Как работает лазерная гравировка по металлу
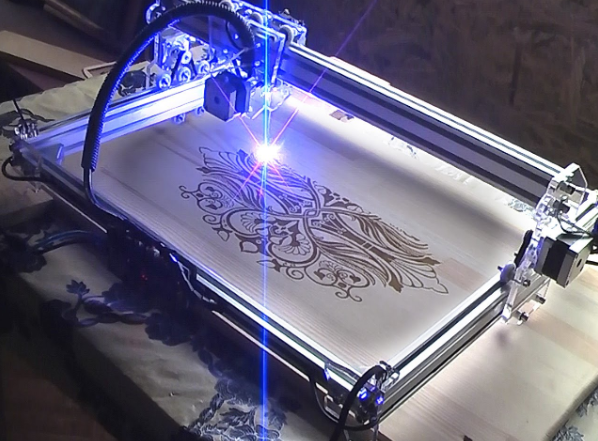
Лазерно-гравировальные станки с ЧПУ отлично справляются с нанесением изображений на поверхности заготовок из самого разного материала. При этом технические характеристики лазерных станков (высокое разрешение оптической системы, прецизионная механика, «умная» электроника) позволяют гравировать изображения с очень высоким качеством. Даже узоры, изобилующие мелкими деталями получаются контрастными, чёткими с идеальной детализацией. Причём такие показатели достигаются на вполне «бюджетных» моделях лазерных станков. А настольные мини-граверы зачастую обеспечивают даже лучшие качество гравировки, чем старшие «собратья», хотя и уступают им в производительности резки.
Для гравировки изображений в память лазерного станка с ЧПУ загружается программа, базирующаяся на векторном или растровом графическом файле. Такой алгоритм позволяет максимально упростить программирование станка — любая работа дизайнера уже является заданием на обработку. Графический эскиз требуется лишь незначительно доработать. Специальный «софт» поможет создать на базе эскиза маршрут движение излучателя и экспортировать его в файл, «понятный» для ЧПУ-контроллера лазерного станка. В свою очередь кинематические характеристики инструментального портала станка (несущего лазерный излучатель) позволят воплотить сложный маршрут обработки — вплоть до создания 3D-изображений (на 100% соответствующих исходному компьютерному эскизу).
Особенности лазерной обработки металлов
Лазерные станки с ЧПУ способны работать с очень широкой гаммой материалов, обеспечивая при этом высочайшее качество гравировки. Так, даже для мелких изображений невооружённым глазом различимы символы, площадью до 1 мм2. Однако подобная лёгкость справедлива лишь для неметаллических заготовок.
Для большинства моделей недорогих СО2-лазерных станков с ЧПУ металл является «твёрдым орешком». Во-первых, принципом обработки лазером является воздействие лучом концентрированной энергии на поверхность заготовки. За счёт этого температура в зоне обработки резко поднимается и материал заготовки испаряется. При этом быстрота процесса обеспечивает лишь локальный нагрев — тепло из зоны обработки просто не успевает перейти в соседние слои материала, а практически целиком отводится с испаряемыми газообразными отходами. Этим достигается высокое качество обработки лазером — тонкий шов и аккуратные (без обгорания) края.
Однако металл обладает высокой теплопроводностью. Поэтому при «облучении» лазером тепло из зоны обработки мгновенно отводится в «массу», и обрабатываемая поверхность просто не может нагреться до температуры испарения. Тем более что эта температура у металла довольно высокая (по сравнению с деревом, пластиком или даже натуральным камнем).
Во-вторых, гладкая поверхность металла является прекрасным отражателем для лазерного луча видимого диапазона. По иронии, именно фотоны с частотой колебаний, характерной для генерации СО2-лазером, лучше всего отражаются металлом. Таким образом, энергия, генерируемая лазерной трубкой обычного станка с ЧПУ, легко поглощается или рассеивается поверхностью без необходимого для обработки нагрева металла. И продуктивная обработка металлических заготовок оказывается крайне затруднённой.
Конечно, существуют специальные модели лазерных станков для уверенной резки даже толстых заготовок (например станки с твердотельным лазером, не говоря уже о плазменных генераторах). Однако это оборудование совершенно иного типа и стоимости. Тем не менее, для обработки металла (в частности — гравировки металлических изделий) на «обычных» СО2-лазерных станках с ЧПУ существует несколько весьма привлекательных способов.
Паста для гравировки
При помощи специальной пасты, наносимой на металлическую поверхность заготовки, лазерный станок с ЧПУ способен выполнять качественную контрастную гравировку самых разных изображений. Суть технологии заключается в следующем: металлическая поверхность покрывается специальным составом (густым, в виде пасты — отсюда и происходит название). Паста наносится очень тонким слоем (лучше всего для этого использовать кисть) и только на «голую» металлическую поверхность (без всяких покрытий — красок, лаков, наклеек и пр.).
После этого металлическая заготовка помещается в лазерный станок с ЧПУ. Запускается процесс гравировки по заранее разработанной программе (естественно, размер гравируемого изображения должен не превышать покрытую пастой поверхность изделия). В местах «облучения» лазером паста каталитически способствует «выгоранию» очень тонкого слоя поверхности металла. В результате, после окончании обработки (и смыве остатков пасты) на металлической поверхности остаётся контрастных узор высокого качества.
При гравировке с использованием пасты отличные результаты получаются на заготовках из нержавеющей стали, титана, а также цветных металлов. Причём для обработки вполне сгодится лазерный гравер «начального» уровня (достаточно мощности лазерной трубки всего 40 Вт).
Аналогичным составом для лазерной гравировки на металлической поверхности является специальный спрей. Он действует подобно пасте, но отличается способом нанесения (распыление аэрозоля на заготовку порой оказывается более удобным) и способом хранения (в баллонах под давлением), а также сравнительно небольшим сроком годности.
Лента для гравировки лазером
Аналогом пасты или спрея является специальная лента «CerMark». При гравировке металлических поверхностей при помощи ленты на лазерном станке с СО2-трубкой получается чёрный контрастный рисунок высокого качества. В отличие от пасты, работа с лентой совершенна безопасна для здоровья.
Алгоритма гравировки с применением ленты CerMark следующий:
- очищается и обезжиривается металлическая поверхность (гравировку следует проводить только на плоской поверхности!);
- отрезок ленты нужного размера приклеивается к поверхности заготовки (следует плотно нажать и разгладить ленту для равномерного прилегания);
- в настройках гравировки выбирается максимальная мощность (справедливо для лазерной трубки в 40 Вт);
- скорость обработки вычисляется путём умножения максимальной мощности трубки на коэффициент 0,3 (в нашем примере — для лазерной трубки мощностью в 40 Вт, скорость гравировки составит 12);
- по окончании гравировки следует удалить остатки ленты и протереть металлическую поверхность влажной тканью (или промыть водой).
Лазерная гравировка металлов плюс электролиз
Довольно известным «кустарным» способом является покрытие металлической поверхности косметическим лаком (или парафином) с последующей гравировкой на лазерном станке с ЧПУ и погружением в электролитическую ванну.
Несмотря на кажущуюся сложность, такой способ позволяет получить отличные результаты — особенно при гравировке на выпуклых поверхностях (к примеру, столовых ложках). Да и цена подобного метода (в сравнении со стоимостью пасты) оказывается ниже. Однако к его недостаткам относится дополнительная работа по созданию «электролитической ванны» и трудоёмкий подбор состава электролита (для получения качества гравировки, сравнимого или превосходящего таковое при использовании пасты).
Суть метода очень проста: металлическая поверхность обезжиривается и покрывается тонким слоем косметического непрозрачного лака. После высыхания лака, заготовка помещается в лазерный станок с ЧПУ и выполняется гравировка изображения (строго по «замалёванной» площади!). Параметры обработки (для лазера с трубкой мощностью 60 Вт): мощность — 18%, скорость — 137 мм/с.
Затем, заготовка погружается в ёмкость с водно-солевым растровом поваренной соли в обычной водопроводной воде. Заготовка должна погружаться так, чтобы слой лака был выше уровня жидкости (при нанесении лака следует это учесть). В ёмкость также опускаются две полоски из нержавеющей стали (электроды). Суммарная площадь полосок должна быть выше, чем вытравливаемая площадь гравируемого изображения. К электродам из нержавейки подключается источник постоянного тока (к примеру, зарядное устройство для автомобильных аккумуляторов). На заготовку должен подаваться «плюс», на электроды — «минус».
Источник питания включается на 3-15 минут, после чего процесс считается законченным. В течение электролиза крайне нежелательно шевелить заготовку! Финальным этапом является снятие лака (специальной жидкостью) и протирка металлической заготовки сухой чистой тканью.
После должной отладки и нескольких пробных подходов, метод гравировки лазером с последующем электролизом даёт отличные результаты — изображение на поверхности металла получается чётким и контрастным (при глубине гравировки порядка 0,1 мм).
Детальный видеообзор на профессиональный лазерный станок Wattsan 6040. Внутренее устройство и технические характеристики оборудования.
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Принцип работы лазерного гравировального станка
Гравировальный станок — это устройство, которое значительно ускоряет и упрощает процесс нанесения изображения на поверхность изделия. Такой метод декорирования и идентификации вещей применяется еще с глубокой древности. Первые инструменты для гравировки датируются чуть ли не каменным веком. В те времена, как и много столетий спустя, мастера-граверы воспроизводили узоры, надписи и картинки вручную, неделями и месяцами корпя над особенно замысловатыми изображениями. Рассматривая оружие, доспехи, табакерки и еще множество изделий прошлых веков, украшенные гравировкой, приходишь в восхищение от изящности линий и сложности контуров. Понимаешь также и другое: случайный сдвиг изделия в процессе работы, дрогнувшая рука, излишне глубокий нажим и прочие ошибки зачастую приводили к необратимым последствиям, вынуждая резчика начать все заново.

Гравировка на металлических доспехах, нанесенная вручную мастером из средних веков
Работа граверов несколько упростилась только в прошлом веке, когда на помощь им пришел технический прогресс и принес с собой ручной электроинструмент. Небольшие бормашинки с моторчиками и различными сменными насадками взяли на себя часть работы и ускорили весь процесс гравировки. Самым известным производителем подобного оборудования стал Dremel — компания, основанная в 1932 году в Америке. Со временем ее постигла участь ксерокса и памперса, то есть, дремелем теперь называют любые ручные машинки, работающие от электричества, которые способны сверлить, гравировать и шлифовать небольшие изделия.

Гравировка деревянной поверхности с использованием ручного электроинструмента
Однако несмотря на то, что с появлением электрограверов дело стало двигаться быстрее, проблемы человеческого фактора никуда не исчезли: мастерам по-прежнему приходилось работать, можно сказать, вручную, только в руках теперь была бормашинка, а не инструмент из металла. Соответственно критичные и некритичные огрехи по-прежнему периодически возникали даже при использовании техники.
Настоящим прорывом в работе граверов стало появление фрезерного оборудования, управляемого компьютером. Небольшие настольные станки взяли на себя весь объем работы и выполняли ее на порядок быстрее и качественнее. Количество ошибок и неточностей свелось к минимуму, появилась возможность поставить выпуск изделий на поток, так как фрезер с ЧПУ мог не только быстро работать, но и наносить совершенно идентичную гравировку раз за разом, следуя заложенной в программе траектории движения.

Фрезерные гравировальные аппараты с ЧПУ показывают очень высокое качество работы, но по степени детализации изображений и скорости их нанесения уступают лазерным устройствам
Однако недочеты у такого оборудования все-таки есть, что, правда, ничуть не мешает ему до сих пор оставаться востребованным. В первую очередь речь идет о том, что какой бы тонкой и острой ни была фреза, она не может идеально четко воссоздать все нюансы и контуры сложных изображений. Погрешность в работе фрезерного гравера составляет порядка 0,5 мм, поэтому воспроизводить с его помощью миниатюрные рисунки или мелкие надписи невозможно.
И вот тут на сцену выходит лазерный станок — устройство с программным управлением, которое до сих пор относится к разряду новых технологий, а период его более-менее массового использования насчитывает буквально 5-10 лет. Диаметр лазерного луча настолько мал, что ширина прорезов между деталями или отверстиями, созданных им, зачастую не превышает толщину человеческого волоса. И это только начало в огромном списке плюсов лазерной техники, причем, одним из достоинств можно назвать отсутствие недостатков. С некоторой натяжкой единственным минусом может стать пока еще не очень бюджетная стоимость таких аппаратов. Тем не менее даже в домашних мастерских миниатюрные лазерные станки уже перестали быть диковинкой.

Качество лазерной гравировки настолько безупречное, что ее используют даже для изготовления штампов и печатей
Преимущества лазерно-гравировальных устройств
Гравировальные аппараты, использующие в своей работе лазерный луч вместо металлического режущего инструмента, по всем параметрам оставляют далеко позади своих конкурентов по ремеслу. Основными аргументами для такого утверждения служат следующие:
- очень высокая скорость гравировки, доходящая до 700 мм/с;
- несравненно более высокое качество готового изображения, обусловленное тонкостью луча и прецизионной точностью его позиционирования (отклонения от заданных координат колеблются в диапазоне ± 0,01 мм);
- неограниченный срок службы гравировки, что означает, что контуры рисунка не потеряют своей четкости при интенсивном использовании даже по прошествии многих лет (речь идет, например, о часах или зажигалках);
- широкий ассортимент материалов, доступных для декорирования;
- компьютерное управление всем процессом экономит время и полностью исключает ошибки, которые может допустить человек;
- в силу того, что лазерная гравировка наносится бесконтактным методом, изделия не нуждаются в фиксации, что, во-первых, экономит средства на приобретение крепежных устройств, а, во-вторых, не повреждает поверхность материала;
- высокая степень детализации при нанесении небольших изображений или тех, которые имеют большое количество мелких элементов;
- идеально гладкие края и стенки изображения после однократного прохода луча. Нет потребности в дополнительной постобработке, отсутствуют небольшие впадины, характерные для фрезы и прочих металлических инструментов;
- лазер не оказывает физического воздействия на материалы, поэтому им можно безбоязненно гравировать даже хрупкие, склонные к сколообразованию и растрескиванию материалы, например, стекло;
- нет необходимости в покупке большого количества инструментов;
- низкий уровень шума и пылеобразования.
Принцип работы лазерного гравировального станка
Ввиду того, что лазерно-гравировальные аппараты являются автоматизированным оборудованием, то есть, управлением всеми процессами занимается компьютер (внешний или встроенные элементы), работа таких устройств начинается с создания управляющей программы для них.
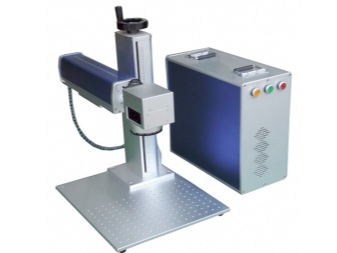
Оптоволоконный лазерный гравер по металлу в процессе работы
Эскиз будущего изображения рисуется в каком-либо графическом редакторе, после чего в CAM-системе на его основании создается файл, в котором прописаны все этапы прохождения лазерного луча для воспроизведения картинки и т. д. Этот файл и называется управляющей программой, в которой указывается точка начала гравировки, скорость перемещения инструмента, глубина его погружения в материал и многое другое. Программу запускают на компьютере, подсоединенном к граверу или сохраняют на флеш-карту, которую затем вставляют непосредственно в станок.
Само лазерное оборудование может быть оптоволоконным, предназначенным для гравировки металлов, или углекислотным, подходящим для работы с любыми другими материалами (пластик, дерево, резина, сукно, картон и т. д.).
В волоконном гравере луч создается путем активации кварца, легированного редкоземельным покрытием, путем накачки, поступающей от диодных ламп. Кварцевая сердцевина заключена в оболочку из оптического волокна, закрытую снаружи гибким и плотным пластиковым или иным корпусом. После включения источников накачки в волоконном кабеле начинается генерация лазерных частиц, часть из которых выходит наружу с одной из сторон.
CO-2 гравер имеет в основе запаянную стеклянную колбу, в которую под давлением закачана смесь из нескольких газов, склонных к ионизации под воздействием электрических импульсов. Разряды поступают внутрь от блока розжига, подсоединенного к трубке, и активируют газовую среду, в результате чего начинается процесс лазерообразования.
Лазерный поток, выходящий из оптоволокна или газовой трубки, попадает на фокусирующую линзу (в случае с CO-2 излучателем, он сначала проходит через оптическую систему из трех отражающих зеркал), которая сужает его до требуемых параметров, превращая в световое пятно на поверхности материала. Из-за малого диаметра, концентрация температуры и мощности излучения в точке реза очень высока, поэтому луч за доли секунды выжигает поверхностный слой материала на заданную глубину. Перемещаясь с высокой скоростью, он шаг за шагом воссоздает на изделиях требуемое изображение.
Лазерная гравировка на металле

Гравировка по металлу – одна из старейших технологий его художественной обработки, не потерявшая своей актуальности и по сей день. Правда, сейчас во многих областях механический и пескоструйный способы нанесения рисунка постепенно уступают место лазерной гравировке.
Плюсы и минусы
Сама по себе технология гравировки металла имеет тысячелетнюю историю. С ее помощью украшали доспехи, оружие, ювелирные изделия. Лазерная гравировка – относительно новая ступень в ходе развития процесса. Как и любая другая, гравировка лазером имеет свои плюсы и минусы.
Плюсы:
- возможность исполнения в короткие сроки;
- деликатная работа с большинством материалов;
- возможность нанесения изображения различного уровня сложности;
- высокое качество конечного изображения;
- долговечность гравировки;
- бесконтактный способ нанесения.



Минусы:


Гравировка по металлу выполняется в различных техниках, существует несколько ее видов.
В первую очередь следует различать профессиональную и сувенирную гравировку. Первая должна быть выполнена с соблюдением ГОСТов, включающих в себя требования к массе характеристик: от глубины нанесения до контрастности. Такая гравировка применяется при нанесении товарных знаков, номера партии, штрих-кода.
Сувенирная гравировка носит в большей степени декоративный характер и более требовательна к вопросам эстетики. Сувенирной гравировкой являются дарственные надписи, логотипы на сувенирах и т. п.
При заказе любой лазерной гравировки помните, что выбрать ее цвет невозможно – он будет напрямую зависеть от металла. Гравировка наносится путем удаления какой-то части материала с поверхности, без применения красящих веществ. Предугадать цвет рисунка проблематично, особенно если материал незнакомый. Латунь выдает гравировку с желтым оттенком, сталь и алюминий – с серебристым. Цвет гравировки на хромированном или окрашенном металле будет совпадать с цветом чистого материала.
Отдельной услугой возможно чернение или в некоторых случаях окраска рисунка.


Плоская
Плоской называется самая простая гравировка, наносимая на плоские поверхности и имеющая минимальную глубину. Базовая глубина, на которую выполняется лазерная гравировка металла, – от 0,003 до 0,005 дюйма.
Подобная гравировка доступна большинству лазеров и применяется для нанесения не требующих особых углублений рисунков и надписей.


3D-гравировка – это воспроизведение на металле приподнятых полостей, создающих на поверхности 3D-эффект за счет изменения отражающей способности материала. Данная технология изначально создана для изготовления различного инструмента, используется при производстве пресс-форм.
Помимо этого, 3D-гравировкой может называться вполне плоское изображение, создающее лишь иллюзию 3D, подобную той, что дают всем известные граффити-дыры на асфальте.
Современные лазеры позволяют создавать гравировки любого уровня сложности.


Глубокая
Глубокая гравировка – современная альтернатива фрезеровке металла. Эта технология быстрее и дешевле. С ее помощью создаются рельефные изображения, она применяется, когда необходима гравировка на глубину, превышающую стандартные для лазера величины. Изначально данный метод использовался в промышленности. С его помощью изготавливают печатные валы, маркируют ряд промышленных изделий, выполняют гравировку алюминиевых и стальных приборных панелей. Кроме того, эта методика применяется при производстве штампов и форм для литья, матриц, пуансонов и ударных клейм.
Лазер несколько раз проходит по поверхности. В промежутках между проходами производятся чистки при настройке лазера на небольшую мощность и высокую частоту. В случае когда необходимо выполнить глубокую гравировку на окрашенных порошковой краской объектах, лазер сначала очищает объект от краски, а затем углубляется в металл.


Материалы и оборудование
Теперь разберемся, что необходимо для выполнения лазерной гравировки.
Гравировальный аппарат
Наиболее известные и популярные в данной области приборы – лазерные граверы CO2, работающие за счет длинного инфракрасного излучения, производимого молекулами CO2.
С чистыми металлами большинство таких моделей работать не могут из-за высокой теплопроводности материала и его гладкости. Эти варианты граверов подходят в большей степени для стекла, древесины, керамики и т. д. На металле изображение может быть выгравировано, если на материале присутствует специальное покрытие, пример – эмаль на латуни или анодированный алюминий.
Плюс таких лазеров – наиболее выгодная цена, зависящая от мощности устройства, его размеров и производителя.


Второй вариант – твердотельные лазеры и волоконные лазеры. От моделей, работающих с CO2, их отличает другой тип излучения и, соответственно, длина волны. Такие модели дороже, но спокойно работают с металлом.
Преимущество здесь за волоконными лазерами, потребляющими меньше мощностей и имеющими длительный срок службы. Для формирования луча подобные аппараты используют волоконные светодиоды.
Они мобильнее и способны на более точное нанесение рисунка.


Программное обеспечение
Для создания изображения, проработки чертежей и расчетов необходимо специальное программное обеспечение. В зависимости от производителя, граверы могут поставляться с собственным пакетом программ или работать со стандартными AutoCAD, CorelDRAW, Adobe Illustrator и т. д.
Паста
Специальный состав в виде пасты помогает производить максимально качественную гравировку даже сложных изображений. Паста тонким слоем наносится на чистый (!) металл в месте будущего рисунка. Паста каталитически приводит к снятию тончайшего слоя металла.
Работать с пастой можно маломощным гравером (от 40 Вт). Из материалов подходят цветные металлы, титан, нержавейка.
Сходные составы выпускаются в виде спреев, но их сложнее хранить, и они обладают меньшим сроком годности.


Лента «CerMark»
Альтернатива пасте. С ее помощью рисунок выходит черным и контрастным. Считается более безопасной, чем паста, но требует знания технологии работы с ней и подходит только для плоских поверхностей.
Ход работы должен быть следующим:
- очистить и обезжирить заготовку;
- приклеить к металлу отрезок ленты;
- настроить аппарат, скорость обработки вычисляется по схеме: максимальная мощность х 0,3;
- выполнить рисунок;
- удалить ленту;
- протереть или промыть заготовку.


Кроме перечисленных инструментов, в зависимости от того, какие работы планируется выполнять, вам также могут потребоваться:
- вытяжка для дыма и мелких отходов;
- дополнительная система охлаждения (мощные CO2 лазеры и лазеры АИГ);
- установка для круговой гравировки;
- система обдува, снижающая риск возгорания материала;
- сотовый стол для резки тонкого металла;
- специальный вакуумный стол для работы с самыми тонкими материалами;
- сменные фокусные линзы.
Описание технологии
Гравирование – довольно сложный процесс, требующий определенной сноровки. Для успешной работы с аппаратом и точного нанесения гравировки необходимы тренировки. И, само собой, нужно понимать основные принципы работы.
Для начала необходимо создать макет рисунка, загрузить его в память устройства и настроить аппарат. Когда инструмент настроен, а макет готов, объект, на котором необходимо выполнить гравировку, фиксируется в станке.
Лазер испаряет частицы материала с его поверхности. Можно изменять мощность воздействия луча, что будет влиять на глубину линий на металле, на то, насколько линии будут темными и т. д.
В большинстве современных граверов все процессы автоматизированы, и мастер после подготовительного этапа лишь контролирует процесс.
Отдельного внимания заслуживает такой метод, гравировки, как объединение ее с электролизом. Это весьма сложный процесс, заключающийся в покрытии обезжиренной заготовки из металла специальным лаком или парафином, выполнении на ней гравировки и дальнейшем погружении заготовки в электролитическую жидкость, причем слой лака должен оставаться в этот момент над раствором. После этого в жидкость опускаются электроды. Их общая площадь должна превышать площадь изображения на заготовке. К электродам подключают источник постоянного тока («+» – на заготовку, «–» – на электроды). Ток подается минимум на 3 минуты, максимум – на 15 минут, заготовка должна в это время быть неподвижной. Лак снимается, изделие протирается насухо.
Стоит ли четкий и контрастный рисунок таких хлопот – решать вам.
Как убрать гравировку?
Таким образом, хотя лазерная гравировка – это на большинстве этапов автоматизированный процесс, он все же требует определенных знаний и сноровки. Вы должны понимать, какой перед вами материал, как и на какую глубину с ним работать, какой цвет он выдаст в итоге. Кроме того, необходимо разработать макет для рисунка и верно настроить лазер. Знание основных аспектов исполнения гравировки на металле поможет вам не только определиться, хотите ли вы попробовать освоить этот навык, но и понять, какое оборудование будет для этого необходимо, а также разобраться в некоторых тонкостях.
Выбираем лазерный гравер по металлу
Нанесение узоров на предметы появилось ещё в каменном веке. Люди всегда стремились к красоте и необычности везде, где только возможно. Раньше, чтобы нанести узор на металл, нужно было быть профессиональным кузнецом, но с помощью современных технологий этот процесс стал легче, чем когда-либо. В этом поможет лазерный гравер, виды которых будут рассмотрены в этой статье.


Особенности
Лазерная гравировка работает за счёт излучений, изменяющих свойства и характеристики поверхности. Луч, исходящий из станка, воздействует на материал путём нагрева. Конечные результаты бывают разные: обесцвечивание, обугливание, вспенивание, изменение рельефа или небольшое подконтрольное оплавление.
Для гравировки используются разные источники формирования лазера. В лазерном гравере по металлу предпочитают устанавливать твердотельные и газовые. Их технические характеристики различаются, но высокое качество и быстрое нанесение узоров присуще лазерной гравировке в целом.
Ещё одним преимуществом лазерного станка является работа без топливных элементов и других расходных материалов. Он потребляет только электричество и может работать в режиме 24/7, что позволяет использовать его для крупных по объёму заказов.

Перед покупкой гравировщика стоит узнать его плюсы и минусы. У каждого станка они свои. Основное различие – это вид источника гравировального лазера. Бывают твердотельные, газовые и гибридные. Работающие на газе станки обычно не используют для работы с металлом. Их предназначение – нанесение узоров на пластик, дерево, стекло и резину. С металлом хорошо взаимодействуют твердотельные. Они обеспечивают высокую точность и аккуратность, что позволяет наносить мини-гравировку на небольшие предметы. Гибридные станки подходят для работы со всеми материалами, но теряют специфичные для своих братьев с узкой специализацией.
Твердотельные
В твердотельных лазерах в качестве излучающего элемента используется твёрдое вещество. Это могут быть кристаллы, драгоценные камни и стёкла. Самый первый твердотельный лазер был разработан в 1960 году и работал он от рубина.
В современных лазерных станках используют специально созданные монокристаллы. Принцип их работы заключается в создании плотного пучка света от лампы или светодиода. Твердотельные станки с высокой мощностью могут создавать 3D рисунки.


Волоконные
Волоконный лазерный станок относится к твердотельным. С помощью оптоволокна генерируется высокотемпературный сфокусированный луч. Преимуществами такого лазера являются его малый угол расхождения и высокая мощность. Их можно причислять к лучшим видам граверных станков. Они широко распространены в цехах металлообработки и других промышленных предприятиях.
Мощность волоконного аппарата составляет от 1 до 10 кВт. В настоящее время разрабатываются станки с ещё более высокой мощностью. Фокусировка также заслуживает похвалы. Она позволяет концентрировать луч в строго определённых точках, что повышает производительность. Скорость, развиваемая станком, достигает 10000-12000 мм/с.
В среднем устройство будет работать исправно 11 лет, но некоторые волоконные граверы могут прослужить вплоть до 20 лет.

С ЧПУ
ЧПУ расшифровывается как числовое программное управление. Такие станки отличаются своими малыми габаритами, доступной ценой и простотой в эксплуатации. У них гибкий и лёгкий метод программирования, позволяющий быстро адаптировать граверы под другой продукт. Для этого нужно всего лишь загрузить в систему ЧПУ файлы-схемы изделия. Подойдут абсолютно любые узоры, имеющие траектории лазера. Это даёт свободу креативному мышлению дизайнера: лазер может перемещаться в трёх измерениях, а лёгкость программирования позволит создать несколько шаблонов, которые потом можно использовать в станке.
Стоит учесть, что в большинстве моделей лазерных граверов в качестве источника используется газ. Поэтому при необходимости работы с металлом нужно проверять этот фактор и выбирать станки с другой конфигурацией. Также на станках ЧСУ часто установлена система охлаждения, позволяющая работать им дольше и не перегреваться. Некоторые модели оснащены двумя лазерными трубками, что позволяет им работать над несколькими изделиями одновременно. Камера на оптическом модуле оснащена системой распознавания узоров, что позволит корректировать или дополнять уже обработанные изделия.

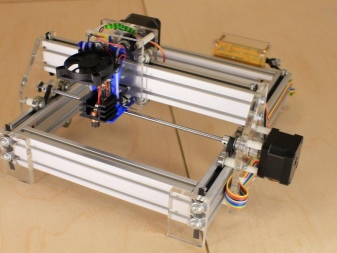
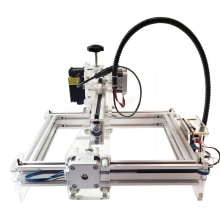
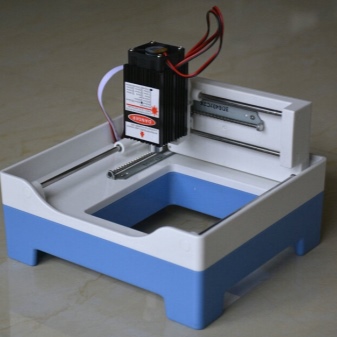
Настольные
Настольные граверы отличаются своими малыми габаритами и компактностью. В плане точности и качества настольные станки ничем не хуже более крупных устройств. Единственная вещь, в которой они уступают – это мощность и скорость работы. Также размер рабочей области тоже меньше, чем у обычного станка. Максимальная мощность настольного гравера в среднем составляет 40 Вт. Этого недостаточно для эффективной работы с металлом.
Но если никаких других вариантов нет, нужно обеспечить правильные рабочие условия в комнате, где расположен станок. Для повышения продуктивности и качества изделий, сделанных на настольном гравере, его нужно расположить строго горизонтально, без наклона. Поэтому перед покупкой следует убедиться, что для желаемой модели найдётся достаточно ровного пространства.
Малые размеры станка не отменяют необходимость в соблюдении техники безопасности. Промышленное оборудование может быть опасным для здоровья. Чтобы понизить влияние испарений и других элементов, выделяемых при работе станка, следует обеспечить адекватную вентиляцию с помощью вытяжки и открытых окон. Помимо этого, рекомендуется носить респиратор или другое защитное оборудование.
В процессе резьбы нельзя открывать крышку и смотреть на лазер, класть руки в рабочую область и подпускать маленьких детей и животных к устройству.

Ручные
Ручной лазерный гравер представляет собой переносное устройство, предназначенное для гравировки в труднодоступных местах или на особо больших изделиях. Модели оснащены методами переноски, что повышает их мобильность и позволяет работать в любом месте в любое время. Работать можно не только на импровизированном месте: в комплект с ручными лазерными граверами идут переносные стенды. Аккумулятор таких устройств обычно работает 3-5 часов.
Из преимуществ у ручного гравера только мобильность. По мощности он уступает всем остальным видам граверов, за исключением некоторых моделей настольников. А сложные узоры и дизайны без должных навыков не создать, т. к. отсутствует возможность автоматического выполнения со схем. Подойдёт это устройство для маркировок и другой полевой работы. Если требуется что-то посложнее, то придётся пожертвовать возможностью переноски и купить стационарный лазерный гравировщик.


Лучшие модели
Как и с другой электротехникой, выбирать лазерный гравер следует по бренду и по стране-производителю. Лучшие станки производит тайваньская компания GCC, американские FARLEY LASERLAB и LaserStar и европейские SCHULER, Trotec и EuroLaser. Продукция этих производителей относится к премиум-классу.
Компоненты сделаны и собраны по всем стандартам качества, что обеспечивает долгосрочность и эффективность производства. Все хрупкие детали оснащены специальными методами защиты. Работать устройства этих компаний могут вплоть до 120 тысяч часов.
Но позволить себе такие устройства может не всякая компания, что уж говорить о личном использовании.




Альтернативой может послужить продукция крупных китайских производителей. В обществе распространён негативный стереотип о качестве техники этой страны, однако, он не относится к действительно добросовестным компаниям, старающимся выйти на мировой рынок. Производству деталей и их сборке там уделяется много внимания и времени, чтобы продукция могла быть конкурентоспособной с устоявшимися на рынке гигантами. Из соответствующих стандартам китайских компаний можно выделить KING Rabbit, HSG LASER, WATTSAN и Raylogic. Их продукция сейчас часто используется из-за доступной цены и хорошего качества.
Но есть организации, из-за которых и живёт стереотип о плохой китайской технике. Обычно их станки называют схоже с крупными брендами, насколько это позволяет закон. Делается это для того, чтобы невнимательный покупатель случайно приобрёл сделанное из вторсырья изделие, собранное на скорую руку. Не стоит смотреть на дешевизну, ведь качественных изделий такие станки не создадут, а период их эксплуатации крайне короткий.




Критерии выбора
Выбрать лазерный станок может быть сложно, ведь для этого нужно учитывать множество разных факторов. Кому-то важна точность и красота, кому-то – скорость и объём производства. Поэтому стоит выделить основные критерии, по которым выбирают станки лазерной гравировки.
Читайте также: