Художественная обработка металла басма
Басма как самостоятельный вид художественной обработки металла является своеобразным развитием и усовершенствованием чеканки. Вместо многократных ударов чеканом, необходимых для лепки сложной формы, еще на ранних стадиях применялись фигурные чеканы — пуансоны, производящие тиснение. Одного удара такого пуансона было достаточно, чтобы его боевой конец сообщил металлу соответствующую форму. Басменные доски — матрицы — являются дальнейшим развитием техники тиснения.
Преимущества тиснения по сравнению с чеканкой — быстрота производства изделий, а также значительная экономия драгоценного металла (золота, серебра), так как тиснение осуществляется на материале значительно меньшей толщины по сравнению с чеканкой.
В древнерусском искусстве техника тиснения зарождается еще в домонгольский период (X—XI вв.) и применяется для производства рельефных заготовок под чернь и эмаль. Басма применяется начиная с XIV в. и значительно развивается на протяжении XV в. Наивысшего расцвета она достигает в XVI и XVII вв.
Для тиснения басмы прежде всего изготовляется басменная доска (матрица). Она представляет собой невысокий монолитный металлический рельеф с мягкими, плавными формами без острых краев и углов и резких выступов, которые прорывают тонкий металл при тиснении. Общая высота рельефа на древних басмах не превышала 1—2 мм, но к XVII в. (особенно в конце его) она иногда достигала уже 5—6 мм (на больших басмах).
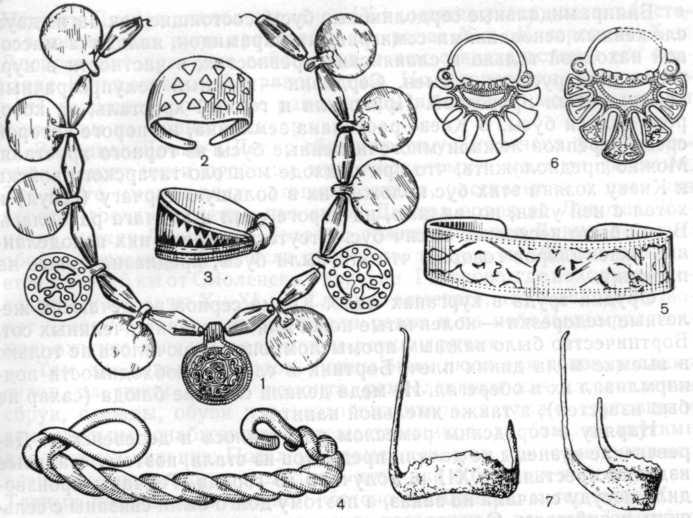
Матрица изготовляется литьем из медных сплавов с последующей тщательной чеканкой или обронной техникой из стальной заготовки (реже), тоже прочеканенной. Толщина медных басменных матриц составляет от 6 до 10—12 мм. Стальные матрицы могут быть и тоньше. Оборотная сторона матрицы плоская, ровная, плотно ложащаяся на верстак (рис. 1).
Процесс тиснения басмы заключается в следующем. На матрицу кладется тонкий лист металла, толщина которого обычно не превышает 0,2—0,3 мм, предварительно осторожно отожженного и отбеленного. Затем сверху накладывается прокладка из листового свинца. По этой свинцовой подушке наносят удары деревянным молотком или в современных условиях осуществляют необходимое давление при помощи винтовых, ручных прессов усилием от 50 до 100— 50 кН. Под действием силы свинец (благодаря своей пластичности) вдавливается во все углубление матрицы, точно повторяя весь ее рельеф. Такие же деформации претерпевает и металлический лист, зажатый между матрицей и свинцовой прокладкой. После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, очень точно воспроизводящий все детали матрицы, включая и фактуру.
Басма несколько отличается от матрицы четкостью рисунка. На басме он получается более мягким, как бы слегка сглаженным. Эта разница обусловлена толщиной листа, примененного для тиснения. Чем толще металлический лист, тем расхождение больше. Для того чтобы уменьшить это расхождение и сделать рисунок на басме более ясным и четким, басменные матрицы чеканятся несколько резче и суше, чем этого требует по своему характеру воспроизводимый узор. Таким образом устраняется этот, казалось бы, неизбежный недостаток тиснения.
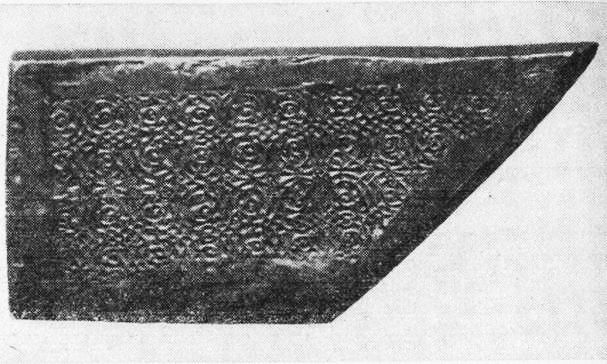
В древнерусском искусстве басмы применялись для оковки различных изделий как культовых, так и светских: иконостасов, рам и фона икон, переплетов книг, сундуков, ларцов и т. п. Основу изделия делали из дерева и на нее при помощи мелких гвоздей набивалась басма, сплошь закрывающая деревянную основу и превращающая изделие как бы в чеканное. Басму можно изготовить из мягких пластичных металлов — золота, серебра, меди, алюминия. На рис. 2 показана серебряная басма XV в.
Более жесткие материалы (пробное серебро, латунь) требуют промежуточных отжигов (один или два) и повторных тиснений. Иначе тонкая металлическая фольга гартуется и рвется. Повторные тиснения с отжигом необходимы также и при тиснении очень высоких рельефов и из чистых металлов. Необходимо следить, чтобы при повторном тиснении рельеф, образованный на заготовке при первом тиснении, точно совпал с рельефом матрицы. Даже при небольших несовпадениях выступающие элементы рельефа сминаются и заготовка портится. Басмы выполняли с лицевыми изображениями или орнаментальными. Особенно часто применялись басмы с повторяющимся орнаментом. Для получения такого орнамента на матрице выполнялся только один рапорт, а затем в процессе изготовления басмы после каждого тиснения заготовка передвигалась на величину рапорта и вновь оттискивалась. Такие стыки хорошо видны на готовой басме. По наличию стыков легко отличить тиснение от чеканки.
§ 28. Басма
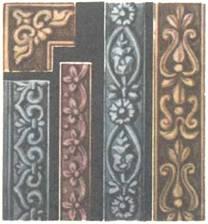
Басма (в переводе с тюркского — «отпечаток») — это тонкие листы металла с рельефным рисунком, полученным путем выдавливания (рис, 91). Весь рисунок наносят сразу, а не по частям, как при тиснении по фольге с помощью давилок.
В русском декоративно-прикладном творчестве техника басмы зародилась еще в X—XI вв. Басма применялась для оковки всевозможных изделий: рам для икон, переплетов книг, ларцов, сундуков и т. п. Основу изделия делали из древесины и на нее при помощи мелких гвоздей набивали басму, сплошь закрывающую столярную конструкцию и превращающую изделие как бы в чеканное.
Для тиснения басмы изготовляют басменную доску (матрицу). Она представляет собой невысокий металлический рельеф с плавными формами, без острых краев и выступов. Острые углы нежелательны, так как могут прорвать тонкий металл заготовки при тиснении. Общая высота рельефа не превышает 1. 2 мм.

Рис. 91. Фрагмент басмы
Матрицы изготовляют литьем из медных сплавов. Также для изготовления матриц используют стальные заготовки, на лицевую сторону которых специальными зубилами наносят необходимый рисунок. Несложный рисунок можно нанести на матрицу фрезерованием концевыми фрезами на фрезерном станке. В настоящее время иногда применяют составные матрицы, в которых элементы рисунка в виде полосок металла прикрепляют к плоскому (стальному или алюминиевому) листу заклепками или винтами.
Толщина медных басменных матриц составляет 6. 12 мм. Стальные матрицы могут быть и тоньше. Оборотную сторону матрицы делают плоской и ровной.
Процесс тиснения заключается в следующем: на матрицу укладывают тонкий лист из мягкого пластичного металла (меди, алюминия, серебра и др.) толщиной 0,2. 0,3 мм. Затем сверху накладывают прокладку из листового свинца. По этой свинцовой прокладке наносят удары киянкой, под действием которых свинец (благодаря своей пластичности) вдавливается во все углубления матрицы, точно повторяя ее рельеф. Таким же образом вдавливается и металлический лист, помещенный между матрицей и свинцовой прокладкой.
После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, очень точно повторяющий все детали матрицы.
Рисунок на басме получается более мягким и сглаженным, чем на матрице. Чем толще лист, тем больше эго расхождение.
В современных условиях вместо листового свинца часто используют прокладки из твердой резины толщиной 10. 15 мм, а давление на них осуществляют с помощью ручных прессов.
Художественные изделия из металла на ювелирных фабриках и в цехах предприятий, выпускающих подарочные изделия, сувениры и др., изготавливают художники и мастера декоративно-прикладного искусства.
Практическая работа №31
Изготовление басмы
- Подготовьте к работе басменные матрицы, например с изображением эмблемы школы или класса, художественно оформленных накладок на замочную скважину и др.
- Применяя описанные выше приемы, изготовьте вручную или с помощью пресса изделия в технике басмы.
- Продумайте и изобразите в рабочей тетради эскизы басмы, которую вы могли бы изготовить для украшения мебели и других изделий из древесины.
Новые слова и понятия
Басма, басменная доска, художники и мастера декоративно-прикладного искусства.
Тема: «Художественная обработка металла: басма.»

Художественная обработка металла достигла высокого уровня еще во времена Киевской Руси. Изделия из металла широко применялись в домашнем быту, сельском хозяйстве и военном деле.
В развитии металлообрабатывающего ремесла Русь опережала Западную Европу.
Народные мастера до тонкостей изучили свойства металла и с успехом применяли свои знания на практике. Прочность, пластичность, вязкость, твердость, ковкость, плавкость, свариваемость и обрабатываемость резанием — все эти механико-технологические свойства металла послужили основой для возникновения самых разнообразных приемов его обработки.
Просмотр содержимого документа
«Тема: «Художественная обработка металла: басма.»»
МКОУ «Уркарахская многопрофильная гимназия им. А.Абубакара»
План-конспект урока технологии
Тема: «Художественная обработка металла: басма.»
Учитель: Алиев Абдулла Гаджикурбанович
Тема урока: Художественная обработка металла: басма.
Цель урока: познакомиться с художественной обработкой металла в технике “басма”.
В ходе урока вы узнаете:
историю возникновения художественной обработки металла;
о видах художественной обработки металла;
о художественной обработки металла в технике “басма”;
технологию изготовления басмы;
1. История возникновения художественной обработки металла.
2.Виды художественной обработки металла
Различают большое разнообразие видов и разновидностей художественной обработки металла.
Русские мастера в совершенстве владели искусством чеканки, гравировки, просечки, литья, филиграни.
3. Художественная обработка металла в технике басма.
Басма как вид художественной обработки металла известен с древних времен. Начиная с XII в. он находит широкое применение при изготовлении окладов икон, книжных переплетов, сундуков, ларцов, рам и т. д. Наивысший расцвет можно отнести к XVI-XVII вв.
В Древнюю Русь басма пришла из Средней Азии и в переводе с тюркских языков означает «тиснение»
Басмой также называют тонкие металлические или кожаные листы с выбитым по деревянной матрице узором.
Уже в I тысячелетии н. э. русские мастера использовали технику басмы для изготовления поясных бляшек, височных колец и других украшений.

4.Технология изготовления басмы.
Ее техника отличается простотой и технологичностью приемов исполнения. Для тиснения басмы изготавливают басменную доску (матрицу). Она представляет собой невысокий металлический рельеф с плавными формами без острых краев и выступов. Острые углы нежелательны, так как могут прорвать тонкий металл заготовки при тиснении. Общая высота рельефа не превышает 1. 2 мм.

Басменная доска
Матрицы изготавливают литьем из медных сплавов или из стальных заготовок, на лицевую сторону которых специальными зубилами наносят необходимый рисунок.


Последовательность выполнения басменного рельефа:
1 — эскиз раппорта багета, изготовление по нему модели;
2 — изготовление гипсовой формы по модели (А) и по готовому багету (Б);
3 — отделение гипсовой модели матрицы;
4 — формовка и извлечение модели из опоки;
5 — заливка формы металлом (получение матрицы);
6 — проработка деталей матрицы;
7 — изготовление пуансона штамповкой (А) и отливкой (Б);
8 — способ закрепления матрицы;
9 — тиснение басменного узора;
10 — крепление басмы на багете.

Искусство художественной обработки металлов прошло длительный путь развития и опираясь на традиции и знания великих мастеров, продолжает развиваться в современных условиях. Мастерами художественной обработки металлов создано множество произведений вошедших в духовную сокровищницу человечества, в его культуру.

Читайте также: