Инструмент для обработки отверстий в металле
Зенковка и зенкер относятся к категории металлорежущих инструментов, специально предназначенных для обработки отверстий различной конфигурации. При помощи таких инструментов, а также приспособлений и оборудования для их использования в соответствие с требуемыми значениями приводятся следующие параметры отверстий: шероховатость внутренних поверхностей, конусность и соосность.

Зенкеры и зенковки предназначены для работы с теми же инструментами, что и сверла (дрелями, сверлильными и токарными станками)
Ознакомиться с требованиями ГОСТ к коническим зенковкам можно, скачав документ в формате pdf по ссылке ниже.
Виды инструментов для обработки отверстий
И зенковка, и зенкер по своим геометрическим параметрам должны соответствовать требованиям, которые указывают соответствующий ГОСТ или Технические условия (ТУ). Рабочая часть зенкера состоит из множества режущих лезвий. Используется он для того, чтобы выполнять обработку отверстий, предварительно полученных методом сверления. В зависимости от конструктивного исполнения и сферы применения различают следующие виды зенкеров.
- Цилиндрические инструменты, на рабочую часть которых нанесено покрытие из износоустойчивого материала. Зенкеры данного типа, требования к которым регламентирует ГОСТ 12489-71, выпускаются с диаметрами от 10 до 20 мм.
- Цельные зенкеры конического типа, выпускаемые в диапазоне диаметров 10–40 мм. Материалом для изготовления этих инструментов, характеристики которых должны соответствовать требованиям ТУ 2-035-923-83, может выступать легированная быстрорежущая сталь, а также инструментальные стальные сплавы. При этом на рабочую поверхность такого зенкера наносится износоустойчивое покрытие. Инструменты, относящиеся к данной категории, могут использоваться для обработки отверстий, выполненных в стальных и чугунных деталях.
- Зенкеры цельного насадного типа, диаметр которых может находиться в интервале 32–80 мм. Они изготавливаются в соответствии с требованиями, которые устанавливает ГОСТ 12489-71.
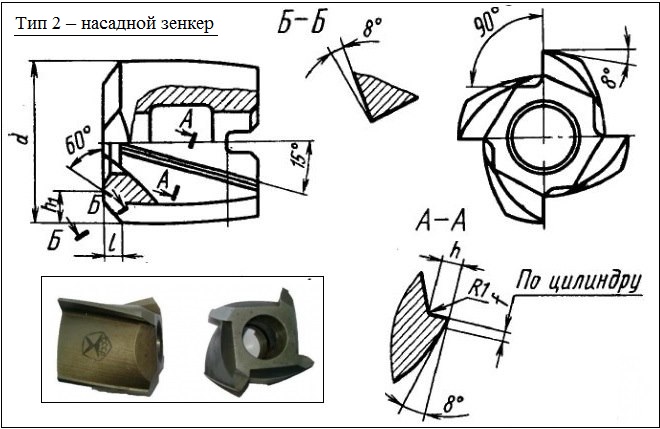
- Конические зенкеры, которые могут быть двух типов: тип 1, выпускаемый по ГОСТ 3231-71, и тип 2 – насадной зенкер, требования к характеристикам которого регламентируются положениями того же нормативного документа. Зенкеры двух данных типов отличаются только наличием пластин на их рабочей части, которые изготавливаются из твердосплавного материала.

Зенкер с направляющей цапфой
Зенковка также относится к категории многолезвийных режущих инструментов, но от зенкера ее отличает перечень технологических задач, которые можно решать с ее помощью. В частности, используя ее, можно выполнять углубления в предварительно выполненных отверстиях, формировать на их поверхности фаски и т.д. Различают следующие виды зенковок в зависимости от их конструктивного исполнения.
- Конические зенковки, рабочая поверхность которых может изготавливаться с углами 60, 90 и 120°. Производство таких зенковок регламентирует ГОСТ 14953-80Е, а используются они для обработки отверстий под крепежные элементы, металлические изделия, а также для снятия внутренних фасок.
- Зенковки цилиндрического типа, которые могут выпускаться с коническим или цилиндрическим хвостовиком, а также с износоустойчивым покрытием на рабочей поверхности. Нормативным документом, положениями которого регламентируются требования к характеристикам цилиндрических зенковок, является ГОСТ 2И22-2-80. При помощи такого инструмента обычно обрабатывают поверхности опорного типа.
Сферы применения зенковки
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.

Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.

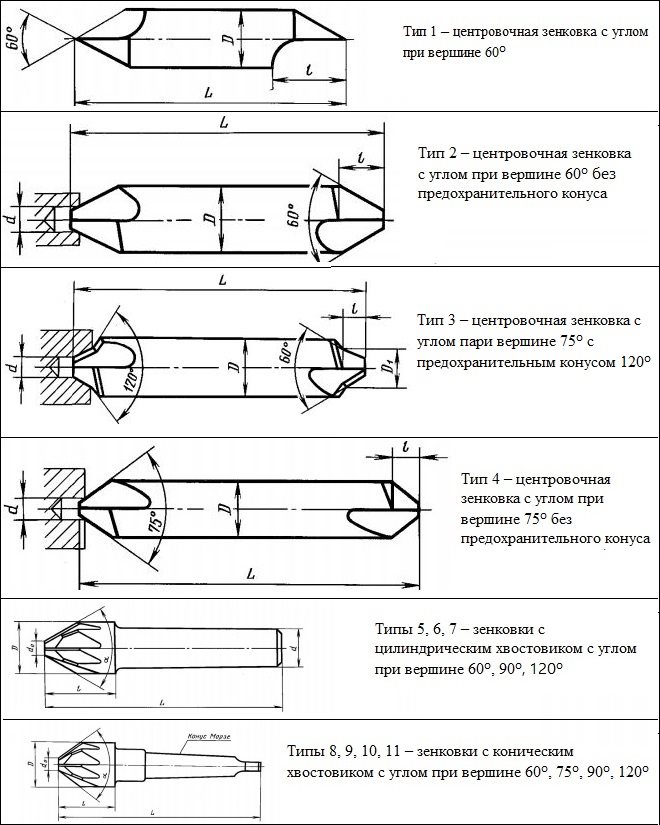
Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.

Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
Выпускаемые по ГОСТ 14953-80 зенковки конические имеют стандартную конструкцию, составными элементами которой являются хвостовик и рабочая часть с передним концом, заточенным под конус. Угол конуса, который формируют боковые поверхности передней части такой зенковки, может составлять 60, 75, 90 или 120°. ГОСТ 14953-80 регламентирует и количество зубьев на рабочей части, которое зависит от ее диаметра.
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.
Типы стандартных конических зенковок
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.

Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
- ;
- легированные быстрорежущие стальные сплавы;
- твердосплавные материалы.
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
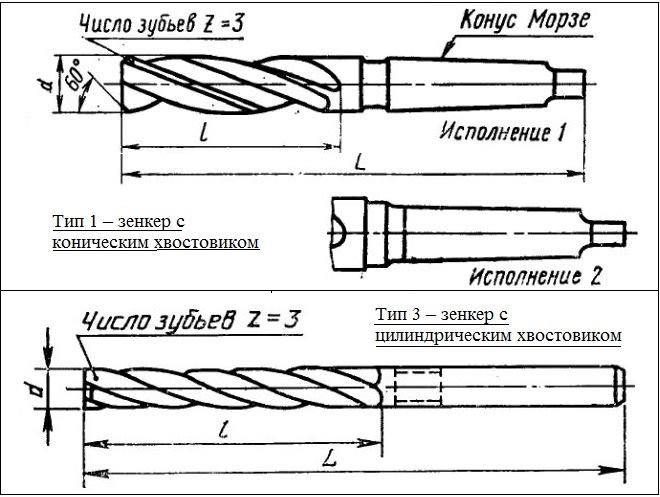
Классификация зенкеров
Инструменты для зенкерования в зависимости от особенностей своей конструкции могут быть:
- хвостовыми;
- насадными;
- сборными;
- цельными.
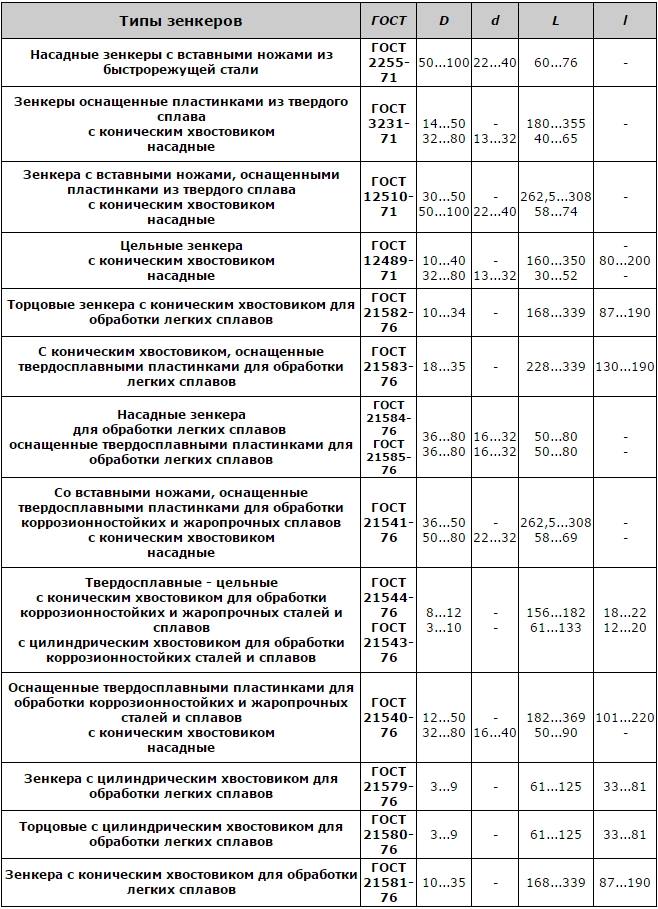
Типы стандартизированных зенкеров
Рабочая часть такого инструмента, как было сказано выше, напоминает сверло, но при этом отличается большим количеством режущих кромок. Зенкер может быть изготовлен из легированных быстрорежущих и инструментальных, а также высоколегированных сталей или твердых сплавов. Режущие кромки зенкеров, изготовленных из инструментальных сталей, затачиваются под углом 45–60°, а выполненных из твердых сплавов – под углом 60–75°.
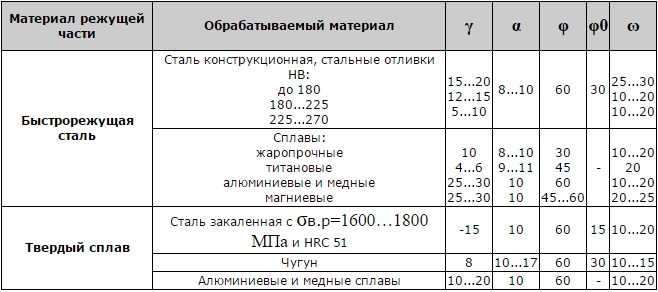
Параметры режущей части зенкеров
Зенкерами, рабочая часть которых заточена под конус, обрабатывают неглубокие отверстия соответствующей конфигурации. Отличительной особенностью инструментов данного типа является наличие на их плоской передней поверхности прямых зубьев. Количество режущих зубьев на рабочей поверхности инструментов данной категории варьируется от 6 до 12.
На технологическую операцию зенкерования, выполняемую после предварительного сверления отверстий, оставляется припуск 1–3 мм, точная величина которого зависит от диаметра обрабатываемого отверстия и характеристик самой заготовки. Наиболее сложно осуществляется зенкерование отверстий в заготовках, полученных методом литья и ковки. Чтобы инструмент легче заходил в отверстия, выполненные в таких деталях, предварительно выполняют растачивание на глубину 5–10 мм.
Зенкер может также работать в режиме резания, для этого ему сообщают более высокую скорость подачи (в полтора-два раза), чем при обычном рассверливании. Глубина резания, которую способен обеспечить зенкер, составляет примерно половину припуска, оставляемого на диаметр отверстия. При зенкеровании отверстий инструментами из быстрорежущих сталей применяют специальную эмульсию для охлаждения обрабатываемой заготовки и инструмента, при применении твердосплавного зенкера такого охлаждения выполнять не требуется.
Специалисты рекомендуют учитывать, что зенкерование, несмотря на высокую точность, может сопровождаться образованием дефектов различного характера.
Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами.

Обработка высверленного отверстия цилиндрическим зенкером
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.

Основные части спирального сверла
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:
- ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей;
- станочным, осуществляемым на специализированном сверлильном оборудовании.

Физика сверления отверстий
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
- конструкционные стали;
- цветные металлы и сплавы;
- сплавы из полимерных материалов.
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.

Физика рассверливания отверстий
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
При выполнении сверления и рассверливания можно получить поверхности, шероховатость которых будет доходить до показателя Rz 80, при этом точность параметров формируемого отверстия будет соответствовать десятому квалитету.
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.

При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.

Зенкеры конусные по металлу
Специалисты дают следующие рекомендации для тех, кто планирует выполнить зенкерование.
- Зенкерование следует проводить в процессе той же установки детали на станке, при которой осуществлялось сверление отверстия, при этом из параметров обработки меняется только тип используемого инструмента.
- В тех случаях, когда зенкерованию подвергается необработанное отверстие в деталях корпусного типа, необходимо контролировать надежность их фиксации на рабочем столе станка.
- Выбирая величину припуска на зенкерование, надо ориентироваться на специальные таблицы.
- Режимы, на которых выполняется зенкерование, должны быть такими же, как и при осуществлении сверления.
- При зенкеровании должны соблюдаться те же правила охраны труда и техники безопасности, как и при сверлении на слесарно-сверлильном оборудовании.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.

Чем различаются зенкование и цекование
При выполнении зенкования также придерживаются определенных правил.
- Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено.
- Сверление и зенкование выполняются за одну установку детали на станке.
- Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента.
- В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.

Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем.
Развертывание отверстий – разновидности и особенности операции
Развертывание, которое является достаточно распространенной технологической операцией, выполняют в тех случаях, когда предварительно подготовленное отверстие в металлическом изделии необходимо довести до соответствия требуемым параметрам. К таким параметрам, в частности, относятся форма и размеры отверстия, шероховатость формирующей его поверхности.

Обработка отверстия шатуна раздвижной разверткой
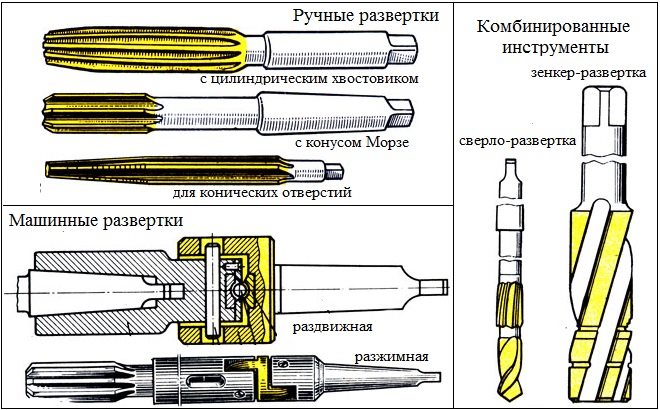
Инструмент, при помощи которого развертывание выполняется вручную или с использованием сверлильного станка, получил название «развертка». Такой инструмент может быть:
- ручным и машинным – в зависимости от того, каким образом используется;
- цилиндрическим и коническим – в зависимости от собственной конфигурации и формы обрабатываемого отверстия;
- хвостовым и насадным – по способу фиксации;
- с равномерным и неравномерным расположением режущих зубьев по своей окружности для формирования обрабатываемых поверхностей с различной степенью шероховатости.
Типы разверток по металлу
Ручные и машинные инструменты, используемые для развертывания, имеют определенные различия в своей конструкции. Так, ручной инструмент для развертывания отличается удлиненными режущими кромками на своей рабочей части и хвостовиком квадратного сечения, при помощи которого развертка устанавливается в воротке. Конструкция машинного инструмента, позволяющего выполнять развертывание отверстий значительной глубины, отличается более короткой рабочей частью и более длинной шейкой.
При выборе развертки для обработки отверстий имеют значение следующие технические параметры:
- тип инструмента (для выполнения чернового или чистового развертывания, ручной или машинный);
- диаметр (в зависимости от геометрических параметров подвергаемого развертыванию отверстия).
Как правило, для чернового развертывания необходим припуск от одной десятой до пятнадцати сотых миллиметра, а для чистовой – от пяти сотых до одной десятой миллиметра.

Величины припусков под развертывание
Для того чтобы более подробно разобраться в том, как осуществляется развертывание, можно рассмотреть порядок осуществления такой технологической операции на конкретном примере. Чтобы получить отверстие диаметром 30 мм, сначала используют сверло диаметром 15 мм, затем рассверливают полученное отверстие до диаметра 29,8 мм. Его обрабатывают черновой разверткой с диаметром 29,95 мм, а после этого выполняют чистовую обработку, используя инструмент диаметром 30 мм, при помощи которого снимается припуск 0,05 мм.
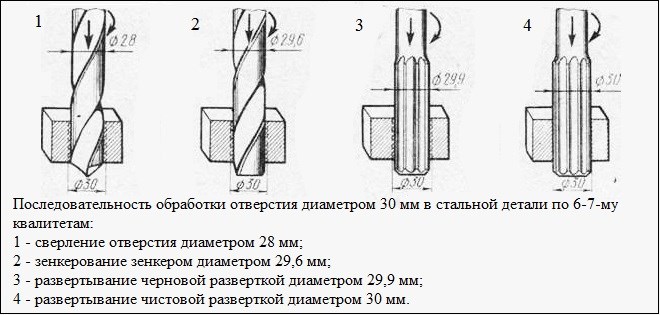
Последовательность обработки отверстий
На то, насколько высокой точностью будет отличаться полученное при развертывании отверстие, а также на степень шероховатости его поверхности значительное влияние оказывают не только геометрические параметры используемого инструмента, но и тип смазочно-охлаждающей жидкости, применяемой при обработке. При развертывании отверстий в деталях из стали в качестве такой жидкости используют специальные эмульсии, смешанные с минеральным маслом. При обработке бронзовых и латунных деталей минеральные масла в состав СОЖ не добавляют.
Применение ручного инструмента
Ручное зенкерование и развертывание осуществляют по схожей схеме, которая подразумевает выполнение следующих технологических операций.
- Исходя из параметров начального и конечного отверстия, выбирают инструмент для выполнения чернового и чистового развертывания.
- Заготовку надежно фиксируют в тисках, если ее габариты позволяют это выполнить. Если она отличается значительными размерами, то ее не закрепляют перед развертыванием.
- В отверстие в детали, которое предварительно было получено в процессе литья заготовки или ее сверления, вставляется инструмент для чернового развертывания.
- На хвостовик инструмента, имеющий квадратную форму поперечного сечения, надевается вороток.
- Наружная поверхность развертки и внутренняя поверхность отверстия смазываются специальной жидкостью.
- Развертку, используя вороток, начинают вращать по направлению расположения ее режущих кромок. В ходе вращения инструмента, которое следует выполнять медленно, без резких движений, на его рабочую поверхность постоянно наносят смазочный материал. Вращая развертку, необходимо аккуратно подавать ее в сторону выполнения обработки, которая заканчивается после того, как с внутренней поверхности отверстия будет полностью снят слой металла, оставленный на припуск.
- После того как черновое развертывание будет закончено, инструмент аккуратно извлекают, при этом не допускается выполнять его обратное вращение.
- В отверстие, обработанное черновой разверткой, помещают чистовой инструмент, на квадратный хвостовик которого также насаживают вороток.
- Развертку для чистовой обработки вращают по часовой стрелке, при этом осуществляют такое вращение очень плавно и аккуратно, постоянно используя смазочный материал. Величина подачи инструмента, чтобы получить отверстие с требуемыми параметрами шероховатости внутренней поверхности, должна быть минимальной.
- После завершения чистовой обработки развертку извлекают из отверстия и его геометрические параметры проверяют при помощи гладкого предельного калибра-пробки.
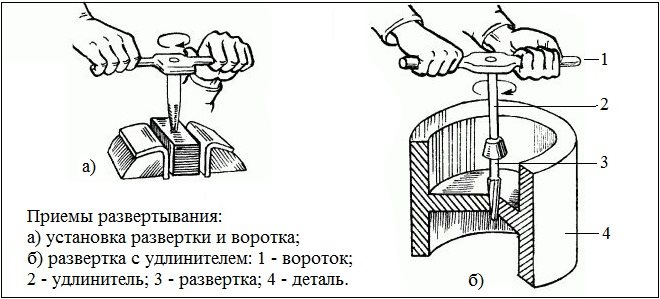
Приемы ручного развертывания
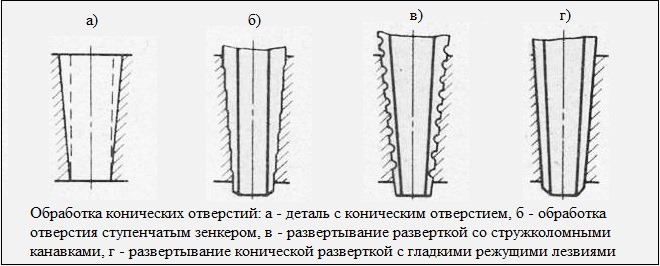
Обработка отверстий конической формы
При помощи технологической операции развертывания могут обрабатываться и конические отверстия, которые до этого имели цилиндрическую форму или были просверлены с уступами, для чего использовались сверла разного диаметра. Выполнение предварительного отверстия с уступами в таких случаях позволяет оставлять меньший припуск для дальнейшего развертывания.
Осуществление развертывания конических отверстий практически ничем не отличается от технологической схемы обработки отверстий цилиндрической формы. Для выполнения такой технологической операции, как правило, используется черновой, промежуточный и чистовой инструмент.
Последовательность обработки конических отверстий
Для проверки результатов такого развертывания используют специальный конусный калибр. При этом проверка выполняется как по плоскости соприкосновения поверхностей сформированного отверстия и калибра, так и по глубине прохода контрольного инструмента.

Калибр конусный центровых отверстий (ККЦО)
Выполнение такой проверки проводят по следующей схеме.
- На боковую поверхность конусного калибра вдоль его оси наносят несколько карандашных линий (обычно 3–4), располагая их на приблизительно одинаковом расстоянии друг от друга.
- Используя небольшой нажим, калибр вставляют в конусное отверстие в детали.
- Затем калибр проворачивают на 1/3 оборота.
- Вынув калибр, контролируют состояние нанесенных на его поверхность карандашных линий.
О том, что операция развертывания выполнена качественно, свидетельствует равномерное стирание карандашных линий на всех участках боковой поверхности калибра.
Как выполняется машинное развертывание
Для того чтобы выбрать режимы выполнения машинного развертывания, можно использовать специальные таблицы. Исходными параметрами при этом являются диаметр формируемого отверстия, марка обрабатываемого материала, а также материал, из которого изготовлена развертка. К основным режимам развертывания, выполняемого машинным способом, относятся скорость выполнения резания и частота, с которой должен вращаться шпиндель оборудования.
Максимальную скорость резания, как правило, используют при обработке нормализованных сталей, минимальную – при развертывании отверстий в вязких материалах.
Используемые СОЖ
При развертывании отверстий в заготовках, изготовленных из разных материалов, можно воспользоваться следующими рекомендациями по выбору СОЖ:
- стали, относящиеся к категории углеродистых, конструкционных и инструментальных, – водный раствор мыла, эмульсия, осерненное масло, смесь масел;
- чугун – может обрабатываться без СОЖ или с использованием керосина;
- медь – эмульсия;
- алюминий – эмульсия, смесь масел, чистый керосин, смесь керосина с терпентинным маслом, сурепное масло.
- бронза – обрабатывается без использования СОЖ.
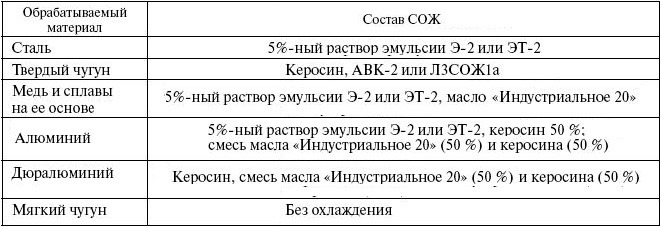
Составы СОЖ, используемых при развертывании отверстий в различных материалах
Некоторые нюансы машинного развертывания
Перед развертыванием машинным способом очень важно правильно подготовить оборудование. Состоит такая подготовка в следующем.
- Конус хвостовика инструмента и посадочное отверстие в шпинделе станка тщательно протираются.
- Развертка вставляется в шпиндель таким же образом, как и сверло с коническим хвостовиком.
- Обрабатываемая деталь фиксируется на рабочем столе оборудования так, чтобы ось отверстия точно совпадала с осью используемого инструмента.

Обработка отверстия на станке твердосплавной разверткой
Сам процесс развертывания, для выполнения которого используется черновой и чистовой инструмент, выполняется в следующей последовательности:
- Завершив сверление обрабатываемой заготовки, сверло в шпинделе сверлильного оборудования заменяют на черновую развертку.
- Проводят черновое развертывание.
- Черновой инструмент заменяют на чистовой и повторяют развертку отверстия.
- После чистового развертывания инструмент выводят из зоны обработки, выключают электродвигатель станка и проверяют результат работы при помощи калибра-пробки.
В отдельных случаях для чистового развертывания могут использоваться плавающие патроны или шарнирные оправки, в которых закрепляется режущий инструмент.
Способы сверления металла

Способы сверления металла выбираются в зависимости от параметров самой заготовки и типа отверстия, которое необходимо сделать. Также от специфики задачи зависит и выбор вспомогательных приспособлений и смазки. В целом, технология сверления несложная, но требует знания нюансов, чтобы получить на выходе качественное изделие.
Еще важно, в каких условиях происходит сверление. Для бытовых операций точность и скорость могут иметь второстепенное значение, тогда как в производстве эти параметры выходят на первый план. В нашей статье мы расскажем, какие существуют способы сверления металла и как подготовить заготовку к этой операции.
Подбор сверл для сверления металла
Для производства отверстий в металле необходимы сверла. Они представляют собой стержни, изготовленные из сплава, который должен быть тверже материала заготовки. Такие приспособления делают из стали с обозначением HSS – марки Р18, Р6М5, Р9 (быстрорежущая сталь) либо используют твердые сплавы, специально созданные для работы с твердосплавными, закаленными деталями. Их марки ВК и Т5К10.

Сверла состоят из трех основных частей:
- кромок, которые предназначены для проникновения в отверстия и снятия тонкого слоя обрабатываемого материала;
- спиральной нарезки, предназначенной для извлечения из отверстия стружки;
- хвостовика, используемого для закрепления сверла в инструменте.
Для начала остановимся подробно на режущих кромках. Они представляют собой сходящиеся на вершине скосы, образующие перемычку. Угол схождения скосов, называемый главным, различается и зависит от выбранного режима обработки заготовки и ее материала.
Величина угла стандартизирована:
- для нержавеющей и твердой стали угол должен быть от 135° до 140°;
- для конструкционной стали – 135°;
- для алюминия, латуни и бронзы – от 115° до 120°;
- для меди – 100°;
- для чугуна – задний угол 120°, а угол заточки кромки – 90°.
Сверло имеет две кромки, которые заточены под углом от 20° до 35°. Они определяют остроту инструмента. Угол кромки называется задним. Касание сверла поверхности заготовки происходит в соответствии с данным параметром. При этом за ним будет свободное пространство. Данная форма позволяет легко снимать и откидывать стружку с места работы. Угол может быть разным, иногда он составляет до 90°. Увеличение его значения необходимо для обработки хрупких заготовок из таких материалов, как латунь, чугун, бронза.
Спиральная нарезка – это канавки, помогающие отводить стружку. Каждая из них имеет свою кромку. Их плоскости всегда расположены параллельно оси вращения сверла. Такая кромка имеет название «ленточка». Ее задачей является зачистка стенок изготавливаемого отверстия с центровкой сверла.

Разметка металла перед сверлением
Перед началом сверления металла разными способами обязательно проводят разметку отверстия. С помощью кернера отмечают то место на поверхности изделия, где будет сделана прорезь. Помимо кернера, может быть использован маркер. Впрочем, это менее удобно, поскольку придется постоянно следить за нахождением сверла в выбранной точке. Кернер делает небольшое углубление в месте сверления. Для этого по нему ударяют молотком. Получаемая наметка будет удобной для дальнейшей работы.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Рекомендуем статьи по металлообработке
При необходимости производства нескольких отверстий в заготовках применяют шаблон. Таким образом, сверлят сразу несколько листов металла, которые соединены струбциной.
Для изготовления точных отверстий, которые должны быть расположены под углом, используют кондуктор. Это небольшая планка с расположенными на ней шаблонами для отверстий. Такие приспособления используются в разных отраслях промышленного производства.
В настоящее время применяется несколько видов кондукторов, например:
- универсальный;
- закрепляемый;
- поворотный;
- скользящий;
- накладной.
1. Простое сверление.
Знакомая всем техника изготовления отверстий в металле:
- Разметка поверхности.
- Отметка места будущего отверстия кернером и молотком.
- Зажатие заготовки тисками или струбциной.
- Установка сверла выбранного диаметра в инструмент.
- Центровка инструмента.
- Сверление отверстия (глухое или сквозное).
2. Рассверливание.
Рассверливанием заготовки называют технологию увеличения диаметра отверстия, которое было ранее изготовлено с использования сверл большего диаметра.
При работе на мелком производстве или дома применяют поэтапное рассверливание. Оно происходит постепенным увеличением диаметра инструмента. Причина заключается в применяемом инструменте, который не может сразу сделать отверстие, значительно отличающееся от существующего в толстом изделии. При поэтапном рассверливании значительно снижается осевое давление на инструмент (сверла), что снижает возможность поломок.
3. Уменьшение диаметра в глубине отверстия.
Технология состоит из нескольких этапов. Вначале используется толстое сверло, а потом меньшего диаметра.
4. Технология глубокого сверления заготовок.
Согласно технологии, глубокими признают отверстия, у которых диаметр в 25 или более раз меньше его длины. Работа усложняется необходимостью останавливать сверление и удалять стружку из отверстия, а также смазывать его охлаждающей жидкостью. Она применяется для охлаждения сверла и помогает исключить его деформацию (или поломку).
Глубокое сверление предполагает применение различных видов смазочно-охлаждающих жидкостей. Наиболее эффективными из них являются следующие:
Сплавы жаропрочные и нержавеющие
Состав включает сульфофрезол и олейновую кислоту в пропорции 80х20 %. Вместо сульфофрезола можно использовать смесь осерненного масла (50 %) и керосина (30 %)
Алюминий и его сплавы
Используются различные смешанные масла, эмульсия, керосин. Сверление может происходить без охлаждения
Применяются смешанные масла, эмульсии. Сверление может происходить без охлаждения
3–5%-ная эмульсия. Сверление может происходить без охлаждения
Смешанные масла. Сверление может происходить без охлаждения
3–5%-ная эмульсия и керосин. Сверление может происходить без охлаждения
Керосин и осерненное масло
Эмульсия и осерненное масло
Глубокое сверление происходит с использованием специальных сверл по металлу (корончатых, спиральных). Смазочно-охлаждающие жидкости поступают в автоматическом режиме. Станки для изготовления глубоких отверстий оснащены специальными системами их автоматической подачи.
Глубокое сверление должно происходить не спеша, с остановками, извлечением из отверстия сверла, его очисткой от стружки. Сверление с использованием спиральных сверл происходит в несколько этапов, со сменой инструмента от малого диаметра к большему.
5. Технология обработки толстых листов металла.
Листы толстого металла сверлят с помощью корончатых или конусных сверл. Их выбор зависит от необходимого диаметра отверстия. Если оно меньше 30 мм, то берут конусные. Если больше, то используют корончатые сверла. Устанавливаются они в дрели большой мощности либо в специальные сверлильные станки, которые в обязательном порядке должны работать на самых низких оборотах.
Наиболее эффективной признана технология изготовления отверстий корончатыми сверлами. Причина заключается в низких энергетических затратах. Кроме того, отверстия получаются точными с гладкими стенками.
6. Технология изготовления отверстий в тонких листах металла.
Тонкие листы металла сверлят, как правило, конусными сверлами, постепенно увеличивая их диаметр. Таким образом, избегают деформации заготовок.
Если есть ступенчатые конусные сверла, то применяют именно их. Использование ступеней с отметками значительно упрощает изготовление множества отверстий различного диаметра (или одного) на листе тонкого металла.

7. Особенности изготовления сквозных отверстий в заготовках металла.
Важным этапом сквозного сверления является защита рабочей поверхности от повреждения сверлом при его выходе с обратной стороны заготовки. Существует несколько способов предотвращения повреждения мебели:
- Сверление проводят на верстаках, оснащенных отверстиями.
- Под обрабатываемое изделие подкладывают деревянный брусок либо металлическое приспособление с дырками для прохода сверла.
- Значительно понижают скорость обработки под конец сверления.
8. Особенности изготовления глухих отверстий в металлических заготовках.
Глухими называют отверстия определенной глубины. Существует ряд методов ее установки:
- специальной линейкой, которой оснащен станок;
- с использованием втулочных упоров для сверл;
- ограничением глубины сверления патронами, на которых регулируется упор.
Системы подачи на современном оборудовании автоматизированы, что существенно упрощает изготовление глухих отверстий в металле. Для этого задаются параметры работ.
Важно! Технология производства глухих длинных отверстий в деталях из толстого листа металла предполагает остановки с удалением из отверстия стружки.
9. Технологии изготовления сложных отверстий в металлических изделиях.
Сложными отверстиями считают, например, половинчатые, которые изготавливают на краю детали. Делают это следующим образом:
- тисками зажимают детали либо заготовки с плотно прижатой подкладкой;
- делают центровку сверла на стыке заготовок;
- изготавливают отверстие.
Сложнее происходит процесс сверления отверстий в цилиндрических заготовках. Он делится на два этапа:
- перпендикулярно отверстию ставится площадка с использованием зенковки либо фрезеровки;
- делается само отверстие.
Отверстия под углом изготавливаются так:
- делается площадка;
- устанавливается под требуемым углом подкладка;
- сверлится отверстие.
Под полые детали перед сверлением подкладывают древесные бруски. Изготовление отверстий с уступами происходит с использованием технологии, описанной ранее (рассверливание, уменьшение диаметра отверстия).

Приспособления для сверления металла
Различные способы сверления металла предполагают применение смазочно-охлаждающих жидкостей. В большинстве случаев с их помощью снижают трение и выравнивают температуру обрабатываемой поверхности и инструмента. СОЖ хорошего качества не будет вызывать коррозию, она полностью безопасна в использовании, у нее нет запаха, полностью выполняет свою функцию.
В качестве смазки для сверления металлических заготовок дома можно взять:
- Технический вазелин – применяется преимущественно для сверления мягких материалов.
- Мыльный раствор – используют для алюминиевых деталей.
- Скипидар со спиртом – берут для силумина.
- Смесь различных масел – наносят для обработки сталей (инструментальных либо легированных).
Иногда используется достаточно универсальный состав смазки, которую делают из смеси хозяйственного мыла (200 г) и масла моторного (20 г) с последующим кипячением до состояния эмульсии.
Существуют СОЖ промышленного производства. Их применение делает возможным увеличение скорости работ с разными сортами металла. Работа с нержавеющей сталью идет быстрее на 30 %. С чугуном рост еще выше – на 40 %.
Заключительные рекомендации по сверлению металла
В заключении важно отметить необходимость соблюдения правил техники безопасности, а также недопущения появления брака и ускоренного износа инструментов. Дадим несколько полезных советов:
- Перед началом сверления всегда проверяйте закрепление всех частей инструмента и заготовок.
- Одежда должна быть удобной и не иметь частей, которые могут попасть во вращающиеся части станка. Обязательно использование защитных очков.
- Соприкосновение с заготовкой должно быть только при вращении сверла. В противном случае произойдет быстрое его затупление.
- Обратное движение сверла при его вынимании из отверстия должно происходить с дрелью, включенной на малые обороты.
- Если при работе сверло не углубляется в обрабатываемый материал, следовательно, оно недостаточно твердое для металла. Узнать о повышенной твердости изделия можно, проведя по поверхности напильником, он не должен оставить следов. Сверло для таких металлов берется твердосплавное с присадками. Работа ведется на низких оборотах, подача должна быть небольшой.
- При малом диаметре сверла плохо крепятся в патроне. В этом случае необходимо намотать латунную проволоку на хвостовик сверла. Таким образом, увеличится диаметр для крепления.
- Полированная поверхность детали защищается фетровой шайбой, которую надевают на сверло. В результате не появляются царапинки. Заготовки из хромированной либо полированной стали крепятся с кожаными или тканевыми прокладками.
- Глубокие отверстия можно изготавливать также с использованием брусочка пенопласта. Он насаживается на сверло, ограничивает глубину его проникновения, а также сдувает стружку с поверхности заготовки.
Советы специалистов способны помочь повысить качество сверления металла различными способами с получением отверстий высокой точности в полном соответствии с конструкторской документацией.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Пробивка отверстий в металле

Пробивка металла – один из видов металлообработки, используемый для получения в заготовке отверстий заданной формы. В зависимости от решаемых задач в этих целях используются разные виды оборудования и инструмента: от ручных до полностью автоматизированных станков с ЧПУ.
В отличие от сверления, пробивка позволяет создавать множество точных отверстий в листовом металле за один проход, что экономит ресурсы компании. Из нашего материала вы узнаете, какое оборудование используется для выполнения данных операций и как выглядит сам процесс металлообработки.
Суть процесса пробивки отверстий в металле
Раскрой металла как технологическая операция представляет собой создание отверстий сквозного типа или пробивание листовых заготовок. Пробивка позволяет получить не только круглые отверстия, как при сверлении, но и с различными геометрическими формами (квадратные, овальные, ромбические, звездообразные или иной сложной конфигурации) и размеров.
Для выполнения такого вида отверстий используют металлообрабатывающее оборудование, оснащенное прессом для пробивки отверстий в листе металла толщиной от 0,5 до 4 мм. Но при обработке труб либо листового материала с большей толщиной стенок необходимо применять оборудование с более мощными техническими характеристиками.
Пробивку отверстий можно выполнить двумя способами – с полным и неполным диаметром. Само понятие «полный диаметр» означает, что отверстие сделано в окончательный размер согласно чертежу. В случае выполнения неполного диаметра, при пробивке металла размеры выполняют с припуском для последующей доводки их до требуемой величины с помощью механической обработки.

Станки, оборудованные прессовыми ножницами для пробивки отверстий в металле, наиболее часто можно увидеть в цехах различных машиностроительных предприятий. Перед началом операции деталь или лист устанавливают на матрицу, затем пуансон врезается в заготовку и происходит выдавливание отверстия. Пуансон опускается не до конца противоположной стенки материала, а приблизительно до половины его толщины, и под влиянием деформирующих сил происходит окончательный отрыв вырубаемого металла. Для пробивки отверстий в листе металла с помощью пресс-ножниц в некоторых случаях наносится предварительная разметка керном, но в большинстве случаев в этом нет особой надобности.
В состав такого оборудования входят специальные пуансоны и матрицы для пробивки отверстий в металле: по форме первые дублируют создаваемые отверстия, а вторые выполняют функцию «подложки» для размещения на них заготовок. Рабочий инструмент изготавливается только из твердых металлических сплавов или закаленных сталей.
Подобные процессы принципиально отличаются только своими специфичными моментами, которые и характеризуют разновидности пробивки:
- Зиговка. Представляет собой пробивку отверстий в листовом металле с образованием особых рисунков рельефной формы (зигов) и продольных сплошных выступов на поверхности заготовки. Такой метод широко используют как на крупных производствах, так и на предприятиях со средними объемами выработки продукции.
- Ребра жесткости – технология пробивки листового металла посредством роликов или штампов.
- Высечка – холодный процесс обработки с пробиванием листа под давлением.
- Вырубка – операция, схожая с предыдущей, но выполняется на сверлильном или фрезерном оборудовании.
- Формовка – технология включает в себя использование сил трения с большим осевым усилием, в результате чего отверстие принимает определенную форму и размеры.
- Пуклевание – операция листовой штамповки, при которой края ранее пробитых отверстий выступают над плоскостью заготовки. С помощью такой технологии обработки материал приобретает противоскользящие качества.

Если сравнивать со сверлением, то, безусловно, преимущество будет на стороне пробивки. Главным плюсом является то, что технологическое время пробивки отверстия очень маленькое, и это уже говорит об ее эффективности. Помимо этого, при изготовлении отверстий отсутствует перегревание металла, чего нельзя сказать о сверлении, фрезеровании и некоторых других операциях, предназначенных для получения отверстий. Это говорит о том, что отпуск металла в месте обработки исключается, не возникает окисления и изменения кристаллической структуры.
В момент пробивки металла появляется наклеп, который уплотняет поверхностную структуру материала и значительно увеличивает его твердость, в результате чего могут возникнуть радиальные микротрещины, приводящие к развитию коррозии. Еще одним минусом может стать необходимость дополнительной механической обработки пробитых отверстий по зачистке металла от заусенцев, появляющихся при давлении и приводящих к отрыву кромок. Помимо всего, если расчетный диаметр отверстия меньше толщины листа, то операцию пробивки необходимо заменять сверлением.
Виды оборудования для пробивки отверстий в листовом металле
Станки, предназначенные для получения отверстий, можно условно разделить на ручные (с постоянным присутствием оператора) и автоматизированные (с минимальным участием работника). Рабочими инструментами для пробивки металла являются различные штампы и пробойники.
В первую группу входит оборудование, оснащенное механическим, гидравлическим или другим аналогичным приводом. Во вторую – оборудование с полной автоматизацией и применением числового программного управления, например, дыропробивные станки или координатно-просечные прессы.

Самыми распространенными способами создания отверстий в металлических заготовках являются сверление и пробивка. Первый способ выполняют на сверлильных станках или с помощью ручной дрели, а в качестве рабочих инструментов используют сверла. Ручную пробивку осуществляют с помощью бородки и молотка (или кувалды). Но пробойник такого типа можно установить и на ручном прессе.
Операцию по сверлению отверстий можно выполнить на сверлильном, фрезерном или токарном станочном оборудовании. В качестве рабочих инструментов выступают сверла. Для окончательной доработки отверстий при устранении овальности, формировании фасок, повышения точности и параметров шероховатости поверхностей применяют развертки, цековки и зенкера.
Для вырубки отверстий используют различное прессовое оборудование, преимущественно то, что оснащено пневматическими или гидравлическими приводами. Необходимые параметры мощности штампа для пробивки отверстий в листовом металле, который состоит из пуансона и матрицы, могут находиться в пределах от нескольких килограммов до сотен, а порой и тысяч тонн.

В промышленном производстве для получения отверстий часто применяются комбинированные пресс-ножницы.
В устройство такого типа входят несколько механизмов, позволяющих производить обработку металлического профиля, например, уголка, нарезку металла на полосы, вырубку прямоугольных или треугольных отверстий и, кроме того, на таких ножницах можно установить штамп для пробивки отверстий в металле, состоящий, как правило, из матрицы и пуансона.
В корпусе матрицы имеется отверстие, отличающееся от размеров пуансона на несколько сотых миллиметра для обеспечения между ними минимального зазора, через которое производится удаление слоя вырубленного металла. Диаметральный размер пуансона равен диаметру проектного отверстия.
Стоит обратить внимание, что для крупносерийного и массового производства вышеперечисленные способы получения отверстий не всегда применимы по причине невысокой производительности. Но такую проблему можно избежать при использовании полностью автоматического оборудования.
Технология координатной пробивки металла
Координатную пробивку и вырубку металла применяют в тех случаях, когда необходимо создать детали с перфорацией, имеющие толщину стенок около 6 мм. Данную технологию нельзя применять для обработки хрупких металлов и сплавов.

При необходимости изготовления большого количества однотипных отверстий на листовом металле на определенном расстоянии друг от друга обычно используют специальное оборудование – координатно-пробивные станки. В современной промышленной индустрии такая методика обработки стального листового материала выделяется отличными параметрами точности и отменным качеством.
При помощи координатно-пробивного пресса в листе металла можно создать отверстия требуемых размеров и формы в любой конкретной точке. Для выполнения операции листовую заготовку необходимо разместить и прочно закрепить на рабочем столе прессового оборудования с помощью зажимов. С помощью механизмов станка захваты перемещаются одновременно с закрепленной листовой заготовкой по определенной траектории согласно программе обработки детали, введенной в компьютер оборудования.
В ту же секунду пуансон штампа (элемент, производящий удар по обрабатываемой заготовке и пробивающий в ней отверстие), а вместе с ним и база с отверстием резко опускаются в направлении поверхности детали, происходит пробитие металла.
Усовершенствование и модернизация оборудования в течение последних десятилетий позволило добиться большой скорости и очень точного выполнения операций по пробиванию отверстий и контроля над работой оборудования с помощью применения компьютерных программных технологий. Такой прогрессивный технологический скачок позволил многократно повысить точность обработки и свести к нулю негативное воздействие человеческого фактора.
При пробивке металла можно использовать любую геометрическую конфигурацию сечения инструмента, что способствует созданию на поверхности листа отверстий любой формы и размеров.
Сфера применения координатной пробивки листового металла
В машиностроительной отрасли широко используют координатную пробивку металла. Данная технология пользуется повышенным спросом и в сфере ремонтно-строительных работ. Например, перфорированные листы, изготовленные по такой технологии, находят широкое применение при монтаже различных конструкций, в том числе элементов декораций.

Перфорационные изделия, полученные при помощи пробивки металла, позволяют очень точно воплощать всевозможные конструкторские замыслы, выполнять особо сложные задачи, для которых работа с точным соблюдением проектно-технической документации является самым важным моментом.
Описываемая технология пробивки металла находит широкое применение в производстве следующих конструктивных элементов:
- ограждений;
- деталей специализированных машин, станочного оборудования;
- строительных опор, сборочных элементов;
- разного типа витрин;
- различных производственных стеллажей;
- рекламных щитовых конструкций и многих других изделий.
Штампы для пробивки отверстий в листовом металле изготавливаются индивидуально, это позволяет конструкторам выполнять проектирование самых нестандартных технологических проемов, производить отверстия и воплощать перфорацию на листовой материал с индивидуальными параметрами.
Процесс пробивки отверстий в листовом материале является высокоскоростным. Технология с применением координатной пробивки и вырубки металла позволяет перемещать лист или деталь в координатно-пробивном прессе с большой точностью и скоростью, благодаря чему можно выполнить пробивку на большом количестве деталей за малое время. С помощью высокоэффективного пресса можно получить готовую деталь с ровными краями отверстий, которые не требуют дополнительных работ по зачистке или обработке поверхностей.
Применение такой технологии позволяет заводам-производителям обрабатывать заготовки и конструкционные элементы на достаточно высоком технологическом уровне, запускать серийное производство изготовления деталей или перфорированного листового материала, и, кроме того, изготовление продукции по индивидуальным заказам.
Технические характеристики технологии:
- Отличные показатели энергоэффективности.
- Высокий КПД и точность исполнения.
- Экономичность.
4 вида производственного брака при пробивке листового металла
Нельзя забывать, что на качество готовой продукции могут влиять несколько факторов, таких как техническое состояние инструмента, точность наладки оборудования для пробивки отверстий в металле, исправности программного обеспечения, используемого для написания программы обработки.
Необходимо акцентировать внимание на то, что характер возникновения дефектов, как при ручной пробивке, так и при использовании автоматизированного оборудования, в принципе, одинаков:
При выполнении большого количества отверстий довольно часто появляется смещение их межцентрового расстояния или относительно сторон листовой заготовки. Чаще всего причиной такого дефекта могут быть ошибки при написании программы, неправильные настройки оборудования, неточное базирование заготовки и т. д.
Подобный дефект может возникнуть по причине увеличенного зазора диаметров матрицы и пуансона из-за их износа. Помимо того, заусенцы могут появиться при некачественной заточке режущего инструмента.
Нередко наблюдаются случаи возникновения борозд вдоль оси отверстия. Это может быть вызвано нарушением целостности поверхности пуансона.
Нередко появляются трещины на поверхностях кромок отверстий после пробивки. Это преимущественно происходит при близких значениях толщины листовой заготовки и диаметров отверстий.
Правильный расчет усилия пробивки отверстий в металле

Пробивка металла характеризуется тем, что при изготовлении отверстий возникает достаточно сложная схема нагрузок с увеличенной концентрацией в области контакта пуансона и матрицы.
Движение пуансона при вхождении в материал происходит не всей торцевой поверхностью, а только наружной кольцевой. Со стороны матрицы проявляется ответное воздействие. Кроме того, давление, появляющееся в области взаимодействия таких трех компонентов, может распределяться неравномерно.
Иначе говоря, при вырубке возникают две силы, благодаря которым формируется круговой изгибающий момент с воздействием, направленным на изгиб листовой заготовки. Такая изгибающая сила является причиной возникновения давления, оказывающего воздействие на кромки матрицы и пуансона. Надо учитывать и то, что во время действия сил трения возникают касательные усилия. Из сказанного выше можно сделать вывод, что во время пробивки металла возникает силовое поле неоднородного характера. Поэтому для выполнения расчетов используют такую условно-техническую величину, как сопротивление срезу.
По результатам ранее проведенных исследований выяснено, что на сопротивление влияют не только свойства металла, но и следующие показатели: уровень наклепа, толщина вырубаемого материала, зазоры между матрицей и пуансоном, а также скорость процесса пробивки.
Читайте также: