Как расточить отверстие в металле
Здравствуйте,
Дома есть железные блины (которые вешаются на штангу), диаметр отверстия у них 23 мм. Мне надо увеличить диаметр на 3мм, так чтобы блины подходили к новой штанге.
Можно ли это сделать в домашних условиях не имея специального инструмента? Я пробовал напильником - можно до пенсии мучаться.
В наличии есть перфодрель Интерскол 450Вт и еще старая советская дрель, может как-то рассверлить попробовать?
PS. В ближайших всяких гаражах был, там помочь никто не может.
WantToDrill написал :
Можно ли это сделать в домашних условиях не имея специального инструмента?
Нет!
Вашим инструментом Вы также будете
WantToDrill написал :
до пенсии мучаться.
Проще на штанге уменьшить диаметр под старые блины. К токарю.
Для увеличения диаметра отверстия, можно использовать трехпёрый зенкер (посмотрите ГОСТ 12489-71) с коническим хвостовиком и мощную дрель с конусом Морзе и низкими оборотами. Если увеличивать диаметр 23мм до 26мм (1,5мм на сторону), то можно аккуратно, не спеша, обойтись тремя зенкерами соответственно с диаметрами 24;25 и 26мм.
Цена зенкеров соизмерима с ценой двух блинов.
Def461 написал :
Цена зенкеров соизмерима с ценой двух блинов.
Может и так. Но эт смотря какие! Блины "KETTLER" к примеру, стоят как чугунный мост, причем один блин. А зенкера можно найти на каком нибудь блошином рынке. В Волгограде на "Птичке" месяц назад брал зенкер на 20мм за 60 рубл. Продавец даже не знал что это за х. ня, сверло, говорит такое тупое.
В Тольятти наверняка куча умельцев с домашним фрезером - расточат отверстия за небольшой магарыч.
Дайте объяву тут:
Попробуйте купить шлифовальную головку, потолще лучше, и ей расшлифовать на высоких оборотах. Не уверен что получится быстро, но всё же по-моему самый дешёвый вариант, после напильника разумеется.
Имхо- высокая точность не нужна. Берете дрын подходящего диаметра, строго по центру вбиваете толстый гвоздь (чтобы закрепить в патроне дрели) , обматываете шкуркой или намазываете *****образной смесью из песка , канцелярского клея и воды. И потихонечку, на малых оборотах истираете лишнее железо боковой поверхностью с намоткой или намазкой. Возьмет даже белый чугун, от которого обычные сверда и фрезы отскакивают.
шарошка пометаллу( по стали) и дрель, 1,5 мм насторону я думаю осилите .
Сверло на 26, проточить хвостовик под патрон. обрезать , чтоб режущей см 10. заход 1-2 см пильнуть под диаметр 24, (будет направляющей- центрирующей) Заточкой угла подобрать, чтоб сильно не вгрызалось.
15 минут у токаря и символическая оплата VS неизвестного кол-ва затраченного времени, денег, сил, НЕРВОВ в конце
Кто кому отдаст предпочтение? Я бы наверно при таких условиях попробывал все-таки намотав на толстое сверло шкурку враспор отверстия в блине на малых оборотах крутил УДАРНОЙ дрелью, чтоб были вращательно-поступательные движения. Удовольствие, конечно, сомнительное.
Vasily.N написал :
Сверло на 26, проточить хвостовик под патрон.
Как ты себе представляешь в ДОМАШНИХ условиях проточку хвостовика этого сверла под патрон? Центрирования никто не отменял.
А вы хотите ваще пальцем. Как раз сверло то проточить не проблемма, да хоть в школьной мастерской, ( подойти к трудовику) а огласите диаметр блина ? где искать станок зажать ну хотя бы мм 300 . на заводе , а кто и как будет их туда обратно проносить.
Спасибо всем за ответы!
Блины диаметром от 110 до 250 мм.
Вроде нашел человека в гараже соседнем, который может помочь (у него как я понял станок какой-то есть), но вроде большие блины он не сможет
Vasily.N написал :
где искать станок зажать ну хотя бы мм 300 . на заводе , а кто и как будет их туда обратно проносить.
Длинный плащ, на пояс хороший ремень, в дыру блина веревку и между ног
BV написал :
Длинный плащ, на пояс хороший ремень, в дыру блина веревку и между ног
у вас еще коммунизм на заводе. Металл-детекторы давно на входах уже, а забор периметром на ИК-лучах охраняется.. Не те времена..
Baho написал :
обойтись тремя зенкерами соответственно с диаметрами 24;25 и 26мм.
есть регулируемые развертки с шариком. Правда она будет как 10 зенкеров стоить. Ну опять же,- авось на рынке повезет, у забудыги..
DSP007 написал :
Берете дрын подходящего диаметра, строго по центру вбиваете толстый гвоздь (чтобы закрепить в патроне дрели)
Гвоздь и дрель не нужны. Один конец дрына закрепить на табуретке, второй опереть на другую табуретку. Блин вращать руками. Вместо песка лучше взять крупнозернистую притирочную пасту. Работы на 20 минут на каждый блин.
4eh написал :
у вас еще коммунизм на заводе.
Это я вспомнил старую байку, как из мастерских МВТУ им Баумана на спор выносили наковальню весом килограмм так под 100.
Несуна поддерживали под руки двое товарисчей. На проходной сказали, что человеку стало плохо и его ведут к врачу
А по теме - ИМХО нужен ХОРОШИЙ напильник и немного попотеть.
Если уж у человека есть блины и штанга, то я не думаю что человеку в лом немного позаниматься физическими упражнениями на другие группы мышц + кардио тренировка
4eh написал :
есть регулируемые развертки с шариком
Самое то в условиях отсутствия станка. Правда, лучше не с шариком - у них диапазон регулировки небольшой. Вот такие .
WantToDrill написал :
Дома есть железные блины (которые вешаются на штангу)
А не чугунные ли они?
Доброе время суток,
Посмотрел в интернете зенкеры - не слабо так стоят большого диаметра. Развертки даже не нашел.
Возможно стоит действительно посмотреть шарошки, они вроде дешевле.
Блины не чугунные, на вид - обычная сталь (хотя если честно я не знаю как на глаз отличить сталь от железа).
Напильником пробовал уже, за час стачивается 0.5 мм, при этом потом на следующий день даже рука побаливает Т.е. напильником на один блин понадобится где-то несколько дней по часу в день Хотя может у меня напильники не правильные, брал самый крупнозернистый само собой.
Операция растачивания и восстановления отверстий
Растачивание отверстий: виды, инструмент и оборудование. Методы расточки сквозных и глухих отверстий. Технология и установки для восстановления отверстий с помощью наплавки и расточки.

Растачивание отверстий — это обработка лезвийным режущим инструментом внутренних цилиндрических или конических поверхностей для придания им необходимых размера, класса чистоты, прямолинейности или заданного положения относительно оси вращения. Расточке подвергают исходные отверстия в кованых и литых деталях, а также полученные в результате сверления. Кроме того, этот метод обработки используют для восстановления цилиндрической формы рабочих поверхностей, утраченной в результате износа, деформаций или повреждений. В этом случае поверхность перед обработкой при необходимости подвергается наплавке.
Расточка имеет меньшую производительность, чем сверление, но позволяет обрабатывать цилиндрические поверхности большого диаметра (более тысячи миллиметров) с точностью в несколько десятков микрон. Для растачивания используют как универсальные, так специализированные станки токарной и фрезерной групп. В первом случае вращается заготовка, а инструмент (резец) движется линейно в соответствии с продольной и поперечной подачами. Во втором расточная головка вращается в шпинделе, а подача может назначаться как инструменту, так и детали, закрепленной на рабочем столе.

Растачивание сквозных отверстий
В зависимости от размеров отверстия (глубины и диаметра) при сквозной расточке применяют проходные резцы, оправки или борштанги, на которых устанавливают расточные головки или блоки резцов. Проходные резцы для расточки сквозных отверстий имеют ряд отличий от токарного инструмента для наружного точения: задний угол у них затачивается так, чтобы режущая часть соответствовала габариту обработки, а передняя часть державки сужена и имеет вытянутую форму. На токарных станках резец крепится или в оправке с коническим хвостовиком на заднюю бабку, или на резцедержатель суппорта в продольном направлении. На расточных станках используются резцы, которые устанавливаются в специальные оправки.
При сквозной расточке также применяют многолезвийные оправки различной конструкции, имеющие вид толстого удлиненного цилиндра, на котором располагается несколько режущих пластин. Такой инструмент намного дороже резцов, но позволяет обрабатывать гораздо большие глубины и с лучшей точностью.
Борштанги (расточные штанги) применяют для расточки с большой глубиной, повышенной точностью или нескольких соосных отверстий. Этот вид инструмента выполнен в виде длинных цилиндрических стержней повышенной точности диаметром от 30 до 200 мм и длиной от метра до трех. По всей длине борштанги на определенном расстоянии располагаются сквозные выемки (окна) для крепления режущего или измерительного инструмента. Один конец борштанги крепится в коническую оправку и устанавливается в шпиндель, а другой поддерживается люнетом или специальной опорой. Перед началом расточки оси отверстия и борштанги должны выставляться на соответствие с заданной точностью.
Растачивание глухих отверстий
При расточке глухих отверстий применяют проходные упорные резцы или оправки с наклонными режущими пластинами. В обоих случаях возникает проблема обработки дна (внутреннего торца) отверстия, т. к. на его середине остается небольшая коническая зона, не затронутая резцом. Поэтому такая расточка выполняется в следующей последовательности:
- сверление (или рассверливание отверстия) до максимально возможного диаметра;
- черновая расточка, после которой остается припуск в несколько миллиметров;
- обработка дна отверстия специальной торцевой подрезкой до необходимой чистоты;
- чистовая расточка до заданного размера.
При глухой расточке особое внимание уделяется обработке вблизи дна отверстия. Поэтому за 5 мм до достижения полной глубины подача должна снижаться, а последний участок желательно проходить в ручном режиме. Проходные резцы применяют только при небольших глубинах расточки (100÷150 мм). Во всех остальных случаях используются расточные головки различных типов.

Технология восстановления отверстий расточкой
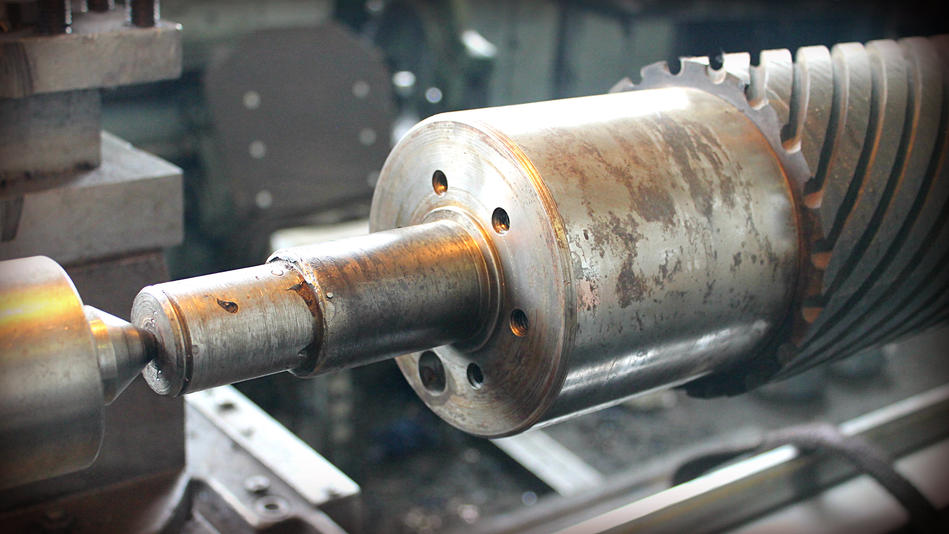
С помощью расточки восстанавливают цилиндрические поверхности, подвергшиеся износу в процессе интенсивной эксплуатации. Такой ремонт может выполняться как в стационарных условиях на токарных и расточных станках (вертикальных и горизонтальных), так и с помощью мобильных установок в полевых условиях. Токарные станки незаменимы в тех случаях, когда необходимо восстановить точность и соосность нескольких посадочных отверстий. А расточные обычно применяют в тех случаях, когда требуется повышенная точность или деталь имеет большие габариты. Наглядным примером массового использования вертикально-расточных станков при ремонте оборудования является восстановление поверхностей цилиндров блоков двигателей внутреннего сгорания.
Мобильные установки применяют для расточки цилиндрических поверхностей непосредственно на месте эксплуатации техники. Этим способом растачивают отверстия в проушинах ковшей горной техники, поверхности вращения шахтных машин, фланцы и запорную арматуру действующих трубопроводов, посадочные места энергетического оборудования и многое другое.
Типичная мобильная установка состоит из электропривода со шпинделем и патроном, борштанги с режущим инструментом, задней и промежуточных опор. Все ее компоненты крепятся непосредственно на изделие, а жесткость, точность и соосность обеспечиваются борштангой.
Восстановление отверстий наплавкой
При восстановительной расточке цилиндрических поверхностей их диаметр значительно увеличивается, иногда на несколько миллиметров. И если при ремонте двигателей внутреннего сгорания эта проблема решается посредством использования ремонтных поршней и гильз большего размера, то для прочих видов техники черновой размер отверстия восстанавливается путем нанесения на его поверхность слоя металла. Для этих целей применяют различные виды сварки, а также напыление и лужение. После восстановления размера отверстия наплавкой оно растачивается до требуемых размеров. Эта технология является одной из самых распространенных, поэтому производители ремонтного оборудования помимо расточных и сварочных установок предлагают потребителям комплексные решения: расточно-наплавочные комплекты различных размера и мощности.

Приходилось ли кому-нибудь на практике участвовать в расточке отверстий на мобильных расточных станках? Если да, то расскажите, пожалуйста, в комментариях, как крепятся и выставляются такие устройства, а также как регулируются у них точность и соосность.
Технология сверления больших и маленьких отверстий
Обзор технологии сверления отверстий в металле. Как вставить и вытащить сверло из дрели, или шуруповерта. Варианты использования смазки. Выбор режима работы в зависимости от материала. Сверление глубоких и больших отверстий. Высверливание точечной сварки.

Сверление отверстия в металле – распространенная технологическая процедура, которую можно выполнять с помощью различного оборудования. Методы выполнения работ различаются в зависимости от заданной глубины, диаметра, типа поверхности, а также необходимой точности.
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:

- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
- Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.
- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
Вторая заготовка должна быть выполнена из того же материала. В противном случае инструмент будет смещаться относительно оси сверления в сторону более мягкого металла.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
Приспособления для облегчения процесса
Смазочно-охлаждающую жидкость используют во многих видах обработки металла резанием. Чаще всего ее используют при глубоком сверлении для снижения сил трения и стабилизации температуры рабочего инструмента. Качественная жидкость не вызывает коррозию поверхности, безопасна для человека, не обладает неприятным запахом и прекрасно отводит тепло.

В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Как правильно просверлить отверстие
Правильно подобранный инструмент и соблюдение технологии позволяют качественно просверлить заготовку даже из толстого металла. Если глубина прохода превышает диаметр сверла в 5 и более раз, рекомендуют смазывать движущиеся элементы для отвода тепла из зоны обработки.
Для получения качественного отверстия мастер должен знать особенности эксплуатации сверлильного инструмента, а также тонкости подготовки поверхности перед работой.
Как вставить или извлечь сверло из инструмента
В первую очередь мастер должен узнать, как вставлять сверло в шуруповерт, электродрель, перфоратор или другой ручной инструмент.
Современные приспособления для сверления оснащены кулачковыми патронами. Они состоят из следующих элементов:
- металлического корпуса;
- зубчатого кольца, которое вращается вокруг внешней части патрона;
- кулачков, расположенных внутри узла;
- зажимного ключа.
Кольцо вращается вокруг оси приспособления. В процессе движения кулачки сближаются, зажимая хвостовую часть сверлильного инструмента. Так вставляют сверло в дрель. Такая конструкция отличается высокой надежностью благодаря простоте исполнения. Кроме того, она позволяет использовать сверла любого диаметра. Чтобы вытащить сверло из дрели, необходимо повернуть кольцо в обратную сторону. Кулачки разойдутся, что позволит достать инструмент.

Профессиональные дрели оснащают быстро- или самозажимными патронами. Их конструкция схожа с аналогичными узлами перфоратора. Вместо зубчатого кольца используется подвижная гильза, вращаемая вручную. Некоторые модели имеют ограничитель сжатия кулачков.
Разметка будущего отверстия
Разметка отверстия – важный этап сверления. Для этого используют кернер. Им отмечают место соприкосновения сверла с поверхностью заготовки. Также можно использовать обычный маркер, однако в процессе сверления нужно будет следить, чтобы инструмент находился в заданной точке. Ударом молотка по кернеру создают небольшое углубление, которое отлично подходит для острия сверла.
Для повышения точности работ используют технологию предварительного сверления. При смещении от центра с помощью зубила делают насечки, которые направляют сверло в нужную сторону.
Шаблон удобно использовать при обработке нескольких заготовок. Например, для одновременного сверления нескольких листов, соединенных струбциной.

Для получения точного отверстия, расположенного под определенным углом, используют специальные кондукторы. Они представляют собой планку небольшого размера с шаблонами для отверстий. Кондукторы применяются во многих отраслях промышленности. Сейчас существует множество видов, среди которых:
- накладные;
- поворотные;
- универсальные;
- скользящие;
- закрепляемые.
Выбор режима и скорости
Скорость сверления и подачи инструмента зависит от используемых сверл и их диаметра. С увеличением размера уменьшается число оборотов. Кроме того, следует обращать внимание на прочность материала. Например, для сверления латуни толщиной 8 мм оптимальная скорость вращения составляет 2500 об/мин. Для нержавеющей стали с теми же габаритами этот показатель находится на уровне 8000 об/мин. Это связано с тем, что нержавейка является более прочным материалом.
Красивая и длинная стружка говорит о том, что параметры сверления выбраны правильно.
Можно ли использовать победитовое сверло
Победит представляет собой твердый сплав на основе карбида вольфрама и кобальта. Его твердость сопоставима с алмазом.
Победитовая напайка на сверлах используется для дробления прочных материалов: камня, кирпича или бетона. Учитывая тот факт, что сверление отверстий в металле основано на принципе резания, лучше использовать классические приспособления из инструментальной стали.
Использование победитового сверла для обработки металлических изделий приведет к быстрому износу напайки.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Как и чем сверлить глубокие отверстия
Сверление глубоких отверстий в металле отличается высокой сложностью. В качестве рабочего оборудования специалисты рекомендуют использовать станки, в которых сверло является неподвижным элементом, а заготовку приводят во вращение. В процессе выполнения работ необходимо использовать СОЖ. Смазка для сверления обеспечит отвод тепла и позволит осуществлять обработку с большей производительностью.
Необходимо следить за своевременным удалением побочных продуктов сверления. Они способны закупорить каналы и привести к поломке сверла. Небольшую заготовку можно просто перевернуть – стружка под действием силы тяжести выпадет из отверстия. Для массивных деталей существуют специальные приспособления с магнитными наконечниками.
Для домашних работ лучше приобрести направляющие для дрели. Это удобный опорный механизм, который неподвижно фиксирует инструмент, что позволяет сверлить отверстия с высокой точностью.
При отсутствии направляющей необходимо внимательно следить за перпендикулярностью расположения сверла. Малейшее отклонение способно сломать инструмент или повредить обрабатываемую деталь.
Особенности сверления отверстий большого диаметра
Просверлить отверстие большого диаметра – достаточно сложная задача даже для опытного токаря. Как было сказано выше, в качестве рабочего инструмента используется конусно-ступенчатое сверло или корончатая насадка.
Альтернативный способ сверления большого отверстия в металле заключается в использовании нескольких сверл с переходом от меньшего к большему.
Специалисты рекомендуют использовать коронки. Несмотря на высокую себестоимость процедуры, она позволяет получить более точные отверстия.
Способы высверливания точечной сварки
Данная процедура особо востребована на станциях технического обслуживания транспорта, где выполняют кузовной ремонт автомобилей.
Сверла для высверливания точечной сварки – самый эффективный и аккуратный способ разъединения элементов. Работы выполняются на малых оборотах. В противном случае сверло быстро перегреется, что снизит остроту режущих кромок.
Диаметр инструмента не превышает 9 мм. От классической конструкции сверла отличаются специальными выступами, которые заточены под конус. Это позволяет выдержать угол 90º в процессе сверления детали. Таким образом, отсутствует необходимость в выполнении центровки.

Некоторые мастера предпочитают использовать режущие коронки. Они объясняют свой выбор тем, что острие сверла хуже прорезает закаленную часть точечной сварки.
Примечательно, что независимо от типа режущего инструмента его изготавливают из одного сорта стали – быстрорежущей Р 18. Для производства бюджетных моделей применяют сплав 45Х.
Сверление отверстий в металле – достаточно сложная процедура, которая не терпит нарушений технологических требований. Режим выполнения работ зависит от диаметра и типа отверстия. Как вы считаете, можно качественно выполнить работу с помощью ручного инструмента без вспомогательных приспособлений? Напишите Ваше мнение в блоке комментариев.
Как сделать и расширить отверстие в дереве или металле + способ увеличения отверстия перьевыми сверлами

Как сделать и расширить отверстие в дереве или металле + способ увеличения отверстия перьевыми сверлами
Работы по просверливанию отверстий внутри металлических элементов, в зависимости от разновидности металла, свойств, а также видов отверстий будет выполняться разными инструментами и с использованием нескольких приемов. О методах сверления, инструментах, а также о технике безопасности при выполнении и расширении отверстий мы и поговорим.
Просверливание отверстий внутри металла может потребоваться при ремонтных работах инженерных систем, автомобиля, бытовой техники, создании конструкции из профильной или листовой стали, создания поделок из меди и алюминия, а также при создании платы для радиоэлектронной аппарату и в большинстве других случаев.
Общие сведения
Важно понимать, какие именно инструменты потребуются для того или иного типа работ, чтобы отверстия были требуемого диаметра и в строго отмеченном месте, а также какие меры по безопасной работе помогут избегать травм.
Сверла, инструменты и приспособления
Главными инструментами для просверливания будут электрические и ручные дрели, а еще возможно и сверлильные станки. Рабочим органом таких инструментов является сверло, которое бывают разных форм.
- Спиральные (по совместительству еще и самые популярные).
- Коронки.
- Винтовые.
- Конусные.
- Перовые и прочее.
Производство сверл разных видов нормируется по множеству ГОСТов. Сверла с диаметром до 0.2 см не имеют маркировки, до 0.3 см – на хвостовике есть сечение и даже марка стали, а большие диаметры могут содержать дополнительную информацию. Для того, чтобы получать отверстия определенного диаметра, потребуется взять сверло на пару десятых миллиметров меньше, и чем лучше оно будет заточено, тем меньше получится разница.

Кстати, сверла отличаются не только по диаметру, но еще и по длине – есть короткие, длинные и удлиненные. Важной информацией будет и предельная твердость материала, который вы планируете обрабатывать. Хвостовик сверл бывает цилиндрическим и коническим, и это обязательно следует иметь в виду при выборе сверлильного патрона или даже переходной втулки.
Для определенных типов работ и материал может потребоваться выполнение особой заточки. Чем тверже будет металл обработки, тем острее должна быть заточена кромка. Для тонких листов металла обычное спиральное сверло может попросту не подойти, и тут потребуется инструмент с особой заточкой. Подробные рекомендации для разных видов сверл и металлов обработки (твердость, толщина и разновидность отверстия) достаточно обширные, поэтому рассматривать их в этой статье мы не будем.
Перед креплением деталей до сверления следует использовать тиски, кондукторы, упоры, уголки, прихваты с болтами и прочие приспособления. Это не просто требования по ТБ, так действительно удобнее, и тогда получаются более качественные отверстия. Для снятия фаски и обработки поверхности канала следует применять зенковку цилиндрической или конической формы, а для наметки точки для сверления и чтобы оно не соскакивало, нужен кернер и молоток.
Полезный совет! Лучшими сверлами даже сейчас считают те, что были выпущены при ССР – тогда было точное следование геометрии и составу металла. Еще хорошими являются немецкие «Руко» с напылением из титана, а также сверла от ВОSСН, потому что это проверенное качество. Прекрасные отзывы получили приборы от Хейсер – они мощные и обычно с большим диаметром. Прекрасно смогли себя показать сверла от фирмы «Зубр», и отдельное внимание стоит уделить серии производителя «Кобальт».
Режимы работы
Во время проведения работ с разными металлами и сверлами стоит применять разные режимы резки, и при этом чем тверже обрабатываемый металл, а также чем больше диаметр сверла, тем меньше будет рекомендуемая скорость резки. Показателем правильного режима будет длинная и красивая стружка.
Виды отверстий в металле и как их сделать
- Сквозные.
- Глухие.
- Глубокие.
- Половинчатые (неполные).
- Для внутренней резьбы.
- С большим диаметром.
Отверстия для резьбы требуют определения диаметров с допусками, которые установлены в ГОСТ 16093-2004.
Сквозные
Отверстия сквозного типа начинают пронизывать заготовку в полной мере и создают внутри нее проход. Особенностью процесса будет защита поверхности столешницы или верстака от выхода сверла за пределы заготовки, а это может повредить и само сверло, а снабдить заготовку таким «добром», как заусенец. Чтобы такого не было, потребуется придерживаться следующих способов:
- Применяйте в работе верстак с отверстием.
- Подкладывайте под деталь прокладку, сделанную из древесины или особый «сендвич», то есть дерево-металл-дерево.
- Подкладывайте под деталь брусок из металла с отверстием для свободного входа сверла.
- Уменьшайте скорость подачи на последнем этапе.
Кстати, последний метод обязательно нужен, если вы высверливаете отверстия «по месту», чтобы не повредить детали или поверхности, которые близко расположены. Отверстия в тоненьких листах металла следует вырезать перьевыми сверлами, потому что спиральные сверла могут повредить края заготовки.
Глухие
Такие отверстия будут сделаны на определенной глубине, а также не будут пронизывать заготовку насквозь. Следует отмерить глубину, и это можно выполнить одним из двух способов на выбор:
- Ограничивать длину сверла посредством втулочного упора.
- Ограничивать длину сверла посредством патрона, которая оснащен регулируемым упором.
- С использованием линейки, которая закреплена на стенке.
- Комбинирование нескольких способов сразу.
Не все, но некоторые станки снабжены системой автоматической подачи на определенную глубину, а после механизм просто останавливается. При сверлении может потребоваться пару раз оставить работу, чтобы удалось убрать стружку.
Сложные формы
Сделать отверстие в металле не так уж и сложно, но если речь идет о сложных формах – придется постараться. Те отверстия, которая расположены на краю заготовки (то есть половинчатые) можно сделать, если соединять гранями и зажимая тисками обе заготовки или прокладку и заготовку, а после просверливая полное отверстие. Прокладка обязательно должна быть выполнена из того материала, что и заготовка, которая подвергается обработке, потому что в противном случае сверло начнет уходить в сторону минимального сопротивления. Сквозное отверстие в уголке (то есть в профильном металлическом прокате) делают, зафиксировав заготовку в дисках с использованием деревянной подкладки.
Куда сложнее будет сделать сверление заготовки цилиндрической формы по касательной. Такой процесс будет разделен на две основные операции – подготовка перпендикулярной направляющей к отверстию площадки (зенковка или фрезеровка), а после непосредственно сверление. Создание отверстий в поверхностях, которые размещены под углом, тоже начинают с подготовки площадки, а после вставляют деревянную подкладку между плоскостями, создают треугольник и делают отверстие сквозь угол. Полые детали следует сверлить таким образом, чтобы полость была заполнена пробкой из древесины.
- Рассверливание – для этого потребуется высверливать отверстие на всю глубину при помощи сверла малого диаметра, а после на заданную глубину следует рассверлить сверлами с диаметром от меньшего к большему. Преимуществом такого способа является прекрасное центрированное отверстие.
- Уменьшаем диаметр. Для этого на заданную глубину потребуется просверлить отверстие с максимальным диаметром, а после сверла нужно поменять с последовательным уменьшением диаметра и углублением отверстий. При таком способе будет куда легче контролировать глубину всех ступеней.
Рассмотрим еще один способ.
Большой диаметр и кольцевое высверливание

Получение отверстия с большим диаметром в массивной по размеру заготовке и толщиной до 0.6 см будет затратным и трудоемким делом. Относительно небольшой диаметр – до 3 см (максимум 4 см), можно получать при помощи конусных, а в идеале ступенчато-конусных сверл. Для отверстий с большим диаметром (до 10 см) потребуются полые биметаллические коронки или даже коронки с твердыми сплавными зубчиками и центровочным сверлом. При этом обычно мастера рекомендуют германский ВОSСН, и особенно для твердого металла, к примеру, для стали.
Такой кольцевой способ высверливания будет менее энергозатратным, но при этом может быть дороже в финансовом плане. Кроме сверл очень важна мощность электрической дрели, а также должна быть возможность работать на низких оборотах. При этом чем толще обрабатываемый материал, тем сильнее будет хотеться делать отверстие на станке, а при большом числе отверстий в листе с толщиной больше 1.2 см стоит сразу же найти такую возможность. В заготовке из тонкого листа отверстие большого диаметра получают при помощи узкозубых коронок/фрез, которые закреплены на угловой шлифовальной машинке, но в последнем случая края оставляют желать лучшего.
Техника безопасности
Для того, чтобы сделать отверстия в металле, потребуются не только навыки и инструменты, но и следование ТБ:
- До начала проверьте все крепления.
- Одежда при работе с дрелью или на станке не должна быть с элементами, которые могут попасть под действие вращающихся деталей.
- Сверло при приближении к металлу должно вращаться, в противном случае оно быстро затупится.
- Вынимать сверло нужно не выключая устройство, постепенно снижайте обороты.
- Если сверло не углубляется в металл, то его твердость меньше, чем у заготовки.
- Если сверло малого диаметра плохо закреплено в патроне, то следует намотать его на хвостовик латунную проволоку, чтобы увеличивать диаметр захвата.
- Если поверхность обрабатываемого материала полированная, то нужно надеть фетровую шайбу на сверло – это поможет не нанести царапины.
Как видите, все очень просто.
Расширение отверстия перьевым сверлом
Обратите внимание, что пример показан на древесине. На самом деле расширение отверстия посредством перьевых сверл является совсем неблагородным делом, и лишь по той причине, что перьевому сверлу будет не за что зацепиться. Но есть весьма простой способ, как аккуратно увеличить отверстие. Бывает и так, что проделали отверстие, к примеру, пером №20, но после что-то было изменено в проекте, и отверстие следует сделать больше, до 2.5 см в диаметре, причем таким образом, чтобы центр не был смещен. Вся проблема заключается в том, что в дрель сверло подобного диаметра не вставить, а для расширения перьевым сверлом его следует во что-то упирать, чтобы не был смещен центр.
Посмотрите на фото – есть отверстие, сделано оно перьевым сверлом с диаметром 2 см, а после нужно упереться кончиком пера с диаметром в 2.5 см. Но это не получается сделать, и поэтому кончик будет болтать по бортикам отверстия, а после центрировать само сверло не получится. Если у пера нет снизу опоры, но его кончик не во что упирать, но если так, предлагаем упирать края перьевого сверла. В таком случае потребуется просверлить отверстие первом №20, а после расширять пером №25. Возьмите другие дощечки и просверлите отверстие пером №25. Далее прикладываем доску поверх маленького отверстия на 2 см и центрируем. Это можно сделать даже на глаз.
Посмотрите как это будет выглядеть. Как видите, после этого перьевое сверло с большим диаметром будет удерживать борта широкого отверстия, и перо можно будет просверлить по центру отверстия с меньшим диаметром. Далее просверлите, при этом держа обе доски вместе (а еще лучше зафиксировать все доски струбцинами, и тогда сверление будет намного точнее). Перо начнет упираться в бортики широкого отверстия, и его не будет вести в стороны. На самом деле нет ничего сложного, но иногда этот способ сильно выручает. Для того, чтобы до конца разобраться в процессе, предлагаем вам посмотреть видеоролик.
Восстановление отверстий: наплавка и расточка, как восстановить разбитое отверстие в металле
Продолжительная эксплуатация машин и механизмов приводит к износу посадочных мест подшипников, валов, втулок, пальцев – как и любые детали они со временем потребуют восстановления. Замена корпусов или крышек, в которых расположены отверстия, обходится слишком дорого и занимает продолжительное время. Повреждения приводят к тому, что техника и оборудование надолго выходят из строя. Компания производитель работ и заказчик несут значительные убытки в результате простоя.
Поэтому изготовители металлообрабатывающего оборудования разработали и представили на рынок специализированные мобильные комплексы для обновления геометрии радиальных проемов в металлических деталях. Это позволило отказаться от полного демонтажа изношенных деталей и ремонтировать, не снимая их с техники и оборудования.
Что такое восстановление отверстий
Под реставрацией посадочных мест вращающихся, опорных и фиксирующих элементов цилиндрической формы подразумевают исправление нарушений размеров радиальной геометрии путем:
- предварительной подготовки;
- проточки для устранения эллипсности;
- наплавки металла на поверхность;
- черновой и финишной механической обработки.
Для выполнения восстановительного комплекса работ применяют специализированное оборудование, совмещающее в себе применение современных сварочных технологий и возможность металлообработки с высокой точностью фрезерования. Процесс реставрационных мероприятий предусматривает возможность обработки одного отверстия или одновременно нескольких, расположенных на одной оси.
Реставрация посадочных мест позволяет значительно сэкономить время и деньги за счёт отказа от приобретения от приобретения нового оборудования или дорогих запасных частей. При этом мобильная конструкция наплавочного восстановительного оборудования позволяет производить работы как в стационарных, так и в полевых условиях.

В каких случаях применяется
Применение расточно-наплавочных комплексов необходимо для приведения в рабочее состояние дорожной и строительной техники, погрузчиков и подъемных кранов, прокатных станов, конвейеров, электродвигателей, металлообрабатывающих станков и другого оборудования. Современный инструмент для реставрации узлов с радиальными проемами позволяет выполнять:
- наплавление металлического слоя;
- радиальную расточку отверстий в металле с точностью обработки 0,01 мм;
- снятие фасок и торцевание;
- проточку канавок для установки стопорных колец;
- сверление;
- нарезание резьбы.
Отремонтированные таким образом детали и компоненты приобретают не только первоначальные геометрические размеры в соединениях и сочленениях, но и механические свойства обновленных поверхностей: твердость, прочность, износостойкость и т.п.
Мобильная расточка и наплавка отверстий очень удобна для выполнения реставрационных работ в полевых условиях. Владельцу машин и механизмов не нужно решать вопрос демонтажа изношенного узла и транспортировки его в ремонтную мастерскую или на завод. Ремонтно-восстановительные мероприятия организуют и проводят на месте.

Такое оборудование широко используют:
- в судостроении и ремонте судов;
- при восстановлении энергетического и горнодобывающего оборудования;
- для ремонта дорожно-строительной техники;
- в тяжелой индустрии и сельском хозяйстве;
- для наплавки и расточки отверстий экскаватора;
- при обслуживании подвижного железнодорожного состава;
- для реставрации коммунального и лифтового оборудования;
- для ремонта подъемно-транспортных механизмов, землеройной и дорожной техники;
- на конвейерах и прокатных станах и на предприятиях тяжелой промышленности.
Специфика реставрируемых элементов такова, что они требуют предельно точно соблюдать все размеры и соотношения, учитывать особенности соединения, а также характер механического воздействия в работе детали, узла и всей системы в целом.
Станки для восстановления отверстий деталей с наплавкой и расточкой применяют для различных видов работ в труднодоступных местах. С их помощью:
- обеспечивают работоспособность оборудования и трубчатых деталей длиной до 4 метра;
- нарезают резьбу;
- приводят в норму диаметральные размеры;
- обрабатывают снаружи параллельные поверхности;
- производят шлифование и сверление.
Наплавка с последующей фрезерной обработкой признана на сегодняшний день лучшей технологией для возвращения работоспособности дорогостоящим узлам и механизмам. Поэтому приобретение специализированного станка при наличии нескольких единиц рабочей техники всегда экономически оправдано. В том случае, если количество механизмов невелико, можно обратиться за оказанием подобной услуги.
Этапы проведения работ
Наплавочный способ восстановления изношенных деталей включает 6 последовательных этапов:
- подготовка, осмотр и измерения;
- установка и центровка рабочего вала;
- первая расточка отверстий в металле для устранения эллипсности и других дефектов;
- нанесение металла на поверхность;
- окончательное фрезерование под номинальный размер;
- финишная обработка поверхности.
Первичная расточка необходима даже при отсутствии дефектов, поскольку толщина обновленного слоя не может быть менее 2 мм. Завершающая (финальная) – производится в случаях повышенных требований к качеству поверхности.
Перед тем как восстановить разбитое отверстие в металле, расточно-наплавочный станок закрепляют на корпусе детали при помощи сварки или другим доступным способом. После выполнения центровки возможна простая проточка под калиброванный ремонтный размер или восстановление размеров в прежний номинал. В этом случае комплексная обработка предусматривает проработку всех технологических этапов, перечисленных выше.

Важной технической особенностью мобильных расточно-наплавочных комплексов является возможность одновременной проработки двух и более мест, расположенных на одной оси. При этом диаметры обработки разных поверхностей могут быть различны.
Подготовка поверхности
На этапе подготовки к восстановлению деталей сваркой и наплавкой выполняют осмотр осмотр ремонтируемой детали, производят необходимые измерения, проверяют совпадение осей, определяют способ закрепления центровочного комплекта. В зависимости от типа и конструкции детали центровочный блок может быть зафиксирован с двух сторон, а для обработки нескольких разнесенных поверхностей, на крайних торцах.
Рабочий агрегат жестко закрепляют на корпусе детали с помощью электросварки или другим возможным способом. В результате вес обрабатывающего инструмента не будет влиять на точность выполнения операций.

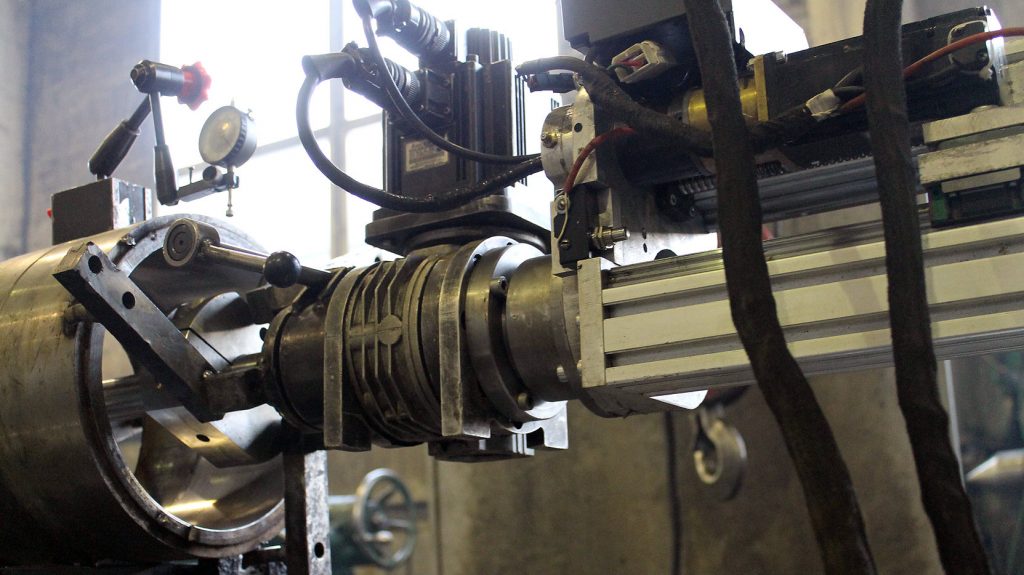
Установка и центровка вала
Особая конструкция центровочного комплекта позволяет установить любое положение борштанги, чтобы обеспечить необходимое направление оси места восстановления или точное осевое совпадение двух обрабатываемых диаметров. В этом случае центровка борштанги производится после выполнения комплекса измерений по менее изношенному узлу.
На предварительно отцентрированную борштангу закрепляют фиксирующие суппорты, которые при помощи сварки окончательно фиксируют станок в нужном положении. Для крепления станка допускается вместо сварки применять метизы соответствующих диаметров, а при малой толщине детали - зажимные элементы типа струбцин.
Фрезерование и устранение эллипсности
После окончательной фиксации станка центровочный комплект удаляют, и на борштангу устанавливают резец, с помощью которого будет производиться первая расточка. Она необходима для устранения эллипсности, которая возникает в результате износа при работе машин и механизмов. Кроме этого, проведенные ранее измерения могли показать нарушение соосности двух противоположных посадочных мест.
После первой фрезеровки поверхностей оба отверстия будут располагаться на одной оси, и геометрическая конфигурация станет точно радиальной, без эллипсоидных отклонений. Однако размер после завершения работы уже не будет соответствовать заводскому номиналу. В этом случае возможны два технических решения по восстановлению диаметра:
- повторное фрезерование под расчетный ремонтный размер с высокой точность обработки и горячая установка металлической гильзы;
- нанесение металла на поверхность и расточка под заводской номинал.
Работа мобильного расточно-наплавочного комплекса предусматривает второй вариант восстановления и ремонта отверстий. Это проще, быстрее и намного дешевле, чем изготовить и установить ремонтную гильзу. Кроме того, подобная технология обновляет тело металла и исключает возможность смещения нового покрытия, в отличие от запрессованной гильзы.
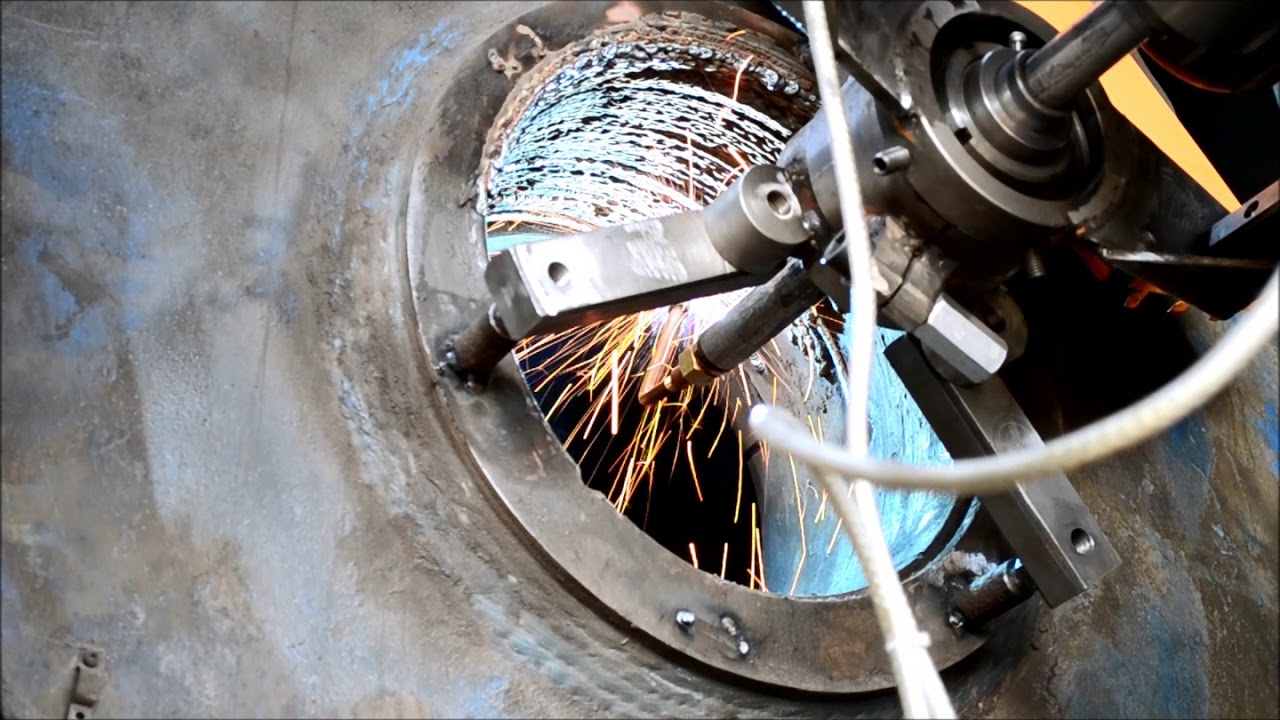
Наплавка
Для наплавления слоя металла на радиальную поверхность используется электросварочный аппарат инверторного типа с автоматической подачей проволоки к месту обработки. В зависимости от марки сплава восстановление деталей вибродуговой наплавкой может осуществляться в обычных атмосферных условиях или защитной инертной среде. Обычно она представляет собой смесь из 80% аргона и 20% углекислого газа.
Расточная борштанга заменяется на наплавочную, к которой подключается сварочный инверторный аппарат и газовый баллон. При отсутствии готовой смеси аргона и углекислого газа подключаются 2 баллона через специальный редукторный смеситель.
Наплавка предусматривает нанесение одного или нескольких слоев металла и осуществляется в автоматическом режиме. Работа станка обеспечивает самостоятельное вращение сварочной насадки и ее продольное перемещение без участия оператора.

Физико-механические свойства наплавляемого слоя полностью соответствуют или даже превышают характеристики основного металла обрабатываемой детали. В зависимости от марки сварочной проволоки, силы тока и скорости прохождения твердость слоя находится в пределах 20-30 HRC.
Фрезерование под номинал
После наплавки металла и его полного остывания наплавочную штангу снимают и на ее место снова устанавливают фрезеровальный инструмент. Механические способы восстановления отверстий предусматривают проточку поверхности за два раза. Сначала выполняется черновая проточка для максимального приближения к номинальному размеру с обязательным плюсовым допуском. При этом величина допуска не превышает 0,5 мм, обычно 0,2-0,3 мм.
Первая обработка не обеспечивает высокой точности, поскольку производится с другой целью. Во время фрезерования под номинал устраняют весь поверхностный сварочный шлак и грубые неровности после наложения слоев. В результате геометрия отверстия приобретает ровную поверхность, максимально приближенную к номинальному размеру.

Финишная обработка поверхности
На следующем этапе работ выполняют чистовое фрезерование с обеспечением точности в пределах 0,01 мм. Для этого снижают скорость прохождения резца и постоянно контролируют проточки с помощью выносных цифровых индикаторов.
Окончанием работ является проведение контрольных замеров, определяющих качество работы, демонтаж станка с корпуса и механическая зачистка следов сварки, которая применялась для фиксации суппортов. Расточно-наплавочная технология предусматривает возможность немедленной сборки отреставрированного узла и начало работы механизма.

Необходимое оборудование
Самые мощные мобильные комплексы оборудования позволяют реставрировать радиальные элементы диаметром от 25 мм до 1,5-2,0 метра при длине обработанной поверхности до 4-х и более метров.
Одним из известных торговых брендов для восстановления и ремонта отверстий наплавкой являются американские расточные комплексы Climax. Их конструкция допускает точную обработку диаметров от 35 до 2030 мм с точностью и скоростью стационарного станка. Движение рабочих органов осуществляется при помощи электрического и гидравлического привода. Управление оборудованием полностью автоматизировано. Наличие специальных запатентованных кронштейнов позволяет отказаться от применения сварки для фиксации на корпусе реставрируемого узла или детали. Однако стоимость таких комплексов предусматривает их приобретение только в случае большого парка ремонтируемой и обслуживаемой техники.
Более доступное по цене оборудование для восстановления отверстий это станки модельного ряда WS, выпускаемые европейской компанией Sir Meccanica. Модели WS компактны и предусматривают мобильное применение. В качестве режущего инструмента используются стандартные токарные резцы из быстрорежущей стали. Электропривод отличается низким уровнем энергопотребления.

Одними из лучших моделей от отечественных производителей по стоимости и по качеству можно назвать станки серии «Пионер». Это оборудование для мобильной расточки и наплавки отверстий является мощным устройством, позволяет эффективно решать большинство задач, связанных с ремонтом техники и механизмов. Вкладывая относительно небольшие средства в приобретение этого оборудования, вы сможете обеспечить высокое качество ремонтных работ для своей техники и организовать выездные услуги для других компаний.
По желанию заказчика специалисты компании «Сармат» изготовят борштанги любых необходимых размеров и внесут другие конструктивные изменения для выполнения конкретно поставленных задач.
Читайте также: