Гравировка на лазерном станке по металлу
Лазерный станок используют не только для сквозной резки разнообразных материалов, но и для нанесения изображений на их поверхность. Такой метод обработки считается оптимальным в сравнении с ручным или фрезерованием. Причин тому несколько:
- максимально высокая скорость прохождения и точность позиционирования луча;
- детализированное воспроизведение фотографий, изображений, надписей и орнаментов любой сложности;
- четкий контур и отсутствие повреждений поверхности в зоне прохождения лазера;
- широкий ассортимент материалов, подходящих для работы;
- долговечность и полная невосприимчивость к любому виду внешних воздействий.
Инструкция по нанесению гравировки
Используя лазерный гравер можно декорировать практически любые изделия: портсигары, часы, ювелирные украшения, визитки, канцтовары, награды, сувениры, подарки и многое другое. Информацию о том, какой станок выбрать под ваши задачи читайте в нашей статьей «Какой лазерный гравер выбрать». Для того, чтобы полученное изображение было качественным и точным, необходимо правильно подготовить его и настроить устройство в соответствии с материалом для обработки.
- Как и все оборудование с автоматическим управлением, гравер действует по программе, заложенной в компьютер. Грамотно составленный макет является одной из составляющих безупречного конечного результата. Прежде чем отправлять файл в работу следует убедиться, что все контуры замкнуты, белые и прозрачные линии отсутствуют, а остальные не накладываются друг на друга. В макете также должна быть указана точка начала обработки, прописана последовательность хода луча и глубина его проникновения в материал.
- Правильно подобранная мощность тоже играет большую роль при работе с гравером. В целом, для выполнения подобной операции вполне достаточно лазерной трубки на 40 Вт. Такой излучатель качественно и быстро будет наносить изображения на фанеры, пластики и металлы (о специфике работы с металлическими поверхностями будет упомянуто ниже). Рекомендуемая мощность при гравировке таких материалов составляет 60-80% от номинала (для натуральной древесины этот параметр можно поднять до 100%). Скорость перемещения лазерной головки при этом может быть близка к максимальной. При работе с менее плотными поверхностями, например, бумагой, картоном или фетровой тканью, мощность следует уменьшить до 10-50% (подбирать экспериментальным путем), чтобы избежать прогорания краев.
- Еще одним важным фактором является фокусное расстояние между линзой и поверхностью. От него зависит диаметр светового пятна и глубина проникновения луча в материал с сохранением качественного реза. Чем больше фокусное расстояние, тем больше будет размер лазерной точки, поэтому большой фокус используют для нанесения надписей и изображений с низкими требованиями к детализации или при работе с толстыми материалами. Высокоточная гравировка с большим количеством мелких элементов с четким контуром требует минимального фокусного расстояния. Например, для лазерного воспроизведения фотографий или мелкого шрифта используют преимущественно линзу на 1,5 дюйма, что означает, что интервал между ней и поверхностью будет 3,81 см. Двухдюймовая линза позволяет получить хорошие, четкие изображения со средним требованием к детализации и минимальным количеством сложноконтурных или мелких участков. Линза 2,5 дюйма ставится в тех случаях, когда разрешение исходного изображения низкое и требования к детализации минимальные.
- Особое внимание следует уделить состоянию всех компонентов лазерной оптики. И сама фокусировочная линза и все три зеркала должны иметь абсолютно чистую поверхность, без пыли, признаков копоти и отпечатков пальцев, так как все это влияет на концентрацию мощности луча и параметры светового пятна (равномерность, ровные края, правильный контур).
- Качество материала и поверхности является последним пунктом инструкции по выполнению лазерной гравировки. Любые неровности на материале и изделии, которое планируется использовать для декорирования, приведут к изменению фокусного расстояния и, как следствие, к искажению изображения, поэтому поверхность следует зачистить предварительно (с целью выравнивания), после чего хорошо протереть. Что касается качества материала, то, в первую очередь, этот акцент касается фанеры, для которой очень важна сортность. Чем ниже сорт, тем больше в ней сучков, затрудняющих прохождения луча вглубь и нарушающих целостность восприятия гравировки, поэтому для гравировки рекомендуется использовать только фанеру высшего класса.
Рекомендации по работе с некоторыми материалами
Методом нанесения гравировальных изображений украшают подарки, сувениры, холодное и стрелковое оружие, предметы интерьерного дизайна, визитки, открытки, награды, памятные таблички, кожгалантерею и еще очень много изделий. Не менее обширен и список материалов, которые может гравировать лазерный станок ЧПУ. Сюда входит кожа, акрил и прочие пластики, натуральная древесина и фанера, картон и плотная бумага, некоторые ткани, резина, металлы и даже пенопласт.
Большинство материалов гравируются легко и не требуют никаких подготовительных мероприятий. Единственным уточнением может служить необходимость в усиленном обдуве при работе с кожей и древесным или пластиковым сырьем — это способствует лучшему отводу продуктов горения и препятствует излишнему затемнению краев.
Отдельных рекомендаций заслуживают следующие материалы:
- многослойные пластики гравируются линзами 2 или 2,5 дюйма на невысокой мощности и только после удаления защитной пленки. Чтобы определить подходящее значение, необходимо повышать мощность до тех пор, пока верхний слой не выгорит до базового, после чего добавить еще несколько процентов и начать работу. По завершении работы в обязательном порядке следует протереть всю оптику от нагара;
- камень лазерный луч обрабатывает неохотно, поэтому в большинстве случаев для получения качественного изображения требуется повторное прохождение всего маршрута. Предпочтительно использовать двухдюймовую линзу;
- стекло является очень чувствительным к перегреву материалом, поэтому при работе с ним следует избегать высокой мощности и низкой скорости. Для достижения максимального качества изображения и уменьшения теплового воздействия желательно предварительно покрыть поверхность стекла смоченной газетой (следить, чтобы во время гравировки она не высыхала) или обработать ее пятидесятипроцентным мыльным раствором;
- металлы являются самой сложной и капризной основой для гравировки. Без предварительной обработки такого материала нет смысла даже пытаться запускать станок (следует уточнить, что речь идет о CO2 граверах, а не об оптоволоконных лазерах, которые как раз и предназначены для работы с металлами). Для того, чтобы луч лазера не отражался от поверхности, ее необходимо покрыть специальным спреем или пастой, которую наносят кисточкой. Следует учитывать, что качество гравировки во многом зависит от толщины и равномерности слоя нанесенной эмульсии, поэтому нужно стараться покрыть металл очень тонким слоем, избегая при этом наплывов. Сама паста имеет довольно вязкую, густую консистенцию и может расслаиваться, поэтому перед использованием необходимо тщательно перемешать ее до полной однородности (допускается разбавление небольшим количеством спирта). После высыхания присадки можно приступать к гравировке. Общей рекомендацией для всех металлов является обработка на высокой скорости, но малой мощности (максимум 40 Вт).
Важно: если же на поверхность листа или изделия нанесен слой защитного лака, то его гравировка невозможна даже при условии использования пасты.
Детальный видеообзор на профессиональный лазерный станок Wattsan 6040. Внутренее устройство и технические характеристики оборудования.
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Лучшие бесплатные и платные программы для лазерной резки

Станки для лазерной резки металла, фрезеры и другие станки - это не просто чудеса современного производства. Они также широко используются любителями и заядлыми мастерами. С их помощью можно резать дерево, пластик и даже акрил. Несмотря на то, что это высокотехнологичные устройства, многие станки относительно просты в освоении и эксплуатации.
Станки с компьютерным числовым программным управлением (ЧПУ) требуют немного больше времени перед процессом обработки. Взамен они еще проще в эксплуатации. После того как операция запрограммирована, нет необходимости вручную выполнять каждый шаг; станок работает автоматически.
При использовании станков с ЧПУ вся работа находится на переднем крае - проектирование детали и разработка разрезов, которые необходимо сделать, а затем ввод (программирование) этих шагов в станок. Это может показаться большой дополнительной работой, но отдача приходит в виде повышенной точности и бесконечной повторяемости. Программы ЧПУ можно запускать сотни и тысячи раз, производя точно такую же деталь при каждой итерации.
Тем не менее, для начала необходимо настроить программу. Обычно это делается в два этапа: проектирование детали и программирование станка.
Для программирования станка обычно требуется знание G-кода - машинного языка, используемого при программировании ЧПУ. Но проектирование исходной детали или разработка проекта - это немного другое. Для этого этапа оператору достаточно владеть компьютерной программой, способной создавать масштабируемый векторный файл (SVG).
Векторный файл - это способ обработки и хранения графической информации. Он определяет размеры и ориентацию заданного рисунка. Лазерные гравировальные станки берут этот файл и используют его для создания программы G-кода. Существует множество способов создания векторного файла - вот некоторые из лучших и наиболее популярных.
В этом списке мы сосредоточились на бесплатных программах, которые легко доступны. Однако мы также включили несколько платных вариантов, если вам нужно что-то более надежное.
LaserGRBL
LaserGRBL доступна для ПК, она проста и эффективна, дружелюбна к новичкам; программа намеренно сохраняет простоту, чтобы понравиться любителям и тем кто только осваивается с программами для лазерных станков. Для тех, кто только начинает осваивать мир лазерных граверов, LaserGRBL - это фантастический бесплатный лазерный инструмент, также большим плюсом данной программы является что она бесплатная. С её помощью можно изучить основы программного управления, форматы файлов, а также фактические тонкости и нюансы различных видов лазерной резки. К сожалению, последние версии LaserGRBL недоступны для macOS.
Inkscape
Универсальное программное обеспечение для векторной графики с открытым исходным кодом, Inkscape - это скорее универсальный инструмент, используемый графическими дизайнерами для самых разных задач. Он легко может генерировать векторные файлы и для лазерных резаков, а его родным выходным форматом является SVG благодаря чему, нет необходимости конвертировать конечный файл. Inkscape доступен для использования на Mac, PC и Linux.
Adobe Illustrator
SolveSpace
Являясь полной противоположностью Adobe Illustrator, SolveSpace поддерживает простой пользовательский интерфейс. Из-за минимального ввода данных придется немного поучиться, но SolveSpace все равно способна удовлетворить ваши потребности в дизайне лазерной резки. Она также не лишена определенных преимуществ: SolveSpace очень дружелюбна к ресурсам и занимает менее 10 МБ на вашем компьютере. Вы можете без проблем запустить её на старом настольном компьютере или ноутбуке, к тому же программа полностью бесплатна. Она также экспортирует изображения непосредственно в SVG.
LaserWeb4
LW4 более или менее специфична для лазерных резаков. В связи с этим существует активное сообщество пользователей, которые могут помочь в освоении программы. Программа оснащена множеством функций, включая те, которые не встречаются в большинстве других приложений. LaserWeb4 может похвастаться калькуляторами материалов и цен, позволяющими пользователям не только разрабатывать дизайн новой детали, но и оценивать, сколько будет стоить ее резка. Сочетание функций и поддерживающего сообщества делает LaserWeb4 отличным выбором для любителей или новичков, которые хотят освоить тонкости лазерной резки.
Coreldraw
CorelDRAW - это популярная программа для работы с векторной графикой, которая обладает всеми стандартными функциями, позволяющими оживить ваши творения. Она предлагает интуитивно понятный интерфейс с простыми инструментами и продуманной организацией, чтобы вы могли легко увидеть, что нужно сделать. Последняя версия программы поддерживает PDF/X-4, что означает, что Coreldraw может сохранять файлы в любом формате, необходимом для печати или использования в Интернете.
Нажим, угол и форма имеют большое значение для рисунка. Если вы ищете лучшее компьютерное программное обеспечение, способное создавать пользовательские иллюстрации с нуля с чувствительностью к нажиму за считанные секунды, обратите внимание на CorelDRAW.
LightBurn
Еще один платный продукт, LightBurn оправдывает свою ежемесячную подписку целым рядом полезных функций. Здесь есть стандартные функции дизайна и верстки, а также расширенные операционные инструменты. Пользователи могут указать количество проходов резака, глубину реза, порядок реза и т.д. Операторы могут сократить обычный процесс, используя LightBurn для прямого общения с блоком управления лазерного резака; программирование становится одним шагом, а не двумя. Хотя LightBurn работает не со всеми доступными контроллерами, он совместим с большинством из них, и поддержка постоянно расширяется.
Draft Sight
Полностью профессиональное программное обеспечение для проектирования - по соответствующей высокой цене. Draft Sight - это CAD-программа для профессионалов; ее особенности включают возможность преобразования файлов JPG в проекты, импорта нескольких файлов в один проект, а также рендеринга проектов в широкий спектр выходных файлов векторных и растровых изображений, включая SVG, EPS, PNG, BMP, DWG и DXF. Функция преобразования изображений особенно полезна - профессиональные дизайнеры могут использовать ее для переработки старых проектов с бумаги, создавая новые программы лазерной резки для старых проектов.
SolidWorks
Последняя в нашем списке программа в основном ориентирована на преобразование 3D-проектов в 2D-программы для резки. Хотя SolidWorks, возможно, не обладает всеми возможностями некоторых других программ из списка, она может быстро преобразовывать 3D-модели в линейные формы. Используйте ее для создания изделий архитектурного типа и дизайна продукции - SolidWorks бесплатна.
Заключение
Из этих пяти бесплатных и четырех платных вариантов, выберите программное обеспечение, которое подойдет именно вам для вашего станка лазерной резки. Как и любой станок с ЧПУ, он требует некоторого обучения, но, имея под рукой лучшие программы для лазерной гравировки, вы скоро освоите все тонкости растровой и векторной графики и будете создавать лазерные гравюры.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Лазерная гравировка по металлу — с пастой или без?
Лазерно-гравировальные станки с ЧПУ отлично справляются с нанесением изображений на поверхности заготовок из самого разного материала. При этом технические характеристики лазерных станков (высокое разрешение оптической системы, прецизионная механика, «умная» электроника) позволяют гравировать изображения с очень высоким качеством. Даже узоры, изобилующие мелкими деталями получаются контрастными, чёткими с идеальной детализацией. Причём такие показатели достигаются на вполне «бюджетных» моделях лазерных станков. А настольные мини-граверы зачастую обеспечивают даже лучшие качество гравировки, чем старшие «собратья», хотя и уступают им в производительности резки.
Для гравировки изображений в память лазерного станка с ЧПУ загружается программа, базирующаяся на векторном или растровом графическом файле. Такой алгоритм позволяет максимально упростить программирование станка — любая работа дизайнера уже является заданием на обработку. Графический эскиз требуется лишь незначительно доработать. Специальный «софт» поможет создать на базе эскиза маршрут движение излучателя и экспортировать его в файл, «понятный» для ЧПУ-контроллера лазерного станка. В свою очередь кинематические характеристики инструментального портала станка (несущего лазерный излучатель) позволят воплотить сложный маршрут обработки — вплоть до создания 3D-изображений (на 100% соответствующих исходному компьютерному эскизу).
Особенности лазерной обработки металлов
Лазерные станки с ЧПУ способны работать с очень широкой гаммой материалов, обеспечивая при этом высочайшее качество гравировки. Так, даже для мелких изображений невооружённым глазом различимы символы, площадью до 1 мм2. Однако подобная лёгкость справедлива лишь для неметаллических заготовок.
Для большинства моделей недорогих СО2-лазерных станков с ЧПУ металл является «твёрдым орешком». Во-первых, принципом обработки лазером является воздействие лучом концентрированной энергии на поверхность заготовки. За счёт этого температура в зоне обработки резко поднимается и материал заготовки испаряется. При этом быстрота процесса обеспечивает лишь локальный нагрев — тепло из зоны обработки просто не успевает перейти в соседние слои материала, а практически целиком отводится с испаряемыми газообразными отходами. Этим достигается высокое качество обработки лазером — тонкий шов и аккуратные (без обгорания) края.
Однако металл обладает высокой теплопроводностью. Поэтому при «облучении» лазером тепло из зоны обработки мгновенно отводится в «массу», и обрабатываемая поверхность просто не может нагреться до температуры испарения. Тем более что эта температура у металла довольно высокая (по сравнению с деревом, пластиком или даже натуральным камнем).
Во-вторых, гладкая поверхность металла является прекрасным отражателем для лазерного луча видимого диапазона. По иронии, именно фотоны с частотой колебаний, характерной для генерации СО2-лазером, лучше всего отражаются металлом. Таким образом, энергия, генерируемая лазерной трубкой обычного станка с ЧПУ, легко поглощается или рассеивается поверхностью без необходимого для обработки нагрева металла. И продуктивная обработка металлических заготовок оказывается крайне затруднённой.
Конечно, существуют специальные модели лазерных станков для уверенной резки даже толстых заготовок (например станки с твердотельным лазером, не говоря уже о плазменных генераторах). Однако это оборудование совершенно иного типа и стоимости. Тем не менее, для обработки металла (в частности — гравировки металлических изделий) на «обычных» СО2-лазерных станках с ЧПУ существует несколько весьма привлекательных способов.
Паста для гравировки
При помощи специальной пасты, наносимой на металлическую поверхность заготовки, лазерный станок с ЧПУ способен выполнять качественную контрастную гравировку самых разных изображений. Суть технологии заключается в следующем: металлическая поверхность покрывается специальным составом (густым, в виде пасты — отсюда и происходит название). Паста наносится очень тонким слоем (лучше всего для этого использовать кисть) и только на «голую» металлическую поверхность (без всяких покрытий — красок, лаков, наклеек и пр.).
После этого металлическая заготовка помещается в лазерный станок с ЧПУ. Запускается процесс гравировки по заранее разработанной программе (естественно, размер гравируемого изображения должен не превышать покрытую пастой поверхность изделия). В местах «облучения» лазером паста каталитически способствует «выгоранию» очень тонкого слоя поверхности металла. В результате, после окончании обработки (и смыве остатков пасты) на металлической поверхности остаётся контрастных узор высокого качества.
При гравировке с использованием пасты отличные результаты получаются на заготовках из нержавеющей стали, титана, а также цветных металлов. Причём для обработки вполне сгодится лазерный гравер «начального» уровня (достаточно мощности лазерной трубки всего 40 Вт).
Аналогичным составом для лазерной гравировки на металлической поверхности является специальный спрей. Он действует подобно пасте, но отличается способом нанесения (распыление аэрозоля на заготовку порой оказывается более удобным) и способом хранения (в баллонах под давлением), а также сравнительно небольшим сроком годности.
Лента для гравировки лазером
Аналогом пасты или спрея является специальная лента «CerMark». При гравировке металлических поверхностей при помощи ленты на лазерном станке с СО2-трубкой получается чёрный контрастный рисунок высокого качества. В отличие от пасты, работа с лентой совершенна безопасна для здоровья.
Алгоритма гравировки с применением ленты CerMark следующий:
- очищается и обезжиривается металлическая поверхность (гравировку следует проводить только на плоской поверхности!);
- отрезок ленты нужного размера приклеивается к поверхности заготовки (следует плотно нажать и разгладить ленту для равномерного прилегания);
- в настройках гравировки выбирается максимальная мощность (справедливо для лазерной трубки в 40 Вт);
- скорость обработки вычисляется путём умножения максимальной мощности трубки на коэффициент 0,3 (в нашем примере — для лазерной трубки мощностью в 40 Вт, скорость гравировки составит 12);
- по окончании гравировки следует удалить остатки ленты и протереть металлическую поверхность влажной тканью (или промыть водой).
Лазерная гравировка металлов плюс электролиз
Довольно известным «кустарным» способом является покрытие металлической поверхности косметическим лаком (или парафином) с последующей гравировкой на лазерном станке с ЧПУ и погружением в электролитическую ванну.
Несмотря на кажущуюся сложность, такой способ позволяет получить отличные результаты — особенно при гравировке на выпуклых поверхностях (к примеру, столовых ложках). Да и цена подобного метода (в сравнении со стоимостью пасты) оказывается ниже. Однако к его недостаткам относится дополнительная работа по созданию «электролитической ванны» и трудоёмкий подбор состава электролита (для получения качества гравировки, сравнимого или превосходящего таковое при использовании пасты).
Суть метода очень проста: металлическая поверхность обезжиривается и покрывается тонким слоем косметического непрозрачного лака. После высыхания лака, заготовка помещается в лазерный станок с ЧПУ и выполняется гравировка изображения (строго по «замалёванной» площади!). Параметры обработки (для лазера с трубкой мощностью 60 Вт): мощность — 18%, скорость — 137 мм/с.
Затем, заготовка погружается в ёмкость с водно-солевым растровом поваренной соли в обычной водопроводной воде. Заготовка должна погружаться так, чтобы слой лака был выше уровня жидкости (при нанесении лака следует это учесть). В ёмкость также опускаются две полоски из нержавеющей стали (электроды). Суммарная площадь полосок должна быть выше, чем вытравливаемая площадь гравируемого изображения. К электродам из нержавейки подключается источник постоянного тока (к примеру, зарядное устройство для автомобильных аккумуляторов). На заготовку должен подаваться «плюс», на электроды — «минус».
Источник питания включается на 3-15 минут, после чего процесс считается законченным. В течение электролиза крайне нежелательно шевелить заготовку! Финальным этапом является снятие лака (специальной жидкостью) и протирка металлической заготовки сухой чистой тканью.
После должной отладки и нескольких пробных подходов, метод гравировки лазером с последующем электролизом даёт отличные результаты — изображение на поверхности металла получается чётким и контрастным (при глубине гравировки порядка 0,1 мм).
Как резать лазером медь и другие светоотражающие металлы?

Лазерная резка низкоуглеродистой и нержавеющей стали имеет долгую историю и является одним из применений CO2-лазеров. Однако CO2-лазеры традиционно не являются хорошим решением для резки материалов с высокой отражательной способностью.
Длина волны излучения волоконных лазеров составляет около 1,07 мкм, по сравнению с 10,6 мкм у традиционных альтернатив CO2. Лазерный свет с длиной волны 1,07 мкм не только меньше отражается и, следовательно, легче поглощается, но и более короткая длина волны может быть сфокусирована в пятно, диаметр которого составляет примерно 1/10 диаметра луча CO2. Это обеспечивает значительно более высокую плотность мощности, что облегчает проникновение в металл. При таких высоких уровнях плотности мощности металлы, такие как медь и латунь, быстро проходят через фазовый переход в расплавленное состояние, поэтому лазерный луч быстро преодолевает барьер отражения таких металлов для начала эффективного процесса резки. Резка таких металлов оказалась сложной при использовании CO2-лазеров.
Какие металлы отражают при лазерной резке?
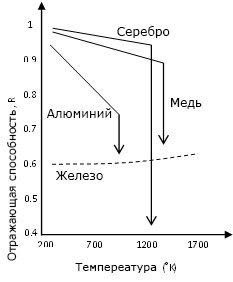
Медь, латунь, бронза, серебро, золото и алюминий в твердом состоянии хорошо отражают инфракрасный свет. Алюминий, однако, не считается отражающим металлом для практических целей резки волоконным лазером .
Почему лазерная резка латуни и меди настолько сложна?
- Низкое поглощение инфракрасного лазерного излучения затрудняет резку этих металлов;
- Медь и латунь (медно-цинковый сплав) являются хорошими отражателями (и, следовательно, плохими поглотителями) инфракрасного (ИК) лазерного света, особенно в твердом состоянии;
- Чистая медь в твердом состоянии отражает> 95% ближнего ИК-излучения (длина волны ~ 1 мкм);
- Отражательная способность меди и других отражающих металлов уменьшается, когда металл нагревается, и резко падает, когда материал плавится (например, до
Распространенные проблемы при лазерной резке отражающих металлов
При оптимальном выборе лазера, оптики и процесса резки лазерный луч быстро расплавляет поверхность отражающих материалов, затем взаимодействует с более поглощающим расплавленным металлом и инициирует эффективный, стабильный процесс резки. Неправильный выбор лазерной/оптической установки или использование неоптимальных параметров процесса может привести к чрезмерному сближению лазера с твердым металлом и, следовательно, к чрезмерному количеству отраженного света. Слишком большое отражение, в свою очередь, приводит к неэффективности процесса резки и потенциальному повреждению оптики.
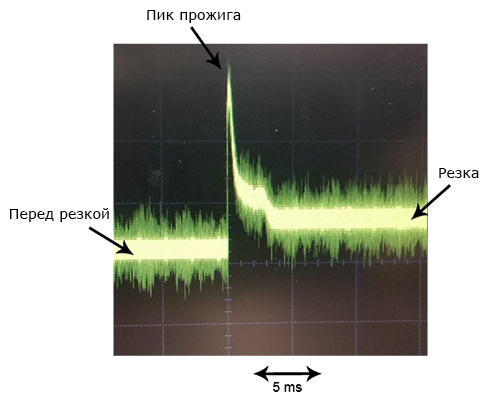
Критической стадией при резке отражающего металла является начало процесса, особенно стадия прожигания, когда лазер взаимодействует с твердым металлом. После создания разреза лазерный луч в основном взаимодействует с расплавленным материалом.
Какие факторы важны для успешной резки меди и латуни с помощью волоконного лазера?
Следующие параметры процесса важны для резки меди и латуни с помощью волоконных лазеров:
Скорость резки
Отступите от максимальной скорости подачи, которую может поддерживать процесс, примерно на 10 - 15%, чтобы избежать риска того, что резка погаснет, тем самым применяя высокий уровень энергии луча к материалу в его наиболее отражающем состоянии. Если вы сомневаетесь, начните с более медленной скорости, чем та, которую может выдержать процесс. Перед перемещением луча для начала резки дайте время выдержки, чтобы убедиться, что отверстие пробито насквозь.
Фокусное положение
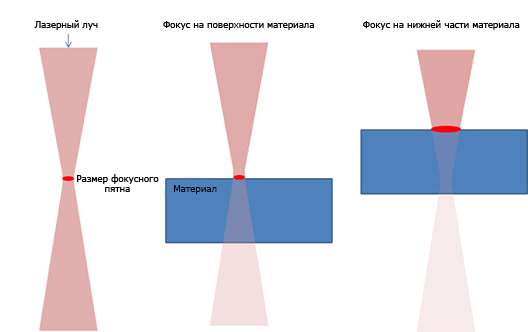
Как для прожига, так и для резки, установите положение фокуса как можно ближе к верхней поверхности, насколько позволяет качество резки. Это сводит к минимуму количество поверхностного материала, который взаимодействует с лучом в начале процесса, тем самым максимизируя плотность мощности луча, что приводит к более быстрому плавлению.
| Толщина меди | 1 мм | 1,5 мм | 2 мм | 3 мм | 4 мм | 6 мм |
| Минимальная пиковая мощность, необходимая | 1000 Вт | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт |
Настройка мощности
Использование максимальной пиковой мощности, доступной для прожига и резки, сокращает время, в течение которого материал находится в наиболее отражающем состоянии. Приведенную выше диаграмму можно использовать в качестве консервативного руководства для начала разработки процесса.
Режущий газ
При прожиге и резке меди в качестве режущего газа обычно используется кислород под высоким давлением (100-300 фунтов на квадратный дюйм в зависимости от толщины) для повышения надежности процесса. Когда используется кислород, образование оксида меди на поверхности снижает отражательную способность. Для латуни подойдет азотный газ для резки.
ТОП 10 советов и приемов для резки и гравировки на лазерном станке

Одна из замечательных особенностей лазерных станков для резки и гравировки - это то, насколько быстро они могут выгравировать узор или вырезать даже самый замысловатый рисунок. Тем не менее, операторы лазерных станков всегда ищут способы повысить производительность. Вы управляете своим лазером максимально эффективно? Вот несколько советов и приемов, которые вы можете использовать, чтобы убедиться, что вы используете свой лазер с максимальным потенциалом.
Совет №1: Настройка лазера и подготовка пространства для работы
Перед тем, как непосредственно перейти к полезным приемам по лазерной резке и гравировке, сначала следует рассмотреть несколько хороших идей для подготовки к этим процессам.
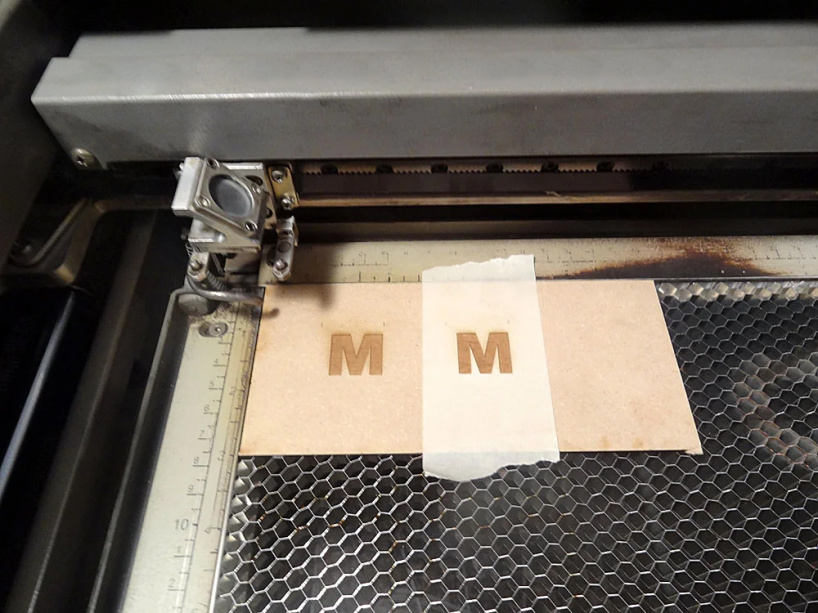
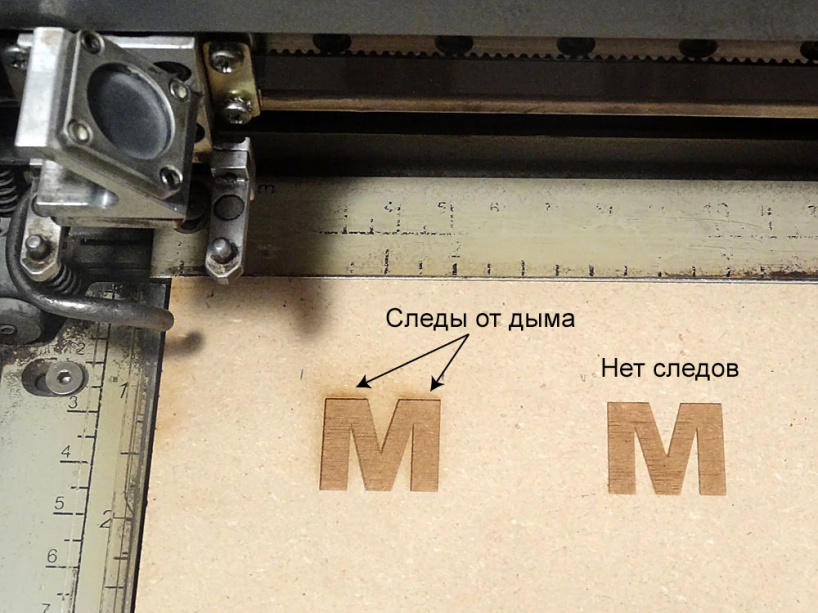
Защита заготовки от следов нагара: когда приступаете к гравировке вы должны быть готовы к тому, что что дым образующийся в процессе гравировки может повлиять на изделие и оставить на нем следы нагара. Чтобы этого не произошло, закройте поверхность изделия малярной лентой, чтобы защитить ее. Малярная лента слегка снизит мощность лазера (чуть-чуть увеличьте мощность, если вы считаето, что это нужно сделать), это защитит материал вокруг гравировки от нагара. После выполнения гравировки просто отклейте малярную ленту. Этот метод особенно хорош, если вы гравируете на коже.
Настройки: Ваш лазер должен иметь предустановленные настройки для резки или гравировки различных материалов разной толщины. Вы также должны иметь возможность загрузить эти настройки в свой компьютер или лазер и сохранить их как предварительные настройки. Важно назвать их так, чтобы вы могли легко их найти. Таким образом, когда вам понадобится гравировка на коже или резка фанеры толщиной 4 мм, вы легко найдёте сохраненные параметры для этой работы.
Пробная резка: Даже если у вас есть готовые настройки для резки материалов, сначала лучше провести пробную резку, прежде чем приступить к основной работе. Очень неприятно вынуть заготовку из лазера и увидеть, что она не прорезана до конца. Советуем сделать пару небольших геометрических фигур в одном из углов заготовки (например: круг и квадрат).
Лазерная гравировка на коже
Совет №2: Разбивка дизайна на слои
Советы, о которых мы будем говорить дальше, предполагают возможность гравировать/резать только часть проекта или дизайна за раз. Есть легкий способ сделать это - разбейте ваш дизайн на несколько слоев в одном файле. В большинстве графических редакторов есть воможность разбивать файл на слои, а затем включать и выключать их. Вы конечно можете разместить весь дизайн на одном слое, но разделение на несколько слоев даст вам несколько ключевых преимуществ:
1. Контроль порядка резов. Ваш лазер должен иметь настройки для определения в каком порядке происходит рез. Но у вас есть вариант более удобного контроля порядка резов, вы можете разместить разные линии реза на разные слои в файле, чтобы включать и выключать печать каждого слоя в необходимом вам порядке.
2. Несколько деталей и дизайнов в одном файле. Вместо того, чтобы иметь отдельные файлы для каждого дизайна, просто поместите их в один файл на отдельные слои. Затем просто печатайте каждый слой по одному.
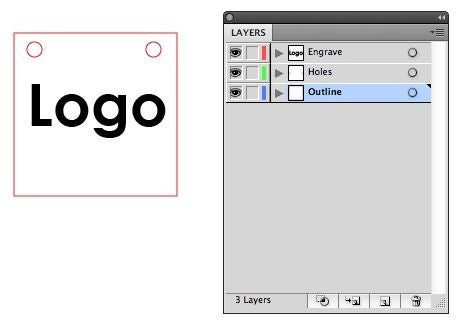
3. Создание направляющих. Возможно, вам потребуется создать несколько направляющих для макета вашего дизайна или, может быть, вам понадобится мишень для размещения объекта. Если вы не хотите, чтобы они гравировались, поместите их на другой слой и отключите гравировку этого слоя.
Совет № 3: Подбор материала для лазерной резки или гравировки
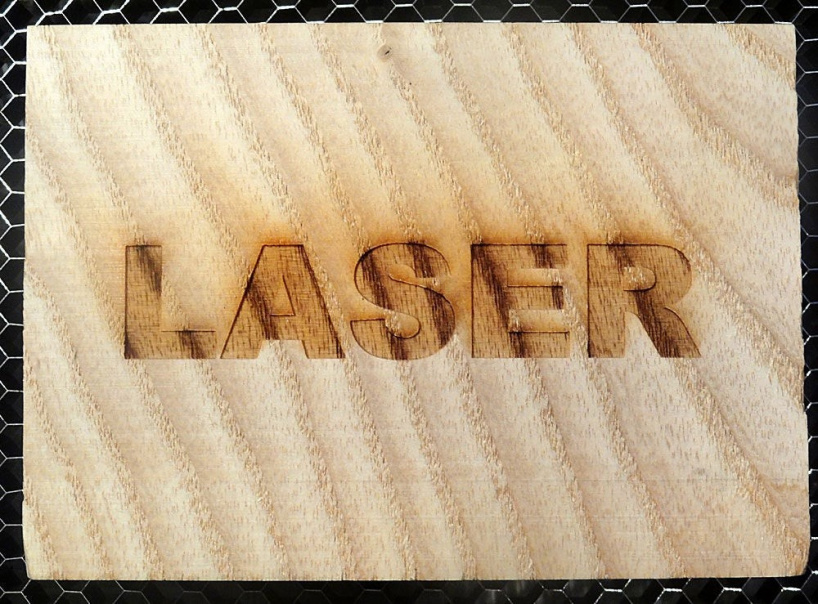
Итак, у вас есть изображение или логотип который вы хотите выжечь на куске древесины. Дерево это замечательный материал для гравировки, но вам нужно знать различия между гравировкой на цельной древесине или композитном материале, таким как фанера или МДФ. В отличие от фанеры или мдф, текстура дерева не является однородной. Волокна в древесине представляют разные этапы роста дерева(зимой и летом) и каждое из них будет резаться по разному. Обычно темные волокна тверже, а светлые части между ними мягче. Как вы можете понять на примере фото выше, на гравировке вы видите узор зебры. Если вам важно, чтобы гравировка выглядела однородно, вам лучше подобрать такую заготовку, где верхний слой более однороден.
Еще одна вещь, которую следует учесть, - это особенность гравировки материалов с тонким шпоном из хорошего дерева сверху. Гравировка часто прожигает тонкий шпон, обнажая то, что находится под ним. Убедитесь, что то, что находится под шпоном, выглядит хорошо и что вы прожигаете весь путь через шпон, чтобы у вас не было смеси шпона и поверхности под ним.
Совет №4: Перекрывающиеся линии
Часто при вырезании нескольких частей одновременно возникает искушение поместить их рядом друг с другом, чтобы соседние линиии перекрывали друг друга. Это хорошая идея, но есть хороший и плохой способ это реализовать.
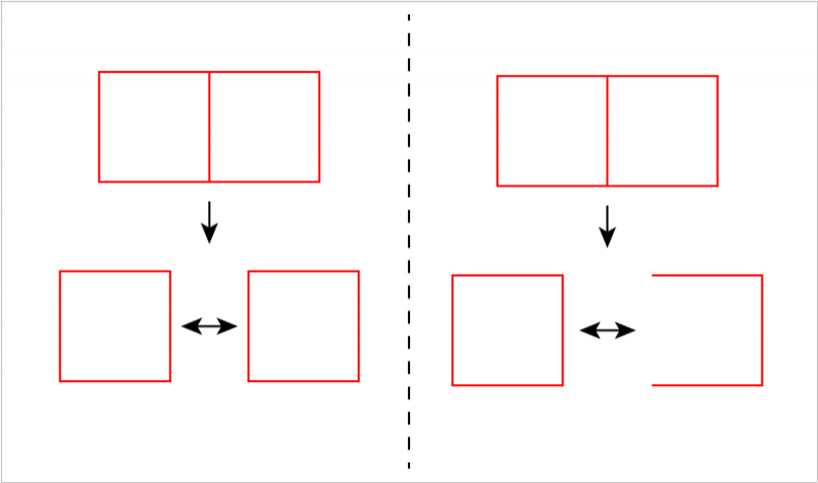
Скажем, вам нужно вырезать несколько квадратов. Если вы нарисуете 2 квадрата (по 4 стороны каждый), а затем прижмете их друг к другу, это будет выглядеть так, как будто между ними есть только одна линия. Проблема в том, что, хотя кажется, что есть только одна линия с перекрывающейся стороны, компьютер все равно видит 2. В резульитате этого лазер пройдет два раза по одному и тому же месту. Это может привести к ожогу края, а не к чистому порезу. Это также тратит время на ненужный порез.
Совет №5: Линии - растр против вектора
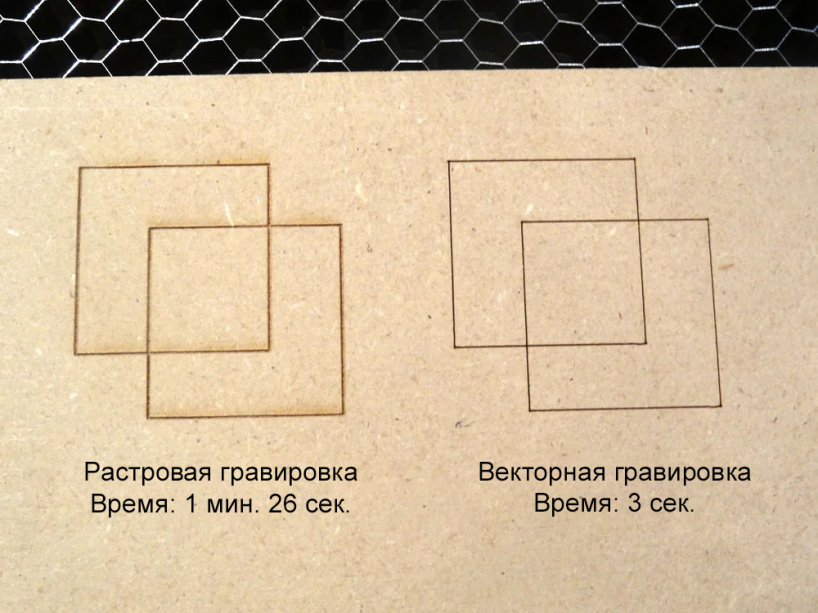
Главная разница между растровой гравировкой и векторной резкой заключается в том, что для гравировки лазерная головка перемещается слева направо по области печати, а затем перемещается вниз на шаг и повторяет это до тех пор, пока не выгравируете изображение. При векторном разрезе лазер просто прослеживает линии разреза. В результате растровая гравировка занимает гораздо больше времени, чем векторная.
Итак, если у вас есть рисунок, например кельтский узел, или дизайн напоминающей карту, в основном состоящий из линий. Вы можете запустить его как растровую гравировку. Преимущество этого метода будет заключаться в том, что вы сможете установить толщину линии такой, как захотите. Недостаток в том, что гравировка займет гораздо больше времени.
Если ваш дизайн или рисунок представляет собой векторный файл, есть быстрый способ создания линий без их разреза. Запустите файл в виде векторного разреза, но выключите питание и увеличьте скорость. Например, чтобы разрезать фанеру 3,2 мм, у меня была бы мощность лазера на 100% и скорость на 20%, но чтобы просто забить древесину, я бы установил мощность на 30% и скорость на 95%. Поэтому вместо того, чтобы разрезать материал, лазер просто прожигает в нем тонкую линию. Преимущество в том, что это будет намного быстрее, чем гравировка. Недостатком является то, что линия будет очень тонкой, и вы не можете изменить ее толщину.
Совет № 6: Для того чтобы векторные линии были толще расфокусируйте лазер

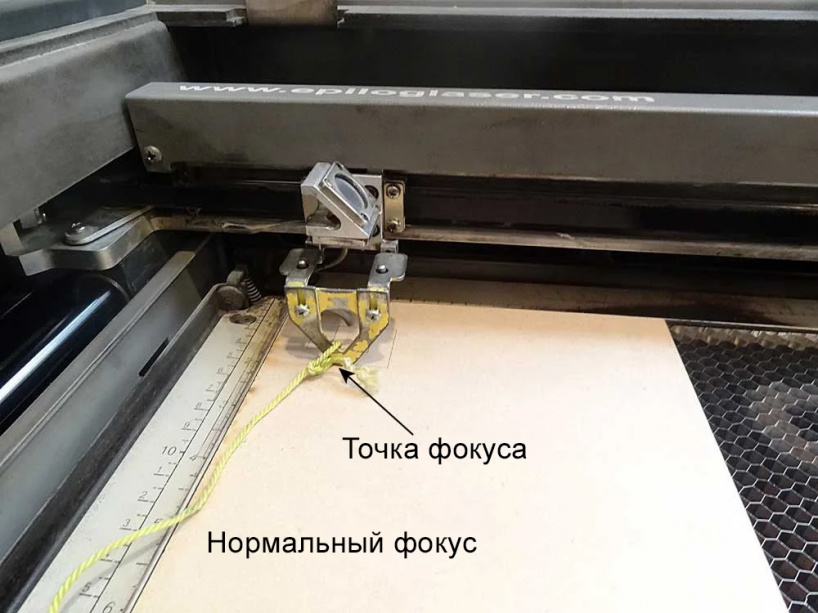
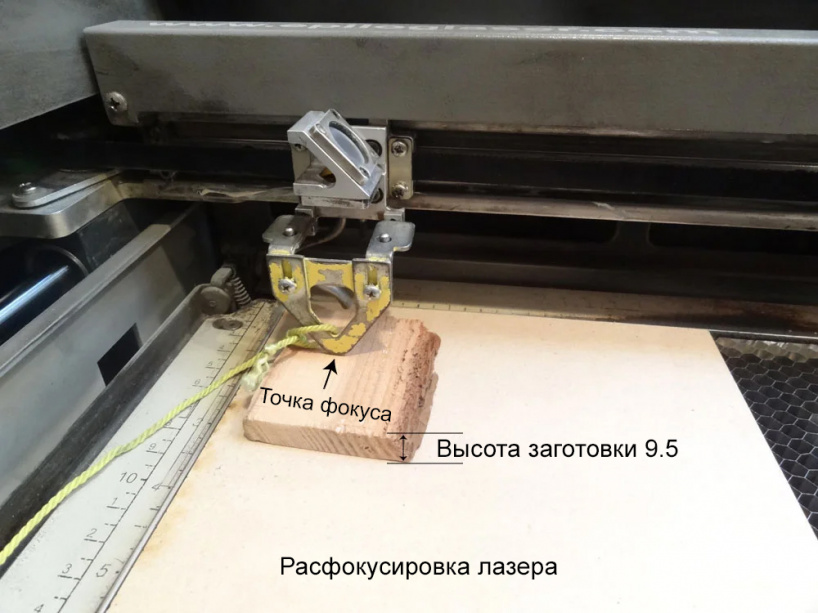
В своем последнем совете мы рассмотрели, как использовать векторные настройки, чтобы просто делать линии в материале для создания рисунков или дизайнов. Но недостатком этого трюка является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазер имеет очень точный фокус, поэтому, если немного опустить материал, лазер потеряет фокус и рассеивается. Способ, которым я это делаю, заключается в том, чтобы положить небольшой кусок дерева толщиной около 9,5 мм поверх материала, который я использую, и сфокусировать лазер на нем. Затем я запускаю лазер на векторной настройке (с более низкой мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Есть 2 недостатка, которые следует учитывать при использовании этой техники. Во-первых, линия немного мягкая и не такая четкая, как растровая гравюра. Во-вторых, в углах линий лазер делает небольшую паузу, когда он меняет направление, поэтому углы обжигаются немного глубже. Углы выглядят так, будто в них есть маленькие точки.
Совет № 7: Добавление векторного контура к краю шрифта или гравируемого изображения

Обычно вы должны получить хорошие края для любой гравировки, которую делает ваш лазер (если нет, проверьте свой объектив и фокус). Но если вы хотите придать краям вашей гравюры немного дополнительной резкости, вот хороший трюк. Добавьте легкую векторную обводку по краю изображения.
Еще раз вам нужно будет иметь свое изображение в виде векторного файла. Выберите свое изображение и добавьте тонкую обводку по краю. Когда вы настраиваете лазер, установите ход для векторного разреза, но уменьшите мощность и увеличьте скорость, чтобы он горел, но не прорезал край. После того, как лазер сделает гравировку, он вернется и сожжет тонкую линию вокруг самого края.
Это отличный эффект для текста.
Совет № 8: Настройка разрешения

Разрешение - это еще один фактор, который следует учитывать, когда вы сделать качественную гравировку. Четкое изображение важно в любой гравировальной работе, но чем выше DPI, тем дольше изделие будет гравироваться. DPI означает отношение точкек на дюйм, и чем выше DPI, тем ближе друг к другу будут выгравированны точки. Это приводит к высокодетализированному выгравированному изображению, но может занять больше времени, чем вам хотелось бы. Немного снизив разрешение гравировки, вы можете увеличить экономию времени до 33% и более. Чтобы компенсировать низкое разрешение, рассмотрите возможность использования различных схем сглаживания, найденных в драйвере печати Epilog. Сглаживание берет визуальные Точечные узоры, которые можно увидеть с более низким DPI, и рандомизирует их, что скрывает низкое разрешение. Найдя правильное сочетание разрешения и размытия рисунка, вы можете добиться результата, который будет выглядеть хорошо и гравировка которого займет меньше времени.
Совет № 9: Как гравировать несколько изделий за раз
Допустим, у вас есть несколько деревянных подставок, на которых вы хотите выгравировать свой логотип. Вы можете поместить их по одному в источнике лазера и гравировать их один за другим. Но не лучше ли было бы разложить сразу несколько и нанести на них лазерную гравировку?
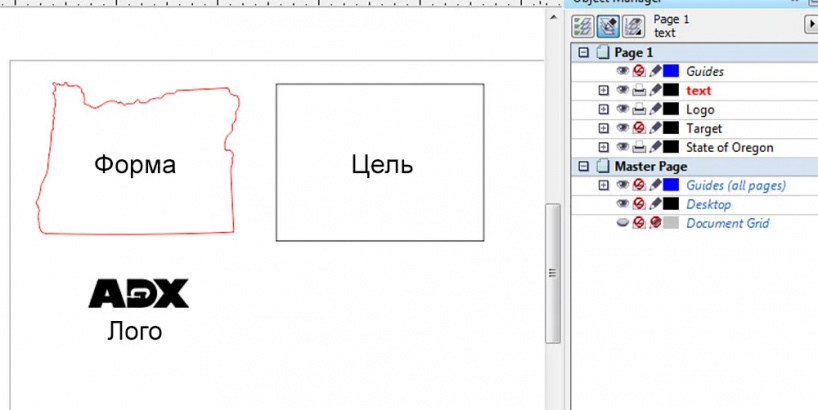
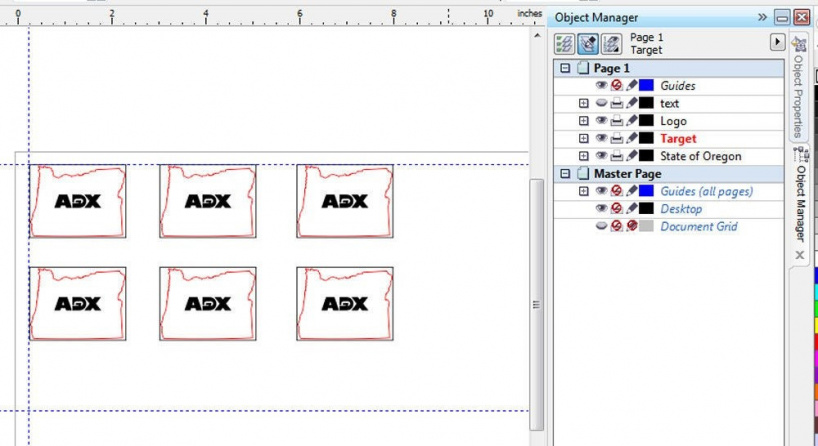
Хитрость заключается в том, чтобы создать сетку, по которой вы можете разложить детали и точно нанести на них лазерную гравировку. Создайте новый векторный файл размером с ваш лазерный стол. Затем измерьте одну из ваших фигур/предметов. Если вам удастся получить его точную форму, но если не просто придумать красивую геометрическую форму, например, круг или квадрат, она будет точно в нее вписываться. Это будет ваша целевая форма. Создайте мишень и разместите свой рисунок (гравировку или вырез) на мишени. Теперь скопируйте мишень, свой дизайн и вставьте столько копий, сколько сможете уместить в пространстве вашего лазерного стола.
Совет: оставьте небольшое пространство между мишенями, чтобы их можно было поставить, не задевая окружающие.
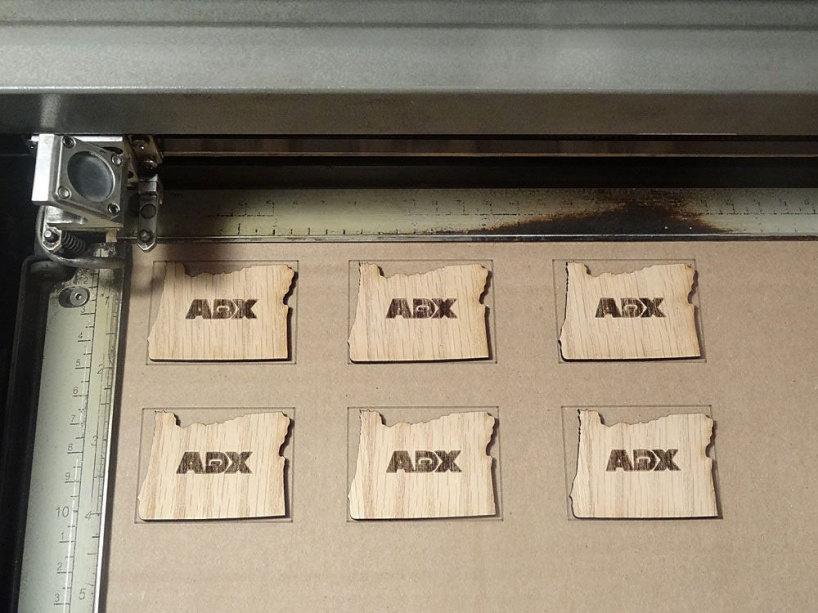
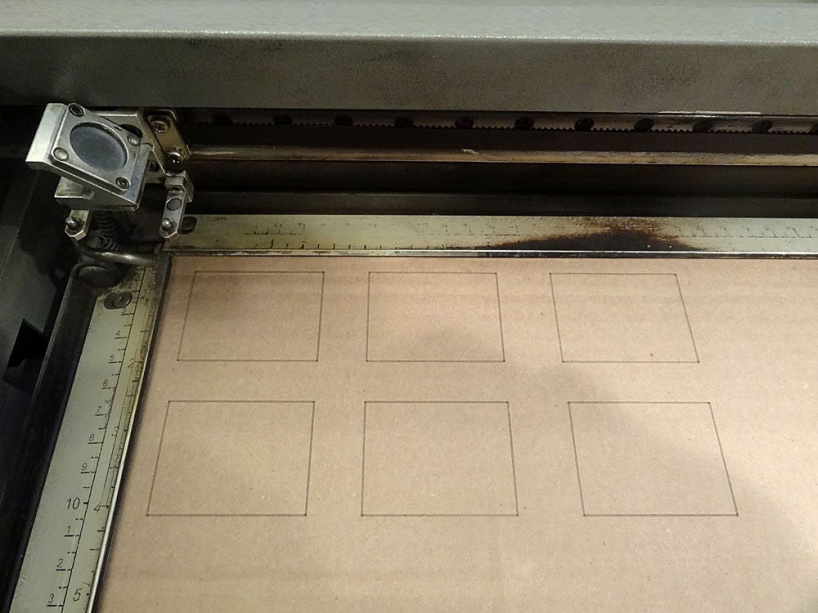
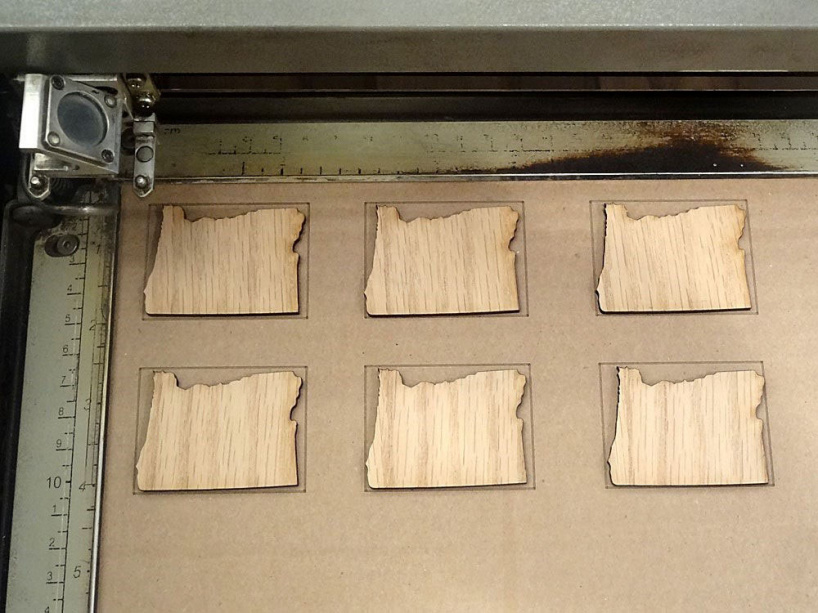
Вырежьте кусок картона по размеру вашего лазерного стола и вставьте его в лазер. Теперь убедитесь, что для печати выбран только слой с мишенями. Выгравируйте, отметьте или вырежьте нужные формы на картонной доске. Это создаст сетку на картоне, которая соответствует сетке в файле. Теперь поместите предметы, которые вы собираетесь выгравировать, на мишени, отмеченные на картоне. Не забудьте перефокусировать лазер на вершины того, что вы гравируете. Теперь вы можете отключить печать целевого слоя и включить печать слоя дизайна.
Пока вы не перемещаете картон, вы можете просто выкладывать новые детали, нажимать гравировку и повторять, пока все детали не будут готовы.
Совет №10: Используйте лазерный указатель, чтобы определить, зоны гравировки и реза
Следует помнить, что это хорошо работает с векторными линиями, где лазерная указатель следует по линияи, но не так хорошо с гравюрами, где лазер проходит обратно и по всей площади гравюры. Если нужно использовать лазерный указатель, чтобы понять, где закончится гравировка, то можно сделать так: нарисовать векторный квадрат или круг вокруг гравировки, а затем лазерный указатель просто трассирует квадрат. Или можно нарисовать горизонтальные и вертикальные центральные линии.
Читайте также: