Изготовление фонарных столбов из металла
LED светильники, прожекторы, опоры, мачты и прочее осветительное оборудование от производителя с доставкой по всей РФ
Опоры освещения – это то, на что крепятся источники уличного освещения, будь то прожекторы или светильники. Иногда конструкции называют просто «столбы». Крепление на них светильников осуществляется при помощи кронштейнов. Наиболее распространенными сегодня являются металлические опоры освещения, которые имеют особую технологию производства из нескольких этапов.
Этап 1 – поступление материалов
Самый первый этап производства опор освещения – поступление на предприятие сырья. В качестве него используют листовую сталь, которую по окончании изготовления подвергают процедуре оцинковки. На поверхность наносится тонкий слой цинка, но даже при небольшой толщине он отлично справляется с функцией защиты конструкции. Кроме листов стали, в изготовлении могут использовать уже готовые трубы с идеальным круглым поперечным сечением.
 |
Этап 2 – создание выкройки
Максимальная толщина листовой стали для опор освещения составляет 25 мм. Конкретную величину определяют с учетом нагрузок, на которую рассчитана металлоконструкция. К примеру, для опоры освещения парковой зоны и для проезжей части будут использоваться листы разной толщины.
После проведения необходимых расчетов сырье отправляют на станок лазерной резки. С помощью него вырезают заготовки, из которых будут формироваться опоры. Все происходит под контролем оператора станка. Он заранее вводит подготовленную программу раскроя листа. Вырезанные детали складируют и отправляют на следующий участок.
 |
Этап 3 – формовка заготовок
Следующий этап производства столбов освещения – формовка труб из подготовленных выкроек. На этом шаге используется листогибочное оборудование. Оно может обрабатывать заготовки длиной до 12 м. Сгиб листа происходит под прессом с большим общим усилием. Заготовке придают нужную форму: цилиндрическую, пирамидальную, многогранную коническую и т. д. Минимальный диаметр трубы – 60 мм.
Этап 4 – сварка
На следующем шаге в ход идет электродуговая сварка, с помощью которой конструкции придают целостность. Сваривание детали происходит поэтапно:
- В зону сварки подают флюс, который в процессе сварки плавится, образуя защиту сварного шва от воздействий среды.
- Заготовку нагревают с другой стороны во избежание тепловой деформации, поскольку при сварочных работах выделяется много тепла.
- Осуществляется проварка центрального шва по всей длине детали.
- По окончании сварки шов подвергают ручной зачистке.
Этап 5 - крепеж фланца
После придания опоре освещения законченной форме к ней прикрепляют установочный фланец. Для этого также прибегают к сварочным работам. При необходимости место крепления фланца усиливают треугольными элементами. Именно посредством этой детали производят стыковку с той частью опоры, которая заглубляется в грунт или бетонируется.
 |
Этап 5 - оцинковка
Последний этап в технологии производства стальных конических опор освещения – горячее цинкование. Оно улучшает эксплуатационные свойства столбов. Благодаря подобной операции опорам обеспечены:
- устойчивость к коррозии;
- стойкость к перепадам влажности и температуры;
- привлекательный внешний вид;
- устойчивость к ветру, солнцу, снегу и дождю;
- увеличение срока службы на несколько лет.
 |
Почему стоит заказывать опоры освещения у производителя
Группа компаний «КСО-1» имеет собственное производство по изготовлению опор освещения. Оно занимает от 5-7 рабочих дней. По желанию клиента возможна покраска опоры в любой цвет из каталога RAL. В ассортименте представлены опоры для разных видов установки – фланцевые и прямостоечные. По форме они могут быть изготовлены трубчатыми, круглоконическими и гранеными.
Благодаря четко проработанной технологии производства опор мы предлагаем также и декоративные столбы освещения для парков, дворов жилых домов и детских площадок. Для заказа достаточно оставить заявку на сайте или позвонить нам по контактному номеру.
Производители опор освещения в России
Российские заводы фонарных столбов и опор для уличного освещения: рейтинг компаний, каталоги продукции.
Завод опор освещения «Точка опоры» – один из ведущих производителей и поставщиков опор, мачт освещения и.



Компания «ПКФ «Промснабресурс» - один из лидеров российского рынка по производству металлических опор.
Питерская компания «Флотенк» работает на российском производственном рынке с 2002 года. В 2013-м открыт второй завод.





Многопрофильное предприятие «УралЭлектроПлюс» из Екатеринбурга с 2014 г. производит станки камнерезные по кирпичу и.
Участвуете в закупках и не знаете где взять опоры освещения и комплектующие к ним? Поставщик сорвал все сроки.
Группа Компаний "Уни Хаусс" является производственно торговым предприятием, мы производим товары для благоустройства.
ООО «Строй Инвест Комплект» - молодое предприятие, которое функционирует на протяжении семи лет и уверенно.
Компания «НПП Светоприбор», образованная в 2019 году, прошла путь становления с небольшого производства и завоёвывает.





ООО "ТандемСнаб" специализируется на производстве и комплексных поставках оборудования для наружного освещения. Завод.
ООО «Курганский завод нестандартного оборудования» - машиностроительное предприятие, созданное в 2003 году на базе.
Завод «Тюменьремдормаш» образован в Тюмени в 1983-м г. Специализация предприятия - производство изделий из металла.
Основным видом выпускаемой продукции являются металлоконструкции для дорожного благоустройства и инфраструктуры, городского.
Производим железобетонные изделия и конструкции (ЖБИ, ЖБК) для энергетического, дорожного, инженерного, мостового.
ООО «ОМ компани» - российский производитель опор освещения, осветительных мачт всех типов. На сегодняшний день.




Группа компаний ООО "Пересвет" официально работает с 2009 года. Производит опоры освещения, мачты, кронштейны.



НВЛ Электро в Санкт-Петербурге занимается производством опор наружного освещения таких, как: опоры трубчатые фланцевые, опоры.


Производим и продаем инновационные стеклопластиковые опоры. Производство методом косоугольного армирования, благодаря которому.





ООО " Формфайбер" российский производитель, г.Санкт-Петербург Каталог: Отделочные материалы, Игровые площадки, Спортивное.


Производственная компания «СВЕТСТРОЙ» открыла собственное производство в г. Подольск, Московская область, в 2016-м.





Компания «ВЕЕРОН» предлагает комплекс товаров и услуг для создания качественного и практичного уличного освещения. Мы.

Компания ИНТЕРКОН - один из лидеров российского рынка по производству шумозащитных экранов, металлических опор освещения.


ООО «ПРОМИНДУСТРИЯ» - многопрофильная производственное предприятие, специализирующееся на предоставление услуг на.


Общество с ограниченной ответственностью «Киржачский завод металлоконструкций». Истрия создания завода началась в.
Основная специализация завода – воздушные линии электропередач, подстанции и линии связи. Тульский завод.


ООО "Электро-инженерная компания" отечественный производитель, г.Томск Каталог: Электромонтажное оборудование. Изготавливает.




, каталог за 2022-й год. Производство, продажа оптом по цене до 300% экономнее импорта. Товары предоставили 30 предприятий. Список:
- «Электро-инженерная компания».
- «Курганский завод нестандартного оборудования».
- ЗАО «Флотенк».
- ООО «Формфайбер».
- ТПК «Трейд» и пр.
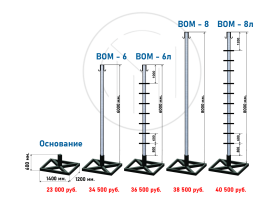
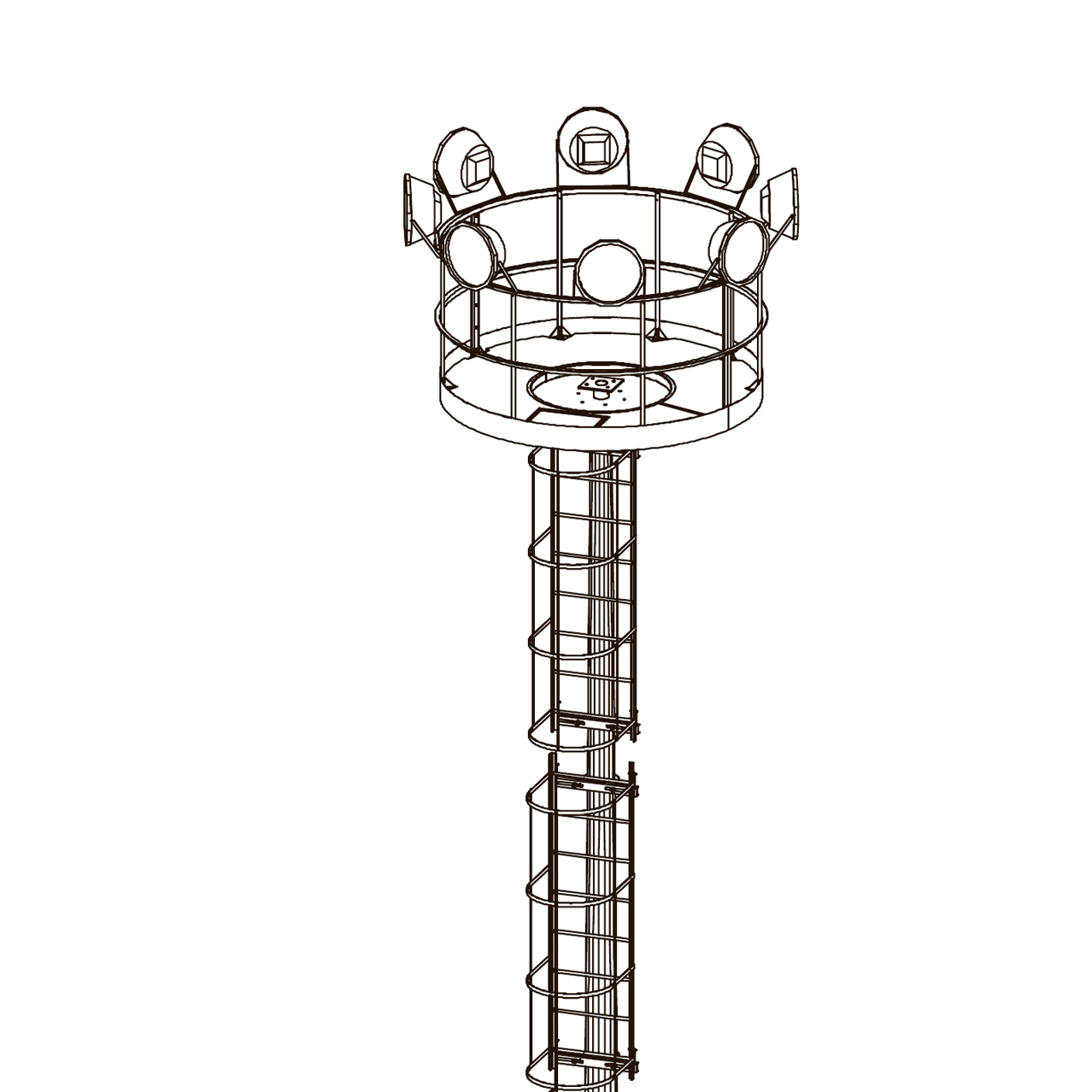
Популярность получили торговые марки ОТФ, ОСФ, ОГК, ОГКФ, Liga. Производитель выпускает мачты, столбы из стального листа, иногда с цинком. Корона фонаря - коническая, граненая, трубчатая. Коробка - алюминиевая или из другого материала. Высота опор до 12 метров. Изготовитель покрывает под заказ металлоконструкции эмалью.
Конструкция предусматривает силовые кабеля, поддержку кронштейном из металла, заглушки. Продукция для уличного освещения рассчитана на неприхотливое обслуживание, легкий монтаж. Производительность на заводах растёт, компании осваивают новые технологии. Адрес, телефон, сайт добавили во вкладку «Контакты».
Производитель приглашает сотрудничать поставщиков, изготовителей светильников, оптовых покупателей. Поставка металлических и композитных опор в Москву и регионы, СНГ и зарубежье. Менеджер пояснит как купить товар оптом, скачать прайс. Дилерам - специальная стоимость.
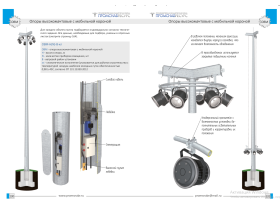
Стальные фонарные столбы: специфика и особенности

Современные фонарные столбы – это достаточно сложные конструкции, чаще всего изготавливаемые из металлических элементов, сочетающие в себе надежность, оптимальные вес и долговечность и имеющие большое количество вариаций и видов. Так, например, чтобы понять, сколько стоит фонарный столб, необходимо знать, какие опоры будут лежать в основе конструкции, какие кронштейны, светильники и дополнительные элементы будут применены. Цены на стальные многогранные опоры в свою очередь зависят от высоты конструкции, ее способности выдерживать внешние нагрузки и вес СИП, а также от дополнительных факторов, например, способности складываться, способа установки, наличия дополнительного декоративного покрытия.
Специфика и особенности конструкции фонарного столба
Цены на фонарные столбы формируются на основе стоимости всех элементов, из которых они состоят. В первую очередь речь идет об опорах, центральной части конструкции, на которую приходится большая часть нагрузок и которая может выполнять защитную функцию, предотвращая воздействие внешней среды на кабельную систему, проложенную внутренним способом. Стоимость опор освещения дополняется стоимостью переходников, например, кронштейнов, которые будут использоваться для фиксации осветительного оборудования, и самого оборудования.
Цена на фонарный столб может увеличиться в случае, если изделие предполагает наличие сразу нескольких светильников и даже прожекторов. Для последних используются специальные мачтовые системы, рассчитанные на значительный вес оборудования.
Применение стальных многогранных опор при возведении фонарных столбов
Стальные многогранные опоры на сегодняшний день являются одним из самых часто используемых элементов таких систем. Они отличаются меньшим весом и большим сроком службы по сравнению с железобетонными изделиями при условии, что могут выдержать такие же нагрузки. Кроме того, они положительно влияют на стоимость фонарного столба и затраты на его обслуживание: их можно перевозить с применением различного вида транспорта, а при наличии надежной антикоррозийной защиты повторное обновление покрытия не потребуется в течение всего срока эксплуатации. На нашем производстве в качестве метода защиты от коррозии используется горячее цинкование, позволяющее предотвратить образование ржавчины в течение всего срока эксплуатации, а также отказаться от недолговечных декоративных покрытий благодаря высоким эстетическим свойствам получаемого цинкового слоя.
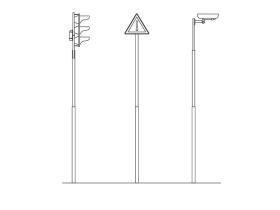
Оптимальная цена на столбы освещения, возведенные с применением многогранных металлоконструкций, отлично сочетается с тем фактом, что они часто могут использоваться для прокладки СИП и одновременно выполнять дополнительные функции, например, фиксировать контактные сети, используемые для работы электротранспорта, выступать в качестве площадки для монтажа светофоров, рекламных щитов.
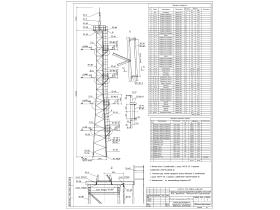
Производство граненых опор освещения: этапы и технология

Граненые опоры современны, практичны, функциональны, имеют длительный срок эксплуатации. Они удобны в транспортировке и монтаже. Конусная форма повышает устойчивость к нагрузкам, а грани придают дополнительную жесткость конструкции без увеличения ее массы и, соответственно, расхода металла. Кроме того, конусные металлические опоры обеспечивают высокую степень пассивной безопасности в случае дорожно-транспортных происшествий. Оптимальное сочетание этих качеств делает граненые опоры (ОГК) одним из самых востребованных видов уличного светового оборудования.
Материал изготовления
Граненые опоры производят их высококачественного листового металлопроката. Марка стали, и толщина листа подбираются в зависимости от региона использования, назначения опоры и силовых нагрузок на нее. В умеренном климате применяется углеродистая конструкционная сталь марки Ст3пс по ГОСТ 380-2005. Для северных районов используют «морозостойкую» сталь 09Г2С, которая не теряет своих характеристик в температурном диапазоне от -70°С до +425°С. Для несиловых опор освещения нужна сталь толщиной 2,5 - 4 мм, для силовых опор толщина листа должна быть 5 - 8 мм.

Производство граненых опор - трудоемкий, сложный и ответственный процесс, состоящий из нескольких последовательных этапов механической обработки металла. Только при четком соблюдении технологических правил гарантировано получение конечного продукта высокого качества.
Продукция

Опоры граненые конические

Опоры граненые силовые

Опора силовая фланцевая трубчатая

Если у вас есть вопросы, которые требуют немедленного решения, позвоните или напишите нам!
Выкройка
Формовка
На участке листогибочного оборудования заготовка принимает форму многогранника. Заводской пресс способен обработать выкройку длиной не более 12 метров. Минимальный диаметр трубы может быть 60 мм, максимальный - 600 мм. Обычно программа рассчитана на формирование 8, реже 12 или 16 граней. Из-под пресса должна выйти правильная пирамида, края которой точно, без перекосов и смещений, сходятся в месте будущего шва.

Сварка
Далее заготовка поступает на линию продольной автоматической сварки, где конструкции придается целостность. Сваривание происходит поэтапно. В зону шва подается флюс. В процессе электродуговой сварки это сыпучее вещество плавится, образуя защиту шва от воздействия влаги, пыли, солнечного излучения и т. д. Поскольку при сварке выделяется много тепла, конус равномерно подогревают с обратной стороны. Для предотвращения тепловой деформации используют системы воздушного охлаждения, а для выпрямления сваренных заготовок - специальный гидравлический пресс. После сварки обязательно проводится визуальный и ультразвуковой контроль (УЗК), а также ручная шлифовка, чтобы шов получился ровным, гладким, сплошным, без трещин, разрывов и наплывов.
Крепёж фланца
При изготовлении фланцевых опор к их стволу приваривается фланец, который при монтаже соединяется с закладной деталью фундамента. Фланец может иметь круглую или квадратную форму. Размер фланца, расположение и количество крепежных отверстий рассчитываются в зависимости от габаритов опоры. Фланцы вырезают на аппарате плазменной резки из стали толщиной от 10 мм и приваривают к опорам двусторонним швом.
Стальные опоры и мачты


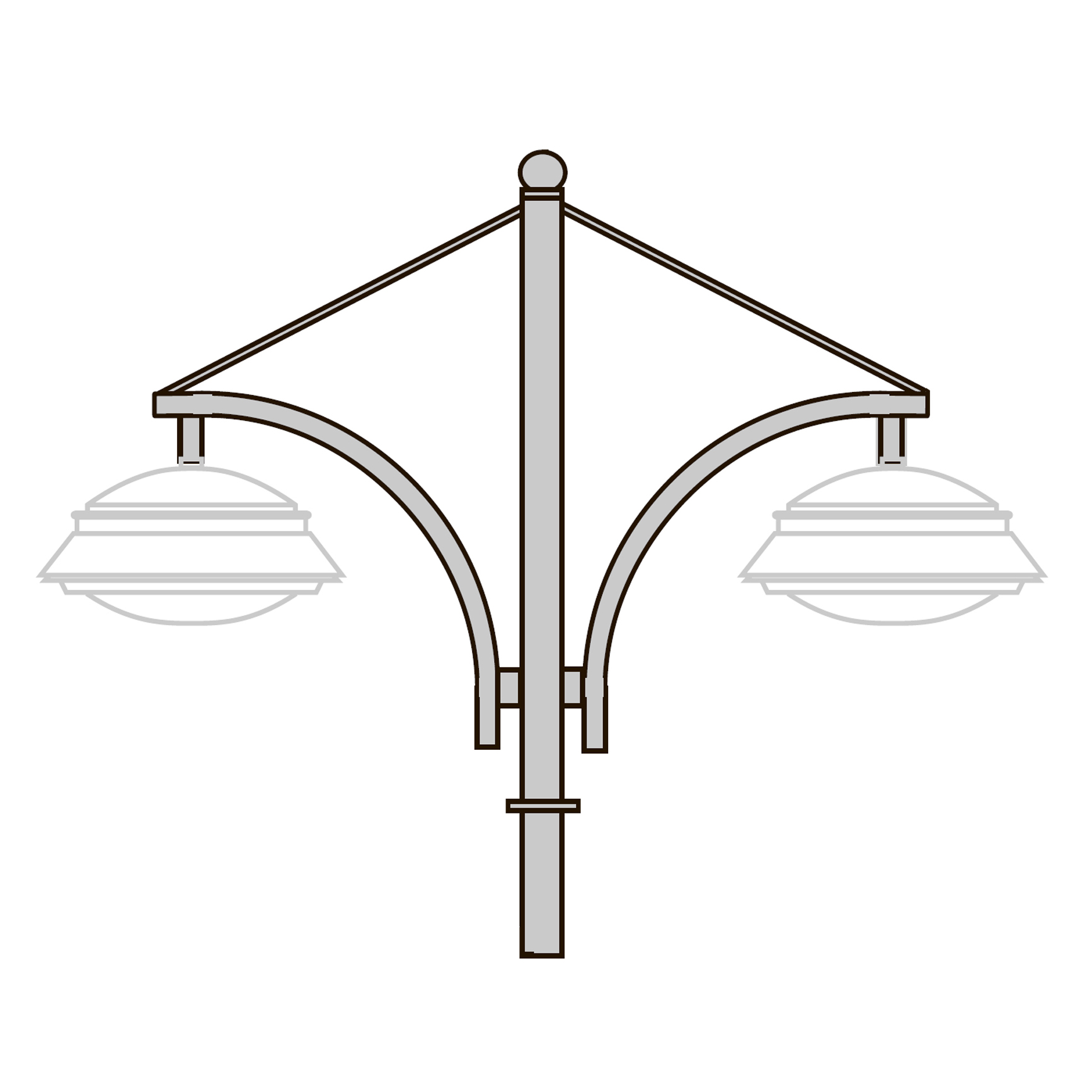
Парковые декоративные опоры
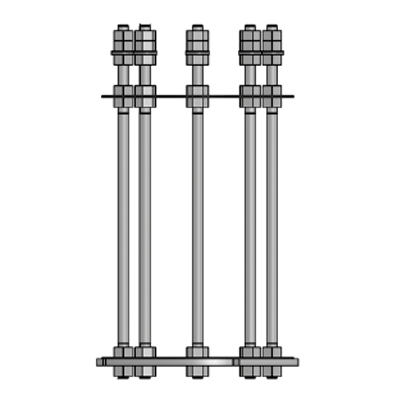
Закладные детали фундамента



Установка кронштейнов
С помощью плазморежущего станка на опоре вырезается 8 симметричных крепежных отверстий. Резьбовые отверстия М10 располагаются в два ряда на расстоянии 50мм и 250 мм от верхнего края столба. На несиловых опорах используют резьбовые втулки, на силовых опорах применяют приварные типовые гайки. После монтажа опоры кронштейн устанавливают и фиксируют через крепежные отверстия установочными болтами.
Цинкование
В процессе горячего цинкования опоры последовательно погружают в ванны с кислотой и расплавным цинком. Оцинковка улучшает функциональные качества опор, повышает их устойчивость к коррозии; значительно увеличивает срок эксплуатации. По окончании процесса опору очищают от наплывов лишнего цинка, чтобы поверхность была идеально ровной. Оцинковка придает опорам более эстетичный и элегантный вид, но надо иметь в виду, что цинковое покрытие не является декоративным. Только дополнительное окрашивание порошковыми полимерными материалами позволяет сделать поверхность матовой или глянцевой, создать рельеф и необычную фактуру, выбрать цвет по палитре RAL.

Технологические отверстия
В последнюю очередь с помощью плазмореза создаются технологические окна. На силовой опоре вырезается люк для подвеса самонесущего изолированного провода (СИП). На опоре с подземной прокладкой кабеля необходимо отверстие в нижней части столба. Внутри окна привариваются DIN-рейка и болт заземления, размещается необходимое электромонтажное оборудование. Окно закрывается плотно прилегающей крышкой с замком, что служит преградой для постороннего вмешательства. Накладные люки нежелательны, поскольку не обеспечивают надежной защиты оборудования от воздействия внешней среды, прежде всего - пыли и влаги.
Приемка опор освещения
В процессе окончательной приемки измеряются длина, диаметр, периметр, овальность по концам опоры. Каждое изделие маркируется водостойкой краской или цветным лаком. В маркировке обязательно указываются наименование предприятия-изготовителя, марка стали, габариты и назначение опоры. После этого продукт готов к отгрузке и транспортировке.
Производство опор освещения: этапы и технология
Конструкция, на которую крепиться светильник или прожектор, при помощи кронштейнов называется опорой освещения.
Металлические столбы предназначены для установки осветительных приборов, в частности фонарей, в зонах, где это необходимо: детские и спортивные площадки, трассы, дворы, проспекты, промышленные объекты, пешеходные переходы и т.д.
Материалы, используемые для изготовления металлических опор освещения.
Для изготовления столбов освещения используют сталь, которую в дальнейшем покрывают слоем цинка. Несмотря на то, что слой цинка очень тонкий, он выполняет отличную защитную функцию металлоконструкции. Ни механическое, ни химическое воздействие не страшно после оцинковывания.
При производстве используют листовой металл, которой в последующем проходит этапы механической обработки или уже готовые трубы. Трубы представляют собой идеально круглые конструкции, по стоимости они значительно дороже. Ниже мы рассмотрим этапы производства мачты из листового металла.
Толщина металлического листа зависит от нагрузки, которую должна выдержать готовая металлоконструкция. Мачта освещения для проезжей части и опора освещения парковой зоны будет отличаться, не только своим видом, но и толщиной металла. Максимальная их толщина 25 мм. Листы отправляются на станок лазерной резки. Соответственно, с помощью лазера, станок вырезает заготовки – выкройки, элементы для формирования опоры. За этим обязательно следит оператор станка.

Для того, что бы из выкройки была сформирована труба, её отправляют на участок листогибочного оборудования, где заготовку ждёт огромный пресс. Длина выкройки, которую может обработать пресс - 12 м, её минимальный диаметр – 60 мм. При обработке она приобретает форму конического многогранника, в отличие от труб - заготовок, так как они обладают идеальной цилиндрической формой. После, она отправляется на участок, где её сварят, придав целостность конструкции.

3. Сварка.
Каждая заготовка проходит через автоматическую линию сварки. Диаметр, который максимально может быть у столба – 60 см.
Сварка шва происходит следующим образом: в зону самой сварки подаётся сыпучее вещество – флюс. В процессе флюс плавится, тем самым образовывая как бы «корочку», именно она и защищает сварочный шов от действий среды – солнца, пыли, влаги и т.д.
Во избежание механических повреждений из-за большого количества тепла, воздействующего на конструкцию, её равномерно подогревают с другой стороны. Далее, вручную, сварочный шов зачищают.

После того, как столб приобрел целостную замкнутую форму, её отправляют на участок, где сварщик, приваривает крепежный фланец. Сам фланец имеет отверстия по диаметру, они нужны, для того чтобы металлический столб можно было надёжно закрепить.
5. Оцинковка.
О полезной функции цинка мы упоминали выше. Очень важно повысить эксплуатационные свойства мачт освещения. Благодаря оцинкованию, металлоконструкции хорошо переносят перепады температуры или влажности, устойчивы к коррозии, им не страшен ветер, снег, дождь или палящее солнце. С помощью этого столб долго имеет хороший внешний вид, и её срок службы увеличивается на несколько лет. В связи с их долговечностью, они не потребуют замены достаточно долго, что является экономически выгодным, а внешне красивая металлоконструкция впишется абсолютно в любые условия.
Когда окончен процесс оцинковывания, с опоры обязательно счищают лишний цинк. Это делается, что бы сохранить геометрию и идеальную поверхность металла.
После изготовления в опоре технологических специальных отверстий, она готова к отгрузке. При транспортировке надо быть осторожным, что бы не повредить защитный слой цинка.

Мы рассмотрели лишь этапы изготовления одного из вида осветительных мачт. Стоит справедливо отметить, что данные опоры очень популярны, а все, потому, что конусная форма имеет лучшую устойчивость к поперечным нагрузкам. Такие нагрузки могут возникать вследствие давления ветра на мачту или его же воздействие на провода. Если с одной стороны оборвётся провод и боковое натяжение не будет компенсировано, на конструкцию также будет действовать поперечная нагрузка.
Почему именно гранёный конус обеспечивает такую устойчивость к нагрузке? Вспоминая сопротивление материалов, отмечаем, что вид конуса имеет значение усилия на излом const по всей высоте, а грани – это дополнительные рёбра жёсткости.
О нашем предприятии.
ООО НПО ЛЕГИОН - завод в Екатеринбурге, который с 2008 года по сегодняшний день занимается производством металлических опор и мачт освещения, дорожного ограждения, металлических гофрированных труб (ЛМГ, МГК) и другими дорожными металлоконструкциями. Компания занимается не только производством, но и реализацией готовых изделий, а также установкой.
На предприятии используется исключительно высокотехнологичное современное оборудование, в качестве работы которого мы уверены. Инструмент, используемый рабочими, также отвечает всем стандартам качества. При изготовлении осветительных опор, мы придерживаемся технологического процесса согласно нормативам и государственным стандартам. Рабочий персонал подготовлен на высшем уровне. Руководство уделяет особое внимание подготовки кадрового состава. Все, кто участвуют в производстве, постоянно повышают свою квалификацию. На заводе Легион чётко соблюдается техника безопасности, что контролируется охраной труда. Все рабочие используют средства защиты от шума и вибраций, а так же сварочного пламени.
Наш завод сотрудничает только с проверенными поставщиками, с которыми мы работаем уже очень долгое время или имеющие множество положительных рекомендаций на рынке, так как от качества материала зависит весь результат работы, поэтому руководство предприятия уделяет этому вопросу много сил и энергии.
Нашу продукцию можно встретить не только в области, но и за далёкими её пределами, поэтому мы ориентированы на потребности многих регионов.
Читайте также: