производительность по черному металлу
- мобильность и возможность работать в условиях цеха
- отсутствие шума и пыли при работе
- отсутствует термическое изменение в зоне реза
- дороговизна сменного инструмента
- ограничения по толщине металла и ширине фаски до 20 мм гипотенуза
- сравнительно с кромкофрезерными станками более высокая стоимость
- небольшие возможности по обработке фаски на нержавеющей стали - не шире 10 мм
- невозможность снимать ломаную и криволинейную фаску
В качестве альтернативы этому способу можно привести технологию снятия фаски ручными или самоходными электрическими кромкофрезерами. Эти машины используют для работы сборную твердосплавную, реже монолитную фрезу. В зависимости от конструкции, кромкофрезерные машины могут быть легкими - ручными, или довольно тяжелыми и производительными - автоматическими передвижными или стационарными. Ручные и стационарные кромкорезы могут обрабатывать как листовой металл, так и трубы. Фреза в этих агрегатах может иметь ось вращения параллельно плоскости фаски или листа - обработка образующей, а также перпендикулярно плоскости фаски - обработка ведется торцем. Кроме небольших ручных машин с монолитной фрезой, все остальные машины этого типа используют различные варианты фрез со сменными твердосплавными пластинами. Абсолютное большинство образцов относятся к типу цилиндрических или торцовых фрез для формирования плоских фасок, но есть также фрезы торцового типа, оснащенные пластинами круглой формы, которые могут снимать как плоскую, так и криволинейную фаску, так называемой рюмочной формы. Абсолютно уникальной фрезой является сборная фреза для ломаной фаски.
Подводим итоги для кромкофрезерных машин и станков:
- производительность выше чем у УШМ в 9 раз
- затраты ниже, чем у кромкоскалывающих агрегатов
- возможность работать в условиях цеха или в полевых условиях
- не выделяется пыль или вредные газы
- расходный инструмент недорогой и доступный
- отсутствует термическое изменение в зоне реза
- высокое качество и точность кромки
- возможность изготавливать ломаную кромку и рюмочную фаску
- образующаяся стружка может быть довольно острой
- производительность ниже, чем у газовой резки
- процесс снятия фаски сопровождается шумом
Собрав доступную нам информацию, мы полагаем, что теперь Вам легче будет сделать выбор оборудования и решить, какая технология больше подходит для решения Ваших задач.
* по тексту статьи прямолинейной разделкой или прямолинейной фаской называется профиль поперечном в сечении кромки. Не имеется в виду линия вдоль кромки.
Снятие фаски, кромки с листа
Обработка кромки (снятие фаски) — технологическая процедура подготовки поверхности материала к сварке. От качества выполнения данной процедуры напрямую зависит долговечность и надежность свариваемой конструкции.
Фаска – это специальным образом полученная кромка на торцевой поверхности металлического листа или на стенке трубы, скошенная под определенным углом.

Фаской называется поверхность изделия, которая образована при обработке проката или трубы скосом торцевой кромки материала. Фаска необходима для подготовки кромки листов, балок и труб под сварку.

Зачем нужно выполнять снятие фаски?
- Хорошего провара и надежного соединения сварочных швов.
- Уменьшения времени выполнения сварочных работ.
- Предотвращения травматизма сотрудников об острые углы изделия.
- Упрощения предстоящего монтажа возводимой металлической конструкции.
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы.
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Угол снятия фаски с кромки листа или трубы выбирается исходя из конструктивных особенностей изделия или поставленной задачи по сварке. Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°.
Основные разновидности фасок
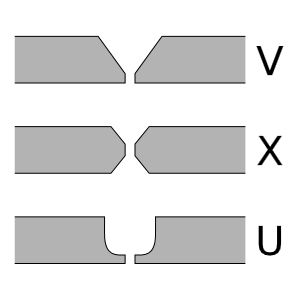
Срезать кромку можно тремя способами:
- V-образная фаска делается с одной стороны и наиболее распространена в производстве.
- X-образная фаска делается с двух сторон, и также популярна для использования в производстве.
- U-образная фаска, еще ее называют рюмочной. Такая фаска делается на специальных агрегатах для снятия фаски. Рюмочный вид помогает сделать более объемную сварочную ванну.
- Также можно встретить и другие буквенные обозначения: Y, K и J-образная фаска.

Наиболее распространенным способом снятия кромки на производстве является V-образный метод и Х-образный.
Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
U-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Какие существуют способы снятия фаски
Снять фаску можно двумя способами: механическим и термическим. Механическое снятие фаски выполняется с помощью фрезерных, кромкоскалывающих и кромкострогальных станков. Для термического снятия фаски применяются газорезательные машины (стационарные или портативные), которые выполняют плазменную или газокислородную резку. Однако более предпочтительным способом является механический, так как он позволяет исключить изменения физических и химических свойств материала в результате перегрева. Как известно, в ходе термической обработки образуется так называемая зона термовлияния.
Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое ухудшает свариваемость и повышает хрупкость и ломкость кромки. Но, несмотря на эти недостатки, термический способ достаточно распространен из-за своей простоты и скорости применения, и относительно низкой стоимости оборудования.
Преимущества и недостатки термического и механического способов снятия фаски
Термический способ снятия фаски
Есть зона термовлияния, то есть участок с измененными физическими и химическими свойствами металла.
Преимущества:
Механический способ снятия фаски
Высокая трудоемкость и стоимость.
Отсутствует зона термовлияния, то есть не происходят физические и химические изменения свойств материала.

Из описанных выше способов обработки предпочтительнее механический, поскольку он позволяет сохранить металл от перегрева и от последующих за этим изменений физических и химических свойств.
Экспресс расчет
стоимости заказа
Узнайте предварительную стоимость заказа,
отправив нам необходимую информацию:
Как Снимать Фаску На Трубе Болгаркой

Фаской именуется поверхность изделия, которая образована при обработке проката либо трубы скосом торцевой кромки материала. Фаска нужна для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая». Это самый дешевенький вид фаски для трубы по причине собственного низкого свойства. Но миф вид один из более всераспространенных. Данная фаска снимается с помощью машин газовой резки серии CG-11. Фаска «Газовая» вам больше понравятся выполнена и на месте поломки. Ее поверхность обычно с соответствующими желобками, образующихся от струи газа (пропан или ацетилен).
- «Плазма». Снаружи Данный вид фаски фактически ничем не отличается от «механики». Его также относится к «заводским». Фаска «Плазма» это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении точно данного угла фаски.
- «Механика». Это заводская фаска, самого наилучшего свойства. Для вырезки фаски «механики» употребляются машины серии «Мангуст» и фаскосниматели «ТТ». В торговле труб по большей части употребляется эта самая фаска по причине качественной работы фаски.
Для чего снимают фаску? При сварке заготовок происходит проплавление металла, что значит обеспечивает соединение краев между собой. Напротив толщина металла чем просто 3-5 мм, получение полного и высококачественного соединения становится затруднительным. Для получения высококачественного провара и проводится Такой вид обработки: он позволяет сделать так именуемую сварочную ванну, которая заполняется сварочным составом в ходе сварки. Принципиально держать в голове, что приготовленная под сварку кромка — это кромка с фаской и притуплением (см. набросок и обозначения к нему ниже).
Значения, приводимые в схеме слева:
Р. притупление (выделено жирным):
d. глубина фаски (глубина разделки) (катет):
w. ширина фаски (выделена жирным):
H. толщина заготовки
Притупление обычно составляет 3-5 мм; оно нужно для дополнительной гарантии надежности сварочного шва. Участок притупления в момент наполнения сварочной ванны сварочным составом проплавляется сам, соединяя таким макаром свариваемые совместно заготовки.
Виды фаски (методы разделки кромок).
Есть три главных метода разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Время от времени в неких источниках они обозначаются знаками: V, K и U, соответственно. Тут и дальше вышеобозначенные методы будут обозначаться знаками: Y, X. J. В большинстве случаев проводится Y-образная разделка кромок, однако существует Х-образный метод. В особенных случаях, когда существует завышенное требование к качеству сварного шва, применяется J-образная фаска, другими словами фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Подготовка кромок трубы болгаркой под просвет (фаска под просвет)
В этом вопросе видео я покажу как приготовить кромки трубы под просвет и внедрением болгарки.
Как резать трубу Болгаркой!Подготовка под сварку!
Тут вы наглядно увидите как просто и просто, приготовить отменно трубу под сварку.
Кроме главных методов обработки кромок Y, X. J существует еще ряд разделок кромок. Они встречаются совсем не так изредка, и даже не всюду есть возможность отыскать их описание. К примеру, в ГОСТе 5264-80 описывается стыковой тип соединения со сломанным косом кромки; условное обозначение – С14.
На схемах сверху изображены несколько примеров методов обработки:
1: пример Y-образного метода снятия фаски;
4, 3, 4: примеры Х-образного метода снятия фаски;
5: Y-образная обработка торцов 2-ух труб с следующим их соединением;
J-образная фаска позволяет получить сварочную ванну большего объема, чем с Х- или Y-образной фаской. В нашей стране миф метод еще именуют «рюмочным», потому что соединение 2-ух кромок с J-образной фаской снаружи припоминает рюмку. При сравнении (набросок слева), в рюмку заходит по объему чем просто вещества (А), чем в посуду с прямолинейной поверхностью (Б).
Методы снятия фаски.
Снять фаску можно 2-мя методами: механическим и тепловым (таблица 1). Механическое снятие фаски производится при помощи фрезерных, кромкоскалывающих и кромкострогальных станков. Для теплового снятия фаски используются газорезательные машины (стационарные либо портативные), которые делают плазменную либо газокислородную резку. Но более желаемым методом является механический, потому что он позволяет исключить конфигурации физических и хим параметров материала и поэтому перегрева. Ни для кого не секрет, в период термообработки появляется так именуемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое усугубляет свариваемость и увеличивает хрупкость и ломкость кромки. Несмотря на все эти недочеты, тепловой метод довольно всераспространен по причине собственной простоты и скорости внедрения, и относительно низкой цены оборудования.
Тепловой метод снятия фаски
Механический метод снятия фаски
Недочет:
Конечно зона термовлияния, другими словами участок с модифицированными физическими и хим качествами металла.
Недочеты:
Высочайшая трудозатратность и цена.
Достоинства:
Отсутствует зона термовлияния, другими словами не происходят физические и хим конфигурации параметров материала.
Таблица 1. Достоинства и недочеты теплового и механического методов снятия фаски.
В таблице 1 сказано, что тепловым методом есть вариант снять фаску стремительно и недорого. Из обрисованных выше методов обработки все-же лучше механический, так как он позволяет сохранить металл от перегрева и от следующих только за этим конфигураций физических и хим параметров. В странах запада, когда, Этот расхожий слух метод именуется cold-cutting (прохладная обработка), другими словами вид обработки, где нет теплового воздействия на металл, а это означает и нет конфигураций в хим и физических свойствах металла.
Видеоматериал:
1. Резка трубы машиной газовой резки CG2-11G, одновременное снятие фаски с трубы осуществляется наклоном резака под нужным углом.
4. Снятие фаски с трубы 76х6мм машиной Мангуст-2МТ
3. Снятие фаски с трубы при помощи фаскоснимателя серии ТТ, а кроме того резка трубы со снятием фаски разъемным труборезом P3-SD
Компании СПИКОМ предлагает к поставке оборудование для снятия фаски с труб и металла с применением всех вышеуказанных методов обработки (газовый, плазменный, механический).
Развальцовка является более всераспространенным методом получения крепких и герметичных соединений труб с трубными решетками (коллекторами) теплообменных аппаратов и котлов
Советы по чистке теплообменных аппаратов и котлов аппаратами ЗЕВС и TURBO
Читайте так же
Сильно Греется Редуктор Болгарки. Электромеханический ручной строительный инструмент бытового и промышленного использования со сменными насадками. Придуман и сотворен инструмент был в 1954 году в Германии (ФРГ). Первыми моделями углошлифовальных машин, показавшихся в СССР в завершение 60-х годов, стали УШМ, произведенные в болгарском городке Пловдиве, откуда и вышло их заглавие, уп.
В Какую Сторону Крутится Болгарка. Об алмазном инструменте Какой стороной ставить диск на болгарку, что делать если зажало диск? 13 Августа 2015 09:47 Большинство специалистов по ремонтным не сегодня хорошо знакомы с углошлифовальной машиной или, как ее еще называют в обихоте, болгаркой. Ее используют для обработки разнообразных материалов, в число которых входят камень, железобетон.
Зачем Нужен Плавный Пуск Болгарки. Плавный пуск для болгарки своими руками: схема. Устройство плавного пуска болгарки, подключение Наверное электроинструменты приходят в негодность по причине износа мотора. У современных моделей болгарок имеется устройство плавного пуска. За счет него они способы долго проработать. Принцип работы элемента строится на изменении рабочей частоты. Для т.
Читайте также: