Изготовление вырубных штампов по металлу
Мы проконсультируем вас по любым вопросам!
Изготовление металлических деталей при помощи холодной штамповки занимает большую часть в технологии обработки материалов и часто применяется в разных отраслях промышленного производства. В основе метода лежит пластическое деформирование поверхностей без их дополнительного предварительного нагрева. Применение специального оснащения в виде штампов позволяет получить детали практически любой формы и размера.
Особенности технологии штампования
Штамповкой называют сложный технологический процесс, во время которого металлическая заготовка подвергается механическому давлению, что приводит к ее пластической деформации. Для выполнения подобной обработки используется специальное оборудование. В результате его воздействия на материал получают заготовки требуемой формы и размеров. Основным сырьем, применяемым для штампования, является листовой металл разной толщины.
Данный метод обработки разделяют на два вида:

- горячий. Подразумевает предварительное нагревание заготовок;
- холодный. Перед штамповкой заготовки не нагреваются.
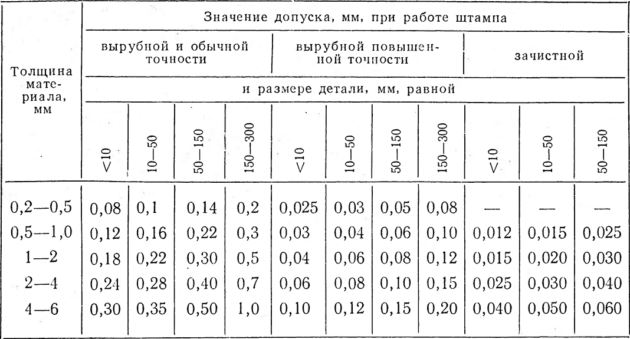
Горячее штампование применяется для материалов, не обладающих высокой пластичностью. Данный метод обработки чаще всего используется при производстве заготовок небольшими партиями из металлического листа, имеющего толщину 5 мм. При изготовлении деталей возникает необходимость применения больших допусков. При их остывании происходит коробление и другие негативные процессы, влияющие на размеры будущей заготовки.
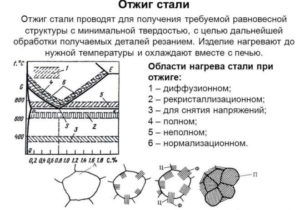
При выполнении холодного штампования используется специальная оснастка. В процессе обработки материал дополнительно упрочняется, но теряется его пластичность. Чтобы предотвратить повышение хрупкости готовых изделий, их дополнительно подвергают рекристаллизационному отжигу.
Особенности технологии холодного штампования
Технология штамповки холодным способом подразумевает обработку заготовок с изменением их формы и размеров, но с сохранением других геометрических характеристик.
В качестве сырья для получения необходимых изделий используются полосы, лента или листы, полученные из легированных низкоуглеродистых сталей. Могут применяться сплавы алюминия, меди, латуни, магниевые, титановые или другие высокопластичные составы. Это связано с тем, что такие материалы легко поддаются деформации.
Перечень выполняемых операций во время штампования
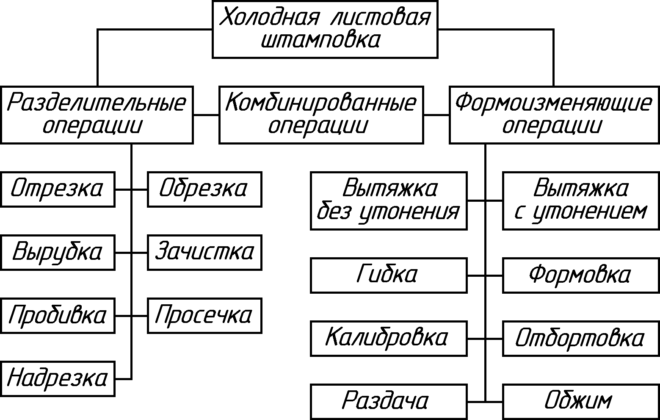
В процессе холодной штамповки металла выполняются различные операции, которые помогают придать изделию требуемых характеристик. Они могут быть разделительными и формоизменяющими. В первом случае поверхность материала частично отделяют по указанному контуру. К разделительным операциям относят:
- резка. Отделение части заготовки по прямой или фигурной линии при помощи пресса в виде ножниц;
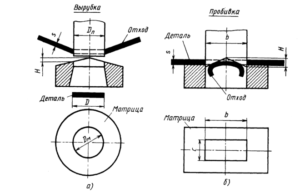
- пробивка. Выполняется для создания в детали отверстия необходимой формы и размера;
- вырубка. Готовая деталь имеет вид замкнутого контура.
Классификация основных операций штамповки
Формоизменяющие операции при штамповке подразумевают изменение формы или размеров заготовки из листового металла путем перемещения ее частей определенным способом. При этом не происходит физическое разрушение детали. К самым распространенным формоизменяющим операциям относят:
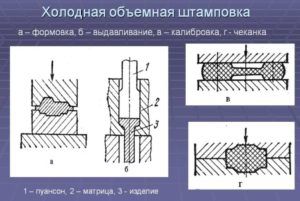
- вытяжка. Относится к объемной штамповке, при помощи которой получают полые детали разной формы (конуса, цилиндра, полусферы, куба);
- гибка. С помощью такой штамповки изгибу листового материала придается практически любая форма;
- рельефная формовка. Подразумевает локальные изменения при сохранении конфигурации самой заготовки;
- холодная высадка. Позволяет получить деталь нужной длины с увеличением ее диаметра.
Возможно штампование комбинированным способом, подразумевающим разделение и формообразование детали.
Дополнительные операции, выполняемые в процессе штампования
В процессе холодной штамповки металла его могут подвергать некоторым вспомогательным операциям, позволяющим повысить эксплуатационные качества полученных изделий. К таким относят отжиг и травление. С их помощью улучшаются механические характеристики, и увеличивается срок службы деталей.
Для улучшения износостойкости металла его обрабатывают специальными защитными покрытиями.
При объемной штамповке выполняется перечень операций, позволяющих улучшить механические характеристики изделий из металла:
- предварительная термическая обработка металла для снижения его прочности;
- подготовка поверхности к основным работам;
- непосредственно обработка металла.
Оборудование для холодного штампования
Холодное штампование металла осуществляется при помощи специального оборудования. Для обработки деталей применяется штамповочный пресс, который может быть механическим (эксцентриковые, с кривошипно-шатунным механизмом) или гидравлическим.
Особенности устройства и работы пресса кривошипного типа
Листовая штамповка, подразумевающая вырубку, вытяжку, пробивку металла, проводится на прессах кривошипного типа. Он имеет электрический привод.
Основным действующим элементом пресса является кривошипный вал. Он движется за счет передачи вращения от маховика электродвигателя через зубчатый механизм. В результате ползун кривошипа осуществляет возвратно-поступательные действия, что запускает штампование.
Основные узлы кривошипного пресса изготовляются из высокопрочной стали. Они дополнительно укрепляются, что придает оборудованию повышенную жесткость.
Устройство гидравлического пресса
Гидравлические прессы преимущественно используются для проведения объемной штамповки методом продавливания.
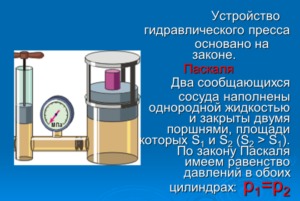
Принцип действия такого оборудования довольно прост:
- работа пресса обеспечивается давлением жидкости, которая размещается в двух специальных емкостях с поршнями;
- резервуары соединены между собой при помощи трубки;
- давление, возникающее в процессе ее передвижения жидкости по емкостям пресса, передается на ползун;
- за счет смещения ползуна осуществляется холодное штампование.
Как происходит изготовление штампов для проведения холодной штамповки?
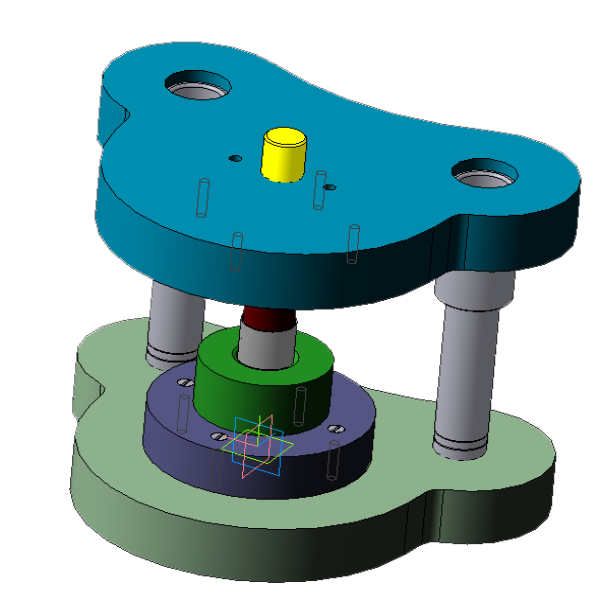
Штампом называют специфический вид оснастки, которая активно используется в процессе листовой штамповки. Он непосредственно воздействует на материал, деформируя его. После обработки металл приобретает такую же форму, какая характерна для рабочей части штампа. Данный инструмент устанавливается на специальные молоты и прессы, приводящие его в действие.
Штамп состоит из двух частей – матрицы и пуансона. Последний элемент закрепляется на специальном ползуне, за счет которого осуществляется движение инструмента. Деформация металла происходит в момент прижимания пуансона к матрице.
Этапы производства штампов для холодного штампования
К процессу создания эскизов штампов и их непосредственному изготовлению предъявляются высокие требования. От качества полученной оснастки зависит правильность формировки самых изделий и их качество. Обычно изготовление штампов происходит в такой последовательности:
- Составляется эскиз штампа с учетом всех представленных требований.
- При помощи специальной компьютерной программы создается схема штампа.
- Определяется рациональность полученного оснащения, при необходимости проводится корректировка эскиза.
- Определяются места, где в дальнейшем будут сформированы отверстия необходимого размера и формы.
- После согласования чертежей непосредственно приступают к изготовлению штампа.
Заготовки, изготовленные из металла, будут правильно обработаны методом холодного штампования, если эффективно подобрать все оснащение. Штампы – это один из главных элементов, влияющих на качество проведенных работ. При их изготовлении используется современное оборудование с ЧПУ, что позволяет осуществить необходимый контроль качества.
Изготовление вырубных штампов
Вырубной штамп — это разновидность оснастки для технологического оборудования на промышленном предприятии. Основная сфера его применения — производство деталей из листового проката. Использование вырубных штампов позволяет ускорить процесс производства, снизить стоимость операции, увеличить рентабельность работы завода или фабрики.
Конструкция и принцип работы штампа
Стандартный штамп для вырубки деталей из листовых заготовок состоит из двух элементов:
Матрица — опорная площадка определенной формы, которая устанавливается на основании гидравлического пресса. Для воздействия на стальную заготовку при вырубке матрица имеет острые кромки.
Пуансон — закрепляется на подвижной части гидравлического пресса с помощью хвостовика. Форма пуансона разрабатывается так, чтобы подходит под размеры матрицы. При соединении два элемента воздействуют на заготовку и вырезают деталь нужной формы.
Расстояние между режущими кромками пуансона и матрицы называется зазором. Чем он меньше, тем точнее будут размеры и форма готовой детали.
Помимо основных элементов, станок для штамповки оснащается дополнительными элементами:
Ловитель — играет роль упора для перемещения заготовки после воздействия штампа. Он обеспечивает равномерное штампование деталей и фиксирует прокат во время вырубки.
Съемник — нужен для удаления отходов, которые остаются на пуансоне после воздействия на заготовку.
Направляющие — позволяют точно позиционировать и фиксировать деталь в процессе работы.
Сферы использования и разновидности оснастки
Штамповка является недорогим и универсальным способом производства различной продукции. Поэтому сфера применения вырубных штампов практически не ограничена. Высокое качество и точность размеров деталей, полученных способом вырубки, позволяет использовать их в таких сферах:
производство деталей для транспортных средств;
изготовление крепежей и других изделий для строительной сферы;
массовое производство небольших изделий из металлов.
Вырубные штампы могут использоваться для производства готовой продукции или для изготовления заготовок, которые затем применяются на производстве. С помощью этого вида оснастки можно проделывать отверстия различной формы и размеров. В отличие от обработки на фрезерных, шлифовальных, точильных и токарных станках, вырубка позволяет получить изделие за меньший срок, с меньшими трудозатратами и меньшим количеством отходов.
После воздействия штампом на заготовку остается часть листового проката, которую легче переработать, чем металлическую стружку.
В зависимости от способа использования штампы делятся на ручные и гидравлические. На промышленных предприятиях используется второй вариант, так как только он подходит для поточного производства.
Существуют штампы двух типов:
закрытые – используются для работы с металлическими заготовками в виде полос, оснащаются съемниками;
открытые – применяются для вырубки отверстий в заготовках.
Изготовление вырубных штампов по заказу
АО «Завод «Снежеть» оказывает услуги по разработке и изготовлению вырубных штампов по индивидуальному заказу. Процесс изготовления включает в себя следующие этапы:
Разработка технического задания и изучение первичной информации, составление трёхмерных моделей, чертежей и образцов штампа.
Разработка технической документации для вырубных штампов.
Изготовление серийных образцов продукции, их испытания и доводка в случае необходимости.
После этого производится передача готовой оснастки для использования заказчиком в производственном процессе.
Производство штампов
Процесс изготовления оснастки сложен в силу того, что включает множество аспектов, которые требуют внимания. Первым этапом является оформление заказа клиентом. Чтобы технические специалисты могли провести необходимые расчеты, уточнить стоимость работ и указать сроки готовности оснастки, заказчик должен предоставить максимум актуальных сведений.
Согласование документации на изготовление
Разработка штампов происходит по чертежам, математическим моделям. По ним выполняют автоматизированное проектирование в системах CAD, модель будущей пресс-формы и штампа служит основой для разработки спецификаций. Одновременно с этим идет работа в цехе холодной штамповки и литья пластмасс. Там происходит отработка изделия на технологичность, что позволяет составить рекомендации для технологов.
Когда вся конструкторская документация прошла согласование, она попадает в руки технологов. Их задачи:
составление маршрута операций,
разработка материальных карт,
проектировка вспомогательного инструмента.
После согласования предложенных условий и подписания договора на услуги, начинается процесс непосредственно изготовления деталей. Конструкторская и технологическая документация попадает в руки специалистов инструментального цеха завода.
Работа инструментального цеха
Цех поделен на производственные участки с различным оборудованием для выполнения следующих операций:
маркировка и пр.
Кроме описанных участков, в рамках цеха функционирует ремонтная и сервисная служба, в перечень их задач входит наладка и заточка инструмента.
Финальная доводка пресс-форм и штампов происходит на участке сборки, после чего они передаются на испытания и замеры, где проводится сверка готовых изделий с техническим заданием. Если обнаруживаются, что результат не соответствует, то изделие дорабатывают или переделывают. Использование современных программируемых станков гарантирует высокую точность работ и отсутствие брака.
Испытания готовых изделий
Процедура испытаний проводится с участием технолога проекта. Факт приемки пресс-формы или штампа документируется.
АО «Завод «Снежеть» предлагает экспертные услуги по проектированию и изготовлению технологической оснастки. Материально-техническая база завода позволяет оперативно выполнять сложные заказы на производство пресс-форм и штампов любой сложности.
Наши услуги

Комбинированные штампы представляют собой один из видов оснастки для технологических линий обработки металлических заготовок. Эти разновидности штампов дают возможность за одно воздействие на деталь выполнить сразу несколько операций — вырубку изделия из заготовки, вытяжку его в нужную форму, гибку под определенными углами.
Вытяжной штамп — это технологическая оснастка, которую используют для изготовления металлических деталей сложной формы. Он используется для воздействия на деталь в случае, если нужно видоизменить ее первоначальную форму с сохранением количества материала. Сфера применения оснастки рассматриваемого типа — производство изделий, имеющих форму чаши, диска, цилиндра и т. п.

Гибочный штамп используется для создания готовых изделий и заготовок для дальнейшего производства. С его помощью обрабатываемым деталям придается нужная форма путем сгибания под определенным углом вокруг одной или нескольких осей. Использование этой оснастки в технологическом процессе позволяет получать большое количество деталей сложной формы с минимальными затратами.

Промышленные штампы
Промышленные штампы применяются для деформации металлических или пластмассовых заготовок и придания им необходимой формы.

Промышленные штампы применяются для деформации металлических или пластмассовых заготовок и придания им необходимой формы. Штамповочное оборудование используется в случаях, когда возникает необходимость создания изделий сложной формы в промышленных масштабах. В зависимости от особенностей материала и требований, предъявляемых к конечному результату, на производстве используется горячая или холодная штамповка.
Наши преимущества
Классификация штампов
Используемые в промышленности штампы подразделяются на:
- вырубные – предназначены для придания заготовке определенной формы путем вырубки части исходного материала;
- листовые – применяются для изготовления тонкостенных или плоских изделий;
- чеканочные – используются для создания низкого рельефа на изделиях из металла.
- штампы для гибки – с их помощью производится придание формы изделиям из металлического проката. Такое оборудование используется для производства уголков, скоб, труб и др.;
- ударные – производят нанесение рисунков, клейм на различные материалы;
- пробивочные – выполнение отверстий в заготовке;
- формовочные – применяются для создания рельефа на объемных изделиях.
Штамповочное оборудование подразделяется не только по типу механического воздействия на заготовку, но и по термомеханическому принципу. Существуют штампы для холодной и горячей штамповки.
Изготовление штампов – процесс технологически сложный, требующий наличия специального оборудования и квалификации работников. Производственная база компании Профдеталь оснащена самыми современными устройствами для производства данного вида продукции вне зависимости от конфигурации.
Благодаря этому мы можем изготовить оборудование для штамповки по чертежу заказчика. Наши квалифицированные специалисты проводят проверку качества и механические испытания в соответствии со всеми действующими нормативами и требованиями. Это дает нам возможность гарантировать высокую производительность и длительность эксплуатационного срока наших изделий.

Вырубной штамп для металла
Изготовление вырубных штампов по металлу – сложный, ответственный процесс. Надлежащее исполнение которого базируется на четырех факторах, характерных для любого предприятия:
- качество сырьевых материалов;
- корректно функционирующее оборудование;
- верная технологическая методология;
- опыт и профессионализм специалистов.
Заказать вырубной штамп для метала вы можете по телефону или заполнив форму на сайте.
Виды вырубных штампов, технология изготовления
Штампы для работы с листовым металлом. Виды и назначение штампов. Изготовление штампов для холодной штамповки металла, разработка чертежей и основные этапы производства.

Изготовление изделий холодной штамповкой – один из основных способов в технологии холодной металлообработки, применяющийся в различных отраслях промышленности. При реализации метода осуществляется пластическая деформация ненагретых заготовок с использованием специальных штампов: гибочных, формовочных, вырубных и иных. Применение специальной оснастки позволяет выпускать продукцию любых размеров и формы. Изготовление штампов для холодной штамповки металла – процесс не из простых, требующий не только тщательной разработки технологической документации, но и неукоснительного следования им на каждом этапе производства.

Что такое штамп
Штамп – это один из видов технологической оснастки, используемый для придания заготовке из листового металла формы и объема на специализированном оборудовании.
Существует два способа обработки металла штампованием:
- горячий, подразумевающий предварительный нагрев заготовки;
- холодный, выполняемый без температурной обработки материала.
Горячий способ используется для металлов и сплавов, обладающих низкой пластичностью при толщине заготовок от 5 мм. Процесс подразумевает наличие значительных размерных допусков, так как при остывании материал коробится, меняет форму.
Холодная штамповка позволяет создать продукцию с минимальными отклонениями от назначенных параметров.
При холодном штамповании материал теряет пластичность, но при этом дополнительно упрочняется. Для предотвращения увеличения хрупкости по окончании технологического цикла изделия подвергаются рекристаллизационному отжигу.

Виды штампов и их назначение
- технологическому;
- конструктивному;
- способу подачи заготовок.
По технологическому признаку оснастка относится к одной из двух основных групп, предназначенных для выполнения операций с листовым металлом:
К первой группе отнесены штампы для вырубки металла, отрезки, нарезки, обрезки, пробивки, зачистки. Для изменения геометрических параметров заготовок применяется оснастка для вытяжки, формования, гибки, объемной штамповки.

Помимо этого, классификация инструмента по технологическому признаку подразумевает их разделение по степени совместимости операций на одно- и многооперационные (комбинированные). Последние также разделяются на приспособления последовательного и совмещенного действия.

По типу конструкции штампы делятся на модели:
- без направляющих элементов;
- блочные (с колонками);
- пакетные (с плитой).
В зависимости от реализованного метода подачи заготовки оснастка для холодной штамповки разделяется на ручную и автоматическую.
Изготовление штампов
Определяющим моментом для достижения качества продукции, соответствия ее заданным геометрическим параметрам является проектирование и процесс изготовления штампов для холодной штамповки металла.
Разработка рабочего чертежа оснастки и последующее ее производство осуществляется в несколько стадий:
- выполнение эскиза;
- проработка технологической схемы, в соответствии с которой производится раскрой металла, проверка работоспособности принятого варианта в специальной программе;
- внесение корректив в предварительно составленный рисунок (при необходимости);
- проверка параметров;
- нанесение размеров и позиций отверстий, выполняемых на поверхности оснастки.

При разработке инструмента для штамповки металла важно определить «золотую середину» между качеством изготавливаемой продукции и ее минимальной стоимостью.
Производство штампов следует начинать после тщательного изучения чертежей. Отдельного внимания требуют условия, предъявляемые к характеристикам готовой продукции из металла. Для каждой стадии технологического процесса должна быть разработана маршрутная карта, учитывающая срок осуществления операций и параметры заготовок на различных этапах сборки.

Точность инструмента для штамповки металла во многом определяет качество создаваемой продукции.
Изготовление изделий в условиях поточного производства в большинстве случаев включает в себя множество операций:
- резание;
- вырубку;
- формовку;
- вытяжку;
- холодную высадку;
- обжим.
По завершении штамповки изделия обычно подвергаются дополнительным операциям: травлению или отжигу, – придающим необходимые эксплуатационные характеристики. Для повышения износостойкости поверхности на металл наносятся разнообразные защитные покрытия.
А вы когда-нибудь работали со штампами для холодной штамповки на производстве или в домашних условиях? Поделитесь, пожалуйста, своим опытом в комментариях.
Читайте также: