Инструмент для холодной резки металла
Станки для резки металла (отрезные станки) предназначены для резки листовой стали, металлических труб, прутков, уголков, швеллера, двутавра и проч. Станки применяются в серийном и мелкосерийном производстве.
Абразивно-отрезные станки по металлу
Ленточнопильные станки по металлу
Ножовочно-отрезные станки
Гильотины для рубки металла
Рычажные ножницы по металлу
Пресс-ножницы
Угловысечные станки
Лазерная резка металла
Плазморезы с ЧПУ
Правильно-отрезные станки
Станки продольно-поперечной резки металла
Ø пиления 110 Ø отрезного круга 355 мм Размер заготовки 110 Угол поворота рамы ° 90 Мощность 2.40 кВт Напряжение 220В Масса 16 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 75х75 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 60 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 3.00 кВт Напряжение 380В Масса 80 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90x90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90х90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° 90 Мощность 3.00 кВт Напряжение 380В Масса 70 кг
Ø пиления 85 Размер заготовки 85х105 Угол поворота рамы ° 90 / 45 Мощность 1.00 кВт Напряжение 220В Масса 19 кг
Ø пиления 115 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.38 кВт Напряжение 220В Масса 68 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.55 кВт Напряжение 220В Масса 26 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 / 45 Мощность 0.38 кВт Напряжение 220В Масса 26 кг
Ø пиления 115 Размер заготовки 110х150 Угол поворота рамы ° 90 / 45 Мощность 0.55 кВт Напряжение 220В Масса 80 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 115 Размер заготовки 100x150 Угол поворота рамы ° 90 / 45 Мощность 0.25 кВт Напряжение 220В Масса 60 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 4.00 кВт Напряжение 380В Масса 130 кг
Ø пиления 300 Ø отрезного круга 400 мм Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 113 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 115 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 105 кг
Ø пиления 128 Размер заготовки 127х150 Угол поворота рамы ° 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 90 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 100 Мощность 2.20 кВт Напряжение 380В Масса 69 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 3.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 69 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 380В Масса 90 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 130 Ø отрезного круга 400 мм Размер заготовки 60х60, 130х30 Угол поворота рамы ° -45 / 90 / 45 Мощность 2.20 кВт Напряжение 380В Масса 120 кг
Видео












Все виды отрезных станков для металла делятся:
- по типу режущего инструмента;
- по количеству режущих головок;
- по углу нарезки.
Также оборудование, с учетом типа подачи режущего материала, разделяются на:
- станки нижней подачи;
- станки фронтальной подачи;
- станки маятниковой подачи.
Выбор оборудования
Специфика каждого станка для резки металла зависит от применения и отражается в его основных технических характеристиках:
- Мощность, кВт
- Вид применяемого режущего инструмента - диск, полотно
- Максимальные размеры обрабатываемой заготовки, мм
- Угол поворота режущего инструмента, град.
- Размеры пропила, мм
- Размеры станка, мм
- Вес
Компания «РуСтан» предлагает к продаже оборудование и оснастку по выгодной цене. Напоминаем, при покупке действует гибкая система скидок!
Типы резки металла

Резание металла – один из основных технологических процессов металлообработки. Используется он при необходимости разделения на несколько частей листовой или сортовой заготовки. В современном производстве применяются высокоточные и экономичные типы резки металла, позволяющие быстро и с минимальными потерями материала получить изделия необходимой конфигурации.
Основные типы резки металла
Существуют следующие типы резки металла:
1. Холодный (механический). Резка происходит за счет механического воздействия на металл специальным режущим инструментом, изготовленным из материала с твердостью, намного большей, чем жесткость обрабатываемого изделия. Применяются следующие инструменты:
- гильотина;
- ленточнопильный станок;
- дисковая (циркулярная) пила и «болгарка».
2. Горячий (термический). Обрабатываемая заготовка расплавляется по линии разреза, а остатки металла удаляются газом. Горячий тип резки металла подразделяется на следующие виды резания:
- газокислородный;
- лазерный;
- плазменный.
Но не все типы резки металла – как холодной, так и горячей – позволяют получить изделие заданной чистоты. Остановимся более подробно на каждом из вышеперечисленных способов.
Холодные типы резки металла
Резка металла механическим способом – это сложный процесс, потому что металлические изделия обладают высокой прочностью и твердостью. К холодным типам резки металла относятся:
Резка с помощью гильотины.
При таком способе резания используются специальные механические инструменты – ножницы и ножи по металлу. Заготовка устанавливается на рабочий стол и закрепляется прижимной балкой. Затем с помощью специального лезвия производится резка. В результате получается идеально ровный край, без лишних кромок, заусенцев и зазубрин. Режут материал сразу по всей ширине листа, поэтому кривизна среза нулевая.

В настоящее время используются следующие виды гильотин для рубки металла:
- ручные;
- гидравлические;
- пневматические»
- электромеханические.
Они не отличаются друг от друга по принципу действия, но последние три вида дополнены электроникой, обеспечивающей точность и безопасность резки. Также есть станки, которые могут резать металл не только поперек, но и вдоль. Чаще всего гильотинный тип обработки применяют при заготовительных работах.
Недостатки данного способа:
- Может применяться не для всех типов металлов и имеет ограничения по толщине заготовки. Например, гидравлические станки предназначены для металла толщиной до 6 мм.
- Полученные в результате резки заготовки часто не соответствуют нужному размеру, так как точность обработки зависит от квалификации оператора.
- Невозможно осуществить фигурную резку.
Рекомендуем статьи по металлообработке
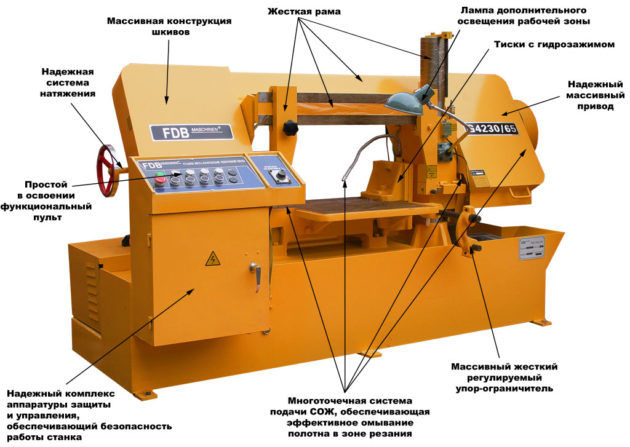
Ленточнопильная резка.
В настоящее время этот тип резки металла очень популярен по причине невысокой стоимости оборудования, хорошей производительности и несложного обслуживания. Режущим инструментом является ленточная пила, натянутая на шкивах.
Современные ленточнопильные станки (ЛПС) дополняются разнообразным оборудованием и электроникой, благодаря которым агрегат легко встраивается в конкретную производственную линию. Скорость резки подобной машины в среднем составляет около 100 мм/мин и выше.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Способ резки на ЛПС позволяет добиваться точного соответствия заданным параметрам, а место разреза не нужно дополнительно обрабатывать. Метод хорош для высокоточных изделий и деталей с гладкой поверхностью. ЛПС подходит для любого металла, а ширина реза составляет всего 1,5 мм.

При таком типе резке металла важно соблюдать ряд условий:
- точный выбор шага зубьев режущего полотна в соответствии с сечением распиливаемого профиля с помощью специальных таблиц;
- скорость подачи;
- скорость резки.
ЛПС позволяет резать металлическую заготовку под углом, что является большим преимуществом по сравнению с гильотиной.
К недостаткам этого типа резки металлов относятся невозможность получить фигурный рез и ограничение размера заготовок в зависимости от возможностей станка.
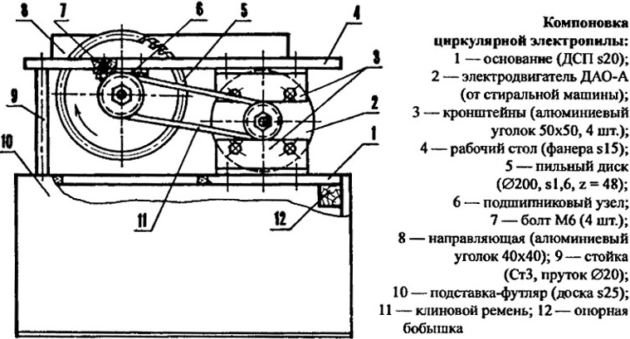
Резка металла циркулярной пилой и «болгаркой».
С помощью циркулярной пилы делают точные разрезы хорошего качества. Этот инструмент позволяет контролировать угол разреза.
К недостаткам такого типа резки относят большое количество отходов, невысокую скорость и маленькую глубину разрезания.

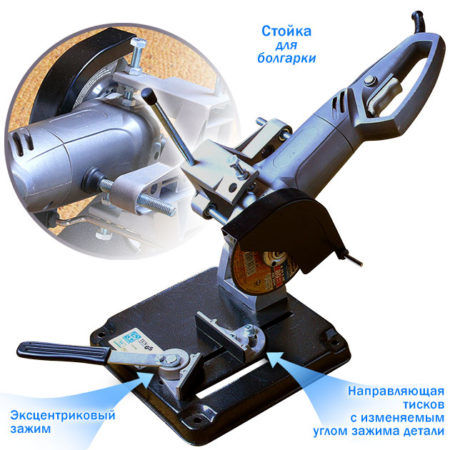
Для резки профильного проката можно использовать болгарку. На месте среза не остается окалины и окислов, мало отходов.
Но низкая производительность при таком типе резки металла является его главным недостатком по сравнению с другими способами.
Горячая резка металла
Современное промышленное производство требует высокопроизводительных способов металлообработки, позволяющих выпускать максимально возможное количество заготовок заданного качества в минимальные сроки. Этим требованиям отвечают горячие типы резки металла.
Газокислородная резка.
Принцип работы основан на том, что в чистом кислороде при температуре выше +1000 °C металл плавится и выгорает. Место реза предварительно разогревается до температуры воспламенения материала. В качестве разогревающего газа обычно используется ацетилен. На время прогрева влияют толщина металла, его марка и состояние поверхности заготовки.
После того как место разреза прогревается, в сопло резака подается струя горящего кислорода. Она прорезает заготовку по всей толщине, плавно перемещаясь вдоль линии реза. В процессе горения кислорода также удаляются окислы, образующиеся на поверхности полуфабриката.

Для того чтобы разрез получился качественным, важно соблюдать одинаковое расстояние между резаком и заготовкой во время обработки. Это нелегкая задача при использовании ручного газокислородного резака. В случае автоматизации процесса резание происходит на большой скорости кислородом высокого давления, в результате производительность работы и качество среза значительно возрастают.
Уникальность способа заключается в возможности:
- разрезания заготовок большой ширины;
- обработки изделий из титана.
К недостаткам газокислородной резки относятся:
- невозможность использования при резке цветных металлов (меди, алюминия), хромоникелевых и высокоуглеродистых сталей;
- большая ширина реза, образование окислов, наплывов, невысокое качество;
- невозможность обработки криволинейных поверхностей;
- изменение физических свойств материала в области разреза в результате высокотемпературного воздействия.
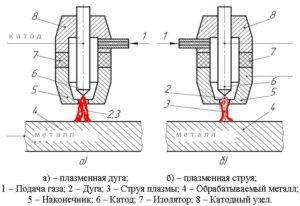
Плазменная резка металла.
Тип резки при помощи плазмы основан на принципе интенсивного расплавления металла по линии разреза за счет теплового воздействия сжатой электрической дуги и последующего его испарения. Под воздействием электрической дуги образуется полностью или частично ионизированный газ, или плазма. Температура внутри газоплазменного потока достигает +15 000…+20 000°С, что позволяет в разы увеличить производительность процесса по сравнению с газокислородной резкой, а также избавиться от недостатков последней.

Из всех перечисленных типов резки металла в настоящее время благодаря своим преимуществам плазменная обработка является оптимальным выбором для современных металлообрабатывающих производств:
- плазменный рез высокоточен и не оставляет наплывов;
- позволяет резать по кривым линиям;
- исключается изменение физических свойств металла (перекаливания) за счет узконаправленного нагрева участка резки;
- можно производить резку титана, меди, чугуна, специализированных марок стали, не меняя инструмента;
- оборудование не имеет баллонов с взрывоопасным газом, соответственно, не требует заправки и доставки этих емкостей;
- не требуется особого режима соблюдения мер пожарной безопасности;
- отсутствует подготовительный этап очистки, потому что высокотемпературное воздействие эффективно удаляет посторонние примеси (в виде ржавчины, грязи, краски), качество разреза остается неизменным;
- не нужны специальные присадки для цветных металлов, используется дешевая электроэнергия и воздух, расходные материалы – только сопла и электроды, поэтому плазменная резка металлов – экономически выгодный технологический процесс.
Недостатки данного типа резки металла:
- Из-за воздействия высоких температур изменяются свойства кромок заготовки. Они становятся более твердыми, часть материала теряется, поэтому нужны дополнительные затраты на обработку края. В любом случае качество кромок после плазменной резки значительно лучше, чем после газокислородной: нет окалины, ширина зоны с цветами побежалости в пять раз меньше.
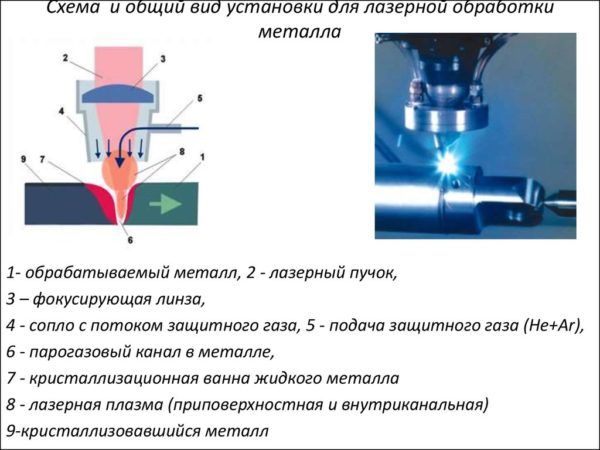
Лазерная резка металла.
Данный тип относится к инновационным технологическим процессам. Суть его – в интенсивном воздействии на металл узкого лазерного луча, обладающего стабильной частотой и длиной волны. Он может фокусироваться на небольшом участке поверхности с помощью оптики, управляемой специальной компьютерной программой. Благодаря такому технологическому решению лазерная резка имеет непревзойденные параметры точности.
Высокая плотность энергии, характерная для направленного и узко концентрированного лазерного излучения, позволяет нагреть и испарить строго определенный участок металлической заготовки.
Лазерная резка происходит следующим образом:
- нагревание до температуры плавления по линии реза;
- расплавление металла;
- погружение в толщу разрезаемого материала.
При погружении лазерного луча внутрь металла происходит повышение температуры, в результате чего материал расплавляется и закипает. Этот процесс потребляет много энергии, поэтому для ее экономии в зону разреза подается вспомогательный газ, с помощью которого происходит плазменная резка. В зависимости от теплотехнических свойств материала заготовки, вспомогательными газами могут быть обычный воздух, азот, кислород, инертный газ.

Достоинства лазерного типа резки металла:
- максимально узкие резы;
- отсутствие деформации при резании тонких листов стали и мягких полуфабрикатов;
- возможность точного раскроя по сложным контурам;
- минимальное количество неровностей;
- маленькая площадь термического воздействия;
- универсальность метода – подходит к любым сплавам;
- несложное управление станком лазерной резки.
Единственный недостаток лазерной резки – небольшая допустимая толщина металла.
Чем хороша гидроабразивная резка металла
Гидроабразивная резка металла – принципиально иной по сравнению с остальными метод металлообработки. Он отличается от способов горячей резки тем, что не изменяет физико-механические свойства материала заготовки. При таком типе резки металла отсутствует деформация краев – их оплавление и сваривание.
Технологический процесс основан на использовании насоса сверхвысокого давления – до 6 000 бар, который через сопло диаметром 0,1 мм подает воду со специальным абразивом, образующую узконаправленную струю, способную разрезать сталь толщиной до 30 см. Скорость резки листа толщиной 1 мм на гидроабразивной установке может достигать 2,7 м/мин.

Основные достоинства лазерного типа резки металлов:
- Обрабатываемая поверхность не нагревается, потому что подаваемая струя воды моментально охлаждает рабочую область.
- Гидроабразивная резка справляется с самыми сложными конфигурациями и профилями любых заданных параметров.
- Не требуется дополнительных работ по обработке края в виде шлифования, качество разреза получается очень высоким.
- Ручные установки для гидроабразивного типа резки пригодны для использования под водой, глубина работ может достигать нескольких сот метров. Один насос высокого давления способен подавать воду одновременно на две-три установки.
- Экономичность – даже по сравнению с плазменной гидроабразивная резка выигрывает, при этом скорость разрезания может достигать 30 000 мм/мин без ухудшения качества разреза.
- Безопасность – станки для гидроабразивной резки идеально использовать в цехах с повышенной взрывоопасностью, а также с использованием легковоспламеняющихся материалов, так как гарантируют отсутствие искры, нагревания поверхности.
Основными недостатками гидроабразивных станков являются высокие эксплуатационные расходы и шумовой фон во время применения.
Самые последние технологические разработки в области резки металла предоставляют новые возможности для резания заготовок большой толщины. Это оборудование для ультразвуковой, криогенной и электроимпульсной обработки. Пока на нашем рынке оно не получило широкого распространения из-за высокой стоимости и сложности управления.
Какой тип резки металла выбрать
Выбирая тип резки металла для производства, прислушайтесь к советам профессионалов.
Технологи по металлообработке советуют обратить внимание на 10 признаков идеального способа резания:
- Увеличение скорости обработки со стабильным качеством.
- Чистый срез без остаточных следов и деформаций.
- Возможность резки металлов разной толщины.
- Износостойкость режущего инструмента.
- Возможность обработки поверхностей с посторонними загрязнениями.
- Возможность фигурной резки.
- Вариативность профиля разреза.
- Возможность совмещения с другими технологическими операциями (например, со снятием фаски).
- Простая управляемость.
- Экономичный раскрой.
Просто выберите технологический процесс, который будет совмещать максимальное количество рекомендуемых признаков для конкретного случая.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Холодная резка металла: как работать ножовкой и зубилом
Во всех применениях — будь то ограждение веранды, дверная петля или мотыга — металл ценится за твердость и прочность. Он выдерживает такие нагрузки и условия, которые быстро разрушат (или медленно испортят) большинство других материалов. Но иногда возникает необходимость изменить его размер и форму, и это вполне реально сделать в дачных условиях. Причем некоторые манипуляции можно совершить и без нагрева — с помощью специальных ножниц, зубил, ножовки или электролобзика. Однако здесь не обойтись без знания хотя бы базовых приемов работы с металлом. Их пошаговое описание вы найдете в энциклопедии Джона Килси «Работы по металлу». Предлагаем вашему вниманию выдержки из этой книги, вышедшей в издательстве «АСТ» в серии «Мастерство и хобби».
Инструменты для холодной резки металла по размеру
Кажется парадоксальным, что материал, который ценится в основном за свою стойкость к резанию, излому и изгибу, может легко обрабатываться. Тем не менее при хорошо наточенном инструменте и соответствующих методах металл на удивление хорошо поддается обработке. Для проектов, связанных с такими распространенными материалами, как чугун или мягкая сталь, базовыми видами обработки являются пиление, рубка и опиловка.
Металл на удивление хорошо поддается обработке. Главное — умение и хорошо наточенный инструмент
Для резки металла могут использоваться некоторые электроинструменты. Электролобзики, ножовочные и ленточные пилы могут оснащаться специальными полотнами и пилками. Есть и специальные механические ножовки по металлу. Они отлично выполняют прямое резание, но дóроги и не могут делать криволинейные резы.
Ножовка по металлу
Ножовка по металлу, вероятно, самый известный режущий инструмент для металла, а также один из самых полезных. Его полотно из упрочненной стали справится с большинством металлов, что можно найти в доме или около него; ножовка способна резать металл толщиной до трети длины ее полотна.
Ножовка по металлу
Ножовочные полотна общего применения имеют закаленные зубья и делаются из молибденовой, углеродистой или вольфрамовой стали. Главными факторами при выборе полотна являются количество зубьев на дюйм (этот же параметр может обозначаться просто как шаг зубьев — расстояние между соседними зубьями) и развод/разводка зубьев — угол, под которым они расположены на режущей кромке.
Для эффективного резания хотя бы два зуба полотна ножовки должны всегда быть в контакте с металлом. Если металл слишком тонкий, для того чтобы на его кромке помещались два зуба, при пилении поместите его между двумя листами тонкой фанеры (другой вариант — пилить под наклоном к плоскости металлического листа).
Хорошая ножовка
Регулируемая переставная ножовка может принимать полотна длиной от 25 до 30 см. У полотен количество зубьев на дюйм может варьироваться от 4 до 32. В целом полотна с количеством зубьев на дюйм от 4 до 16 используются для тех металлов, которые «забивают» полотно с более мелкими зубьями. У крупнозубых полотен обычно переменный развод — зубья расположены по прямой, но отогнуты поочередно в разные стороны. Мелкозубым полотнам обычно придают волнистый развод — их зубья отгибаются по плавно изгибающейся линии, как показано для 24 зубьев на дюйм на рисунке выше. Волнистый развод дает более широкий пропил, чтобы предупредить заедание полотна.
Приемы работы ножовкой
В целях безопасности избегайте избыточного нажима, каким бы твердым ни был металл. Слишком большой нажим может сломать полотно или выбить его из пропила; оба варианта могут быть опасны.
Прямые резы ножовкой
Резка поперек узкой полосы
Резка поперек узкой полосы
- Зажмите заготовку в тиски так, чтобы линия разметки отреза располагалась вертикально и рядом с губками тисков.
- Приставьте полотно к линии отреза со стороны отхода и легко потяните по металлу, так чтобы зубья начали врезаться в кромку.
- Затем, действуя двумя руками, пилите вдоль линии. Толкайте инструмент вперед с небольшим равномерным нажимом, обратный ход делайте без нажима. Пусть полотно само делает работу; не старайтесь поглубже пропилить с каждым ходом ножовки.
- Приближаясь к концу реза, придерживайте отходную часть металла рукой для предупреждения вибрации и заедания.
- Последние ходы перед отделением отхода делайте укороченными.
Резка вдоль длинной кромки
- Зажмите заготовку в тиски так же, как для поперечного реза, так чтобы линия отреза проходила вертикально.
- Поверните полотно ножовки перпендикулярно ее рамке и держите рамку горизонтально; в таком положении рамка не будет мешаться при продвижении полотна вдоль заготовки.
- Начинайте резание так же, как при поперечном резе, и так же поддерживайте одной рукой отход до полного завершения реза.
Разметка линий под углом
Для разметки линий выреза воспользуйтесь комбинированным угломером и чертилкой.
- Для правильного расположения линий сначала разметьте вершину выреза с помощью кернера и молотка.
- Затем выставьте транспортирную головку угломера на нужный угол и прижмите ее к кромке заготовки, которая должна немного свешиваться с края верстака.
- Перемещайте угломер вдоль кромки, пока линейка не станет на метку кернера, и прочертите первую линию разметки выреза.
- Затем, если требуется перенастройка угломера, отрегулируйте головку на угол, нужный для второй линии выреза, и повторите процесс разметки.
Выполнение вырезов
- Зажмите заготовку в тиски так, чтобы одна линия разметки выреза была вертикальной и максимально близко к губкам тисков.
- Для начала реза поддерживайте полотно свободным большим пальцем; в противном случае полотно может соскользнуть по наклонной кромке заготовки. Когда зубья врежутся в металл, пилите легкими движениями вперед, пока не достигнете точки пересечения. При необходимости сдвиньте заготовку в тисках, чтобы линия реза оставалась близко к губкам.
- Затем переверните заготовку так, чтобы вертикальной стала вторая линия разметки, и продолжайте тем же порядком, снова придержав полотно, пока зубья не врежутся в металл.
- Приближаясь к точке пересечения линий разметки, одной рукой придерживайте треугольный отход и укоротите ходы ножовки.
Выпиливание ножовкой криволинейной кромки
Разметка кривой линии
Разметка кривой линии
- Выставьте разметочный циркуль на нужный радиус и кернером с молотком наметьте центр дуги.
- Одну иглу циркуля поставьте в накерненное углубление и, свободно держа верхний конец циркуля одной рукой, второй иглой проведите по металлической поверхности. Циркуль держите вертикально, под прямым углом к металлу. Нажим должен быть не больше, чем для прочерчивания видимой линии.
- Зажмите заготовку в тиски, расположив линию разметки рядом с губками тисков. Это воспрепятствует раскачиванию детали при пилении ножовкой.
Использование полотна-струны с твердосплавным напылением
- Держа ножовку двумя руками, поставьте струну к линии разметки со стороны отхода и медленно проведите пилу вперед. Повторяйте это движение, начиная каждый ход с переднего конца струны, пока она полностью не погрузится в металл.
- Затем медленно перемещайте пилу вперед и назад с легким равномерным нажимом при обоих направлениях хода вдоль линии разметки. При необходимости перезажмите заготовку, так чтобы место пиления оставалось вблизи губок тисков.
Слесарное зубило и его разновидности
- зубила слесарные,
- канавочники (для вырубания канавок различного профиля),
- крейцмейсели (разновидность канавочника),
- кузнечное зубило (с длинной деревянной ручкой),
- высечное зубило и подсечка (для высечения фигурных линий в листовом материале),
- бородки/пробойники (для пробивания круглых отверстий в тонком листовом материале),
- кернер/механический кернер-самострел (для маленьких углублений, в которые устанавливается сверло).
В РФ параметры зубил определяются ГОСТами (например, ГОСТ 7212-74 — крейцмейсели, ГОСТ 7211-86 — зубила и т. д.).
При резке металла понадобятся 4 типа зубил: широкое, остроконечное, крейцмейсель и полукруглое зубило-канавочник. Зубила по металлу могут использоваться не только для прямолинейной рубки или резки, но и для придания металлу формы, а также для зачистки кромок и поверхностей.
Разновидности зубил по металлу
- У самого распространенного вида зубила режущая кромка прямая, с клиновидной заточкой. Оно применяется для придания формы, рубки металлических прутков, срезания головок болтов или заклепок.
- Крейцмейсель тоже имеет клиновидную заточку, но режущая кромка гораздо уже; им делают канавки или каналы.
- Полукруглое зубило-канавочник удобно при скруглении внутренних углов паза или канавки и для вырубания полукруглых желобков.
- Остроконечное зубило затачивается в точку. Используется для выравнивания углов и высечения узких канавок в металле.
Важно! При использовании зубила обязательно защищайте глаза специальными очками.
Кожаные перчатки дают некоторую защиту от заусенцев и зазубренных кромок, но могут снизить вашу маневренность при работе с тонкими листами металла.
Приемы работы слесарным зубилом
Резка металла
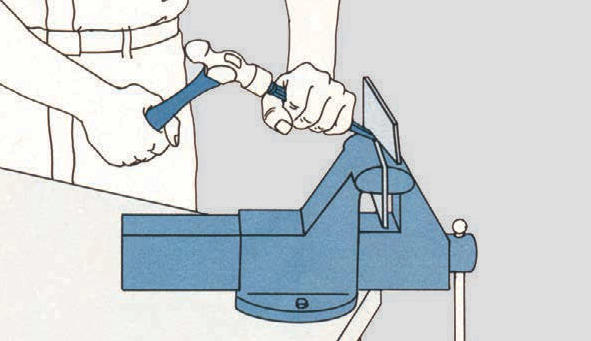
Резка металла зубилом
- Зажмите металлическую заготовку в тиски, так чтобы линия отреза была параллельна губкам и чуточку выше их.
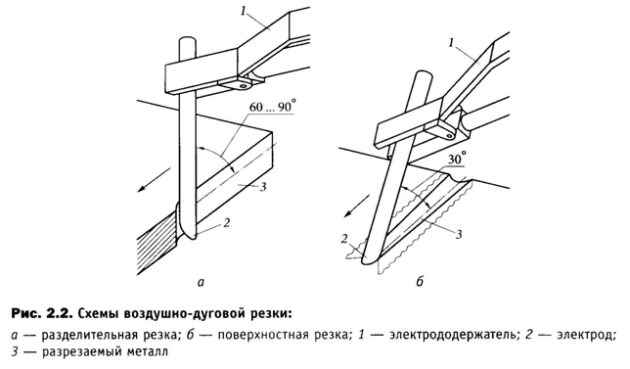
- Наденьте защитные очки, затем приставьте зубило к линии реза у одного конца заготовки, наклонив зубило на 30°.
- Уверенно ударьте по зубилу молотком. При последующих ударах слегка наклоните режущую кромку зубила в сторону предыдущего реза, так чтобы она клином «вскрывала» рез.
- Продолжайте наносить удары, постепенно передвигаясь по верху тисков.
Завершение прямоугольного выреза
После вырезания боковых кромок выреза ножовкой положите заготовку на массивную металлическую пластину или на верстак с металлической столешницей.
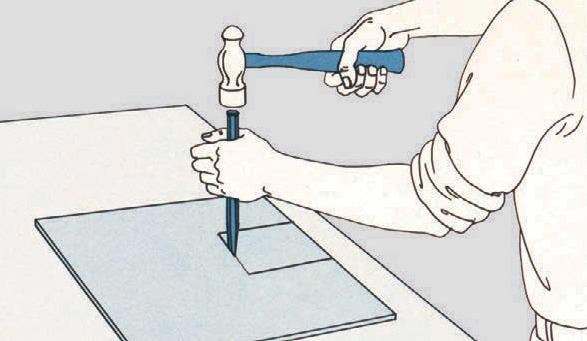
Завершение прямоугольного выреза
Разновидности и варианты резки металла
Любые промышленные предприятия и частные мастера нуждаются в специальном станке для резки металла. Значением имеет его соответствие техническим требованиям и параметрам. Известно несколько способов обработки изделий. Металл обрабатывается методом ручной резки, лазером, плазмой или под давлением. Выбор конкретного вида резки металла зависит от стоимости, эффективности работ и их итогового результата.
Обработка металла холодным и горячим приемами
Резка металла осуществляется холодным (механическим) и горячим приемами. Первый характеризуется механическим воздействием на обрабатываемое изделие. Значение имеет твердость режущего инструмента. Резка осуществляется инструментом, значительно превосходящим по твердости обрабатываемую деталь. При данном способе применяются инструменты:
- циркулярная пила;
- болгарка;
- гильотина; .




Горячая резка деталей подразумевает термическое воздействие на них. Они расплавляются в нужном месте, а остатки расплава удаляются газом. Горячий способом включает в себя виды резки:
- газокислородную;
- лазерную;
- плазменную.
Не всегда холодная металлообработка позволяет добиться необходимой чистоты конечного изделия. Такая проблема возникает при кислородной и воздушно-дуговой резке. Указанные методы применяются только в качестве подготовительных работ.
Разновидности холодной резки
Указанный прием имеет ряд достоинств, среди которых:
- высокая точность результата;
- экономичность;
- ровность краев разреза.
Основной недостаток заключается в изготовлении только прямолинейных разрезов.
Резка металла циркулярной пилой позволяет делать качественные и точные разрезы с возможностью контролировать их угол. Главный недостаток инструмента в оставлении после себя большого количества отходов. Пила работает при сравнительно небольшой скорости. Она не позволяет резать детали на значительную глубину.
Нарезание элементов при помощи болгарки используется для профильного проката. Болгарка не оставляет на обработанном материале окислов и окалин. После металлообработки остается мало отходов. Данный способ обладает низкой производительностью по сравнению с другими вариантами.
Рубка гильотиной имеет ряд ограничений касательно деталей со сложной конфигурацией, но считается самым недорогим и эффективным методом металлообработки.

Использование ленточнопильного станка считается наиболее универсальным вариантом для обработки любых металлических деталей. Аппарат позволяет проводить работы под любым углом, избегая серьезных потерь тепла. В результате конечный продукт имеет идеальные кромки. Станок используется только для изделий с определенными размерами.
Газокислородная резка
Нарезать металл методом кислородной металлообработки допустимо при соблюдении целого ряда условий:
- металлический элемент содержит незначительное количество легированных компонентов;
- для изделия характерна невысокая теплопроводность;
- обрабатываемый материал имеет температуру плавления больше, чем температуру горения.

Кислородную резку не рекомендуется использовать в качестве основного приема металлообработки. После нее на материале остаются окислы, влияющие на все его качество.
Лазерная металлообработка
Лазерное разрезание изделий является прогрессивным приемом. Суть его в воздействии на прокат узконаправленного светового луча, разогревающего деталь в месте контакта до высоких температур. Под действием луча металлоизделие расплавляется, а остатки расплава сдуваются с его поверхности специальным газом.
При лазерном методе отсутствует деформация металлоизделия, удается получить высокоточный результат без необходимости дополнительной обработки краев.
При всех достоинствах указанные виды разрезания металлоизделий имеют несколько недостатков:
Разрезание плазменным методом
Разрезание металлоизделия плазмой подразумевает воздействие на его определенный участок газовой смеси под высоким давлением. Плазменный поток представляет собой сильно нагретый и подвергшийся ионизации газ. Температура потока составляет 15000 0 С.
В месте воздействия плазмы на деталь происходит ее выгорание и плавление. Части расплавленного металла выдуваются газовой смесью. Метод можно использовать для резки любых типов изделий.
Нарезание металлоизделий плазмой превосходит по производительности все другие способы. Она в 10 раз быстрее любых механических методов резки металлоизделий. Плазменное разрезание в 4 раза быстрее лазерного метода.
Плюс метода в том, что им осуществляют разрезание металлических изделий различной толщины (до 150 мм).
Имеются минусы у данного способа:
- требуется металлообработка краев деталей;
- края после обработки имеют небольшой наклон на 4 0 ;
- не рекомендуется применять для разрезания титана и других металлоизделий большой толщины.

Гидроабразивный метод
Разрезание изделий гидроабразивным методом имеет следующее определение: раскрой материала путем воздействия на него смеси песка и воды, подаваемых под давлением через узконаправленное сопло. Песок в сочетании с водой способны разрезать металлоизделия, имеющие толщину 30 см.
Способ относится к числу инновационных. После раскроя детали нет необходимости в дополнительной обработке ее краев.
Указанный способ не относится к горячему методу разрезания металлоизделий, поскольку при нем отсутствует термическое воздействие на обрабатываемую деталь. Благодаря этому разрезание может быть выполнено без деформации изделия.
Главным недостатком гидроабразивного метода является невозможность резки металлов, подверженных коррозии. Применяемое оборудование имеет высокую стоимость и не всегда доступно для частных нужд.
Видео по теме: Станок гидроабразивной резки WTJ
Читайте также: