Из чего делают ленточные пилы по металлу
Ленточные пилы (полотна) предназначены для разрезания древесины, металла и других материалов. Ленточная пила (полотно), как следует из названия, представляет собой стальную полосу различной ширины с зубьями по одному краю, формирующими режущую кромку. Для установки на ленточнопильный станок ленточная лента сваривается в петлю на специальных станках методом контактной сварки с одновременным отжигом шва. Пила (полотно) устанавливается на шкивы станка, приводимые в движение от электропривода. Ленточная пила (полотно) позволяет делать продольные, поперечные, косые и фигурные пропилы. Применяется на ленточнопильных станках горизонтального и вертикального расположения. Стоимость ленточной пилы (полотна) зависит от ее длины, ширины, толщины, материала и уровня подготовки зуба.
Основные характеристики ленточной пилы (полотна): ширина и толщина полотна, шаг зуба, длина петли. Шаг зуба — это расстояние между двумя зубьями. Шаг зуба измеряется метрически в мм., или, особенно в ленточных пилам по металлу, в TPI – количество зубьев на дюйм длины полотна. Параметры самого зуба – высота, передний и задний угол, форма – зависят от конкретной задачи пиления. Для обеспечения выноса стружки из пропила и отсутствия заклинивания полотна во время пиления зубья разводятся методом пружинного развода – отгибания зубьев от вертикали на заданную величину, либо в случае зубьев, упрочненных стеллитом или твердым сплавом, путем шлифования по боковым граням с уширением на сторону.
Не надо забывать о правильном натяжении ленточной пилы. На пилах из углеродистой стали с различной степенью легирования величина натяжения составляет 130-150 N/mm2, на биметаллических – 180-220 N/mm2. Правильное натяжение помогает избежать соскальзывания ленты со шкивов и помогает бороться с эффектом «волны». Чрезмерное натяжение приводит к быстрому образованию трещин в межзубных впадинах, значительно сокращающих срок эксплуатации инструмента. Ни в коем случае нельзя оставлять пилу в натянутом состоянии во время длительных перерывов в работе и после смены.
Помимо этого так же существует множество факторов, от которых зависит долговечность ленточной пилы и эффективность ее работы. Это приработка каждой новой пилы, вывешивание на суточный отдых после 1,5-2 часов работы.
Одну из основных ролей в поведении ленточной пилы играет сам материл ленточного полотна. Это и марка стали с различной степенью легирования, и уровень термообработки самого полотна в процессе производства – чем он тверже, тем быстрее порвется пила.
Ленточные пилы (полотна) различают на ленточные полотна из углеродистой стали и биметаллические ленточные пилы (полотна).
Ленточные пилы из углеродистой стали:
Constant hardness — полотно с равной твердостью по всей ширине. Содержание углерода в таком полотне невысоко. Оно хорошо работает на шкивах небольших диаметров, но его очень часто приходится перетачивать.
Flex back — Hard Edge — полотно с гибким телом. При производстве этого полотна применяют ленту с повышенным содержанием углерода. Закалке подвергается обычно только верхняя половина зуба, что оставляет тело пилы практически не закаленным и достаточно гибким. Такой тип полотна наиболее долго держит заточку.
Hard Back — полотно, закаленное по всей ширине. Это наиболее технологически продвинутый и сложный в производстве тип ленточного полотна. Высокая твердость зуба обеспечивает хорошую сопротивляемость затуплению, а повышенная жесткость тела полотна позволяет пилить на больших подачах.
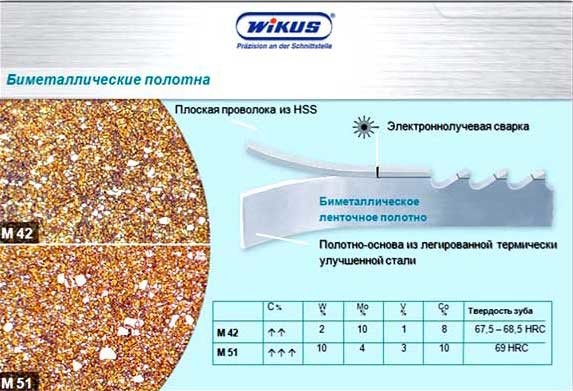
БИМЕТАЛЛИЧЕСКИЕ ленточные пилы имеют в основе полотно из пружинно-рессорной стали и высокопрочную режущую кромку зубьев из материалов на основе быстрорежущей стали. Дополнительная закалка зубьев до 67 HRC и высокопрочное на разрыв полотно выводят такие полотна в разряд ленточных пил как самых долговечных по сроку службы, так и по эффективности пиления.
Ленточнопильные станки имеют ряд преимуществ. Это более чем пятидесяти-процентная экономия энергии, уменьшение производственных отходов, высокая точность и скорость обработки, минимальные затраты на инструмент. Однако при реальной технологической простоте в обслуживании, эти пилы, как в прочем и дисковые пилы, и рамные, так же требуют к себе профессионального отношения со стороны операторов станков и заточников. Помимо этого сами ленточные пилы весьма экономичны и дают множество вариантов организации распределения финансов. Правильное обслуживание и эксплуатация значительно сокращают затраты из расчета на единицу производимой продукции.
Информация о ленточнопильных полотнах
Эффективный раскрой металлических заготовок невозможно выполнить без применения специальной технологической оснастки – пильного полотна. В настоящее время на современном рынке металлообработки представлены ленточные пилы из углеродистых сталей, а также биметаллические (пружинная основа, зубья сделаны из быстрорежущей стали или твёрдого сплава). В зависимости от конструктивных особенностей и применяемых режимов резания рассматриваемая оснастка позволяет добиться высокой производительности и существенного снижения себестоимости выполнения требуемых технологических операций. На выходе получаются изделия, обладающие отличным качеством реза без каких-либо внешних дефектов.
Виды ленточных пил
Ленточные пилы, выполненные из высокоуглеродистой инструментальной стали высокого качества, позволяют осуществлять экономичную резку широкого спектра таких материалов, как легированная и нелегированная сталь (прочность на разрыв до 80 кПа/мм). Следует отметить, что по определённым эксплуатационным характеристикам рассматриваемые ленточнопильные полотна несколько уступают биметаллическим полотнам.
Биметаллическое полотно с зубом, выполненным из быстрорежущей стали, пользуются значительной популярностью и нередко применяется в качестве технологической оснастки в современных ленточнопильных станках. Режущая часть зубьев выполнена из быстрорежущей стали M42. Данная сталь отличается значительной твёрдостью (до 950 HV). Для создания основы пильного полотна специально подбиралась пружинная сталь, отличающаяся износостойкостью (устойчивостью даже к значительным эксплуатационным нагрузкам). Основа и режущие зубья соединены между собой посредством высокопрочного электронно-лучевого сварного соединения. Пила может применяться в тяжёлых производственных условиях. Новая конструкция пильного полотна с комбинированным шагом позволяет максимально качественно справляться с такими технологическими операциями, как резка труб, профилей, а также заготовок, обладающих переменным сечением. Благодаря переменному шагу зуба пилы существенно уменьшается вибрационная нагрузка на оборудование, повышается устойчивость и эффективность выполнения процесса резки заготовок переменного сечения.
Когда требуется выполнить резку металла в трудных условиях, то целесообразным будет применение ленточнопильных полотен с твёрдосплавным зубом. Данная технологическая оснастка характерна для применения жёстких двухколонных ленточнопильных станках и с её помощью выполнение резания таких материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы – простое и удобное занятие, не требующее много времени и усилий. Значительно снижается себестоимость разделительной резки. Конструктивно гнездо для фиксации твёрдосплавной пластины выполнено таким образом, что позволяет обеспечить высокую прочность её соединения с ленточнопильным полотном. Зубья пил обладают соответствующей разводкой, которая способна обеспечить требуемый зазор при выполнении пиления и удалении металлической стружки. Данные пилы используются только для резки сплошных сечений диаметром более 60 мм.
Технические параметры
В зависимости от формы заготовок и групп материалов необходимо в точном соответствии подбирать параметры ленточнопильного полотна. Обращайте внимание на шаг, форму и разводку зуба, а также на режимы работы ленточнопильного станка.
Число зубьев на дюйм (TPI) Число зубьев на дюйм определяет шаг зуба полотна и может изменяться от 1 до 32 для пил с постоянным шагом и от 10/14 до 0,75/1,25 для пил с переменным шагом зуба.
Постоянный шаг зубьев (Промышленные объемы резки заготовок сплошного сечения)
Переменный шаг зубьев (Минимальные вибрации, улучшенная чистота среза универсальность применения)
Разводка зубьев
Такой параметр, как разводка зубьев обозначает наклон или угол разворота зуба к плоскости пильного полотна. Позволяет обеспечить свободный ход полотна и кромки зуба. Ниже будут представлены основные типы разводок.
Стандартная (лево, право, прямой), для всех типов стали
Переменная (лево, право + зачистной), уменьшенный шум и вибрация
Волновая, для тонких материалов
Форма NORMAL (N). Зуб имеет передний угол 0°. Пилы с такой формой зуба предназначены для резки сплавов с высоким содержанием углерода (таких, например как чугун), для материалов с небольшим поперечным сечением и тонкостенных профилей и труб.
Форма HOOK (H). Зуб имеет передний угол 10°. Пилы с такой формой зуба предназначены для резки сплошных прутков, толстостенных труб из легированных сталей.
Форма RP. Зуб имеет передний угол 16°. Пилы с такой формой зуба предназначены для агрессивной резки сплошных прутков из высоколегированных сталей, трудно обрабатываемых металлов и цветных сплавов.
Форма MASTER. Зуб изготавливается в двух исполнениях по переднему углу 10° и 16°. Имеет продольно шлифованную фаску, что улучшает шероховатость обрабатываемой поверхности. Пилы с такой формой зуба предназначены для резки сплошных прутков из высоколегированных сталей.
Скорость ленточной пилы
Этот показатель зависит от материала заготовки (учитывайте к какой группе сталей и сплавов его можно отнести), а также технических особенностей применяемого оборудования. Важно знать размер заготовки – это позволяет правильно подобрать шаг зуба.
Скорость подачи ленточнопильного полотна
Каждый зуб ленточнопильного полотна должен выполнять срез металлической стружки заданной толщины. При таком подходе можно добиться оптимального качества реза. Подбор скорости подачи полотна выполняется в зависимости от рекомендаций производителей оборудования, а также с учётом типа стружки, которая будет получена при выполнении резки. Когда стружка тонкая или даже пылеобразная, то рекомендацией будет повысить скорость подачи полотна или снизить такой параметр, как скорость резания. Если стружка вьётся слабо, то режим пиления выбран точно и правильно. Толстая стружка указывает на то, что скорость подачи пильного полотна чрезмерно высокая.
Ленточнопильные технологии: быстрая и качественная резка различных материалов
Существуют следующие виды материалов, из которых изготавливаются ленточные пилы:
- инструментальные стали («пилы из инструментальных сталей»);
- быстрорежущие стали («биметаллические пилы»);
- твердый сплав («твердосплавные пилы»);
- искусственный алмаз («алмазные пилы»).
Рассмотрим их подробнее.
Ленточные пилы из инструментальной стали
Данные ленточные пилы изготавливаются из цельной полосы высококачественной легированной и закаленной углеродистой инструментальной стали. Закаленная режущая кромка и в высшей степени гибкая лента-основа являются гарантами высокого качества таких полотен. Твердость режущих кромок зубьев не превышает 50HRC.
Такие пилы применяются в основном для пиления простых материалов: нелегированных сталей с низким пределом прочности, для раскроя композиционных материалов, для фрикционного пиления на специальных станках. Они наиболее подходят для применения в условиях ремонтных мастерских.
Биметаллические ленточные пилы
Полотно-основа такой ленточной пилы изготавливается из упругой рессорно-пружинной стали (аналог – 45ХГНМФА). К полотну-основе методом электроннолучевой сварки приваривается профильная проволока из быстрорежущей стали (HSS), после чего фрезеруется профиль зубьев пилы.
После последующей термообработки режущие кромки зубьев пилы имеют твердость 67,5 – 69 HRC, а также обладают выдающимися износостойкостью и красностойкостью, характерными для быстрорежущих сталей. Это позволяет успешно использовать биметаллические пилы в обработке до 90% сталей и сплавов, применяемых в промышленности.
В зависимости от марки и состава быстрорежущей стали биметаллические пилы практически всех производителей делятся на 2 основных типа – М42, М51 и М71.
Для биметаллических ленточных пил:
М42 (аналог 10Р2М10К8). Исключительным качеством данного материала является износостойкость режущих кромок зубьев полотна пилы. Решающим фактором здесь является размер частиц карбидов и их равномерное распределение (в представленной структуре карбиды вольфрама белого цвета равномерно распределены в термостойкой мартенситной основе).
Твердость режущих кромок зубьев 67,5–68,5 HRC.
Данный материал пригоден для пиления всех основных марок сталей твердостью до 40-45 HRC.
М51 (аналог 12Р10М4К10). Более высокое содержание вольфрама увеличивает количество карбидов, а следовательно, повышается и сопротивление абразивному износу. Высокое содержание кобальта увеличивает красностойкость режущей кромки.
Это позволяет применять данный инструмент для порезки высокопрочных, нержавеющих и жаропрочных сталей, в том числе и заготовок большого поперечного сечения и твердостью до 45 HRC.
Твердость режущей кромки 69 HRC.
Стойкость такого ленточного полотна, как правило, на 10-20% выше, чем у пил с материалом режущей кромки из М42.
М71. Данный материал занимает особое положение, поскольку получен из высококачественной быстрорежущей стали методом порошковой металлургии. Это позволило, в отличие от быстрорежущих сталей традиционного производства (М42 и М51), добиться следующих преимуществ:
1. Получить мелкозернистую структуру с более равномерным распределением дисперсных карбидов.
2. Существенно повысить твердость (до 69-70 HRC), износостойкость и теплостойкость и при этом сохранить технологическую пластичность материала.
3. Увеличить надежность работы инструмента вследствие уменьшения вероятности образования дефектов при резании типа прижогов, сколов и микротрещин.
4. Повысить стойкость инструмента до 25-50%.
Пиление аустенитных, нержавеющих, кислотоустойчивых и других экзотических сталей и сплавов больше не представляет собой большой проблемы благодаря сочетанию нового высокопроизводительного материала режущих кромок М71 и оптимизированной геометрии биметаллических ленточных пил M42 и M51.
Твердосплавные ленточные пилы
Данный инструмент рекомендуется применять для высокопроизводительного пиления экзотических, труднообрабатываемых, жаропрочных и нержавеющих сталей и сплавов, титана, никеля и т.п. твердостью до 62 HRC. Геометрия зубьев, полученная специальным шлифованием с твердостью режущих кромок до 1600–3800 HV, делают программу твердосплавных пил пригодной для самых требовательных запросов.
Алмазные ленточные пилы
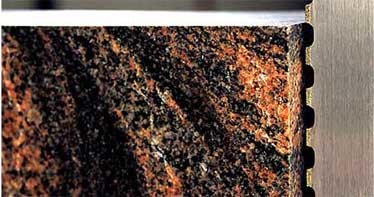
Так как алмаз является самым твердым материалом в природе (твердость до 9000 HV), то он в состоянии пилить практические любые материалы, металлы и сплавы. Это и алюминий с вкраплением твердых частиц, и закаленные и хромированные валы, твердые сплавы, ферродо, закаленное стекло, мрамор, гранит, кварц, графит и т.д.
Материалы ленточных пил WIKUS

Ленточные пилы из инструментальной стали
Данные ленточные пилы изготавливаются из цельной полосы высококачественной легированной и закаленной углеродистой инструментальной стали. Закаленная режущая кромка и в высшей степени гибкая лента-основа являются гарантами высокого качества таких полотен. Твердость режущих кромок зубьев достигает 65-67 HRC.
Производственную программу и область применения каждого из полотен можно посмотреть по ссылке.

Биметаллические ленточные пилы
Полотно-основа такой ленточной пилы изготавливается из упругой рессорно-пружинной стали (аналог – 45ХГНМФА). К полотну-основе методом электроннолучевой сварки приваривается профильная проволока из быстрорежущей стали (HSS), после чего фрезеруется профиль зубьев пилы.
В зависимости от марки и состава быстрорежущей стали биметаллические пилы практически всех производителей делятся на 2 основных типа – М42 и М51.
Для биметаллических ленточных пил производства Wikus:
Твердость режущих кромок зубьев 67,5–68,5 HRC.
Это позволяет применять данный инструмент для порезки высокопрочных, нержавеющих и жаропрочных сталей, в том числе и заготовок большого поперечного сечения и твердостью до 45 HRC.
Твердость режущей кромки 69 HRC.
В 2009 году компания Wikus сняла с производства пилы с материалом режущих кромок М51 и представила новое поколение высокотехнологичного материала – Х3000. Данный материал занимает особое положение, поскольку получен из высококачественной быстрорежущей стали методом порошковой металлургии. Это позволило, в отличие от быстрорежущих сталей традиционного производства (М42 и М51), добиться следующих преимуществ:
1. Получить мелкозернистую структуру с более равномерным распределением дисперсных карбидов.
2. Существенно повысить твердость (до 69-70 HRC), износостойкость и теплостойкость и при этом сохранить технологическую пластичность материала.
3. Увеличить надежность работы инструмента вследствие уменьшения вероятности образования дефектов при резании типа прижогов, сколов и микротрещин.
4. Повысить стойкость инструмента до 25-50%.
Пиление аустенитных, нержавеющих, кислотоустойчивых и других экзотических сталей и сплавов больше не представляет собой большой проблемы благодаря сочетанию нового высокопроизводительного материала режущих кромок Х3000 и оптимизированной геометрии биметаллических ленточных пил GIGANT и VECTOR.

Твердосплавные ленточные пилы
Данный инструмент рекомендуется применять для высокопроизводительного пиления экзотических, труднообрабатываемых, жаропрочных и нержавеющих сталей и сплавов, титана, никеля и т.п. твердостью до 62 HRC. Геометрия зубьев, полученная специальным шлифованием с твердостью режущих кромок до 1600–3800 HV, делают программу твердосплавных пил Wikus пригодной для самых требовательных запросов.
Данные пилы бывают двух типов:
- с твердосплавными напайными пластинами:
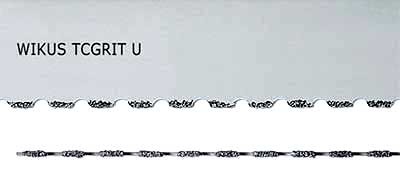
- с твердосплавной крошкой:
Алмазные ленточные пилы
Так как алмаз является самым твердым материалом в природе (твердость до 9000 HV), то он в состоянии пилить практические любые материалы, металлы и сплавы. Это и алюминий с вкраплением твердых частиц, и закаленные и хромированные валы, твердые сплавы, ферродо, закаленное стекло, мрамор, гранит, кварц, графит и т.д.
Особенности устройства и использования ленточной пилы по металлу
Ленточная пила по металлу, известная также как ленточнопильный станок, представляет собой стационарный инструмент, применяемый при прямолинейной и фигурной резке металлических деталей. Благодаря удобству, простоте работы оборудование получило широкое распространение как на крупных строительных производствах, так и при проведении ремонтных работ дома или на даче. Разберемся в особенностях работы с инструментом, а также процессом его самостоятельного изготовления в домашних условиях.

Устройство и технические параметры ленточной пилы
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.
- зубчатое;
- пила трения;
- электроискровое.
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.

- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).

Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
Классификация ленточных пил
По конструктивным особенностям ленточные пилы бывают:
- Консольная (маятниковая) ленточная пила — при её изготовлении используется специальная пильная консоль, поднимающаяся и опускающаяся за счет вращательных действий шарнира. Данный вид применяют для пиления труб из нержавейки, фасованных профилей, проката.
- Одностоечные — в их основе лежит горизонтальная пила рама, опускающаяся вдоль вертикальной стойки. По конструктивным параметрам похожа на радиально-сверлильный станок. Главным преимуществом данного типа является возможность пиления металлических изделий под углом.
- Двухстоечные — также используют горизонтальную пильную раму, которая движется вдоль 2 вертикальных колонн. Соединение со станиной осуществляется с помощью жесткого замкнутого контура. Преимуществом двухстоечных пил считаются высокие показатели жесткости конкуренции, инструмент может применяться для резки любых металлов.
- Портальные станки — состоят из фиксированной рабочей зоны и подвижного портала для резки, на котором возможно обрабатывать материалы больших габаритов (плиты, отливки). Достоинством инструмента является компактность: так как портал движется вдоль линейных направляющих рабочего стола, для оборудования не требуется много свободного пространства.
- Вертикальная ленточная пила по металлу — предназначена как для прямолинейной или для криволинейной резки по наружному и внешнему контурам. Принцип работы: заготовку не зажимают в тисках, а удерживают в рабочей зоне вручную.
- Поворотные (угловые) — позволяют осуществлять пиление металла под различными углами к оси детали. В основе их конструкции лежит поворотная пильная рама, вращающаяся вокруг вертикальной оси. Это позволяет одним движением скорректировать угол отреза.

По степени автоматизации
- Ручные (гравитационные) — пильная рама приводится в действие за счет применения физической силы рабочего, а также собственного веса.
2. Отсутствие надежных механизмов автоматической очистки.
3. Необходимость ручного контроля уровня наклона шкивов.
- Полуавтоматические пилы — все операции (зажимание-раскрытие тисков, опускание-подъем пильной ленты) осуществляются автоматически с помощью гидравлического привода. Задачей рабочего является только контроль за движением металла. Обработка изделий возможна под углом от -60° до +60°. Подходят для резки тяжелых металлов, в том числе сплошных заготовок из чугуна, цветных сплавов, нержавеющей стали.
- Автоматическая ленточная пила по металлу — применяется на крупных промышленных производствах. Задачи оператора минимальны: ему необходимо только установить параметры обработки металла при помещении заготовки в тиски. Дальнейший процесс автоматизирован, процесс пиления управляется ЧПУ. Оборудование характеризуется наибольшей производительностью, а также высокими показателями точности.
По функциональным особенностям
- I класс — пилы используются на крупном промышленном производстве для обработки любых видов металла (металлургические заводы, производственные цеха, тяжелое машиностроение и т.д.). Ширина полотна — не менее 27 мм. Режущие поверхности характеризуются высокой прочностью, что обеспечивает низкие показатели износа, малую стоимость одного реза.
- II класс — популярный тип ленточных пил. Применяются на заготовительных производствах предприятий машиностроения для резки цветных металлов, легированной стали, жаропрочных сплавов, титана. Ширина ленточного полотна — от 20 мм.
- III класс — чаще всего представлены консольными пилами. Применяются на небольших производствах, занимающихся изготовлением труб, профильного проката. Инструмент с низкой производительностью и высокой степенью износа зубьев. Ширина полотна — от 17 мм.
- IV класс — малогабаритные, легкие устройства, используемые для распила деталей, диаметр которых не превышает 50 мм. Ленточные пилы IV класса не используются в промышленном производстве. Они востребованы в ремонтных мастерских и для частного применения. Ширина полотна не превышает 13-15 мм.

Преимущества и недостатки использования ленточной пилы в ремонте
- Небольшие затраты на монтаж устройства: инструмент компактен и не требует специального фундамента, для сборки станка не нужна специальная подготовка;
- возможность распила крупных по диаметру деталей;
- удобство эксплуатации;
- простота конструкции;
- высокая производительность, в том числе возможность регулирования пропилов, ровный разрез металла, минимальные потери материала при пилении, точность обработки;
- малая отдача тепла в воздух (в помещении не происходит резкого скачка температуры).
- Высокий уровень шума (работа рядом с жилыми помещениями не рекомендуется);
- значительная вибрация на ручных установках (станки с ЧПУ недоступны для личного использования и представлены только на крупных производствах);
- большие габариты инструмента: пила не может быть использована в маленьком помещении, требуется дополнительное пространство для хранения заготовок.
Как изготовить ленточную пилу для металла своими руками
В строительных магазинах ленточные пилы стоят достаточно дорого. При минимальных навыках инструмент можно изготовить самостоятельно. Часть деталей может быть изготовлена вручную из вторично-используемых материалов, а недостающие комплектующие — приобретены в магазине (они имеют малую стоимость).

Материалы и инструменты
- болгарку;
- шуруповёрт;
- шлифовальное устройство;
- расходные принадлежности (изоленту, клей-момент, крепежи, др.);
- ручные инструменты (отвертки, шурупы, нож, ножницы).
- деревянные щиты (будут использоваться под основу и столешницу) — если применяется ДСП, то несколько пластов необходимо склеить для обеспечения необходимых показателей прочности;
- швеллер, стальные прутья (потребуются на этапе создания основы для натяжения вращающихся осей);
- резина (велосипедные или шинные камеры) — будет использоваться для закрепления режущей ленты на шкивах;
- ремень (пригодится для вращающихся дисков);
- водостойкая фанера толщиной от 10 мм (пойдет на изготовление защитного чехла);
- двигатель и провода (выбор зависит от требуемой мощности устройства).
Режущее полотно может быть изготовлено самостоятельно, из листовой стали, однако при его создании важны точность обработки края. Если у вас нет специального оборудования, то комплектующую лучше приобрести в магазине.
Правила выбора ленточного полотна
- При покупке режущего полотна посмотрите на край: все зубцы должны быть одинаковыми, равномерно удаленными друг от друга;
- Выбирайте полотно, которое можно будет заточить повторно;
- В зависимости от формата работы определите необходимый тип комплектующей:
- биметаллическое — используется при распиле прочных материалов, характеризуется повышенной прочностью (инструмент прослужит долго, пила устойчива к разрывам и натяжению);
- алмазное — рассчитано на работу с мрамором, гранитом, кварцем, камнем;
- твердосплавное — нужно для пиления чугуна и титана, может быть использовано при обработке сложных заготовок;
- из инструментальной стали — классическое полотно, подходящее для разовых работ с деревом и металлом, является наименее дорогим.

Пошаговая инструкция по изготовлению ручной ленточной пилы по металлу
- Определите планируемую цель использования станка, необходимые габариты инструмента.
- Скачайте из интернета или сделайте самостоятельно чертеж устройства.
- Подготовьте рабочее место, инструменты, материалы.
- Изготовьте шкивы: потребуется фанера или ДСП, рекомендуемый диаметр — 24-26 см.
- Шкивы необходимо отшлифовать и обклеить с внутренней стороны резиной.
- Сделайте вертикальную ось: можно использовать металлический швеллер или прочные сорта дерева.
- Приготовьте базовую часть основания (подойдет любая нержавеющая сталь).
- С двух сторон основания вставьте втулки, на которых закрепите шкивы (п.4). Шкивы должны стоять ровно, без наклона.
- При наличии, установите демпфер (под столешницей): он позволит минимизировать колебания и вибрацию при работе станка.
- Закрепите двигатель, обеспечьте его прочное соединение с вращающейся частью инструмента (п.5).
- Соберите столешницу из имеющихся деревянных щитов, при желании — покройте ее изолирующим слоем. Столешницу следует расположить на прочной, устойчивой ножке.
- Если в работе вам потребуется делать прямые продольные надрезы, то необходимо установить направляющие.
- Установите над столешницей систему регулируемой смазки: масло должно самотеком попадать на пильное полотно (количество устанавливается экспериментальным путем в процессе работы станка).
- Закрепите на верхнем шкиве защитный чехол: он необходим, чтобы пильное полотно не соскальзывало. Чехол должен закрывать весь двигатель и электронику, чтобы не допустить попадания опилок в механизм.
- Если вы сомневаетесь, что двигатель справится с большими объемами работы, то лучше установить устройство для защитного отключения (УЗО).
- Срежьте все острые углы, отшлифуйте поверхность инструмента.
- Установите ленточное полотно, натягивая его по возможности (провисания цепи недопустимы). Лента должна располагаться строго параллельно основанию, чтобы не произошло снятия полотна.
- Осуществите пробный запуск станка, сделайте тестовый разрез тонкого стального или металлического листа.

Эксплуатация ручной ленточной пилы по металлу
После того, как инструмент изготовлен и протестирован, важно соблюдать простые правила по безопасному использованию устройства. Это гарантия долгой службы станка, высокого качества работ, безопасности пилы для вас.
Советы мастера
- В процессе работы не тяните заготовку назад: это может привести к соскакиванию пилы с рельсов.
- Обрабатывая мелкие детали, используйте подающую доску: так вы обезопасите руки.
- При разрезе крупных конструкции смотрите за тем, чтобы деталь не проворачивалась.
- В процессе работы не допускайте попадания стружек и опилок в двигатель.
- Перед началом использования инструмента проверяйте возможность его быстрого отключения.
Правила безопасности
- Первые 180 часов работы ручной ленточной пилы недопустимы её предельные нагрузки: избегайте пиления слишком твердых материалов, заготовок максимальной толщины.
- Каждые 2 часа работы необходимо делать перерыв, иначе высока вероятность перегрева двигателя.
- Во время работы на ручном станке необходимо использование защитной экипировки:
- специальные очки;
- головной убор (особенно при наличии длинных волос);
- плотно прилегающая одежда;
- закрытая обувь на нескользящей подошве.
Работать в перчатках категорически запрещено!
- В процессе работы не прикасайтесь к пильной ленте, не держите заготовку в руках, используйте дополнительные подставки, опоры, крепежи.
- После окончания работы очищайте станок от пыли, грязи, масла, опилок, отключайте его от сети.
Мы рассмотрели специфику использования различных модификаций инструмента, а также их различия, разобрались в технических характеристиках и принципе работы станка. Множество преимуществ ленточнопильных станков делает их незаменимыми при работе с металлом, в том числе в домашних условиях. Не обязательно идти в магазин и тратиться на дорогую профессиональную модель: для большинства работ подойдет классическая ленточная пила по металлу, сделанная своими руками. Теперь вы знаете пошаговую инструкцию изготовления станка, а также правила ее безопасного и продуктивного использования.
Читайте также: