Из какого металла делают электроды
Сварочные электроды их виды и варианты применения
Для ручной и дуговой сварки применяют плавящиеся и неплавящиеся сварочные электроды. Неплавящиеся электрод изготавливают из вольфрама, электрического угля или синтетического графита. Диаметр угольных графитовых сварочных электродов составляет от 4 до 18 миллиметров, а длина — от 250 до 700 миллиметров. Наибольшее предпочтение специалисты отдают графитовым электродам, которые обладают высокой электропроводностью и гораздо более устойчивы к окислению при высоких температурах.
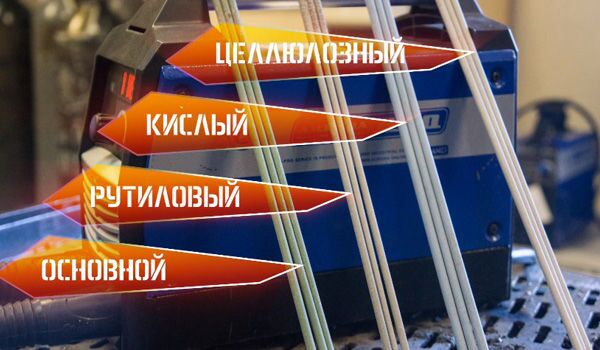
Сварочная проволока служит для производства плавищихся сварочных электродов. При автоматической и механизированной сварке электродом служит калиброванная проволока, которую также называют сварочной или электродной. Плавящийся сварочный электрод — это металлический стержень из электродной проволоки, на поверхности которого находится слой защитного покрытия. Электродные покрытия, которые предназначаются для того, чтобы стабилизировать горение дуги, защитить расплавленный металл от кислорода и азота из воздуха, а также для того, чтобы легировать образовавшийся сварочный шов. В зависимости от состава, электродные покрытия можно классифицировать следующим образом:
Образуют шлаки, в составе которых находятся силикаты и титаны марганца и железа, а также компоненты, предназначенные для окисления металла. Образование защитных газов происходит за счет сгорания органических составляющих. Наплавленный металл сильно окисляется, а потому склонен к образованию горячих трещин и содержит мало легирующих добавок. В результате вязкость и пластичность такого металла невысоки. Кислые электродные покрытия сварочных электродов выделяют много вредных примесей. В основном, их применяют при сварке небольших неответственных конструкций из малоуглеродистых сталей. Электроды с этими покрытиями в настоящее время вытесняются электродами с рутиловой обмазкой
Рутиловые электродные покрытия образуют шлаки, в состав которых входят силикаты и титанаты марганца и железа, а также другие компоненты, практически не содержащие оксидов железа. Титанистые шлаки достаточно жидкотекучи и обеспечивает хороший контакт между металлом и шлаком, хорошо формируют швы. После остывания шлак легко удаляется. Электроды с рутиловым покрытием имеют хорошие гигиенические свойства, поскольку при сгорании образуется небольшое количество дыма, содержащие оксиды марганца. Для повышения производительности в некоторые покрытия вводят до 50 процентов порошка железа.
Основные электродные покрытия сварочных электродов образуют шлаки, в состав которых входят силикаты кальция или магния, а также фторид кальция, так называемый плавиковый шпат. Он содержит небольшое количество оксидов железа и других компонентов, окисляющих металл. Защитные газы образуются за счет диссоциации карбонатов. Наплавленный металл склонен к образованию горячих трещин, легирован примесями, обладает высокими прочностными характеристиками и ударной вязкостью. Сварочные электроды с таким покрытием используют для сварки конструкционных, нержавеющих, окалиностойких, жаропрочных и других специальных сплавов и сталей. При произведении сварочных работ с применением сварочных электродов с основным электродным покрытием, необходима хорошая вентиляция в помещении. Вызвано это тем, что в аэрозолях, которые образуются при сгорании покрытий, имеется многочисленные фтористые соединения, которые могут негативно сказаться на организме работающего. Необходимо иметь и средства индивидуальной защиты дыхательных органов, а еще лучше работать с подачей чистого воздуха в зону дыхания.
Целлюлозные электродные покрытия сварочных электродов содержат органические составляющие, которые образуют защитные газы. В качестве раскислителей принято использовать ферросплавы марганца. В качестве шлакообразующих добавок используют рутил, карбонаты, алюмосиликаты и другие возможные добавки. Легирование шва осуществляется посре
Из чего состоит сварочный электрод
Сварочные электроды являются основным расходным материалом, который используется для сварки. Существует масса разновидностей этих изделий, которые насчитывают более двухсот штук. Они отличаются по следующим параметрам:
- Материалу, из которого изготавливается стержень;
- Покрытию, которое обволакивает стержень;
- Толщине;
- Длине;
- Сфере применения.
Материал, из этого состоит изделие, служит для образования шва. Но он состоит не только из одного вида металла, поэтому, перед выбором нужно определиться из чего состоит электрод, чтобы знать, на что обращать внимание. От правильности выбора зависит успех сваривания, примерно на столько же, насколько и от мастерства сварщика.

Принцип работы электрода заключается в следующем. Его помещают одним концом в электрододержатель, который является одним из контактов сети, которая идет от трансформатора. Второй контакт цепи закрепляется на свариваемой детали или сварочном столе, который также является токопроводящим. Когда электрод соприкасается с деталью, то цепь замыкается. Сварщик поддерживает его в слегка приподнятом от поверхности состоянии, чтобы замыкание было не полным, иначе электрод залипает и трансформатор может сгореть. Поэтому, создаются условия, чтобы образовывалась электрическая дуга. На качество работы влияет и материал из чего сделаны электроды для сварки, так как от этого зависит надежность эксплуатации шва.
В большинстве случаев электрическая дуга является негативным явлением, но при сварке помогает расплавлять металл, преобразуя электрическую энергию в тепловую. Расплавленный металл будет заделывать трещины, сваривать две детали и прочие сварочные процедуры. Практически каждый электрод имеет защитное покрытие, которое придает ему некоторые дополнительные свойства, в зависимости от состава, а также защищает сварочную ванну от постороннего воздействия и попадания лишних предметов, не говоря уже об улучшении свойств плавления.
Конструктивные особенности различных типовЭлектроды различаются по типу своего применения, так как от этого зависят все их характеристики. От этого же зависит и из чего делают электроды для сварки, так как его материал должен полностью совпадать с материалом заготовки. Встречаются модели из:
- Алюминия;
- Чугуна;
- Стали различных сортов, в том числе и нержавеющей;
- Вольфрама, которые относятся к неплавящимся;
- Медные.

Применение электродов для различных материалов
В чистом виде металл очень редко используется и практически в каждом случае состав электрода для сварки может иметь свои легирующие примеси, создающие нужные свойства электрода. На конструкцию это мало чем влияет, помимо длинны и толщины, что уже больше зависит от того, где их будут применять.
Характеристики элементов электродаУстройство электрода для сварки является предельно простым, так как он состоит из таких элементов как:
- Стержень;
- Покрытие;
- Контактные торец, не имеющий покрытия.
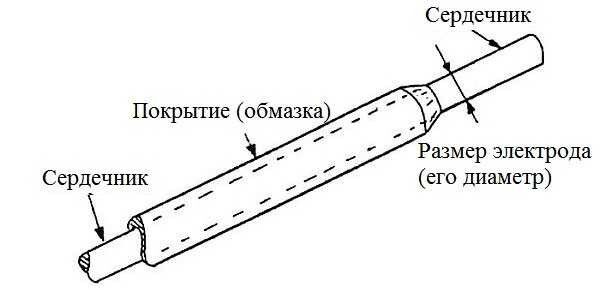
Устройство сварочного электрода
Разобравшись, из чего состоит сварочный электрод, можно более подробно рассмотреть характеристики, ведь у каждого из этих элементов имеются свои особенности, которые влияют на сферу его применения и качество сварки.
Стержень является тем элементом, из которого получается сварочный шов, так как именно он расплавляется от дуги и заполняет ванну. Толщина стержня влияет на глубину, на которую будет залегать шов, а соответственно и на величину ванны. Длина электрода помогает более длительное время вести шов непрерывно, что оказывается очень важным для ответственных объектов, так как каждое прерывание ухудшает общее качество. Материал стержня может считаться основной характеристикой, так как он должен соответствовать тому, что именно будет свариваться.
Покрытие служит для поддержания стабильного горения дуги. Встречаются такие типы как:
- С кислым покрытием – куда входит оксид железа, кремния и марганца. Металл на шве в данном случае имеет предрасположенность к образованию трещин в горячем состоянии, но в них не образуются поры, даже если на поверхности имеется ржавчина.
- С рутиловым покрытием – в основу которых входит диоксид титана, или как его еще называют, рутиловый концентрат. Вероятность образования трещин здесь еще выше, чем у варианта с кислым покрытием, но итоговый результат шва относится к спокойным сталям. Во время сварки металл практически не разбрызгивается и нет проблем от ржавчины на поверхности.
- С ильменитовым покрытием – имеют свойства средние, между кислым и рутиловым.
- С основным покрытием – куда входят фтористые соединения и карбонаты. После остывания металл шва получается весьма пластичным и вязкий при механических ударах. У него высокая стойкость при образовании трещин, но при наличии ржавчины на поверхности получается высокая вероятность образования пор.
- С целлюлозным покрытием – в этом случае в его составе будет около 50% органических составляющих. Это приводит к повышенному содержанию водорода. Для данного типа характерно образование ровного и плотного валика, что облегчает создание вертикальных швов.
Виды покрытий электродов для сварки
Выбор электрода для сваркиВыбор электрода является ответственным делом, так как здесь нужно учесть:
Сварочные электроды
Процесс сварки металлов стал одним из основных процессов при создании металлоконструкций, ремонте металлических деталей и прочих операциях. Это достаточно сложный технологический процесс, который требует наличия специального оборудования. Сварочные электроды являются при этом основным расходным материалом. С их помощью и создается шов, который соединяет части металла, образуя неразъемное соединенные. Они расплавляются, образуя молекулярную взаимосвязь одной части с другой, поэтому, для каждой операции нужно подбирать свою разновидность, отвечающую нужным технологическим параметрам.
Сварочные электроды могут пригодиться как в промышленности, так и в частной сфере. Существует масса аппаратов для домашнего использования, причем сами расходные материалы используются в обоих случаях одинаковые, главное правильно их выбирать. Эти вещи используются для:
- Соединения отдельных металлических деталей;
- Ремонта оборудования;
- Заваривания трещин;
- Наплавки металла на износившиеся части;
- Резки металла.
В зависимости от того для чего нужны электроды, они могут отличаться по толщине, материалу изготовления, покрытию и другим параметрам.

Благодаря тому, что сейчас производится огромная масса их разновидностей, единую классификацию сделать достаточно сложно, поэтому, можно вывести основные параметры, по которым и определяют отличия. Стоит отдельно выделить:
- неметаллические, к которым относятся только неплавкие электроды из угля или графита;
- Металлические неплавящиеся, такие как итророванные, лантанированные, торированные и самые распространенные – вольфрамовые;
- Металлические плавящиеся без покрытия, которые зачастую выглядят как обыкновенная длинная проволока, сейчас применяются редко и в основном для сварки в защитных газах, которые и компенсируют недостаток покрытия;
- Металлические плавящиеся с покрытием – самый распространенный тип. Сюда относятся чугунные, стальные, медные, бронзовые, алюминиевые, нержавеющие и прочие сварочные электроды.
Стальные являются особенно большим ответвлением, благодаря наличию множества подвидов с разнообразными легирующими свойствами. По распространенности с ними могут сравниться только чугунные, у которых не так много видов, но которые широко используются в промышленности. Среди видов покрытия также имеется большое разнообразие, так что все это заслуживает отдельной квалификации.

Виды сварочных электродов
Устройство сварочного электродаНесмотря на то, что область применения сварочных электродов может быть различной, их устройство практически всегда одинаковое. Все они состоят из таких основных элементов как:
- Стержень (металлический или неметаллический);
- Покрытие (в редких случаях может отсутствовать);
- Контактный торец без покрытия.
Стержень является основной частью, которая обеспечивает дополнительный металл, что нужен для соединения отдельных частей. При воздействии высокой температуры он расплавляется, заполняя собой емкость сварочной ванны. Чем больше его состав соответствует тому, с металлом которого его используют, тем выше качества шва.
Покрытие создает защитную среду во время сварки. Благодаря этому в ванну не попадают лишние предметы. Подбор покрытия также зависит от условий сварки и материала, с которым будет вестись работа, так что к выбору стоит отнестись очень ответственно.
Контактный торец служит для зажигания дуги, поэтому он и не имеет покрытия. Допускается небольшое откалывание частей покрытия на этом участке, так как это одно из самых уязвимых мест.
Принцип работы электрода для сваркиСварочные электроды зажигаются с контактного конца, где появляется электрическая дуга, расплавляющая под действием высокой температуры сам стержень, а также окружающее его пространство в металлических заготовках. Таким образом, в месте образования электрической дуги образуется ванна из расплавленного металла. Чтобы сделать шов и соединить две части заготовки, сварщик должен перемещать спиралевидными движениями, для лучшей связи вещества, ванну по контуру, где должен проходить шов. Благодаря этому, пик температуры будет смещаться, расплавляя еще несоединенные элементы, а то место, где уже ванна бала заполнена металлом, остывает, образуя неразъемное соединения.
ПокрытияЭлектроды для сварки имеют несколько видов покрытий, отличающиеся по своему составу и свойствам. Основными из них являются:
- Кислое, состоящее из оксида железа, марганца и кремния. При использовании его на металле могут образовываться трещины, когда тот находится в горячем состоянии. При этом шов будет защищен от образования пор, что иногда является более важным моментом. Они хорошо работают даже на ржавом металле.
- Рутиловое, состоящее из диоксида титана, или рутилового концентрата. В данном случае образование трещин становится еще более вероятным. Металл при сварке практически не разбрызгивается и полностью входит в шов. Здесь также нет проблем с образовавшейся ржавчиной, так как она не влияет на образование шва.
- Ильменитовое, свойства которого являются средним значением между рутиловым и кислым.
- Основное, состоящее из карбонатов и фтористых соединений. Это покрытие придает пластичности металлу, а также делает его вязким при механических ударах. Шов получается стойкий к появлению трещин, но если на поверхности будет ржавчина и прочие посторонние предметы, то внутри могут появляться поры и прочие негативные элементы.
- Целлюлозное, в состав которого входит до 50% органических элементов, что обеспечивает высокое содержание водорода. Валик шва получается достаточно плотным, что отлично подходит для проведения вертикальной сварки.
Покрытие электродов для сварки
Сварочные электроды-маркировка и значениеВсе сварочные электроды имеют свою особую маркировку. За буквами и цифрами скрываются свойства материала, что помогает определиться с выбором и понять, какие именно материалы перед вами находятся. Понять принцип легче всего на примере. Сварочные электроды с маркировкой Э46-ЛЭ3АНО-21-УД Е 43 1(3) РЦ-13 означают, что:
- Э-46 – тип изделия. В данном случае предназначается для сварки низкоуглеродистых и углеродистых сталей. Предел прочности при разрыве равняется 46 кгс/мм 2 .
- ЛЭ3АНО-21 – марка электрода.
- У – назначение. Используется для сварки низкоуглеродистых и углеродистых сталей пределом прочности на растяжение до 588 МПа (60 кгс/мм 2 ).
- Д – коэффициент толщины покрытия. Толстое 1,45-1,8.
- Е – обозначение наличия покрытия.
- 43 – предел прочности во время растяжения, который здесь достигает 430 МПа (44 кгс/мм 2 ).
- 1 – удлинение относительное – 20%.
- (3) – минимальное значение температуры, которая еще может оставлять вязкость металла в 34 Дж/см 2 , в данном случае – 20 градусов Цельсия.
- РЦ – целлюлозное покрытие.
- 1 – предназначается для всех положений;
- 3 – можно варить постоянным током обратной полярности и переменным. Холостой ход трансформатора около 50 В.
Сварочные электроды во всем своем разнообразии представлены на рынке очень широко, так что трудно порой сделать правильный выбор. Следует обозначить главные критерии, на которые стоит обращать внимание. В первую очередь это материал. Ведь материал электрода должен полностью соответствовать тому, с чем он сваривается. Теоретически сварить чугун электродом из нержавеющей стали, а также наоборот, вполне возможно, но высоким качеством это все не будет отличаться. Чем большая идентичность материала, тем лучше будет держаться шов.
Толщина электрода определяется оборудованием, на котором будут вестись работа, а также глубиной пролегания шва. Дело в том, что современные компактные аппараты могут работать, в среднем, с электродами толщиной до 3 мм. Поэтому, покупать более крупные не имеет смысла. Для промышленных аппаратов нет таких ограничений и они могут работать со всеми параметрами. Чем глубже нужно сделать шов, тем большей толщиной должен обладать электрод.
Сварочные электроды еще отличаются по сфере применения. Ведь есть не только стандартные плавкие, но и неплавкие, которые используются для резки металлов. Отдельным видом являются материалы для наплавки, что заполняют недостаток металла в различных частях машин. Твердосплавные электроды для наплавки также подбираются по материалу, для максимального соответствия.
Из чего состоят сварочные электроды
Бывает, что нас интересует, почему тот или иной сварочный электрод может плохо выполнять свою работу. Часто причиной является низкое качество самого электрода или неправильный подбор электрода для сваривания. Поэтому нужно знать, из чего состоят сварочные электроды.
Сварочные электроды являются металлическими стержнями, на которые нанесена обмазка. Иногда встречаются электроды, на которые не нанесена обмазка. Металлические стержни или сварочная проволока – это как раз и есть плавящийся электрод. Сварочную проволоку, которую используют для изготовления электродов, выпускают диаметром от 1 до 12 миллиметров. При этом ее длина составляет до 450 миллиметров.
В основном, большинство марок сварочных электродов различается по содержанию углерода, кремния и фосфора. Химический состав проволоки, которая используется для изготовления электродов, поддается жесткому регламенту, поэтому в результате получается большое количество марок электродов, которые используются для проведения сварочных работ.
Для проведения сваривания ручной дуговой сваркой используются электроды, которые покрыты специальной обмазкой, которая наносится на поверхность сварочного электрода и позволяет комфортно производить сваривание. Поэтому при приготовлении покрытия для сварочных электродов очень важно придерживаться допустимых пропорций. Таким образом, увеличив содержание азота и кислорода в структуре шва, можно добиться резкого снижения пластических свойств металла шва.
Для того чтобы уменьшить содержание кислорода и азота в металле сварочного шва, используется несколько методов. Например, для этих целей может служить насыщение электродов раскислителями. Это означает, что в таком случае используется покрытие сварочного электрода, которое при плавлении электрода образует большое количество шлаков, тем самым защищая его от воздействия факторов окружающей среды.
Электроды могут разделяться на электроды с толстым и тонким покрытием. Тонкое покрытие позволяет сделать горение дуги более устойчивым. Самым распространенным является покрытие, в составе которого есть мел и жидкое стекло. В таком случае сварочные электроды с тонким покрытием не могут производить сваривание высокого качества, потому что сварочная ванна является незащищенной. Поэтому в большинстве случаев для сваривания рекомендуется использовать электроды с толстым покрытием.
Сварочные электроды, имеющие толстое покрытие, имеют больше преимуществ, поэтому их использование является более широким. В состав толстого покрытия сварочных электродов входят такие вещества, как раскислители, газообразующие и легирующие элементы. Также в их состав добавляют марганцевую руду и каолин.
Помимо этого, туда добавляется большое количество других примесей, которые способствуют стабильному горению дуги. Таким образом, используя сварочные электроды с толстым покрытием, Вы сможете избежать низкого качества сваривания.
Как делают электроды?
Производство электродов – узкоспециализированный, сложный технологический процесс. Они необходимы во многих отраслях и используются в больших масштабах. Рассмотрим, как делают электроды, каковы особенности их изготовления.
Все электроды делятся на два основных вида – неплавящиеся и плавящиеся. К первым относят изделия из тугоплавких материалов – вольфрама, синтетического графита и некоторых других. Ко вторым – металлические покрытые электроды, стержни которых изготовлены из металлов и сплавов – сталей, цветмета и т. д. Наиболее распространена вторая группа, о ней и пойдет речь.
От сварочной проволоки – к стержню

На производство электродов для ручной дуговой сварки идет сварочная проволока из низкоуглеродистой, углеродистой, легированной или высоколегированной стали (ГОСТ 2246-70). Выбор марки стали напрямую зависит от химических свойств металла свариваемых конструкций.
Стержни изготавливаются на специальных правильно-отрезных станках, где:
- проволока необходимого диаметра, поступающая на станок с бухты, подвергается знакопеременному изгибу и выпрямляется;
- после выпрямления производится рубка на стержни заданной длины.
На выходе стержни-заготовки проверяются оператором станка, брак отсортировывается, далее следует проверка сотрудниками ОТК.
Получение обмазки
Основная функция обмазки (покрытия) – защита сварочной ванны от губительного для металла кислорода. Состав материалов покрытия зависит от типа электродов. Все применяемые материалы проходят входной контроль на содержание основных элементов и примесей.
Подготовка осуществляется следующим образом:
- кусковые материалы дробятся на большие и средние куски;
- далее происходит их мелкое дробление в дезинтеграторах и шаровых мельницах;
- частицы просеиваются через специальные сита;
- частицы ферросплавов пассивируются путем вылеживания на воздухе или с применением температурной обработки. Вокруг каждой частицы образуется окисная пленка, препятствующая вступлению в реакцию со связующим (жидким стеклом) при приготовлении обмазочной массы;
- материалы дозируются в определенной пропорции и тщательно перемешиваются до образования однородной массы;
- подготавливается связующее вещество – раствор жидкого стекла (силикат натрия, калия, калиево-натриевый, реже силикат лития);
- связующее добавляется в подготовленную сухую шихту, замешивается обмазочная масса.
Масса имеет очень густую консистенцию, напоминающую влажную рыхлую почву.




Нанесение покрытия

Ранее при изготовлении электродов покрытие наносилось окунанием. В жидкую обмазку вручную опускался металлический стержень, который затем медленно поднимали. После подсыхания нанесенного состава операцию повторяли несколько раз до образования на основе слоя определенной толщины.
На современных предприятиях этот способ не применяется. Используются специальные прессы, которые создают давление до 700 атмосфер:
- обмазочная масса предварительно брикетируется;
- далее она поступает в цилиндр пресса и уплотняется с помощью специального поршня;
- с высокой скоростью подачи стержни (до 500 и более штук в минуту) поступают в обмазочную головку, куда одновременно поступает масса покрытия;
- все вместе проталкивается через отверстие калибрующей втулки (цилиндр определенной длины с отверстием внутри), расположенной в обмазочной головке.
Такой метод опрессовки позволяет получить не просто ровное, но и концентрично расположенное относительно стержня покрытие. За это отвечает правильная установка калибрующей втулки в головке пресса.
Эта характеристика особенно важна при производстве электродов. Чем меньше диаметр электродов, тем меньше допуск по эксцентричности покрытия. Если нормы по эксцентрике нарушены, то такие электроды будет невозможно применять в разных пространственных положениях, например, при монтаже конструкций, особенно при сварке трубных конструкций.
Благодаря калибрующей втулке и заданному давлению обмазочной массы получают необходимую толщину обмазки. Последняя не менее важна – ее недостаток напрямую влияет на качество сварного шва (недостаточная защита сварочной ванны от окружающего воздуха). Слишком толстое покрытие может потрескаться уже при прокалке, а в процессе сварки – привести к образованию «втулки» из покрытия, препятствующей процессу сварки.
Опрессовка позволяет получить практически идеально ровную поверхность обмазочного слоя (в пределах допуска 0,05 мм). Сверхнормативная разнотолщинность (эксцентричность) покрытия может негативно сказаться на качестве металла шва, став причиной несплавлений или попадания шлака.
Все необходимые параметры в процессе опрессовки задаются и контролируются оператором-прессовщиком.
Зачистка покрытия
Непосредственно после опрессовки электроды попадают на зачистную машину. Здесь зачищаются от обмазки оба конца:
Читайте также: