Изделия на станке с чпу по металлу
Всем привет и с наступившими праздниками. Сегодня продолжу рассказывать свою историю про домашнюю мастерскую, и речь пойдет про чпу фрезерный станок.
К прошлым постам у коментирующих возникло очень много вопросов по поводу качества станков, и прямоты рук владельцев. Отвечу - я не претендую на звание профессионала и ни в коем случае не претендую на советы окружающим, я любитель и рассказываю свою историю. До этих станочков в руках держала только лобзик и ручную пилу по дереву, ну еще швейную машинку и оверлок, но это другая история)), поэтому ошибок я допустила довольно много. Но станки работают третий год и пока со своими задачами полностью справляются. О качестве с высоты полученного опыта сейчас я рассуждаю немного по-другому, чем на момент покупки, но о своем выборе не жалею ни капельки, так как за те деньги, которые мы с мужем отложили на совместное дело, купить более качественные станочки было можно, но только с сильно худшими характеристиками. Если вы знаете где можно купить качественные станочки (фрезерник 150*100, лазерник руида 60*90 трубка 100в) бюджетом до 250к за все, очень прошу написать где и как это возможно.
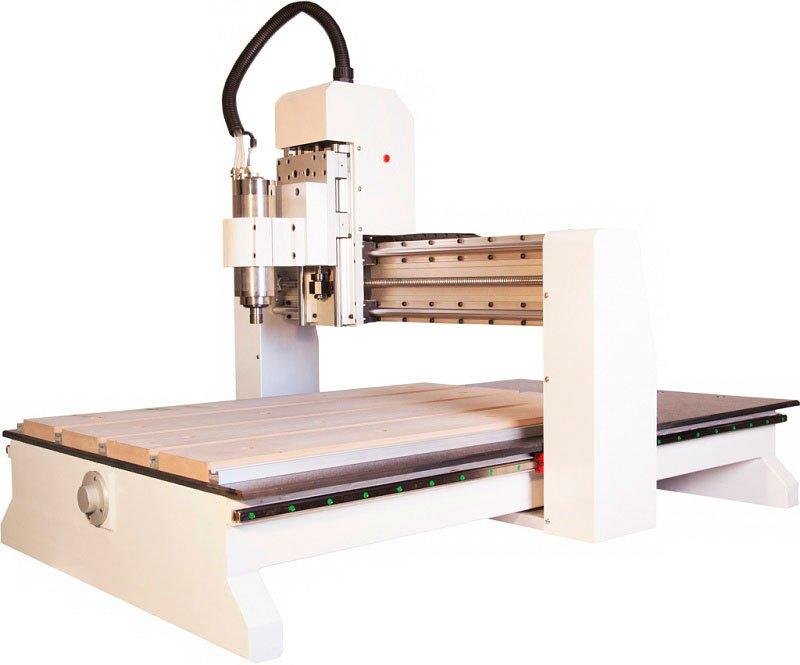
Сегодня же я расскажу об установке, настройке, первом пуске и доработках фрезерного ЧПУ станка.
По-хорошему, станок надо ставить так, чтобы к нему был подход со всех сторон, но в наших условиях ограниченного места, нам пришлось выбрать место в углу, то есть подойти можно только спереди и сбоку (что в дальнейшем оказалось не очень удобным, но терпимым). Изначально, еще перед приездом станка, мы с мужем собрали стол под станок, очень простенький: два листа фанеры, 4 куска бруса 10см, и 5-ти сантиметровые бруски для усиления конструкции и укосин. Стол получился большой, станок влез хорошо, а управление поместилось под стол, так-же под столом у нас склад. Фанеру мы заказываем распиленную на 6 частей толщиной 3мм, 4мм и 6мм. Под столом как раз образовалось три стопочки. Под стол отлично поместился компьютер, а мониторы на стену. Все расположилось крайне удачно и удобно. Стол выставили по уровню и прикрутили к полу. Три длинных Т8 лампы над станком отлично освещают рабочую поверхность. Поскольку у меня в одном помещении находится и лазерный и фрезерный станок их надо как-то отделять, для этого сбоку к потолку прикреплена занавеска для ванны, а у фрезера сделана заслоночка, чтобы стружка не так сильно разлеталась. Конечно, приходится после каждой работы на фрезерном станке делать уборку с пылесосом и компрессором, но в таком довольно небольшом пространстве других вариантов просто нет. Через пару месяцев использования было замечено, что фрезер начал резать не совсем ровно по высоте. Разобрались быстро, стол в середине просел, муж добавил три подпорки в центральной части стола - до сих пор полет нормальный.


После того, как все подключено надо подружить станок с компьютером, и вот здесь начались небольшие проблемки. С той версией ПО и драйверами, которые прислал производитель станок отказался запускаться. После небольшого общения со службой поддержки скачали более старый драйвер и более новый Candle, и все заработало.
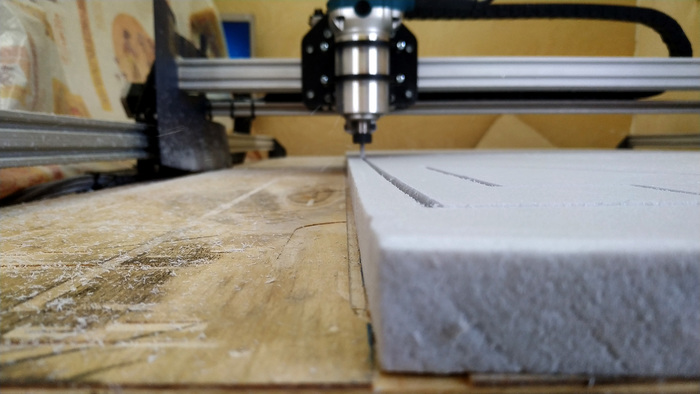
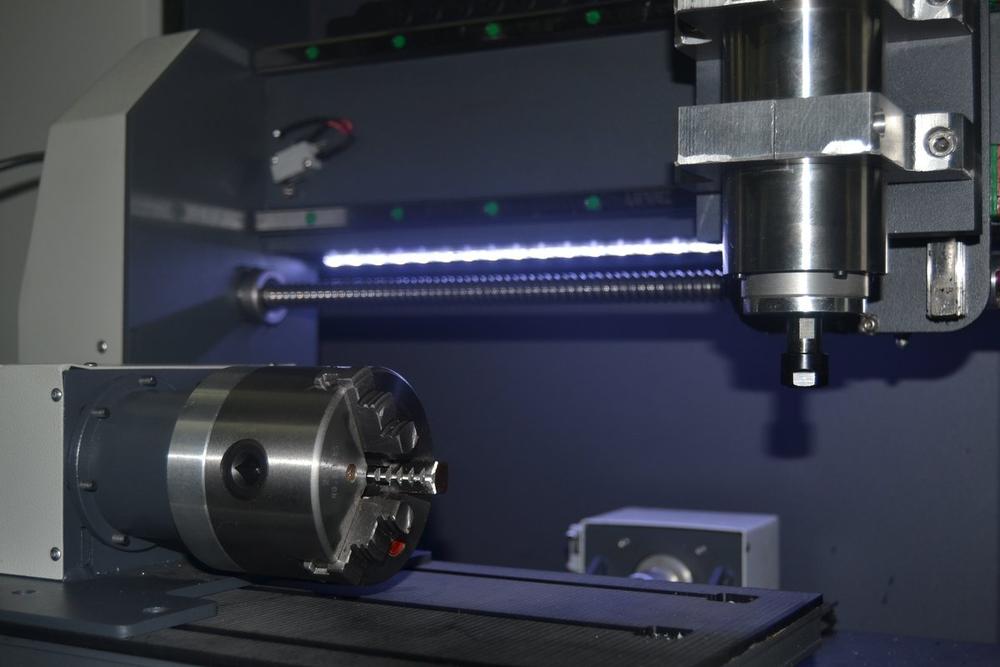
При первом пуске и довольно продолжительное время после, ставились эксперименты и тесты режимов работы: какой задавать ход, какое заглубление, какие фрезы для какого материала больше подходят. Все это было прочитано в справочной литературе, так-что было понятно от чего отталкиваться, но все равно в итоге настройки довольно сильно отличаются от эталонных. Тренировалась я на вырезании жирафов (игрушек для сына) разной толшины и из разного материала. Мне станок был нужен для мягких пород дерева, оргстекла и пенопласта. И для каждого материала в течение пары дней я подбирала подходящую фрезу, скорость подачи и шаг заглубления. Шпиндель Makita, который установлен на этом станочке не имеет водяного охлаждения, но для моих нужд этого и не требовалось - он ни разу не перегревался.
Станочек хорошо режет, если его не сильно нагружать. Основное правило - чем дольше ждешь, тем качественнее изделие получится. Однозначно этот станок не подойдет для каждодневного использования, особенно при больших объемах (разве что резать пенопласт, чем я и занималась), также он довольно тяжело берет материалы тверже чем сосна и береза, особенно с большим заглублением. Хотя для начинающего он вполне подходит - для того чтобы понять принцип работы, поучиться делать макеты или работать с мягкими материалами.
Примерно чуть меньше чем год после покупки сгорела управляющая плата. Просто при присоединении к компьютеру станок перестал обнаруживаться. Обратились в техподдержку, они без вопросов выслали новую, заменили мы сами.
Все фрезы заказывали в Китае. Там дешевле, ну а мне для пробы пера самое то. Ох сколько фрез я поломала)) Но часть фрез оттуда так и не доехала, денежку вернули. Оказалось, что не доехали самые ходовые. Ну что, Авито мне в помощь! Муж отправлен к частнику, который занимается перепродажей. У него были куплены основные фрезы однозаходные, двухзаходные, трехзаходные малых диаметров. Купила много, так как опыт в поломке фрез уже имелся. Могу сказать, что китайская оснастка вполне сносна, особенно для моих целей, особых проблем с ней замечено не было.
Самая основная проблема возникла с переходной цангой на хвостовик 3,175мм и 4мм. Ее я заказала из Китая, но она не пришла, а половина фрез, включая самые ходовые у нас под диаметр хвостовика 3,175мм. Я думала, что в Москве уж точно найду, но не все оказалось так просто. В одном месте я нашла переходник в 20раз дороже, а в другом написано, что есть, а на самом деле нет. Что ж , оформляем из Китая, но резать то надо сейчас. Ищем дальше, а дальше по вменяемой цене в Ростовской области, г. Новошахтинск. Делать нечего, заказываем, и на наше счастье все пришло довольно быстро. А из Китая не пришло вообще.
Из опыта теперь я знаю на что обратить внимание:
- Стол должен быть ровный. Если даже в каком-то месте немного просел, этот станок все чувствует и на его рабочем поле уже есть погрешность по оси Y, что очень заметно при резке изделия.
- Тонкие фрезы быстро ломаются, особенно если немного выставили не ту глубину реза.
- Чтобы изделие было качественное и красивое, нужно потратить больше времени на обработку.
- Со станком надо подружиться)) Мне фрезерный станок нравится меньше, чем лазерный. Он это чувствует и ревнует
- Во время сохранения УП надо учитывать последовательность выборки и резки.
- Если в УП разные фрезы, НЕ забыть в начале поставить контрольную точку, иначе при смене фрезы не получится выставить уже новую фрезу в нужной начальной точке.
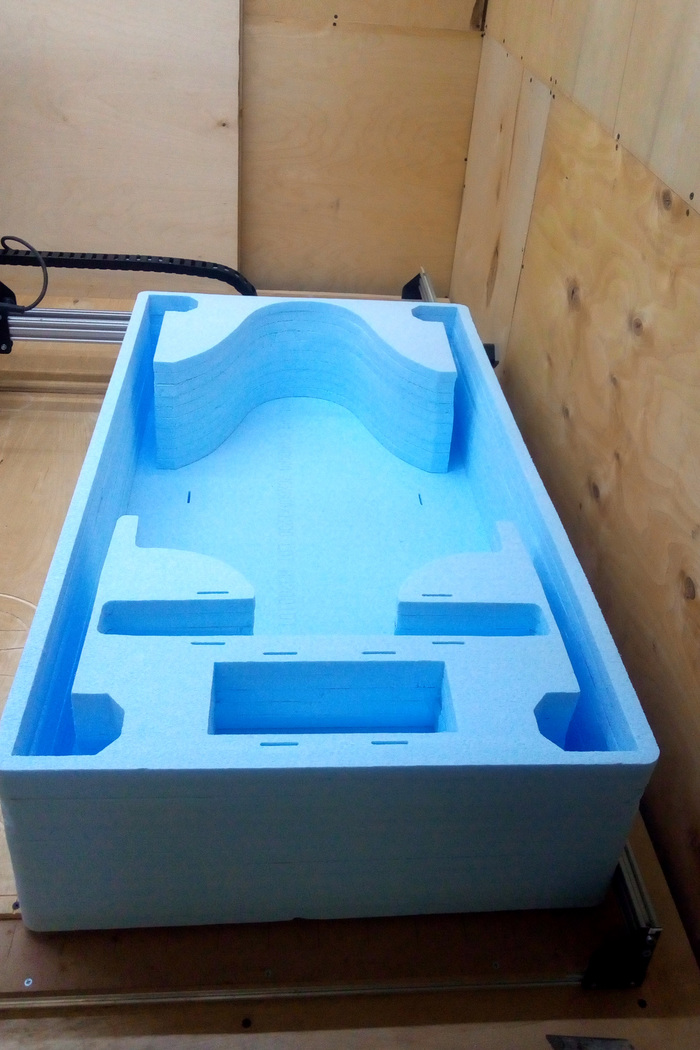
На самом деле больше рассказать особо нечего. Я делала в основном изделия из пенополистирола - остовы для специальных рюкзаков, с этой задачей станок справляется идеально, только убираться потом сложно, стружка электризуется и пристает ко всему. Делала развивающие игрушки для сына - проблем также замечено не было. Полочки, изделия из акрила, фасады кухонь, тарелки, плошки и т.д. Станок справляется, если его не торопить и хорошо ухаживать. Я после каждой работы пылесосила, продувала компрессором и смазывала. Станок и сейчас в работе уже почти 3 года.
Всем, кто прочитал - спасибо, добра, удачи и с наступившими и наступающими праздниками.
Лазерная резка металла на станках с ЧПУ
Лазерная резка металла на станках с ЧПУ используется в основном для раскроя листа по сложному контуру. При этом все достоинства технологии сохраняются независимо от сложности процесса, изделия отличаются чистотой реза и точностью размеров при условии соблюдения технологии.
Резка лазером на станке с ЧПУ осуществляется по специальным чертежам, которые должны быть оформлены в особом формате. В нашей статье мы расскажем обо всех особенностях лазерной резки металла на станке ЧПУ.
Конструкция станка с ЧПУ для лазерной резки
Ранее резка по металлу происходила вручную. Однако замена ее на лазерную привела к появлению новых деталей и узоров, которые создаются теперь с высокой точностью и скоростью.
Управление механизмами и мощностью лазерного луча происходит с помощью ЧПУ.
Оборудование имеет оптику состоящую из:
- трубки лазера;
- головки излучателя;
- отражающих зеркал;
- линзы, с помощью которой происходит фокусировка.
Газовая смесь накачивается в трубку лазера. Затем формируется луч. Для этого в получившуюся газовую среду дается напряжение. Образовавшийся луч фокусируется зеркалами, линзами и направляется в установленную точку. После чего он обрабатывается в заданных направлениях головкой излучателя, которая перемещается над материалом.
Лазерный луч имеет большую мощность, что дает ему возможность проникнуть в любой материал. Такой способ резки не деформирует последний, благодаря чему резать можно любой мягкий материал, например, резину, пластик или бумагу. В случае, когда толщина не очень велика, мощности лазера хватает и для резки металла.

Плюсы и минусы лазерной резки металла на станках с ЧПУ
Основными преимуществами данного метода являются следующие:
- Раскрой с помощью механических инструментов приводит к потерям материала, который уходит на пыль и стружку. Помимо этого, отходы забивают отверстия и линию реза, затрудняя проведение работ. Данные недостатки отсутствуют у лазерной резки.
- Материалоемкость резки лазером минимальна, ведь толщина реза стремится к 0,1 мм. Таким образом, потери материала ничтожны.
- Не происходит образования пыли и стружки. Отходами можно назвать лишь испарения, для удаления которых используется система вентиляции воздуха.
- Конфигурация реза благодаря ЧПУ может быть любая, даже самая сложная.
- Материал может быть практически любым. Лазерное оборудование позволяет резать не только металлы, но некоторые виды других заготовок.
- Известна способность металла деформироваться при воздействии на него высокой температуры. Однако лазерный луч позволяет сделать настолько узкий рез, что тепло мало воздействует даже на его края. Торцы сохраняются ровными и чистыми. Заготовка не деформируется.
- Кромки остаются острыми. Иногда этого требует сам процесс производства. Для получения скругленных краев требуется использование особых технологий.
- Лазерная резка достаточно экономична. Ведь, несмотря на высокую стоимость обработки, точность кроя и его скорость окупают весь процесс.
- Использование ЧПУ делает создание макета значительно легче, позволяет изготавливать детали высокой сложности и выполнять работу точно. Созданный конструктором макет загружается в компьютер, обслуживающий оборудование, где его можно подкорректировать с учетом используемого материала.
Рекомендуем статьи по металлообработке
Лазерная резка металла на станках с ЧПУ имеет ряд недостатков:
- Высокая стоимость оборудования. Аппаратура для резки лазером не относится к дешевой. Еще совсем недавно ее использовали редко именно из-за высокой стоимости. Несмотря на то, что сейчас цена значительно упала, множество производств не могут себе позволить закупить такое оборудование. Впрочем, дороговизна станка зачастую компенсируется в процессе производства, что рассматривалось нами выше.
- Ограничение толщины металла. Лазерная аппаратура не в состоянии работать с толщиной материала более 2 см. Таковы особенности луча лазера. К сожалению, от используемой установки это не зависит.
- Металлы, имеющие свойство отражения, не могут быть обработаны данным способом. Таким материалом является, например, чистый алюминий. Лазерный же луч представляет собой частицы, движущиеся в направленном потоке, которые можно отразить. Металлы, обладающие отражающим свойством, должны обрабатываться механическим способом.
- КПД данного оборудование – достаточно низкий. Данный показатель у лазерного оборудование равен всего 15 %, что сильно сказывается на работе с материалом, чья толщина более 1,2 см, так как увеличивается расход времени и энергии на его обработку.
- Возможные сложности с программным обеспечением. Сбой в работе программ приводит к невозможности правильной работы даже при исправных основных элементах оборудования. Несмотря на надежность современного ПО, данный недостаток может проявиться в любой момент.

Технологии лазерной резки металла на станках с ЧПУ
Существует три вида лазеров для резки металла в зависимости от типа рабочей среды:
1. Твердотельные лазеры.
Основным элементом такого оборудования является осветительная камера. Внутри нее размещено рабочее тело и источник получения энергии. Последней является лампа-вспышка газоразрядная. Ее рабочее тело – это стержень, который может быть выполнен из рубина, неодимового стекла, алюмо-итриевого граната, который легирован иттербием или неодимом. По краям данного стержня располагают отражающее и полупрозрачное зеркала. Луч лазера, отражаясь в процессе прохождения по стержню, усиливается и выходит сквозь полупрозрачное зеркало.
Твердотельными являются также волоконные лазеры. Усиление излучения у них происходит в стекловолокне. Энергия исходит из лазера на полупроводниках.
Чтобы до конца разобраться в работе лазера, рассмотрим оборудование, где рабочее тело – гранатовый стержень, легированный неодимом, чьи ионы выступают в качестве активного центра. Газоразрядная лампа источает энергию, которую усиленно поглощают ионы, переходя в состояние возбуждения. Это значит, что у них появилась лишняя энергия.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Возвращаясь в первоначальное состояние, ионы отдают излишек энергии в виде фотона. Последний является электромагнитным излучением, или светом. Он подталкивает остальные ионы к возвращению в исходное состояние. Получается лавинообразный процесс. Зеркала направляют движение луча. Отражая фотон, они множественно возвращают его в рабочее тело. Тем самым зеркала помогают образовываться фотонам и усиливают излучение. Основными характеристиками такого лазера являются концентрация энергии на высоком уровне и низкая расходимость луча.
2. Газовые лазеры.
В таких установках рабочим телом становится углекислота, а также ее смесь с гелием и азотом. Происходит прокачка газа через газоразрядную трубку. Возбуждение проходит в результате электрических разрядов. Излучение усиливается с помощью зеркал – полупрозрачного и отражающего. Конструкции таких лазеров имеют свои особенности, которые влияют на их виды: поперечной/продольной прокачки или щелевые.

3. Газодинамические лазеры.
Виды брака при лазерной резке металла на станках с ЧПУ
Причин возникновения брака во время резки может быть две. Во-первых, он появляется при нарушении различных норм работы, например, при изменении скорости работ. Во-вторых, в результате применения материалов плохого качества.
Для получения высококачественной продукции необходимо регулярное обслуживание аппаратуры, а также точное исследование тестового экземпляра еще до запуска его в серию.
В процессе лазерной обработки возможен такой брак:
- Облой, называемый еще грат, представляющий капли металла, которые затвердели на краях заготовки. Очищение детали от них происходит вручную, что может изменить геометрию изделия. Это совершенно недопустимо при изготовлении сверхточных деталей.
- Неровная кромка, возникающая при нерегулярности обслуживания оборудования, а также в результате истирания линейных направляющих и прочих компонентов. Еще одной причиной такого брака может стать плохое закрепление на рабочем столе обрабатываемого листа металла, имеющего небольшой вес.
- Вихри или бороздки на выходе. Они могут появиться при резке определенных материалов, имеющих достаточно большую толщину, поскольку происходит отрыв потока газа и возникновение вихря. Решением данной проблемы может стать смена режимов обработки и давления газа на выходе из сопла.
При обработке толстых листов материала важное значение имеет вспомогательный газ, который убирает расплав из реза, очищая его.
Мощность излучения лазера для резки толстолистового металла должна быть повышена. Впрочем, следует учесть, что ее увеличение в процессе обработки может привести к сложностям в получении качественного одномодового лазера. Скорость резки при возрастании толщины заготовки значительно падает и края реза становятся шероховатыми, появляется грат.
Качество обработки падает при резке толстых листов металла, у которых высоко соотношение ширины разреза к толщине заготовки. Причина – в ослабевании силы воздействия газа на расплав и плохое удаление последнего из реза. Вспомогательный газ оказывает большое воздействие на качество резки металлов, чья толщина ≥ 2,5 см. Специалисты считают данную проблему одной из самых важных в современной технологии лазерной резки.

Требования к чертежам для лазерной резки металла на станках с ЧПУ
Процесс лазерной обработки происходит по специальным чертежам, содержащимся в векторных файлах. Станок лазерной резки металла с ЧПУ управляется программой, которая может принимать несколько форматов файлов, таких как: AI, DXF, CDR, PLT. Наиболее легкими в работе считаются два из них: AI (Adobe Illustrator, версия которого не ранее седьмой) и CDR (CorelDraw, версия до X3). Впрочем, чертежи можно сделать и в других программах, лишь бы их распознавал станок.
Существует несколько особенностей, знание которых важно для подготовки рисунков и векторных чертежей для лазерной обработки:
- Линии и их толщина. Луч лазера проходит по заготовке, оставляя рез, заложенный в программе. Тонкая узкая щель на чертеже должна быть обозначена прямоугольником, а не толстой линией. Линии на картинке должны быть обозначены Hairline или 0,001 px, что означает тонкий абрис. Толстые линии следует сделать отдельными объектами. Порядок действий: в Inkscape следует выбрать «Контур/Оконтурить объект(обводку)», а в CorelDraw – «Упорядочить/Преобразовать абрис в объект».
- Линия, которая дублирует аналогичную. Нередко возникают двойные линии, расположенные друг над другом. Лазерный аппарат при этом дважды режет одно и то же место, что может привести к порче детали.
- Ширина разреза. Необходимо принимать во внимание наличие у лазерного луча собственной толщины, несмотря на небольшой размер. Ширина реза при обработке различных материалов отличается, но его размер не выше 0,2 мм. При производстве сборных деталей на чертеже следует делать наложение соприкасающихся граней.
- Цвет для линий. Каждый слой на чертеже имеет свой цвет. При необходимости проведения резки в определенном порядке полосы следует окрашивать в различные цвета. А в аннотации надо обозначить очередность обработки для всех цветов линий. В прочих случаях чертеж делают в одном цвете, приоритетным является черный.
- Заливка определенным цветом. Не следует делать заливку частей чертежа ни текстурой, ни цветом, поскольку программа не в состоянии распознать ее. А для оператора это вызывает затруднения в работе.
- Размер чертежа и его масштаб. Абсолютно все схемы должны иметь масштаб 1:1. Размер же изделия или набора изделий не должен быть более 49х29 см, что является размером рабочей поверхности.
- Повтор детали. При необходимости произвести несколько одинаковых изделий делают чертеж одного из них. Программа самостоятельно их размножит и правильно расположит. Вручную эту работу делать не нужно.
- Растровые изображения. Лазерное оборудование распознает только векторный чертеж, растровую графику просто игнорирует.
- Зазоры изделий. Детали с одной линией реза следует размещать встык, только не делать дублирующих линий (смотрите п. 2). Остальные изделия надлежит располагать с определенным зазором, величина которого зависит от толщины металла. Если толщина менее 2 мм, то зазор делается равным ей или более; если толщина более 2 мм, то зазор должен быть равен 4 мм или быть больше.
Достаточно часто встречается ситуация, когда заказчик работ имеет только растровый чертеж. Это может быть отсканированный документ или нарисованная картинка, как в электронном, так и в бумажном виде. В таком случае чертеж необходимо перевести в векторный формат. Такая работа стоит не менее 600 рублей за 1 час времени специалиста. Конечная стоимость оговаривается при анализе первичной документации.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Что можно сделать на станке с ЧПУ

Станки с ЧПУ внедряются повсеместно, они позволяют ускорить производство и создавать сложные детали с высочайшей точностью. Помимо крупной промышленности, они применяются и в малом бизнесе, и частными мастерами, и даже любителями. На станках с ЧПУ можно делать интересные вещи, от деталей автомобильных и авиационных двигателей до бытовых предметов. Аппараты дают возможность реализовывать интересные проекты, которые отличаются повышенной сложностью. О том, что можно делать на станках с ЧПУ, читайте в этой статье.
Отрасли применения станков с ЧПУ
Аэрокосмическая

Создание деталей для самолётов и космических кораблей — сложная задача. ЧПУ позволяет исключить человеческий фактор и добиться максимальной точности. Фото aeroexpo.online
Аэрокосмическая отрасль охватывает все виды воздушного транспорта: от массивных самолетов Airbus A380, которые перевозят сотни пассажиров, до космических кораблей, предназначенных для полета на Международную космическую станцию, Луну и даже на Марс. Аэрокосмические технологии характерны невероятной точностью, которой сложно добиться обычными инструментами, поэтому станки с ЧПУ стали идеальным решением.
ЧПУ в авиации

Станок с ЧПУ играет важную роль в быстром и точном изготовлении деталей, которые используются в работе каждого компонента самолета. Такие инструменты используются для создания деталей двигателя, аппаратуры кабины, обшивки самолёта, крыльев и других частей.
ЧПУ в космической отрасли

ЧПУ используется на предприятиях NASA, Space-X, Роскосмос для обеспечения ракет деталями любых размеров и форм с невероятно высокой точностью подгонки. На них изготавливаются запчасти для двигателей, компьютерная аппаратура, детали для различных систем и корпусов космических кораблей.
Автомобильная

У менеджера автомобильного цеха Рокки Хелмса много работы. Он курирует мастерскую всемирно известной гоночной команды Richard Childress Racing (RCR). 24 сотрудника компании работают по две смены в день, чтобы выпускать 170 000 деталей, необходимых для обслуживания RCR.
Сам цех занимает 7 000 кв. метров в кампусе площадью 210 000 кв. метров. С момента своего основания, то есть с 1969 года, RCR провели 17 чемпионатов и более 200 раз победили в трёх главных сериях NASCAR, в том числе три раза в заездах Daytona 500 (1998, 2007, 2018) и три — в Brickyard 400 (1995, 2003, 2011).

Чтобы увеличить выпуск болидов и поддерживать максимальную производительность в цехе, RCR оснащён новейшими технологиями обработки материалов, включая настольный фрезерный станок Roland MODELA MDX-540.
По словам Хелмса, станок способен за 10 минут выполнить работу, которую человек делает в течении 10 часов. RCR использует Roland для фрезерования деталей двигателя и тормозов, дисков колёс и амортизаторов. Устройство также используется для создания запчастей из углеродного волокна и для гравировки идентификационных номеров на деталях.
Медицинская

В космической отрасли принято говорить: «В космосе нет ремонтной мастерской». Качество, точность и надежность каждой детали должны быть безупречными, потому что, как только она покидает планету, то просто должна работать. То же самое относится и к медицинской сфере. Если ортопедический имплантат работает неправильно, это влияет на здоровье и благополучие пациента. Когда операция завершена, деталь просто должна функционировать.
Глобальные тенденции указывают на то, что потребность в медицинских имплантатах будет расти, как и конкуренция на рынке. По данным Seco Tools, около пяти крупных поставщиков претендуют на 85 процентов рынка производства ортопедических деталей, причем более 200 компаний борются за оставшиеся 15 процентов.

Процесс изготовления ортопедических имплантатов включает в себя резку, шлифование, 3D-печать и другие операции на устройствах с ЧПУ. Машина выполняет черновую обработку, чистовую обработку, фрезерование, обработку Т-образных пазов, снятие фаски и заусенцев. Цель в том, чтобы добиться требуемой чистоты поверхности, уменьшая необходимость в длительной ручной обработке.
Пятиосевые фрезерно-шлифовальные станки обеспечивают преимущества при работе со сложными формами и контурами ортопедических имплантов. Благодаря ЧПУ время изготовления существенно сокращается а точность увеличивается. Современные технологии способны обрабатывать практически любые материалы, включая титан и керамику.
Часовая и ювелирная
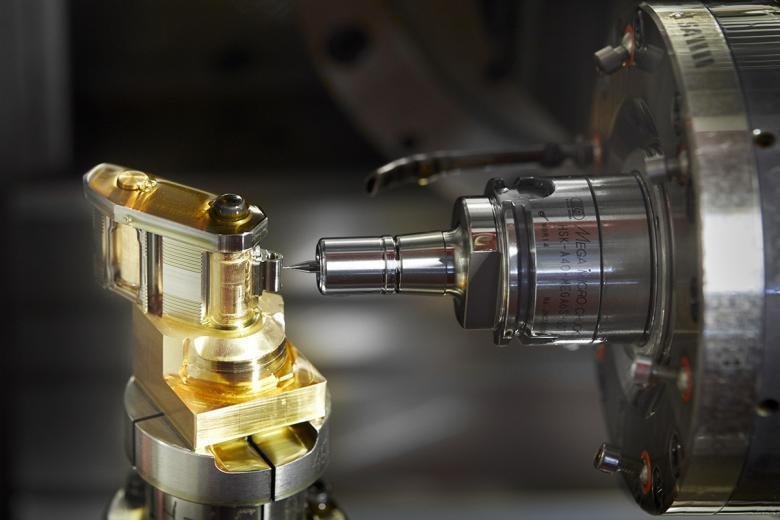
Швейцарские часовщики славятся высоким качеством своих часов, которые пользуются неизбывным спросом. Одна из главных маркетинговых стратегий швейцарцев — акцент на традиции, поэтому непривычно видеть на выставочном стенде Niru Swiss AG, компании занимающейся обработкой деталей для ювелирных изделий и часового производства, современный пятиосевой станок Bumotec s191V от Starrag Group.

«Невозможно создать необычный дизайн корпуса с использованием традиционных технологий производства», — считает Феликс Баумгартнер, основатель бренда Urwerk.
Среди любителей часов высоко ценится корпус новой модели UR-111C, высота которого составляет всего 15 мм, а ширина — 46 мм. Корпус вырезан как единое целое из алюминиевой заготовки и имеет боковое отделение глубиной 20 мм для размещения механизма. Всё это стало возможно благодаря рабочим характеристикам 5-осевого станка.
Проекты на станках с ЧПУ
Дверцы шкафа с помощью гнездования
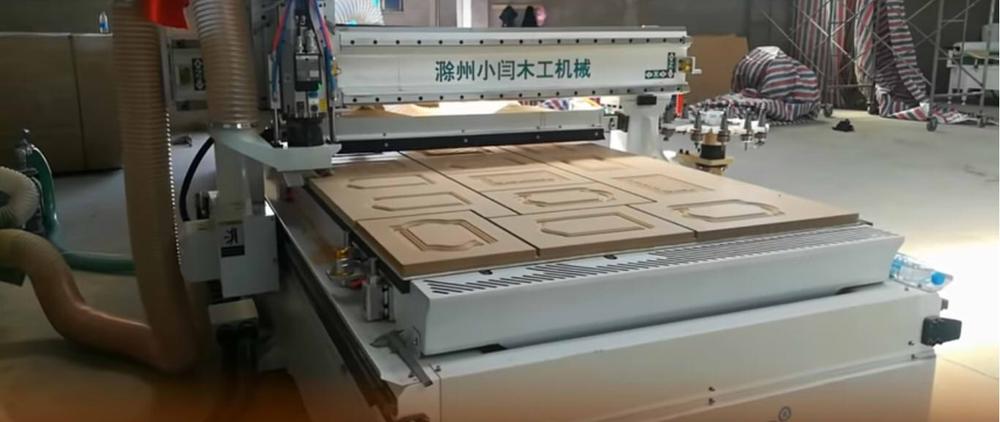
Китайский производитель STYLECNC продемонстрировал работу своего фрезерного станка на примере производства дверей для шкафов. Устройство работает по принципу гнездования. Из цельного листа дерева вырезаются сразу несколько дверей, что значительно ускоряет процесс производства.
Дизайн изделий разрабатывается в программе, данные из которой передаются на ЧПУ станка. Машина наносит рельеф и нарезает заготовку, без дополнительной настройки для каждого этапа работы.

Когда деревянное полотно прошло через фрезеровочный станок, его шлифуют на специальном аппарате и окрашивают в вакуумной машине. Всего на изготовление 12 дверок ушло около 30 минут.
Мини-модель города из дерева

Агентство Gemmiti Model Art запустило проект, который “оживит” новую городскую деревню в центре Остина, штат Техас. Миниатюрная инсталляция позволит потенциальным покупателям легко визуализировать их дом. Модель включает в себя всё: от домов и парков до предприятий и общественного транспорта.
«Этот проект демонстрирует все архитектурные особенности. Каждую деталь мы делали с помощью фрезеровочного станка Roland, который справился даже с мелкими элементами. Технология CAD / CAM сэкономила много времени и улучшила качество конечного продукта. Мы даже не представляем, сколько заняло бы создание такой модели вручную. Нам пришлось бы нарезать каждую частичку, например — стены и крыши, потом склеивать их вместе. Ручная работа оказалась бы менее точной, чем машинная»,
— говорит Эмили Лихти, менеджер по маркетингу Gemmiti Model Art.

Gemmiti Model Art использует станок MDX-540, который вырезает цельные модели из куска дерева. Раньше подобные задачи компания решала с помощью ручного инструмента. Такой подход требовал специальной квалификации мастеров, способных соблюсти все пропорции. Станок же работает по заданной программе и не допускает ошибок.
Деревянная обложка для книги
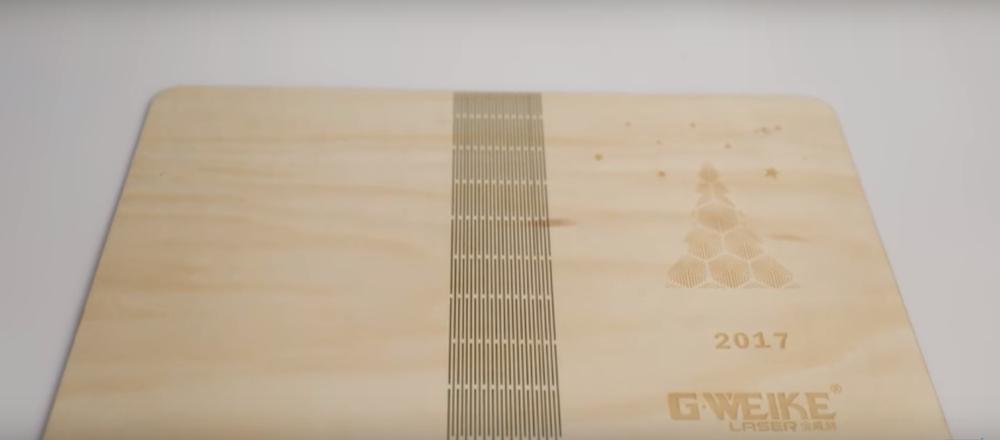
Производитель G-Weike продемонстрировал возможности своего станка с ЧПУ, создав необычное изделие — деревянную обложку для книги. Лазерное устройство вырезало из цельного куска пиломатериала доску нужного размера и нанесло гравировку в виде логотипа компании.

Чтобы обложку можно было сгибать, на корешке с помощью лазера выполнены тончайшие разрезы, придающие изделию мягкость. Для выполнения подобной работы нужно лишь настроить аппарат с помощью ПО, и через несколько минут обложка будет готова.
Мужской торс из металла

Детальная модель мужского торса, созданная с помощью ЧПУ. Фото ndn.info

Изделие расположили на вращающейся подставке с электродвигателем. Фото: ndn.info
Трое молодых людей и их наставник потратили три месяца, чтобы из куска дюралюминия создать реалистичный торс. Металлическая скульптура, по словам студентов, показывает, как современная техника может точно воспроизводить любые, даже самые сложные формы.
Рельефный узор из углеродистой стали

Компания Han's, специализирующаяся на производстве лазерных станков с ЧПУ, показала возможности своего аппарата серии GS в работе с металлом. Станок в автоматическом режиме вырезал из цельного листа стали витой узор, который может использоваться для экстерьерного и интерьерного декора или в других целях — как окно для беседки, спинка для скамейки или весьма оригинальная решетка для гриля.
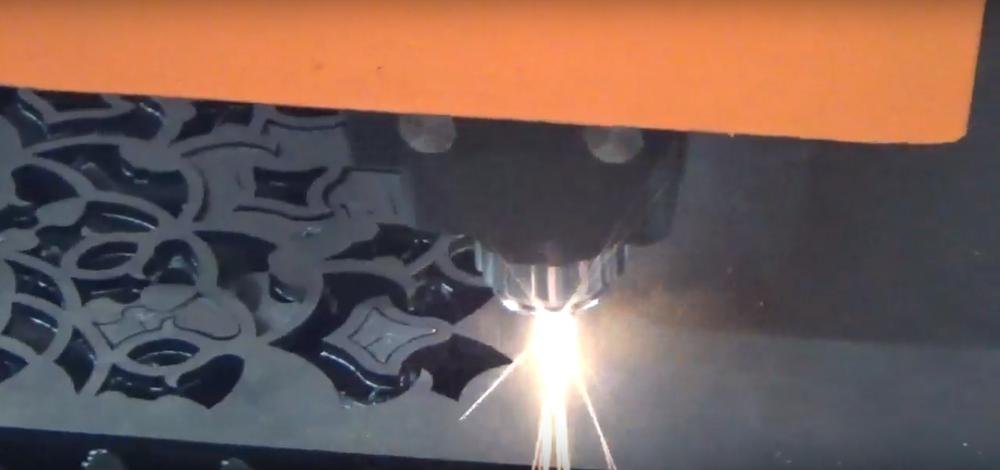
На весь процесс ушло около 5 минут. С помощью этого примера компания продемонстрировала, насколько точно и быстро может работать аппарат даже с твёрдыми материалами.
Машина из игры Cyberpunk 2077

Игра еще не вышла, а машина уже почти готова.
Блогер Максим, ведущий YouTube-канала «Горячие ключи», уже несколько месяцев собирает модель машины Quadra V-Tech из компьютерной игры Cyberpunk 2077. В качестве основы он использует пенопласт, который присоединяет к деревянному каркасу.
Автомобиль состоит из 47 частей, которые затем вручную скрепляются между собой. Для создания конструкции блогер использует фрезерный станок с ЧПУ. На одну деталь в среднем уходит до 4-х часов.

В будущем мастер собирается проработать подвеску, обработать колёса и сделать реалистичную покраску.
Система управления станками для создания мебели
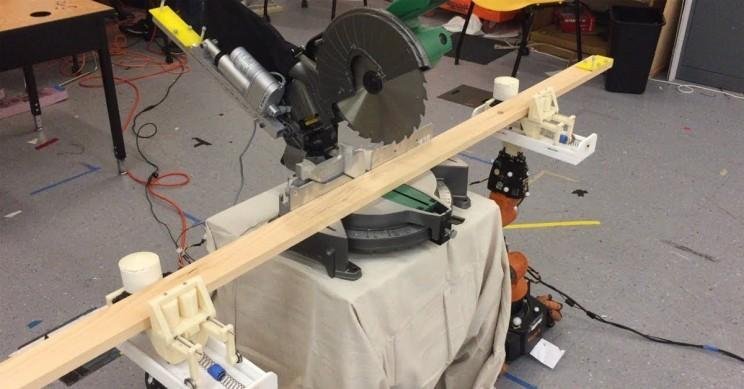
Группа инженеров из MIT хочет максимально снизить риск потери пальцев, порезов и ушибов при работе на станках. Роботизированная система AutoSaw позволяет неопытным плотникам изготавливать мебель в безопасной обстановке.
Согласно пресс-релизу, система дает пользователям возможность настраивать ряд шаблонов для создания стульев, столов и другой мебели, виртуально собирать из них изделия и размещать их в планах зданий, а затем отправлять выбранные проекты на станки для выполнения. AutoSaw может использоваться и для более крупных проектов, таких как строительство домов и малых архитектурных форм с деревянным каркасом.
Система позволяет пользователям выполнять индивидуальные проекты с необычными формами. Можно создать, например, интересный стол, который поместится на любой кухне небольшой площади.

Рекомендуемое оборудование
Заключение

Станки с ЧПУ дают простор для фантазии любому мастеру. А внедряя их в свой бизнес, производители увеличивают КПД в десятки раз. Автоматизацию не остановить, ведь с её помощью технический прогресс переходит на новый уровень.
Если вы хотите оснастить своё производство или мастерскую станками с ЧПУ — обратитесь к специалистам Top 3D Shop, которые помогут выбрать максимально подходящее оборудование.
Устройство и принцип работы станков с ЧПУ, основы
Увеличение объемов производства требует автоматизации процессов, ведь с помощью этого экономится немало времени и ресурсов. Сегодня подробно разберем устройство и принцип работы станков с ЧПУ — одной из главных составляющих автоматизированного производства. О станках с ЧПУ и их работе читайте в этой статье.

Что такое станок с ЧПУ

Станки с ЧПУ — это станки с компьютерным управлением. До ЧПУ станки управлялись вручную механиками. С помощью ЧПУ компьютер управляет сервоприводами, которые приводят машину в действие.Таким образом, постоянного человеческого внимания не требуется, хотя для запуска станков все же необходимы операторы.

ЧПУ — это аббревиатура для термина “числовое программное управление”. В основе этого понятия — управление станком с помощью компьютера. Такие устройства являются своего рода роботами.
ЧПУ обработка — это производственный процесс, в котором изготовление деталей происходит под управлением компьютерных программ. Ранее станки работали на основе гидравлической системы, которая обеспечивала производство одинаковых деталей по шаблону. Сейчас же программы могут контролировать все, от движений обрабатывающего центра до скорости шпинделя, включения/выключения охладителя и прочих функций. Применение в станках ЧПУ значительно облегчает задачу массового производства деталей.
Существуют различные виды устройств с ЧПУ, включая 3D-принтеры, фрезерные и лазерные станки, машины для водоструйной и электроэрозионной обработки, электронные разрядные станки, маршрутизаторы с ЧПУ и т. д. Далее мы детально разберем, как работают станки с ЧПУ.

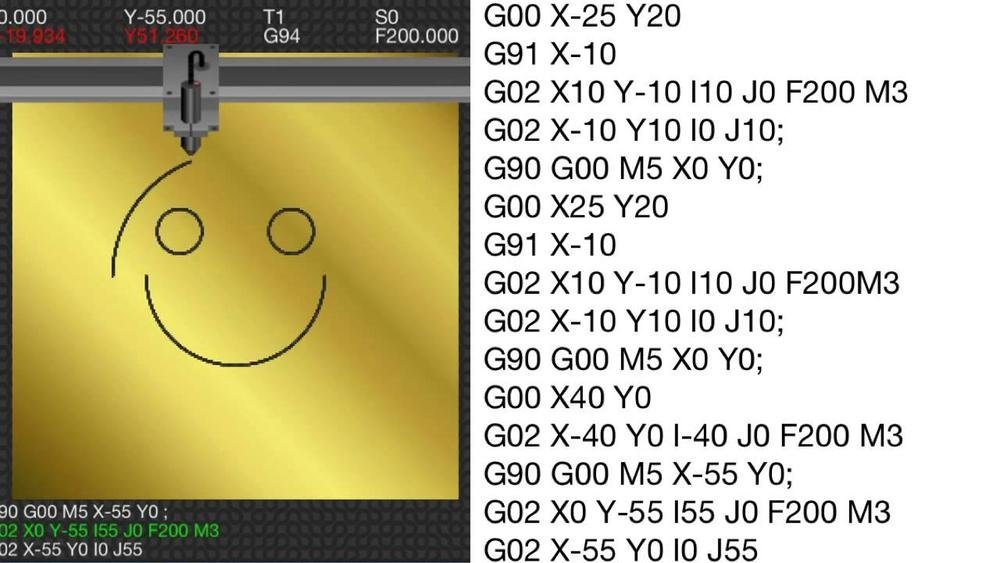
Программисты ЧПУ пишут программы обработки деталей, используя специальный язык программирования G-Code. Программа обработки детали создается либо посредством написания кода с нуля, либо с помощью специального ПО — CAM, которое преобразовывает чертеж детали, созданный в программах CAD, в G-код.
В течение длительного времени станки с ЧПУ использовались только в промышленности, из-за их высокой стоимости. Сегодня же на рынке представлено множество станков в доступном ценовом диапазоне, что позволяет как профессионалам, так и любителям обзавестись станком с ЧПУ для личных целей.
Основные составляющие станка ЧПУ
Устройства ввода данных: используются для ввода программы обработки детали на станке. Существует три самых часто используемых вида устройств ввода: считыватель перфоленты, считыватель магнитных лент и компьютер, работающих через порт RS-232-C.

Блок управления станком (БУС) — это сердце станка с ЧПУ. Он выполняет все управление станка. Среди функций БУСа следующие:
- Чтение кодовых инструкций, вводимых в БУС;
- Расшифровка кодовых инструкций;
- Интерполяция (линейная, круговая и спиральная) для генерации команд движения оси;
- Передача команд движения оси в схемы усилителя, для управления механизмами оси;
- Получение сигналов обратной связи о положении и скорости каждой оси привода;
- Вспомогательные функции управления, такие как включение / выключение охладителя или шпинделя и смена инструмента.

Исполнительный механизм: станок с ЧПУ зачастую имеет подвижный стол и шпиндель, для контроля положения и скорости. Стол станка управляется в направлении осей X и Y, а шпиндель — в направлении оси Z.

Система привода: состоит из схем усилителя, приводных двигателей и ШВП (шарико-винтового подшипника). Блок управления станком подает сигналы схемам усилителя о положении и скорости движения каждой оси. Затем сигналы управления усиливаются, чтобы привести в действие двигатели привода, которые вращают ШВП, чтобы настроить нужное расположение рабочего стола.

Система обратной связи: состоит из преобразователей, или датчиков. Ее также называют измерительной системой. Датчики непрерывно контролируют положение и скорость режущего инструмента. БУС принимает сигналы от этих преобразователей и использует разницу между исходными сигналами и сигналами обратной связи для генерации новых сигналов, с целью коррекции положения и скорости.
Пульт управления: на дисплее отображаются программы, команды и другие необходимые данные станка с ЧПУ. Может быть перемещен в удобное для оператора положение.

На фото ниже — структурная схема станка:
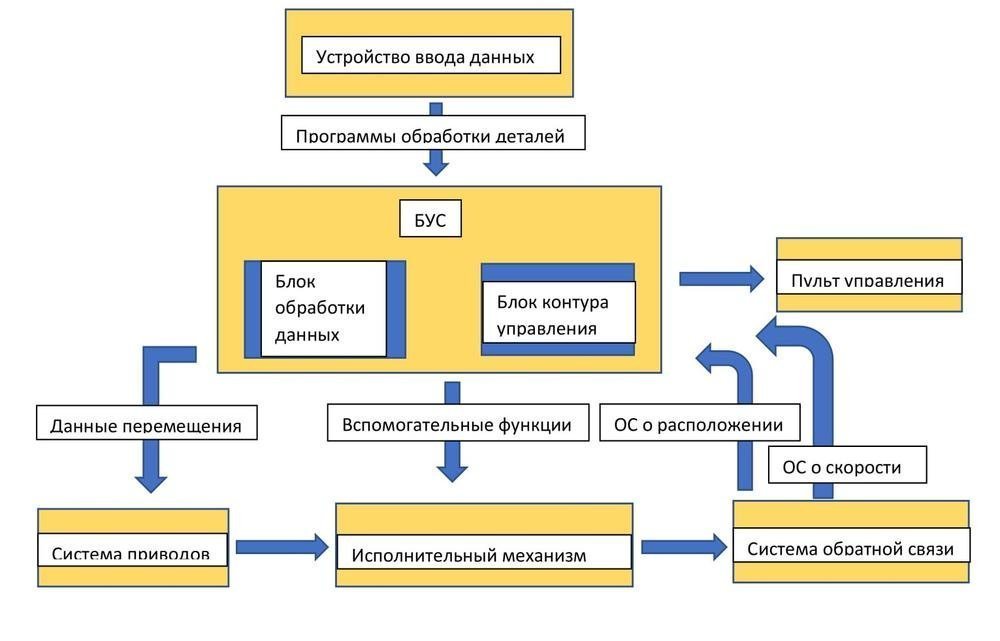
Как работает ЧПУ станок

- Сначала программа обработки детали вводится в блок управления станка;
- В БУС происходит весь процесс обработки данных, он подготавливает все команды движения и отправляет их в систему привода;
- Привод контролирует движение и скорость блоков станка;
- Система обратной связи фиксирует данные о положении и скорости движения осей и отправляет сигнал в БУС;
- В блоке управления сигналы обратной связи сравниваются с исходными, если есть ошибки — он исправляет их и отправляет в исполнительный механизм новые сигналы для корректировки процесса;
- Пульт управления с дисплеем используется для просмотра оператором команд, программ и других важных данных.
Основы работы на станках с ЧПУ
Процесс создания детали достаточно прост и состоит из следующих этапов:
Дизайн детали
С помощью программного обеспечения CAD создается 2D или 3D модель детали, которую вы хотите сделать. CAD — система автоматизированного проектирования, в которой можно указывать точные размеры детали.
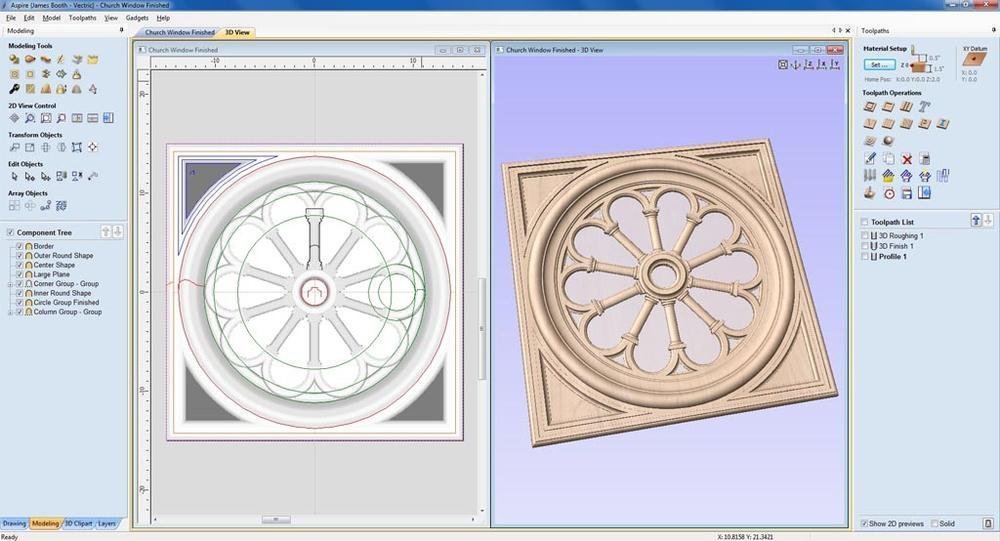
Программирование для ЧПУ
С помощью программного обеспечения CAM модель детали преобразовывается в g-код.
Настройка станка
Этот этап предусматривает несколько шагов:
- Предстартовый. Перед запуском станка убедитесь, что масло и охлаждающая жидкость заполнены по максимуму. Обратитесь к инструкции, если вы не знаете, как это сделать.
- Убедитесь, что в рабочей зоне нет посторонних предметов.
- Если станку требуется подача воздуха, убедитесь, что компрессор включен и давление соответствует требованиям, указанным в инструкции.
- Пуск / Домой. Подключите станок к питанию и запустите. Главный выключатель обычно расположен в задней части устройства, кнопка питания — в левом верхнем углу на панели управления.
- Загрузите все инструменты в карусель в том порядке, который указан в списке программы ЧПУ. Для станков с одним инструментом — установите в шпиндель фрезу.
- Установите деталь в тиски или закрепите на столе, зафиксируйте.
- Установите показатель коррекции на длину инструмента. Переместите инструменты к верхней части детали в порядке, указанном в программе ЧПУ, и затем установите показатели коррекции.
- Установите коррекцию осей X и Y. После того, как тиски или другие детали будут правильно установлены, настройте коррекцию на установку заготовки (нулевой позиции), чтобы найти начальную точку X и Y детали.
- Загрузите программу ЧПУ в систему управления станком с помощью USB-накопителя.

Изготовление детали
После того, как станок настроен, можно начинать процесс производства. Здесь также предусмотрены несколько шагов:
Мы разобрались с тем, как работает ЧПУ станок , но важно иметь в виду, что для разных целей используются разные станки — существует большой выбор станков для работы с различными материалами, мы приведем примеры оборудования для разных типов станков.
Фрезерные обрабатывающие центры

Фрезерные станки используют для обработки корпусных деталей. С помощью такого устройства можно выполнить гнездование (раскрой) и другие виды фрезеровки, пяти и восьми-осевые станки позволяют производить также и токарные операции — нарезку резьбы, растачивание и т.д.
Мы рекомендуем фрезерно-гравировальный станок HL400T/2 от производителя Han's . Он работает с такими материалами, как акрил, стекло, керамика, металл, пластик, достигая уровня повторяемости в ±0.005 мм. Максимальный вес заготовки, с которой может работать станок — 100 кг.

Производитель SolidMetal предлагает несколько моделей обрабатывающих центров, например DC-6040A, DC-6050B, DC-8070B.

Фрезерные и лазерные станки с ЧПУ для бизнеса
Если вы занимаетесь профессиональной фрезеровкой или лазерной гравировкой и вам нужен станок, который потянет большие объемы производства, стоит обратить внимание на следующих производителя Advercut.
Самая популярная модель Advercut K6090T4A — это 3D-фрезер с четырьмя одновременно работающими осями, со скоростью обработки 6 мм в минуту. Станок работает с легкими металлами, деревом, пластиком и композитными материалами. Подходит для гравировки, сверления, 3d-фрезерования.
Промышленный фрезерный станок Roland MODELA MDX-50 отлично подходит для CAD/CAM образования, прототипирования и моделирования. На нем также можно печатать 3D-детали с точностью до 0.01 мм. Его преимущество перед обычными 3D-принтерами в том, что он работает с любым материалом.

Производитель LTT предлагает лазерно-гравировальный станок LTT-Z6040B , который считается наиболее доступным на российском рынке, среди профессионального ЧПУ-оборудования. Станок работает с любыми материалами, кроме металла. Время непрерывной работы устройства — до 12 часов. Скорость гравировки — до 800 мм/сек, а скорость резки — 400 мм/с.

ЧПУ-фрезеры Dragontech доступны для малого и среднего бизнеса, благодаря невысокой цене и универсальности. Они работают с такими материалами, как дерево, пластик, оргстекло. ПВХ, а также с композитными материалами и легкими металлами.
Лазерные станки с ЧПУ
Han's Laser . Лазерный станок Han's HyRobot-C1000 с роботизированной системой резки, шестью осями и лазером мощностью в 1000 Вт — идеальное решение для профессионального производства. Модель отличается полностью закрытым корпусом, для удобства управления и безопасности оператора, а также оснащена кнопкой аварийной блокировки и функцией спящего режима, активирующейся при простое аппарата более 5 минут. Все это обеспечивает безопасное производство при минимальных энергозатратах.

Bodor . Этот производитель специализируется на лазерных граверах. Особого внимания заслуживают граверы серии BCL, например Bodor BCL1309X 150w , который отличается удобной конструкцией, наличием беспроводной связи, что обеспечивает удобное управление и легкое техническое обслуживание.
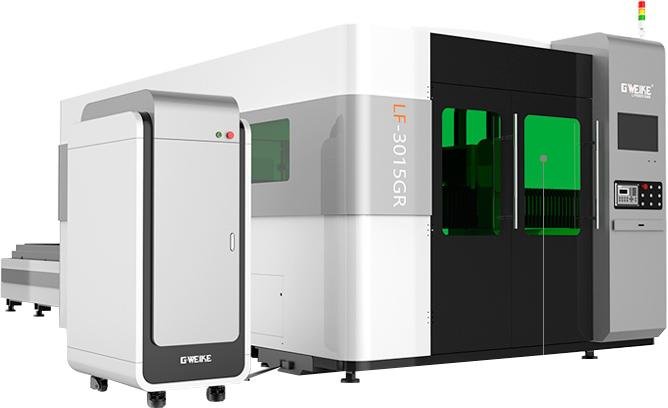
G.WEIKE , помимо прочих лазерных станков предлагает модель LF1325LC FIBER+CO2 DUAL USE — универсальный станок, который объединяет в себе две операции, выполняемые ранее двумя станками, поскольку принцип работы ЧПУ станка по металлу не предусматривает обработку других материалов.
Благодаря волоконным и CO2 лазерам, устройство позволяет производить резку как металлических, так и неметаллических изделий. Такая инновация позволяет пользователям в значительной степени сэкономить на себестоимости продукции, рабочей площади и обеспечивает высокую производственную эффективность.

Гравировальные станки серии LaserPro от GCC обеспечивают профессиональное качество гравировки. Применяются преимущественно для изготовления табличек с надписями, номерков, штампов, печатей, мелкой рекламной и сувенирной продукции с гравировкой.
Сопутствующее оборудование

Jet предлагает огромное количество оборудования разного предназначения, такого как заточный станок Jet JBG-150, тарельчато-ленточный шлифовальный станок Jet JSG-64, ленточнопильный станок Jet JWBS-9X, токарный станок по дереву Jet JWL-1440VS и т. д. Помимо этого, можно приобрести детали для станков ЧПУ, например струбцины, столярные тиски, вытяжные установки.

Optimum . Токарный станок с ЧПУ Optimum TU2304 CNC , сверлильный станок Optimum B17PRO, фрезерный вертикальный станок с ЧПУ Optimum F4, Фрезерный вертикальный станок с ЧПУ Optimum F410 и др. — все это оборудование можно приобрести для большого производства по доступной цене.

Российский производитель специальных решений на основе лазерной техники

Заслуживает внимания отечественный производитель ГК «Лазеры и аппаратура». Компания предлагает лазерные станки нескольких моделей, например МЛП2-Турбо, который отличается увеличенной рабочей зоной – до 500*500 мм и широким диапазоном волоконных источников излучения – 20, 30 , 50 Вт, и пятикоординатный лазерный станок СЛС5, который способен производить сложноконтурную лазерную резку, гравировку, прошивку одиночных отверстий малого диаметра (от 0,25 до 0,5 мм) или массивов таких отверстий в изделиях сложной формы.
Российские производители фрезерной техники
Steepline предлагает огромное количество фрезерных станков с ЧПУ, среди которых SL01PEN. Эта модель отличается возможностью собрать комплектацию в зависимости от требований производства, что позволяет сэкономить средства на ненужном оборудовании станка. Кроме этого, при необходимости можно устанавливать дополнительные опции.

ООО СК РОУТЕР поставляет фрезерные станки для разных сфер производства. Например, станок Роутер 3020BZ предназначен для изготовления электродов для электроэрозионного станка, Роутер 4030 — для отраслей, где требуется высокая скорость и точность обработки, например, ювелирного и стоматологического производства, а Роутер 6040 Серво отлично справляется с обработкой широкого спектра материалов, от менее твердых полимеров, композитов, керамики и графитов, до более прочных, таких как титан и разные виды стали.
Умные станки . Производитель выпускает несколько моделей фрезерных станков для разных целей. Например, станок Clever В800 предназначен для работы с алюминиевыми заготовками. Изначально эта модель оснащена тремя осями, но предусмотрена также возможность модификации четвертой осью. При необходимости, шаговые двигатели можно заменить на серводвигатели, а блок ЧПУ — блоком от другого производителя.

Мы рассмотрели принципы работы станков с ЧПУ, основы работы с ЧПУ, какие бывают станки и для каких целей.
Чтобы приобрести станок с ЧПУ — обращайтесь в Top 3D Shop. Наши специалисты помогут вам выбрать необходимое оборудование, максимально подходящее для выполнения ваших задач и соответствующее всем заданным параметрам.
Плазменная резка металла на станках с ЧПУ

Плазменная резка металлов относится к самым популярным на сегодняшний день способам раскроя. Обработка производится на специальных плазморезах, оснащенных автоматизированной системой управления. В нашем материале собрана информация о том, как осуществляется плазменная резка металла на станках с ЧПУ.
Виды плазменной резки металла с ЧПУ
Плазменной резкой производители называют обработку листов металла с помощью оборудования, где в качестве резца используется плазма.
Что такое плазма? Это ионизированный газ, несущий в себе положительные и отрицательные заряды, имеющий температуру несколько тысяч градусов на выходе из сопла. Он обладает квазинейтральными свойствами – это значит, что бесконечно малый объем газа не имеет заряда, он уравновешен и равняется нулю.

Плазменная резка металлов может выполняться несколькими способами.
К плазменно-дуговому методу относятся:
- воздушно-плазменная технология обработки металлических изделий;
- газоплазменный вид резки;
- лазерно-плазменный способ.
Первый и второй приемы резки работают одинаково – здесь используют электродугу и раскаленный ионизированный поток газа. Отличается только рабочая среда: одна технология применяет струю воздуха, другое оборудование режет с помощью газа или водяного пара.
Для резки металлических изделий, имеющих толщину до 20 см, применяют комбинированные плазмотроны. Современные промышленные комплексы могут объединять технологии термической обработки струей газа и оборудование для плазменной резки. Также сегодня станки в большинстве случаев оснащаются системой ЧПУ (числовое программное управление). Можно выполнить резку металлических листов по траекториям любой сложности (прямые, криволинейные и т. д.).
На небольших предприятиях или для выполнения отдельных видов плазменной резки применяют ручное переносное оборудование, использующее классический плазменно-дуговой способ. В этих бытовых агрегатах, предназначенных для резки черного металла, применяется струя воздуха. Модели с ЧПУ, в которых могут использоваться разные газы, относятся к более высокому классу и, соответственно, их стоимость значительно выше.
- Лазерно-плазменный способ резки металлов.
Применяемое в данном случае оборудование позволяет выполнять разные способы резки: лазерную используют для раскроя листов меньше 6 мм, листы металла большей толщины разрезают с помощью плазменно-дугового метода.
Оборудование с ЧПУ для плазменной и лазерной резки металла отличается более высокой производительностью. На нем предусмотрено множество вариантов раскроя, даже есть возможность реза отверстий.
Станки с ЧПУ, совмещающие лазерный и плазменный способы резки металла, в итоге более выгодны производителю. Во-первых, налицо экономия производственных площадей. Во-вторых, плазменно-дуговую резку применяют при обработке заготовок большого размера, а лазерную используют, когда требуется высокоточная обработка мелких изделий.

В лазерной и плазменной резке используются разные источники высокотемпературного нагрева. Первая осуществляется с помощью сфокусированного светового луча, который проходит точно по контуру детали. Нагревается небольшой участок металла, поэтому отходов при распиле меньше, а качественные показатели выше, чем при плазменной резке.
Это приводит к тому, что плазменный способ применяется реже в тех ситуациях, когда предъявляются высокие требования к точности размеров и качеству края изделий.
На предприятиях авиационной, космической, медицинской и других промышленных отраслей сегодня отдают предпочтение титану и сплавам из него. Его очевидные преимущества – это малая плотность и прочность. Однако инженерам приходится учитывать химическую активность и тугоплавкость этого металла.
Принимая во внимание набор свойств титана, механическая и термическая обработки для него не подходят. Газовое оборудование тоже применять нельзя – титан расплавится. Остаются только лазерный или плазменный способы резки.
На станке плазменной резки металла с ЧПУ с дополнительной функцией лазерной обработки можно изготовить детали сложной геометрической формы, к примеру, вырезать в ней несколько сопряженных вместе отверстий.
Плюсы и минусы плазменной резки металла
Проведем анализ преимуществ и недостатков плазменной резки металлов на станках с ЧПУ по сравнению с лазерным методом и другими способами обработки:
- Плазменную резку можно применять при обработке большинства металлов, в том числе цветных, тугоплавких и прочих, «капризных» по своим характеристикам.
- Скоростной режим резки плазмой более высокий, чем при работе газовым оборудованием.
- Эта технология позволяет производить детали сложных геометрических форм, выполнять узорную и фигурную резку изделий, реализовывать самые креативные идеи и работать не только с металлом, но и с другими видами материалов.
- Станок плазменной резки металла с ЧПУ можно настроить на работу с различными материалами, причем это не отразится на качестве работы.
- Качество обработки кромок деталей намного лучше, чем при механических способах резки металла.
- Числовое программное управление (ЧПУ) позволяет проводить обработку больших листов, так как резак может работать под разными углами.
- При современных проблемах с загрязнением окружающей среды плазменную резку можно назвать наиболее экологичной технологией производства.
- Затраты времени на обработку детали ниже, так как отсутствует стадия нагрева металла.
- Технологический процесс не предусматривает использование взрывоопасных газовых баллонов, поэтому у плазменной резки выше уровень безопасности, чем при других вариантах обработки.
Любой метод металлообработки имеет свои минусы, поэтому в статье мы честно разберем все особенности плазменной технологии.

Что можно считать недостатками плазменного способа резки:
- Стоимость установок плазменной резки металла с ЧПУ довольно высока, это касается даже самых простых ручных агрегатов.
- Имеется предельная толщина для обработки металлов с помощью плазменного резака – это 10 см.
- Станки с ЧПУ, даже самые современные, имеют высокий уровень шума, так как воздушная струя выходит из сопла под большим давлением.
- Для работы на оборудовании с ЧПУ и его обслуживания нужно нанимать профессиональных сотрудников, прошедших специальную подготовку.
Станок с ЧПУ для плазменной резки металла
Развитие технологий обработки металла получило новый толчок с появлением плазменной резки. А разработка плазморезов с ЧПУ стала техническим воплощением идеи.
Оборудование с числовым программным управлением применяется на многих производствах. С помощью станков с ЧПУ производят резку элементов конструкций в строительстве, выпускают партии деталей для автомобилей, самолетов, любой техники. Установки для плазменной резки значительно повышают качество выпуска металлических дверей, стеллажей, сейфов, вентиляционных устройств и т. д.
На рынке представлены модели станков для плазменной резки металла с ЧПУ, у которых разные размеры, схемы управления и конструктивные особенности, имеются дополнительные функции, также они отличаются применяемой рабочей средой.
Но они обязательно оснащены следующими элементами:
- плазмотроном, осуществляющим подачу газа или воздуха;
- поворотным механизмом, облегчающим установку листов металла на рабочем столе;
- устройством для перемещения резака и системой магнитов для крепления заготовки;
- датчиком, контролирующим расстояние между горелкой и листом металла;
- конструкцией, состоящей из профильного рельса и двух зубчатых реек по сторонам от него;
- автоматизированной системой с ЧПУ.
Конструкция плазмореза не отличается сложностью. В чем принцип его работы? На горелку подается воздух или газ под большим давлением, в определенной точке он касается электрода, происходит ионизация и нагрев примерно до +30 000 °С. Ионизированный воздух становится проводником тока.
Это состояние воздушной смеси или газа называется плазмой. Раскаленная струя направляется в точку воздействия и расплавляет металл, а отходы удаляются благодаря высокому давлению. Чтобы аппарат работал в автоматическом режиме, оператор настраивает программу в системе ЧПУ. Дальше плазмотрон выполняет свои задачи, работник только следит за ходом процесса.
Какими преимуществами обладает оборудование с ЧПУ для плазменной резки металла:
- Заданная программа обеспечивает высокую точность резки и изготовление деталей сложной геометрической формы.
- Технология не требует высоких затрат энергии и вложения дополнительных финансов, отличается автономностью. По мере использования плазмотрона расходы уменьшаются, а уровень рентабельности становится выше.
- Аппараты плазменной резки с ЧПУ отличаются высокой производительностью. Скорость работы плазмотрона намного выше, чем у газового оборудования, с ним может соперничать только лазерная установка. Благодаря этому преимуществу плазменные установки часто используют для массового производства деталей.
- Эксплуатация и техническое обслуживание не вызывают трудностей.
- Агрегат предназначен для резки металлических листов с разными свойствами, низколегированной и углеродистой стали, чугунных заготовок, имеющих толщину в пределах 0,5–150 мм, при этом обеспечивается высокое качество края и не требуется дополнительно обтачивать и шлифовать торцы.
- При работе станка с ЧПУ нет выделений газов, не используется открытый огонь, что говорит о безопасности.
- Система автоматически определяет толщину металла.
Есть определенные ограничения, которые нужно учитывать инженерам производственного отдела. Плазменная резка не подходит для работы с высоколегированной сталью толще 100 мм, а также для обработки титановых листов.
Как и любое другое оборудование, станок с ЧПУ должен проходить регулярные технические осмотры и обслуживание, тогда он прослужит длительное время.
Точность плазменной резки металла посредством оборудования с ЧПУ
В технической документации при проверке точности реза можно увидеть, что есть небольшие отклонения фактического контура детали (обозначается сплошной линией) от номинального контура (обозначен пунктирной), заданного чертежом для программы станка с ЧПУ. Из чертежа понятно, что фактические размеры и формы могут не совпадать с заданными: АЛ, Дв, ДС, AD − отклонения в размерах по факту от задания в чертежах; Д/’лД/д, fc, А/0– отклонения от заданной формы кромок. Конкретно в этом случае можно говорить об отклонении от прямых линий или непрямолинейности. Также имеет место перекос кромки D, которое привело к изменению размера АЛ от заданной линии А.
Также отмечается, что, во-первых, произошел перекос кромок по отношению друг к другу; во-вторых, фактическое взаимное расположение кромок не соответствует заданным значениям; в-третьих, поверхность детали отклонена от плоскости, резец прошел под углом к поверхностям изделия; в-четвертых, поверхность реза отклоняется от плоскости. Кроме этого, имеется отклонение в размерах и форме фасок под сварку, в размерах и форме вырезов.

Допуски и отклонения регламентируются ГОСТ 14792–80 «Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза». Документ определяет стандарты на производство деталей, вырезаемых с помощью механической и плазменной резки из следующих видов металла: низкоуглеродистой стали, низколегированной стали, высоколегированной коррозионностойкой, жаростойкой, сюда же входит алюминий и его сплавы. Для кислородного метода подходят толщины от 5 до 100 мм, плазменную резку можно применять для листов толщиной от 5 до 60 мм. ГОСТ предусматривает разделение деталей одного размера по трем классам точности.
Лабораторные проверки требований к деталям первого и второго класса показали, что такую точность можно получить, используя портальные машины с ЧПУ, если соблюдать все условия, указанные в паспортах станков. Оборудование с фотоэлектронным ЧПУ может обеспечить выпуск деталей второго и третьего класса точности, если копирчертежи выполнены с точностью не меньше +/-1 мм. Третий класс точности допустим при плазменной резке переносными агрегатами.
Таблица содержит данные норм по допускам от номинала, приведенные в ГОСТ 14792-80. Допуск отклонений от прямых линий установлен как половина допускаемого значения на размер.
Читайте также: