Инструменты для пайки металла
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
- возможность соединять сталь с цветными металлами;
- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется

После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).

Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания

Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы

Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь

Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Титан

Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром

Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
Какое оборудование применяют для пайки
Одним из действенных и надежных способов соединения материалов считается пайка. Раньше ее применяли для металлов и их сплавов, но пайка также подходит для соединения кусков стекла, пластмассы, керамики.
Существует множество видов пайки, для каждого из них используется специальное паяльное оборудование, инструменты и приспособления.
Паяльник
К наиболее часто используемым инструментам при паяльных работах относится паяльник. Без него сложно представить оборудование рабочего места. Паяльники применяют любители и профессионалы. Все зависит от вида инструмента.
Молотковый
Для соединения больших, массивных деталей применяют молотковые паяльники, названные так из-за своей формы, похожей на молоток. Они разогреваются в печах или жаровнях и, обладая большой тепловой инерцией, долго остаются нагретыми.

Такое оборудование используют для пайки крупных деталей.
Электрический
Самый традиционный способ пайки – при помощи электрического паяльника. Устроен он очень просто – в металлическом корпусе заключен нагревательный элемент, который разогревает жало – медный стержень. От мощности нагревательного элемента зависит температура нагрева паяльника.

Содержание процесса паяльных работ заключается в том, чтобы разогреть контактным способом соединяемые детали и скрепить их специальным составом, называемым припоем. После остывания получается прочное соединение, способное проводить электричество, если соединяемые детали являются проводниками.
Профессиональный электропаяльник может быть с регулятором напряжения. В этом случае возможна регулировка температуры жала, что очень важно при сборке и монтаже электронных схем.

Особый интерес представляет индукционное оборудование. В индукционных паяльниках происходит саморегуляция нагрева, они экономно расходуют электричество.
Выпускают ультразвуковое паяльное оборудование. Ультразвуковой паяльник снабжен генератором, вырабатывающим сигнал высокой частоты.
Помимо паяльника, работающего от бытовой сети, в состав оборудования поста для пайки может входить паяльный инструмент, питающийся напряжением 12 или 24 вольта. Он подходит для отладки работы электронных схем и для монтажа деталей и компонентов, которые могут выйти из строя от перегрева.
Электрические паяльники могут быть и беспроводными, работающими от пальчиковых аккумуляторов.
Газовый
Очень удобны в работе газовые паяльники, разогрев которых происходит от сгорания газа. Газовое оборудование представлено огромным количеством моделей, отличающихся размерами, системой розжига, наличием регулятора температуры.

С помощью газового паяльного оборудования можно плавить твердые высокотемпературные припои. Выпускают посты для газовой пайки медных труб, в которые входят баллоны, редукторы, платформа и горелка.
Недостатками электрического или газового паяльников является невозможность одновременного прогрева большой площади при малой мощности. В этом случае используются другие виды оборудования.
Инфракрасные станции и фены
Модели термовоздушного паяльного оборудования (фены) используются в основном для демонтажа и объемного монтажа микросхем на платах электронных устройств. Очень часто фен входит в комплектацию паяльной станции, состоящей еще из электрического паяльника и блока управления.
Паяльная станция позволяет производить установку и контроль параметров инструментов, входящих в нее, обеспечивая высокое качество шва.
Нередко в состав оборудования для паяльной станции входит стол с возможностью прогрева деталей или монтажных плат снизу.
Эта установка использует инфракрасные источники тепла – лампы, нагревательные элементы. Некоторые конструкции столов для подогрева снабжены кронштейнами и штативами, что позволяет закреплять платы.
Схожим действием с паяльным феном обладает инфракрасное оборудование. С его помощью также можно обеспечить нагрев большой площади, не допуская контакта с элементами микросхем.

Инфракрасные паяльные станции позволяют контролировать паяние и обеспечивать плавное остывание металла. Это дорогостоящее оборудование, которое представляет собой целые вычислительные комплексы с наборами датчиков, процессорами и целым перечнем вспомогательных инструментов.
Инструменты и приспособления

При ручной пайке недостаточно наличия только паяльного оборудования. Не имея необходимых дополнительных приспособлений, невозможно бывает не то чтобы качественно, а вообще что-нибудь спаять. К таким приспособлениям относятся:
- паяльная лампа;
- пинцет;
- набор надфилей;
- кусачки;
- увеличительное стекло и штатив;
- струбцины;
- подставки.
Один из необходимых инструментов – это пинцет. Он служит для того, чтобы удерживать мелкие детали в положении, в котором их нужно припаять.
Кроме того, зачастую металлический пинцет, зажимая выводы, служит теплоотводом, когда происходит пайка полупроводников или иных требовательных к температуре предметов.

Еще одним инструментом, часто используемым при работе, является надфиль. Плоским надфилем можно очистить жало паяльника от нагара перед тем, как облудить его.
Круглым надфилем с острым концом можно аккуратно прочистить монтажные отверстия на плате. Иногда приходится зачищать выводы компонентов схем, перед тем как смонтировать их на место.
Для работы с проводами и кабелями понадобятся кусачки-бокорезы. С их помощью отрезают провода, зачищают изоляцию, иногда механически снимают лишний припой.

Для демонтажа электронных компонентов и плат из корпусов электроприборов могут понадобиться отвертки различных видов. А так как некоторые компоненты могут выйти из строя при воздействии даже слабого магнитного поля, понадобится устройство для размагничивания стальных инструментов.
Очень часто приходится паять крупные детали. Нагреть их паяльником, даже самым мощным, невозможно. В этом случае детали около места будущей пайки прогревают паяльной лампой, а после этого уже пропаивают паяльником. Паяльные лампы могут работать на бензине, керосине, газе. Некоторые модели работают на спирте.

Чтобы зафиксировать детали между собой и на столе, неплохо иметь под рукой набор металлических струбцин. При их использовании можно точно сориентировать детали одну относительно другой и сохранить это положение в течение всего времени пайки и остывания.

Полезное приспособление для пайки – поставка. На нее можно не опасаясь возгорания помещать горячий паяльник. Такое простейшее оборудование зачастую делают своими руками.
Для соединения мелких деталей, что очень часто происходит при ремонте ювелирных изделий, понадобится лупа со стеклом большого диаметра, установленная на штатив.
При постоянных частых паяльных работах неплохо установить в помещении оборудование для думоудаления.
Промышленная пайка
На предприятиях тяжелой промышленности используются совершенно иные виды паяльного оборудования. Соединение больших деталей и конструкций в промышленных условиях происходит в печах.
В этом случае достигается наиболее высокое качество, так как при использовании печного оборудования можно постоянно контролировать состояние металла, поддерживать необходимую температуру и давление. Защита металла от окисления производится путем введения в камеру печи флюсов.

Печи для пайки различаются по принципу нагрева. Они бывают индукционными, газовыми, электрическими. Подаются и извлекаются заготовки различными способами в зависимости от конструкции печного оборудования. Это может быть ручная подача, ленточный конвейер, шахтная и элеваторная подачи.
В печах с ручной подачей нагрев и остывание деталей, паяльной камеры происходит в пределах одного цикла пайки. После остывания загружаются новые детали. В этой печи легче всего контролировать течение процесса и его продолжительность.

В конвейерном паяльном оборудовании нагрев происходит постоянно, а остывают детали уже после извлечения из камеры. Такие печи используются для создания большого количества одинаковых, серийных изделий.
Шахтные и элеваторные печи используют для изготовления крупногабаритных объемных конструкций, которые собирают прямо в печи и затем производят процесс пайки при полностью контролируемых параметрах.
Вакуумное паяльное оборудование используют для соединения изделий из сильноокисляющихся материалов. Паяные швы, произведенные в таких печах, отличаются чистотой и однородностью, что обеспечивает их прочность.
По причине менее высокой температуры и совершенно иного, чем при сварочных работах, воздействия на металл, паяные соединения более стойки к коррозии и к механическим воздействиям.
Несмотря на давнее изобретение пайки и создание новых методов соединения металлов и сплавов, паяльные работы с использованием специального оборудования остаются востребованными и в настоящее время.
Что нужно для пайки?
Начинающим радиолюбителям и домашним мастерам часто бывает сложно понять, что нужно для пайки, какие комплектующие требуется приобрести, чтобы устранить простой обрыв проводов или залудить металлическую посуду. На самом деле набор приспособлений и аксессуаров для таких работ остается неизменным годами. Чтобы понять, какие инструменты и материалы для паяния в домашних условиях потребуются, стоит подробнее ознакомиться с самой технологией его выполнения.
Особенности
Для того чтобы начать работу с паяльником, необходимо сначала разобраться в его назначении и особенностях. Этот домашний инструмент подключается к сети электропитания и способен локально разогреваться до +300 и более градусов по Цельсию.


Стандартная мощность прибора не превышает 80-100 Вт, есть и модели с меньшими показателями. Рабочей поверхностью паяльника, которая называется жалом, мастер разогревает припой (чаще всего сплав олова и свинца), а затем с его помощью соединяет между собой металлические детали — провода, комплектующие печатных плат.
Понять, что нужно для пайки новичку, довольно легко. Есть стандартный перечень материалов и инструментов, без которых не обойтись и профессионалу, и любителю. Важно помнить, что в домашних условиях используются самые простые и доступные по цене компоненты, небольшого запаса которых хватит надолго. При выборе материалов нужно обязательно учитывать, что припой должен выдерживать меньшую температуру нагрева, чем соединяемые им металлы.


Для того чтобы пайка происходила правильно, нужно позаботиться о предварительной подготовке деталей. Для их зачистки от загрязнений, окислов, следов старого соединения используются инструменты для механической обработки. Сюда входят различные абразивы — от паяльников и надфилей до наждачной бумаги или стоматологического бура.
Также применяют методы химической очистки поверхностей — в этом случае специальные реагенты приобретаются отдельно, наносятся непосредственно в процессе работы. Эти же составы используются для поддержания в порядке жал медных и стальных паяльников.
Для пайки в домашних условиях используются материалы с низкой температурой плавления — до 450 градусов.
В качестве припоя применяются оловянно-свинцовые смеси и флюс — связующее, позволяющее исключить окисление поверхности жала. Для соединения металлических элементов между собой путем пайки используют лужение — нанесение и распределение жидкого соединяющего состава на их поверхности. После этого провода или другие детали совмещают, при необходимости добавляя припой.
Таким способом можно скреплять сплавы драгоценных и цветных металлов. Сталь, чугун и алюминий плохо поддаются низкотемпературной пайке. Электронные платы обрабатывают составами с концентрацией олова до 61% и температурой плавления 190 градусов. Флюсы для них тоже выбирают только коррозионно-пассивные. Активные невозможно полностью удалить, они более химически агрессивные, могут проникать в структуру платы, повреждая ее.
Инструменты
Для того чтобы паять, необходимо приобрести соответствующий инструмент.
Он должен соответствовать определенным критериям:
- иметь регулировку температуры нагрева (не всегда);
- давать возможность настройки мощности;
- соответствовать поставленным задачам по размерам и интенсивности накала;
- иметь блок для защиты от скачков напряжения.
Разумеется, самые недорогие паяльники укомплектованы весьма скромно. Ни регулятора температуры, ни защиты от перепадов напряжения здесь нет. Этими достоинствами обладают агрегаты, именуемые паяльными станциями. Для домашнего использования они нужны только в том случае, если планируется паять много и часто.


С разовыми работами легко справится самый обычный прибор без дополнительных опций.
Паяльник
Этот инструмент нужно выбирать исходя из целей и задач для работы. Например, для работы с микросхемами нужен самый маломощный паяльник — на 12 В, подключаемый через адаптер. Модели в 80-100 Вт рассчитаны на стандартное сетевое напряжение, они справятся с пайкой проводов и большинством других работ.
Паяльники бывают разными. Наиболее популярными считаются следующие.
- С медным жалом. Самый распространенный вариант с наконечником из цветного металла. Такие паяльники перед работой обязательно подвергают лужению, их также нужно регулярно очищать от нагара и окалины, чтобы избежать ухудшения проводимости. Инструмент этого типа обычно не имеет терморегуляторов, уменьшить или увеличить нагрев наконечника можно, правильно подобрав его длину.
- Керамический. Нагревательный элемент в нем изготовлен из электротехнической керамики. Она хорошо пропускает тепло. У керамических моделей обычно есть терморегулятор, а нагреваются они быстрее других.


- Нихромовый или необгораемый. Этот элемент имеет тонкое никелированное покрытие, которое не окисляется так быстро, как это происходит с медным наконечником. Но у нихромовых изделий есть свои недостатки — они боятся механических повреждений, легко деформируются.
- Стальной. Редко встречается, хуже проводит тепло, в дополнение ко всему легко окисляется. Но в некоторых случаях им можно заменить медный аналог.
- Комбинированный. Этот вариант предусматривает изготовление контактной части паяльника из нескольких составных компонентов. Например, сердечник может быть стальным, а наружная часть — медной, с более высокой передачей тепла. Стоит обратить внимание на то, что комбинированные изделия чаще всего имеют узкоспециальное применение. Покупать их для домашней пайки необязательно.
Существует также самый первый из всех видов паяльников, вовсе не требующий затрат электрической энергии для работы с ним.
Он выглядит как медная болванка с «молотком» на конце и ручкой. Одна часть ее ударного элемента имеет вид плоского жала. Паяльники молоткового типа нагревают на открытом огне.
Вспомогательные инструменты
Помимо основного инструмента, в процессе работы мастеру необходимо иметь под рукой и дополнительные элементы. К ним относится подставка для паяльника, позволяющая освободить руки, пока прибор остывает или происходит смена деталей. Изготавливают подставки из металла, иногда с пластиковой или деревянной подложкой.
Полезно также иметь под рукой небольшие пассатижи для снятия изоляции с проводов, напильник, тиски. Для работы с канифолью пригодится плоская жестяная баночка. У паяльников есть сменные элементы — жала. Они бывают разной длины и диаметра, с плоским или узким конусообразным наконечником. Комплект сменных жал позволяет с удобством работать с разными типами материалов и деталей.


Расходные материалы
Для паяния в домашних условиях требуется приобрести канифоль или флюс и припой. О том, зачем нужны эти материалы, стоит поговорить подробнее. Именно они обеспечивают правильную подготовку и надежное соединение проводников при пайке.
Флюсы и канифоль
Самый распространенный вид веществ в этой группе, — канифоль (отвердевшая смола). Она имеет химически нейтральный состав, не вызывающий коррозионных процессов. Основное назначение этого вещества — удаление загрязнений и следов окисления с жала паяльника или с соединяемых деталей. Оно растворяет налет, подготавливает поверхность к процессу пайки, улучшает налипание припоя.
Флюсами именуют химические вещества, выполняющие ту же функцию. Они имеют вид жидкого кислотного раствора, может использоваться бура, муравьиная кислота, готовый состав ЛТИ-120, а также самостоятельно приготовленные смеси на медной, алюминиевой основе. Наносят вещество кисточкой, по завершении пайки производится смывание техническим спиртом, чтобы не провоцировать коррозионные процессы.
Канифоль плавится только при нагреве. Именно поэтому работа с ней производится в особом порядке.
- В емкость укладываются крошки канифоли или целый кусок.
- На него кладется припой.
- В канифоль погружается жало паяльника. Это позволяет избежать его окисления.
- Достигнув припоя, наконечник инструмента равномерно покрывается им — происходит лужение.
Обработанный таким образом паяльник полностью готов к работе. Его можно погружать в припой и вести работу.
В среднем 1 обработки хватает на 15-30 минут непрерывного нагрева жала, потом оно снова начинает пригорать, требует очистки.
Припой
В домашних условиях используются припои, которые имеют температуру плавления ниже +450 градусов.
Этой характеристике полностью соответствуют оловянно-свинцовые сплавы, маркированные ПОС 60, ПОС 50, ПОС 40, — они применяются при работе с медными жилами. При пайке алюминия нужен оловянно-цинковый состав ЦО-12, П250А, А, ЦА — алюмоцинковый припой.


В некоторых случаях удобнее пользоваться готовыми составами, где уже есть канифоль. Этим преимуществом обладает припой с маркировкой ПОС 61, выпускаемый в виде проволоки, фольги, пасты, в зависимости от назначения. Применяя такое средство, проводники при пайке не нужно предварительно покрывать канифолью.
Подробную информацию о том, что нужно для пайки, вы найдете в видео ниже.
Обзор и выбор наборов для пайки
Умение паять считается одним из самых лучших навыков, поскольку позволяет самостоятельно ремонтировать электронику и домашнюю технику. Тем, кто овладел этим полезным навыком, должен обязательно иметь под рукой минимальный набор, состоящий из инструментов и расходных материалов для пайки. Перед тем как обзавестись таким набором, следует сделать правильный выбор в пользу той или иной модели, учитывая не только ее стоимость, но и комплектацию.


Что входит в комплект?
Для выполнения качественной пайки требуется четкая организация рабочего места и наличие универсального набора, который должен состоять из всех необходимых инструментов и материалов для паяльных работ. Поскольку площадь современного жилья не позволяет полноценно оборудовать рабочее место в отдельном помещении и приобретать много приборов, то достаточно будет просто приобрести набор для пайки, укомплектованный паяльным прибором, вспомогательными инструментами и расходным материалом.
При этом для начинающих мастеров рекомендуется выбирать самые простенькие варианты, а опытным можно покупать профессиональные модели.
Паяльники
Главным инструментом в наборе, предназначенном для самостоятельной пайки деталей на дому, считается паяльник. Его можно применять как для паяния деталей из пластика, так и для металла. Кроме того, данный вид инструмента нашел широкое применение и в промышленных отраслях на производствах, деятельность которых связана с выпуском электронных схем и пластиковых труб. На сегодняшний день паяльники представлены на рынке огромным ассортиментом. Выбирая их, следует учитывать способ нагрева, в зависимости от которого приборы подразделяют на такие вид.
- Нихромовые. Их стержень изготовлен из нихромовой проволоки. Стоят недорого, устойчивы к механическим воздействиям, но долго нагреваются.



- Керамические. Стержни в таких приборах изготовлены из керамики. Быстро нагреваются, надежно служат долгий срок, но «боятся» ударов.
- Индукционные. Нагревателем жала в таких устройствах выступает катушка. Обладают автоматической регулировкой температуры нагрева, выпускаются с мультиметром. Их единственный недостаток – не комплектуются съемными жалами.


- Импульсивные. Конструкция состоит из трансформатора и частотного преобразователя. Удобны в использовании, но не рекомендуются для длительных работ.


Инструменты и приспособления
Помимо паяльника, нужно иметь и дополнительные инструменты, которые облегчат работу и позволять сделать пайку более качественной. Например, очень полезным устройством считается мультиметр, при помощи его можно не только измерять сопротивление, напряжение, но и определять разрывы.
Не менее важным является и пинцет, он помогает доставать мелкие частицы из труднодоступных мест.
Пинцет должен быть немассивным и с острым концом. Помимо этого, в наборе не помешают и следующие приспособления.
- Напильник. Его чаще всего используют для спиливания жала паяльного устройства.
- Бокорезы. Позволяют кусать предметы разного размера, которые мягче железа.
- Отвертки. Желательно иметь в наборе несколько отверток с разными насадками. При выборе стоит отдавать предпочтение качественным изделиям, поскольку дешевые подделки быстро становятся непригодными.



Аксессуары
Поскольку паяльный агрегат во время работы может нагреваться до +300 С, то его рекомендуется комплектовать специальной подставкой. Это не только обеспечит безопасность выполнения работы, но и сделает процесс пайки удобным. Помимо этого, в наборе должен иметься вместительный кейс. Благодаря ему можно будет удобно хранить и транспортировать все принадлежности.
Расходные материалы
Все наборы для пайки состоят не только из инструментов и приспособлений, но и комплектуются такими расходными материалами, как припой и канифоль. При этом стоит заметить, что припой представляет собой сплав олова со свинцом, который во время пайки выделяет вредные испарения, но идеально подходит для обработки металлических поверхностей перед началом работы. В зависимости от материалов изготовления и состава припой может быть нескольких видов:
- мягкий – температура его плавления составляет от +60 С и выше, он состоит только из олова и свинца в разных процентных соотношениях;
- твердый – плавится при температуре выше +400 С, может быть изготовлен из серебра, цинка и меди, подходит для газовой пайки.
Благодаря использованию припоя увеличивается уровень паяемости металлов. Его нужно иметь в наборе в нескольких видах. Например, для пайки в радиотехнике применяется припой типа ПОС.
Что же касается канифоли, то это затвердевшая смола, которой при нагревании тоже выделяет вредные вещества, как и припой.
Во время работ с канифолью нужно открывать окна на проветривание. Ее применяют в основном для обезжиривания поверхностей и удаления оксидных пленок. Для пайки нержавеющей стали, никеля и алюминия нужно приобретать раствор канифоли с кислотой.
Популярные бренды
На сегодняшний день на рынке можно встретить много бытовых и профессиональных наборов для пайки, которые отличаются между собой комплектацией, ценой и качеством. Хорошо себя зарекомендовала продукция от следующих мировых брендов.
Newacalox
Этот производитель выпускает паяльные инструменты в удобном кейсе с соответствующими принадлежностями для профессионального паяния. Кейс на замке и выполнен из прочного материала, что обеспечивает надежное хранение всех инструментов. Этот набор поставляется в комплектации с оловом для пайки сечением 1 мм и весом 10 г, пастообразной канифолью (80 г), металлическим пинцетом с ровным и длинным кончиком, двумя отвертками и подставкой. Помимо этого, в наборе имеются и такие вспомогательные приспособления, как чип-держатель (используется для извлечения различных мелких компонентов), игла (может применяться для удаления или очистки припоя), скребок-щетка, нож и рычажок (для извлечения конденсаторов и микросхем). Преимущества набора: многофункциональный и подходит как для новичков, так и для профессионалов в паяльном деле. Минус – высокая стоимость.
Vitok
Продукция, выпускаемая под этим брендом, получила много положительных отзывов и зарекомендовала себя хорошим качеством. Паяльные наборы Vitok выпускаются в комплектации с индукционным паяльником, который нагревается до рабочей температуры менее чем за 40 секунд, нагрев регулируется автоматически, а температура может достигать диапазона от +200 до +450С.
Размеры паяльника составляют 2.4*19 см, длина кабеля 1.4 м, он поставляется в удобном чехле и весит всего лишь 0.47 кг.
Паяльник поставляется в наборе с пятью железными наконечниками, паяльной проволокой, подставкой и канифолью. Преимущество – очень большой набор, состоящий из множества приспособлений и качественного инструмента. Недостатков нет.
Rexant
Набор для пайки от этого производителя успели по достоинству оценить многие опытные мастера, несмотря на то, что он может показаться слишком простеньким (состоит только из 4 предметов). В комплектацию входит паяльный прибор мощностью 30 Вт, который оснащен тонким и длинным жалом, подставка, пинцет и канифоль. Плюсы – паяльник быстро нагревается и обеспечивает качественную пайку. Минус – продается без кейса и съемных насадок.
Topex
Под этой торговой маркой выпускаются хорошие наборы для пайки, среди которых отдельного внимания заслуживает модель Topex 44E116, предназначенная для газовой пайки и имеющая в комплектации выжигатель, 3 насадки. Паяльный аппарат имеет мощность 3.8 кВт и подходит для пайки деталей, которым требуется температура нагрева до +1850С. Производитель выпускает наборы в комплектации с удобным металлическим кейсом, благодаря которому удобно хранить и транспортировать инструменты. Такой набор можно покупать как для предприятий, так и для домашних мастерских.
Секреты выбора
Чтобы самостоятельно ремонтировать бытовую технику и электронику, следует иметь в хозяйстве минимальный набор для пайки, от выбора которого будет в дальнейшем зависеть качество и быстрота выполнения работы. Покупая такие наборы, стоит в первую очередь обращать внимание на технические характеристики паяльника, так как он считается главным инструментом. Паяльный прибор должен иметь высокие показатели мощности и удобные размеры.
Для начинающих мастеров отличным выбором может стать устройство с диаметром жила до 4 мм, размером 25 см и мощностью до 60 Вт.
Если набор приобретается для обучения пайке, то необязательно выбирать профессиональные модели. Достаточно обойтись простенькими вариантами, состоящими из паяльника без термодатчика мощностью до 40 Вт, пинцета, подставки и канифоли. Также начинающим мастерам не рекомендуется выбирать паяльники с керамическим жалом, работа с ними будет сложной.
Для использования на даче лучше всего покупать большие наборы с кейсом, их будет удобно перевозить и хранить в кладовке. Такие наборы должны комплектоваться хорошим паяльником, который бы поддерживал постоянный температурный режим нагрева и обладал функцией регулировки температуры. Не помешает также в наборе наличие подставки под прибор и ванночки для чистки губки. Нельзя забывать и о припое, проводах и термоусадочных трубках. Чтобы было удобно пользоваться жидкими припоями, нужно предусмотреть и наличие кисточки.
Обзор набора для пайки YIHUA 27 в 1 смотрите далее.
Пайка. Инструмент, припои, флюсы
В процессе электромонтажа при соединении электрических цепей для получения контактного соединения чаще всего применяют пайку.
Пайка – образование соединения с помощью расплава припоя, при котором создаются межатомные связи после нагрева соединяемых материалов ниже температуры их плавления, смачивания их припоем, затекания припоя в зазор и последующей его кристаллизации.
Припой – материал для пайки и лужения с температурой плавления ниже температуры плавления паяемых материалов.
Важными свойствами припоя являются также растекаемость и способность затекать в узкие зазоры под действием капиллярных сил.
Затекание припоя в зазор – заполнение расплавленным припоем паяемого зазора.
При наличии загрязнений соединяемых поверхностей растекаемость припоя ухудшается, и возможно образование несмачиваемых зон, что снижает качество пайки (рис. 1)
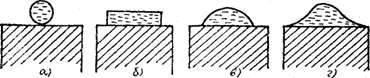
- а) отсутствие смачиваемости;
- б) полное смачивание;
- в) частичное смачивание;
- г) хорошее смачивание.
Рисунок 1 – Распределение припоя (смачиваемость) на различных поверхностях
Подготовка поверхностей деталей, подлежащих пайке, заключается в удалении загрязнений, ржавчины, окисных и жировых пленок. На смачиваемость и растекаемость припоя существенное влияние оказывает форма шероховатостей поверхности. Если неровности образуют сеть пересекающихся канавок, то смачиваемость и растекаемость припоя будет усиливаться капиллярным действием канавок.
Таким образом, способ зачистки может оказать решающее влияние на качество пайки. Зачистку с образованием пересекающихся канавок получают наждачной шкуркой (это дает лучший результат, чем травление).
Как правило, соединяемые детали перед пайкой подвергаются лужению.
Лужение заключается в покрытии поверхностей соединяемых деталей тонкой пленкой припоя. Горячее лужение выполняют паяльником или путем погружения в ванну с расплавленным припоем.
При лужении припой покрывает основной металл, поэтому при пайке луженых поверхностей соединение происходит при более низкой температуре.
Для устранения пленки окислов с поверхностей металлов и припоя при пайке, защиты поверхности металлов и припоя от окисления в процессе пайки и уменьшения сил поверхностного натяжения расплавленного припоя на границе металл-припой служат специальные материалы – флюсы.
Правильный выбор флюса обеспечивает качественное соединение и существенно влияет на скорость пайки. Выбранный флюс должен быть химически активным и растворять окислы паяемых элементов, термически стабильным и выдерживать температуру пайки без испарения и разложения, проявляя химическую активность в заданном интервале температур.
Все флюсы можно разделить на четыре группы: активные или кислотные, антикоррозионные, бескислотные – на основе канифоли (эта группа флюсов нашла наиболее широкое применение при электрическом монтаже.
Остатки бескислотных флюсов легко удаляются спиртом. Такой флюс обладает низкой химической активностью, поэтому требует особо хорошей очистки соединяемых поверхностей от окисных пленок перед пайкой) и активированные – на основе канифоли, имеющие в своем составе различные катализаторы (вещества, повышающие активность флюса).
Подготовленные поверхности покрывают флюсом непосредственно перед горячим лужением или пайкой.
Механизм действия флюса (см. рисунок 2) заключается в том, что окисные пленки металла и припоя под действием флюса растворяются, разрыхляются и всплывают на его поверхности.
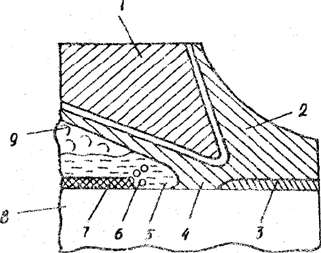
Рисунок 2 – Схема зоны лужения с помощью паяльника: 1 – наконечник паяльника; 2 – припой; 3 – сплав припоя с основным металлом; 4 – зона взаимодействия припоя с основным металлом; 5 – флюс; 6 – растворенный окисел; 7 – окисел на поверхности основного металла; 8 – основной металл; 9 – газообразный флюс.
Вокруг очищенного металла образуется защитный слой флюса, препятствующий возникновению окисных пленок. Жидкий припой замещает флюс и взаимодействует с основным металлом. Слой припоя постепенно увеличивается и при прекращении нагрева затвердевает.
В зависимости от технологии флюс может использоваться в виде жидкости (см. рисунок 3), пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом.

Рисунок 3 – Виды флюсов
Для улучшения качества пайки и повышения производительности труда при монтаже электрических цепей рекомендуется применять трубчатый припой с канифольным наполнителем. Припой представляет собой трубку из оловянно-свинцового сплава, внутри которой помещен канифольный флюс. Измененная форма сердцевины уменьшает вероятность образования пустот в трубчатом припое и перерывов в подаче флюса в процессе пайки. На рисунке 4 показаны трубчатые припои, выпущенные в виде катушек.

Рисунок 4 – Катушки с трубчатыми припоями разного диаметра
Для пайки в единичном и мелкосерийном производстве применяют электрические паяльники – см. рисунок 5. Действие таких приборов основано на выделении большого количества теплоты при прохождении электрического тока.
Основная часть паяльника – медный стержень с заостренным концом — «жалом», вставленный в металлическую трубку, вокруг которой расположен нагревательный элемент (нихромовая спираль в оболочке из жаропрочной изоляции — слюды или керамики). Концы спирали нагревательного элемента присоединены к медным изолированным проводам – шнуру, который выведен через полую пластмассовую ручку и заканчивается штепсельной вилкой. Нагревательный элемент закрыт сверху кожухом.

Рисунок 5 – Электрические паяльники
При включении паяльника в электрическую сеть ток проходит через нихромовую спираль и нагревает ее. Выделяющееся тепло передается медному стержню, который нагревается до температуры 300 — 350 °С.
Требуемую мощность паяльника выбирают в зависимости от массы и марки соединяемых деталей.
Особый интерес представляет индукционное оборудование. В индукционных паяльниках происходит саморегуляция нагрева, они экономно расходуют электричество. Выпускают ультразвуковое паяльное оборудование (рис. 6). Ультразвуковой паяльник снабжен генератором, вырабатывающим сигнал высокой частоты.

Рисунок 6 — Ультразвуковое паяльное оборудование
Газовый. Очень удобны в работе газовые паяльники, разогрев которых происходит от сгорания газа. Газовое оборудование представлено огромным количеством моделей, отличающихся размерами, системой розжига, наличием регулятора температуры (рис. 7).

Рисунок 7 – Газовое паяльное оборудование
При ручной пайке недостаточно наличия только паяльного оборудования. Не имея необходимых дополнительных приспособлений, невозможно бывает не то чтобы качественно, а вообще что-нибудь спаять. К таким приспособлениям относятся: паяльная лампа; пинцет; набор надфилей; кусачки; увеличительное стекло и штатив; струбцины; подставки.
Один из необходимых инструментов – это пинцет (рис. 8). Он служит для того, чтобы удерживать мелкие детали в положении, в котором их нужно припаять. Кроме того, зачастую металлический пинцет, зажимая выводы, служит теплоотводом, когда происходит пайка полупроводников или иных требовательных к температуре предметов.
Рисунок 8 — Пинцет
Еще одним инструментом, часто используемым при работе, является надфиль. Плоским надфилем можно очистить жало паяльника от нагара перед тем, как облудить его. Круглым надфилем с острым концом можно аккуратно прочистить монтажные отверстия на плате. Иногда приходится зачищать выводы компонентов схем, перед тем как смонтировать их на место.
Очень часто приходится паять крупные детали. Нагреть их паяльником, даже самым мощным, невозможно. В этом случае детали около места будущей пайки прогревают паяльной лампой, а после этого уже пропаивают паяльником. Паяльные лампы могут работать на бензине, керосине, газе. Некоторые модели работают на спирте. Чтобы зафиксировать детали между собой и на столе, неплохо иметь под рукой набор металлических струбцин. При их использовании можно точно сориентировать детали одну относительно другой и сохранить это положение в течение всего времени пайки и остывания.
При постоянных частых паяльных работах неплохо установить в помещении оборудование для дымоудаления.
Вакуумное паяльное оборудование используют для соединения изделий из сильно окисляющихся материалов. Паяные швы, произведенные в таких печах, отличаются чистотой и однородностью, что обеспечивает их прочность.
Контроль качества пайки проводится визуально, с использованием 4-х кратной лупы. Пайка должна быть блестящей, глянцевой или светломатовой, без пор и посторонних включений.
Читайте также: