Гнутые балки из металла
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Гибка двутавровой балки - легко и безупречно
Несмотря на то, что двутавр и швеллер относятся к сортовому прокату, и имеют общие черты, их обработка намного различается. В том числе и такая, на первый взгляд, несложная операция, как деформация. Если для швеллера с небольшим сечением может хватить усилия рук, гибку двутавровой балки рекомендуется проводить только на станочном оборудовании. Следовательно, выполнить эту операцию в домашних условиях, когда такого оборудования нет, не представляется возможным.
Гибка (вальцовка) двутавровых балок
Другая особенность этого изделия в том, что его можно гнуть исключительно по радиусу, то есть очень плавно. Деформированная балка намного облегчает монтаж, так как помогает избежать дополнительных соединений. Ведь любое скрепление двух деталей, будь то метизное соединение или сварочный шов, снижает надежность конструкции. При правильно проведенной обработке на гибочном оборудовании целостность металла сохраняется и он не теряет прочности.
Основные способы гибки балки
Гибку любых изделий можно подразделить на ручную или автоматическую. Хотя, повторимся, для гибки двутавра по радиусу этот способ исключен. Что касается способа гиба, здесь возможны два варианта: плашмя или на ребро, то есть в поперечном сечении. Следует отметить, что выбор способа зависит от назначения будущих изделий. Гибка плашмя используется для рельс, гибка на ребро востребована в строительной отрасли: при возведении несущих конструкций.
Цена гибки балок
- габарита проката,
- толщины его сечения,
- особенностей используемого оборудования,
- срочности проекта.
Гибка двутавра
Поскольку гибка двутавровой балки - достаточно сложный процесс, для его выполнения подходит только профилегибочное оборудование. Причем способ гибки “на ребро” считается более сложным: если не рассчитать усилие, боковые стороны профиля могут изогнуться, или, на языке профессионалов, “завалиться”. Избежать этого помогает вальцовочное оборудование особого типа.
Гибка швеллеров и двутавровых балок
Что касается ближайшего “родственника” двутавра - швеллера, - процесс его гибки намного проще, чем гибка двутавра по радиусу, и может проводиться даже вручную. Но эта операция под силу только опытному и физически подготовленному мастеру. Заготовка плотно фиксируется в тисках, нужный участок разогревается ацетиленовой горелкой, а затем выполняется собственно гиб.
Станочная деформация, гарантирующая серийность, производится на профилегибах. В этом случае нагрев профилю не требуется, а габаритность проката, доступного для обработки, может быть намного выше. Профилегибы - достаточно крупные станки, поэтому ими оснащают только производства, располагающие необходимыми для их установки площадями.
Особенности гибки двутавровой балки
От размеров двутавра и толщины его стенок зависят такие важнейшие показатели, как минимальный и максимальный радиус гиба. Даже работая на высококлассном оборудовании, специалист не должен пускать гибку двутавра “на самотек”. Процесс необходимо держать под контролем постоянно. При работе с особо сложными изделиями рекомендуется делить работу на несколько подходов.
Почему стоит заказать гибку двутавровых балок у нас?
Наш цех металлообработки - многопрофильное предприятие, способное решить любую задачу по гибке двутавровой балки. Неважно, прокладываете вы железнодорожные пути, строите инженерное сооружение или собираете легкую металлоконструкцию, - работа будет выполнена безукоризненно. Современное оборудование позволяет нам проводить вальцовку балок длиной до 200 мм по самым “экстремальным” радиусам. Если вы поручаете нам большой проект, цена за единицу изделия для вас будет ниже указанной в прайсе.
Основные способы гибки балки и швеллера
Чтобы согнуть двутавровую балку, понадобится особое оборудование. Швеллер же можно согнуть и вручную. Мы расскажем о всех способах гибки проката далее..

Швеллер и двутавр относятся к стандартным профилям и используются в ряде сфер, где к жесткости конструкций из них предъявляются повышенные требования. Прочным заготовкам с П- или Н-образным сечением сложнее придать криволинейность. Чтобы согнуть швеллер или двутавровую балку, понадобится особое оборудование. Далее — о конкретных способах придания профилям нестандартной формы.
Особенности изгиба швеллера

Швеллер симметричен лишь по условной горизонтали. Этим осложняется его изгиб, выполняемый в трех направлениях:
- по полкам;
- по стенке (полками наружу или внутрь).
Если гнуть металлический швеллер по полкам при помощи специального оборудования, риск деформации последних исключается. Во втором случае возможен их перекос из-за повышенного давления рабочего элемента оборудования.
Различают три типа изгиба П-образного швеллера:
- плавный (заготовка превращается в криволинейное изделие с одним или несколькими радиусами);
- местный (на выходе получается деталь с парой прямых концов, соединенных под одним заданным углом).
В домашних условиях согнуть плавно швеллер практически невозможно — для этого требуются профилегибочные станки, весьма громоздкие и дорогие. Местным способом гибки пользуются многие любители, которым для определенных целей понадобился гнутый профиль. Тем более, для этого достаточно пары инструментов, которые у настоящего умельца всегда под рукой.
Способы гибки швеллера
Достоинство плавного метода — сохранения целостности заготовки. На швеллере не будет сварочных швов, что сохранит его прочностные характеристики и коррозионную стойкость. Гибка швеллера осуществляется медленно, постепенно, пока изделие не обретет требуемую форму.
Есть следующие способы плавного сгибания профиля:
- Ручной. Понадобится бензорез или ацетиленовая горелка и шаблон из листа металла, на котором рисуют радиус предполагаемого изгиба. К листу привариваются ограничители. Один конец фиксируется тисками. Участок профиля нагревают и загибают вплотную к ограничителям. Последние также допускается приварить с выпуклой стороны, чтобы деформируемая заготовка лучше держала форму.
- Станочный. Агрегаты, задача которых — гнуть габаритный швеллер, называются профилегибами. Они подходят и для других видов профилей. Операция по приданию заготовке выпуклости/вогнутости именуется вальцеванием. Металл проходит через большие ролики, закрепленные на определенном расстоянии, и деформируется. Достоинства метода — возможность обойтись без нагрева заготовки, быстрота работы, универсальность (существуют станки для самых крупных швеллеров), точность загиба. Недостатки — внушительные размеры оборудования и высокая стоимость. Профилегибы используют лишь на предприятиях, выпускающих металлопрокат или подобную продукцию.
Гибка швеллера в домашних условиях

Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.
Последовательность работы такова:
- на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
- с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
- профиль загибается под выбранным углом в месте выреза;
- для возвращения прочности стык заваривается;
- сварной шов обрабатывается шлифовальным диском.
Этот метод — единственно верный, который позволит гнуть металлический швеллер без использования дорогого оборудования.

Двутавр — стандартный профиль, который сгибается только по радиусу (плавно). В зависимости от назначения деформированного изделия различают два вида работы:
- изгиб плашмя (например, для рельсов);
- изгиб на ребро (для несущих конструкций).
Выполняется гибка двутавровой балки только на профилегибочных станках. Для способа «на ребро» требуются особые машины, предотвращающие завал боковых сторон и сохраняющие сечение профиля.
Наименьший радиус изгиба зависит от размеров профиля и устанавливается заводом-изготовителем станков. Процесс выполняется по аналогии со швеллером с любыми видами балок (колонными либо широкополочными).
Чтобы заготовка не получилась кривой, необходим тщательный контроль за каждым этапом работы со стороны оператора агрегата. Хоть современные машины не требуют участия человека в операциях, они не смогут повлиять на жесткость конструкции, если исходные параметры будут выставлены неверно. Поэтому работа на станке выполняется плавно, желательно, неторопливыми подходами. Если требуется получить минимальный радиус для конкретного двутавра, лучше разбить процесс гибки на несколько стадий.
В домашних условиях гибка двутавра вряд ли возможна. Это габаритный и прочный профиль, который не возьмут устройства для изгиба того же алюминиевого профиля. Способ, описанный в разделе «Гибка швеллера в домашних условиях», также не подойдет, ведь полки выходят в обе стороны от поперечного сегмента. Если сделать разрез двух параллельных полок, при сгибе произойдет разрыв двух других. Если же последние предварительно разрезать, нарушится структура материала, и двутавровая балка перестанет выполнять несущую функцию.
Приведенные выше советы помогут начинающим специалистам гнуть металлический швеллер или двутавр. Во многих городах страны есть предприятия, готовые выполнить описанные работы на профилегибочных станках. Обратиться к ним намного выгоднее, чем покупать оборудование на свои деньги. Согнуть швеллер же в домашних условиях не составит труда, если под рукой имеется нужный инструмент. Если вам известны иные способы плавного или местного изгиба профилей, поделитесь своими навыками в комментариях к статье.
Гибка металла в Москве: низкие цены и гарантия качества

Гибка металла: способы, инструмент для гибки металла
Помните, как герой гайдаевской комедии, демонстрируя Шурику свою силу, сжимал-разжимал чугунную батарею? По сути, он выполнял такую операцию, как гибка металла сложных форм. Только вручную и с непонятной целью. Сегодня услугу уникальной гибки металла предлагают специальные станки и делают эту работу безукоризненно. С их помощью гнуть металл на заказ можно и единичными заготовками, и большими партиями.

Под гибкой металлопроката понимается вид обработки, при которой форма заготовки меняется в результате деформации, без применения таких операций, как разрезание или сварка.
Оборудование для гибки металлического профиля можно условно разделить на ручное и автоматическое. Ручной гибке металла в основном подвергается листовой прокат. Если требуется гибка толстого металла, используются станки на гидравлической и электромеханической основе, а также гибка металла на чпу - станках последнего поколения, оснащенных числовым программным управлением.
Гибка листового металла
Услуги по гибке металлических изделий чаще всего заказывают для листового проката. Самый популярный вид работ - так называемая радиусная гибка листового металла на заказ в Москве, когда из листа необходимо получить заготовку для будущей трубы.
Услуги по гибке металла
Какие же гнутые детали из металла могут сойти с перечисленных выше станков? Высокоточная гибка металла подходит практически для всех сортовых изделий:
- арматура,
- трубы с круглым и профильным сечением,
- уголки,
- балки - тавровые и двутавровые,
- швеллеры и многие другие изделия.
Использование качественной техники и строгое соблюдение технологий превращает холодную гибку металла в простой и малозатратный процесс. Вероятность образования дефектов - к примеру, эффекта гофры - практически равна нулю.
Гибка металла любой сложности
Оборудование нашего цеха позволяет произвести гибку деталей любой допустимой для этой операции толщины. Как отдельные виды услуг мы предлагаем:
- гибку стальных профилей, в том числе оцинкованных и сделанных из нержавейки;
- гибку жести на заказ;
- гибку заготовок из алюминия и сплавов на его основе;
- работу с медью, латунью и другими материалами премиум-сегмента.
Гибка металла на специализированном производстве
Конечно, выполнить такой широкий спектр гибочных работ по металлу можно только на хорошо оснащенном производстве, ведь сегодня ручная гибка листового металла встречается уже крайне редко. В нашем арсенале - станки всех типов, приспособленные для выполнения как простых, так и сложнейших операций. Предлагая вам бюджетную цену на гибку металла, мы гарантируем выполнение заказа в срок и полное отсутствие брака.
Виды гибки листового металла
Листовой металл, гибка и резка которого не представляют больших сложностей, может обрабатываться на листогибном станке несколькими способами. Выделяют такие виды операций над ним, как воздушная гибка, гибка по матрице, гибка при помощи поворотной балки, чеканка (штамповка) и гибка скольжением. Какие именно услуги по гибке металла в Москве подойдут вашим заготовкам, мы определим при обсуждении заказа.
Оборудование для работы при гибках листовых металлов
Услуги гибки металла в Москве, а конкретно, листового проката, могут предлагаться на станках разных типов:
- ручных,
- гидравлических,
- механических и электромеханических,
- пневматических,
- электромагнитных.
Цены на гибку
Пропорционально классу оборудования может увеличиваться и стоимость гибки металла. Применительно к листовому прокату большинство исполнителей предлагают гибку металла, цена которой определяется толщиной листа и длиной гиба. Если заказ объемный, многие предлагают скидку в зависимости от количества гибов. При гибке металла в Москве розницу, напротив, возможна наценка.
Где заказать услугу гибки металла?

Гибкой металла в Москве (ПЗО) занимаются предприятия разного уровня. Ту же гибку профилей на заказ для вас может провести мастер-золотые руки у себя в гараже или большой цех, оснащенный современным оборудованием. Основные преимущества компаний, предлагающих гибку металла, - прайс-лист с фиксированными ценами и гарантия на работу. В случае с частником, предлагающим гибку металла дешево, заказчику приходится полагаться на его честность и на удачу.
Гибка металла на чпу
Далеко не каждый частник сможет предложить и гибку металла на станках с чпу, так как это очень дорогостоящее оборудование. Но именно оно гарантирует практически полную автоматизацию, качество и безаварийность процесса даже при такой несложной операции, как точная гибка листового металла. Станок, оснащенный числовым программным управлением, позволяет производствам осуществлять сложную, почти художественную гибку металла на заказ в Москве.
Гибка металла в Москве
Гибка металла под заказ в столице - услуга, востребованная прежде всего строительной отраслью. Благодаря ей получаются гнутые профили для возведения производственных построек, ангаров, складов, навесов, объектов торговли. Но холодная гибка металла может применяться и в художественных целях - для создания элементов ландшафтного дизайна. Такая работа проводится строго по индивидуальным проектам, а заказчик в этом случае поручает исполнителю гибку металла по чертежам.
Виды воздействий на металл
Гибка металлопроката может осуществляться разными способами. Если брать в расчет лист, на него может оказываться прессовое, поворотное и ротационное воздействие. Гибка деталей для будущих труб может производиться холодным или горячим способом, в основе деформации этих изделий лежит метод изгиба. Гибка стальных профилей (уголков и пр.) осуществляется методом прокатки. Таким образом, способ гибки металла под заказ определяется типом изделия.
Способ деформации металла
При гибочных работах по металлу с заготовкой происходят одни и те же процессы: с наружной стороны изгиба - ее растяжение, с внутренней - сжатие. Чем меньше радиус гибки, тем большей будет деформация. Для профессионала, предлагающего гибку металла на заказ в Москве, важно не допустить появления трещин в наружных слоях и избежать эффекта “гофры” на внутренней стороне изгиба. Наши мастера успешно решают эти задачи.
Листогибочные работы по металлу
Гибка листового металла на заказ - одна из первых услуг, которые наш цех предложили нашим заказчикам. И сегодня, спустя много лет, она так же востребована нашими потребителями и партнерами, как сложнейшие операции резки, штамповки и другие виды обработки заготовок.
Мы не только гнем металл под заказ, но и выполняем сопутствующие операции: например, рубку и гибку листового металла или гибку и покраску листового металла. Наша листовая гибка - это неизменно высокое качество работы и очень выгодные для любого заказчика цены. Обращайтесь!
Гибка
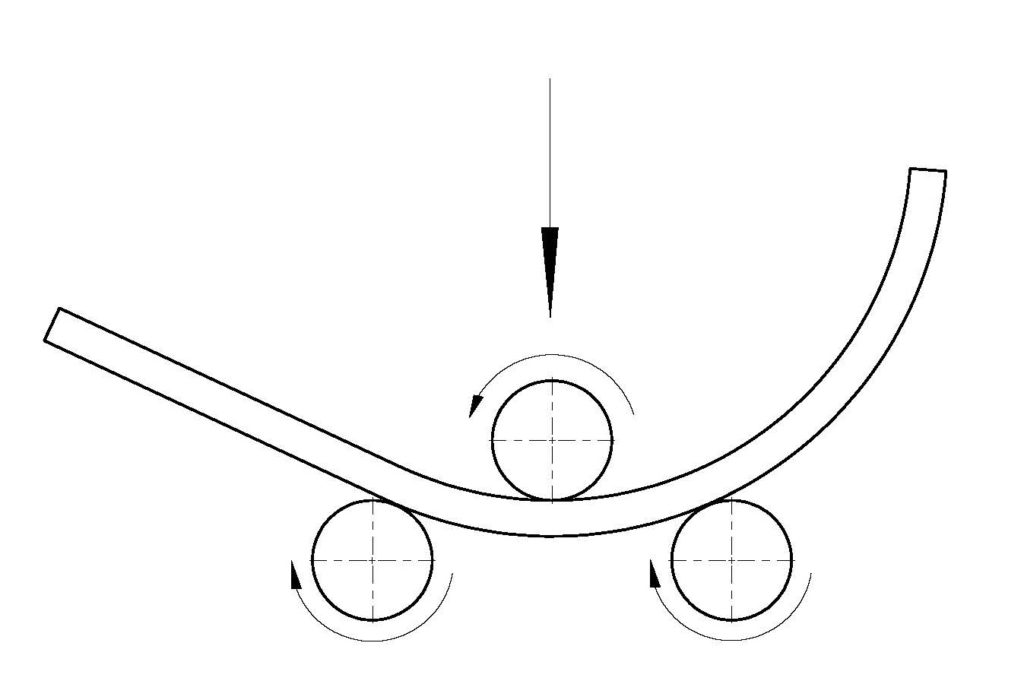
Вальцовка труб – метод гибки труб, который нашел наибольшее распространение в строительной сфере. Вальцованные трубы обеспечивают большую жесткость конструкции за счет радиуса, таким образом строители облегчают металлоконструкцию, оставляя заложенную жесткость и прочность.
Технологически вальцовка труб реализуется путем прокатки заготовки через систему из 3 роликов в холодном состоянии, каждый из роликов является подающим/проталкивающим, средний в то же время является и прижимным. Именно благодаря вертикальной подачи среднего ролика формируется необходимый радиус.
Методом вальцовки можно гнуть профильные и круглые трубы, двутавровые балки и швеллера, а также любой другой металлопрокат при наличии соответствующей оснастки. Все упирается лишь в усилие и калибрующий механизм, который в свою очередь необходим для исключения паразитных деформаций (замятий, сплющиваний, изломов и тд…)
Фабрика гнутых деталей реализовывает гибку труб, двутавров и швеллеров методом вальцовки в Санкт-Петербурге практически без ограничения по сечению детали. Фото с выполненными работами Вы можете посмотреть в разделе «РАБОТЫ«. Мы придерживаемся политики фиксированных цен на гибку труб. Разместив заказ Вы убедитесь в этом сами.
Методом вальцевания ФГД осуществляет гибку сортового металлопроката:
- Гибку круглых труб от Ф20 до 108мм на радиус от 10 диаметров трубы.
- Гибку профильных труб от 20х20 до 250х250мм на радиус от 10 высот профиля в сечении изгиба.
- Гибку двутавровых балок до №45 на ребро и под монорельс на любой радиус.
- Гибку швеллера до №45 на ребро и плашмя на любой радиус.
- Гибку уголка до 200х200
Так же возможно гнутье сварных балок и других непрокатных заготовок.
Гибка труб с индукционным нагревом
Гибка труб с нагревом ТВЧ – метод гибки труб, который нашел наибольшее применение в нефте/газо/хим промышленностях. Самая часто встречающаяся деталь, полученная путем гибки труб с индукционным нагревом – гнутый отвод.
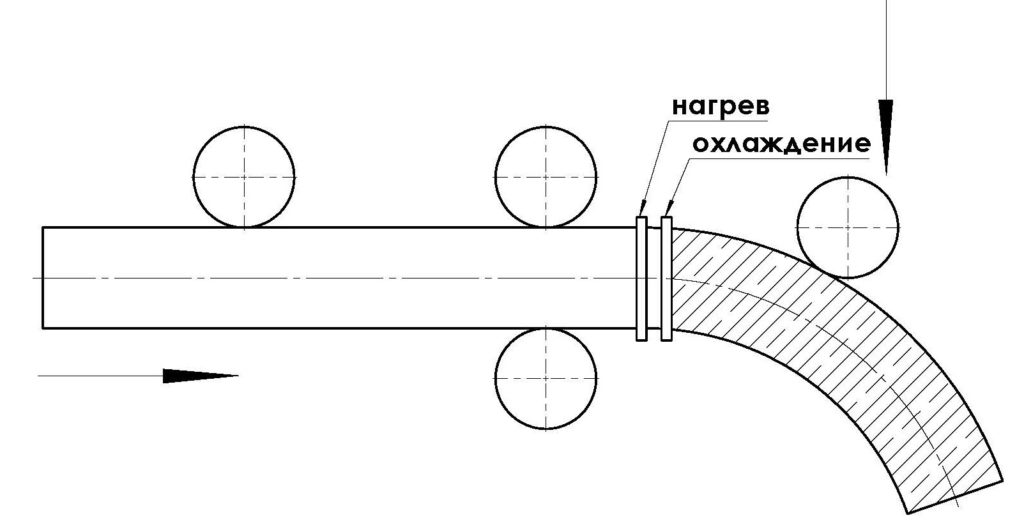
Технологически гибка труб с нагревом ТВЧ реализуется 2-мя типовыми схемами (см. ниже). При гибке труб с индукционным нагревом заготовка нагревается до температуры пластической деформации (в зависимости от материала заготовки температура колеблется от 600 до 1100 градусов Цельсия), а затем остужается. Гиб происходит в узкой зоне нагрева, таким образом появляется возможность выгибать детали на небольшой (резкий) радиус без деформаций сечения.
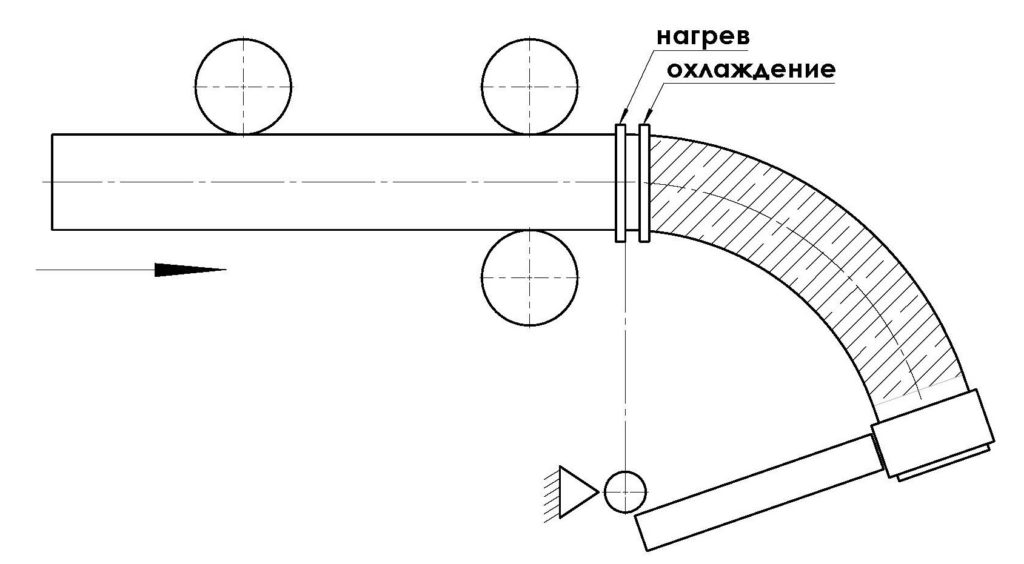
С применением индукционного нагрева можно гнуть трубы большого сечения, а также трубы с толстой стенкой. В некоторых случаях возможна гибка и другого металлопроката при наличии специальной оснастки и дополнительного оборудования.
Фабрика гнутых деталей выполняет гибку труб, а также другого металлопроката с применением индукционного нагрева в СПБ по оптимальной стоимости и срокам.
С применением индукционного нагрева ФГД осуществляет гибку сортового металлопроката:
- Гибку стальных и нержавеющих круглых труб до Ф426мм на радиус от 2 диаметров изгибаемой трубы.
- Гибку профильных труб до 250х250мм на радиус от 5 высот профиля в сечении изгиба.
- Гибку двутавровой балки до №45 на радиус от 3-х высот балки в сечении изгиба.
- Гибку швеллера до №45 на ребро и плашмя.
Так же возможна гибка металлопроката (двутавровых балок, профильных труб) с переменным радиусом.
Гибка труб намоткой
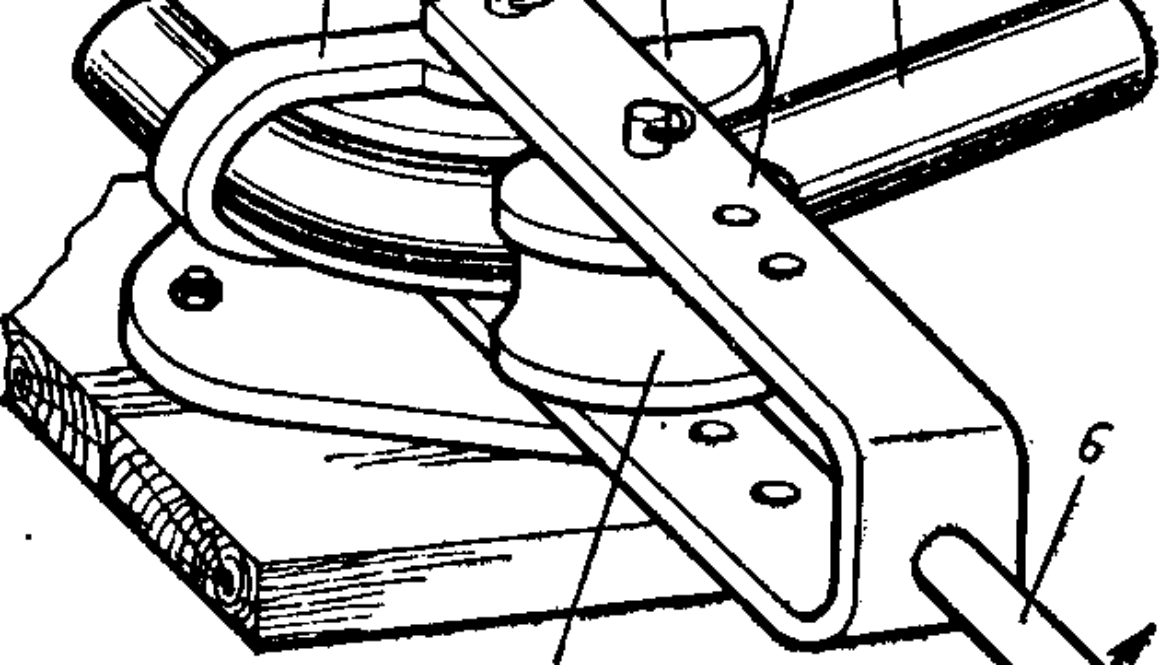
Гибка труб намоткой на гибочный диск – без преувеличения очень распространенный метод гнутья. Оборудование может быть как ручным (любительским), так и высокоточным профессиональным с программным управлением.
Преимуществом гибки труб метод намотки является высокая производительность, повторяемость и низкая вероятность брака. Недостатком гибки труб таким методом выступает невозможность отклоняться от уже имеющейся оснастки, то есть если гибочный диск для гибки круглой трубы Ф32мм предназначен для гибки на радиус 100мм, то на нем невозможно согнуть трубу на меньший или больший радиус, а высокая стоимость изготовления специальной оснастки зачастую не окупается ввиду невысокой стоимости такого рода работ.
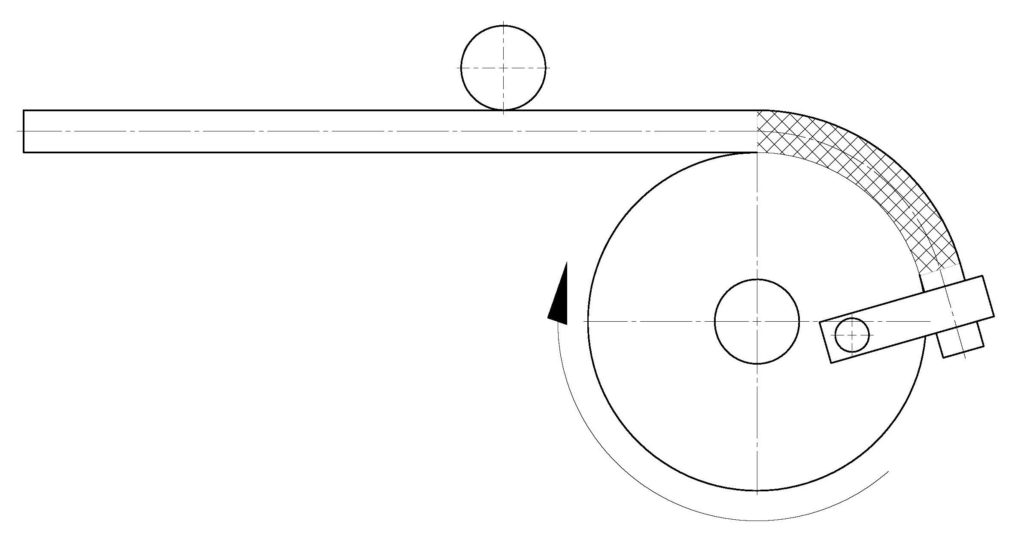
Данным методом гнут круглые и профильные трубы на радиус, как правило, 3 DN или более изгибаемой трубы. Гибка толстостенных труб возможна на меньший радиус. Для гибки тонкостенных труб на малый радиус используют дорны различной конфигурации.
Фабрика гнутых деталей выполняет работы по гибке труб в Санкт-Петербурге.

Гибка труб малого диаметра
Фабрика гнутых деталей выполняет гибку труб в Санкт-Петербурге малого диаметра методом намотки на гибочный диск. Таблица с расчетной стоимостью 1 гиба приведена ниже.
| Наружный диаметр D, мм | Толщина стенки t, мм | Радиус гиба R, мм | Стоимость гиба, руб |
|---|---|---|---|
| 20 | от 1,5 | R88 | 120 |
| 25 | от 1,5 | R88 | 120 |
| 32 | от 2 | R114 | 150 |
| 38 | от 2 | R114 | 150 |
| 42 | 2 - 4 | R139 | 200 |
| 45 | 2,5-4 | R139 | 200 |
| 51 | 2,5-3 | R165 | 250 |
Стоимость гибки труб может отклоняться от указанной в таблице как в меньшую, так и в большую сторону, в зависимости от конфигурации детали и количества деталей в партии.
Метод намотки на диск может применяться для:
Гибка круглых труб
Гибка профильных труб
Гибка круга (прутка)
Методом гибки труб получают такие детали как:
Закладные отводы для прокладки кабеля
Кабель-каналы из гладких металлических труб используют для избегания повреждений проводки путем механического воздействия. В качестве жестких кабель-каналов чаще используют трубы диаметрами: Ф57, Ф60, Ф76, Ф89, Ф108мм. В фабрике гнутые деталей Вы можете заказать гибку труб под закладку кабеля или же изделие «Закладной отвод для проводки кабеля» под ключ. Для уточнения деталей обращайтесь по эл.почте или телефону из раздела «КОНТАКТЫ». Лучшие условия в кротчайшие сроки. На объемные заказы отдельные скидки и договорные условия!

Отвод из 89 трубы для прокладки кабеля
Г-образные кронштейны для дорожного строительства
Такие информационные элементы в дорожном строительстве как: дорожные знаки, светофоры и приборы освещения нередко размещают на колоннах с выведенными к центру автодорог Г-образными гнутыми кронштейнами. Это позволяет расположить информационные маркеры для водителей на уровне их внимания, что в следствие снижает аварийность. В качестве материала Г-образного гнутого кронштейна наиболее часто применяют круглые трубы диаметром: Ф57, Ф76, Ф89, Ф108мм. У нас Вы можете заказать гибку труб для гнутых Г-образных кронштейнов в соответствии с техническим заданием.

Вальцовка труб
Вальцовка круглой трубы (радиусная гибка круглой трубы)
Вальцовка — это метод гибки труб по радиусу, при котором труба зажата в системе их 3-х роликов, которые в свою очередь, вращаясь, проталкивают заготовку. Вальцовка труб отличается относительной простотой, поэтому она получила широкое распространение во многих областях промышленности и строительства. Например, вальцованные круглые трубы используют в качестве кабель-каналов для связок электросетей ответственных объектов, для кольцевого охлаждения и пожаротушения нефтяных резервуаров, а также в декоративных целях.
Вы можете заказать у нас вальцовку труб диаметром: 20, 25, 32, 38, 42, 48, 57, 76, 89, 102 и 108мм, а так же других диаметров. Мы сами изготавливаем гибочную оснастку, а это значит, что мы подстроимся под любого клиента с любой заявкой.
Фабрика гнутых деталей оказывает услуги по вальцовке круглых труб в Санкт-Петербурге малого и большого диаметров, выверенные режимы не допускают брак, а собственные гибочные линии позволяют выполнять гибку труб в короткие сроки и по низкой стоимости.
Гибка круглых труб Ф108 Вальцовка круглых труб
Гибка круглой трубы? — значит ФГД!
Вальцовка профильной трубы (радиусная гибка профильной трубы)
Вальцовка профильных труб — это один из самых распространенных способов гибки труб по радиусу, его используют повсюду: на стройке для несущих элементов конструкции, для изготовления пешеходн ых тоннелей и переходов, изготовление навесов остановок, козырьков у парадных, а также теплиц! Профильная труба в системе из 3-х роликов ведет себя крайне послушно, прижимаясь плоскими гранями к валкам, это и объясняет широкое распространение гнутых деталей из профильной трубы повсюду.
Гибка профильной трубы или гибка профиля — мы сделаем это для Вас так, что Вы останетесь довольны! Вы можете ознакомиться с примерами выполненных нами работ в разделе сайта «РАБОТЫ«.

Гибка профильных труб 100х100
Фабрика гнутых деталей выполняет услуги по вальцовке профильных труб в СПб практически без ограничения по размеру сечения и сложности гиба. Мы реагируем на срочные заявки так же оперативно, как ожидает этого заказчик. Отправьте нам заявку и убедитесь сами.
Гибка профильной трубы? — значит ФГД!
Немного о вальцовке труб
Несмотря на широкое распространение такого метода гнутья труб, как вальцовка, как и у любого технологического процесса вальцовка труб имеет свои особенности.
Например, при вальцовке круглой трубы специалисты зачастую сталкиваются с проблемой прокручивания трубы в системе из трех роликов вокруг своей же оси в момент прокатки. То есть на выходе деталь теряет плоскость, что крайне нежелательно, а зачастую и вовсе недопустимо. Существует несколько простых решений этой проблемы от ручных, до конструктивно-автоматизированных. Фабрика гнутых деталей очень внимательно относится к таким аспектам производственной деятельности. Вы можете быть спокойны, размещая заказ на вальцовку труб у нас, что детали будут высокого качества.
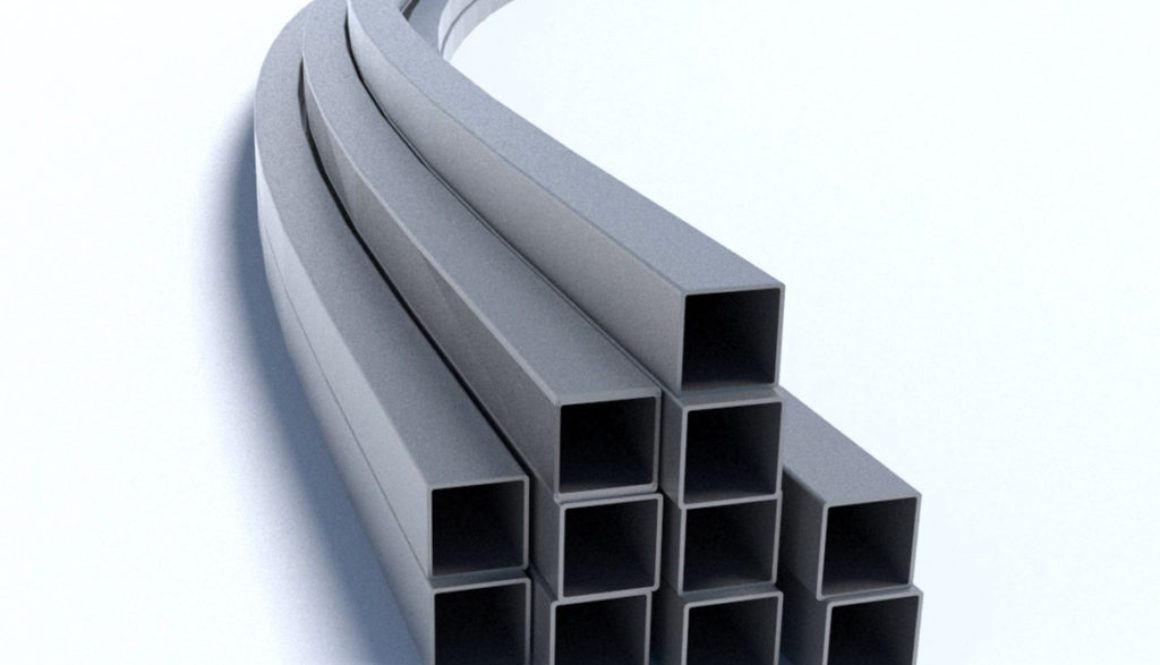
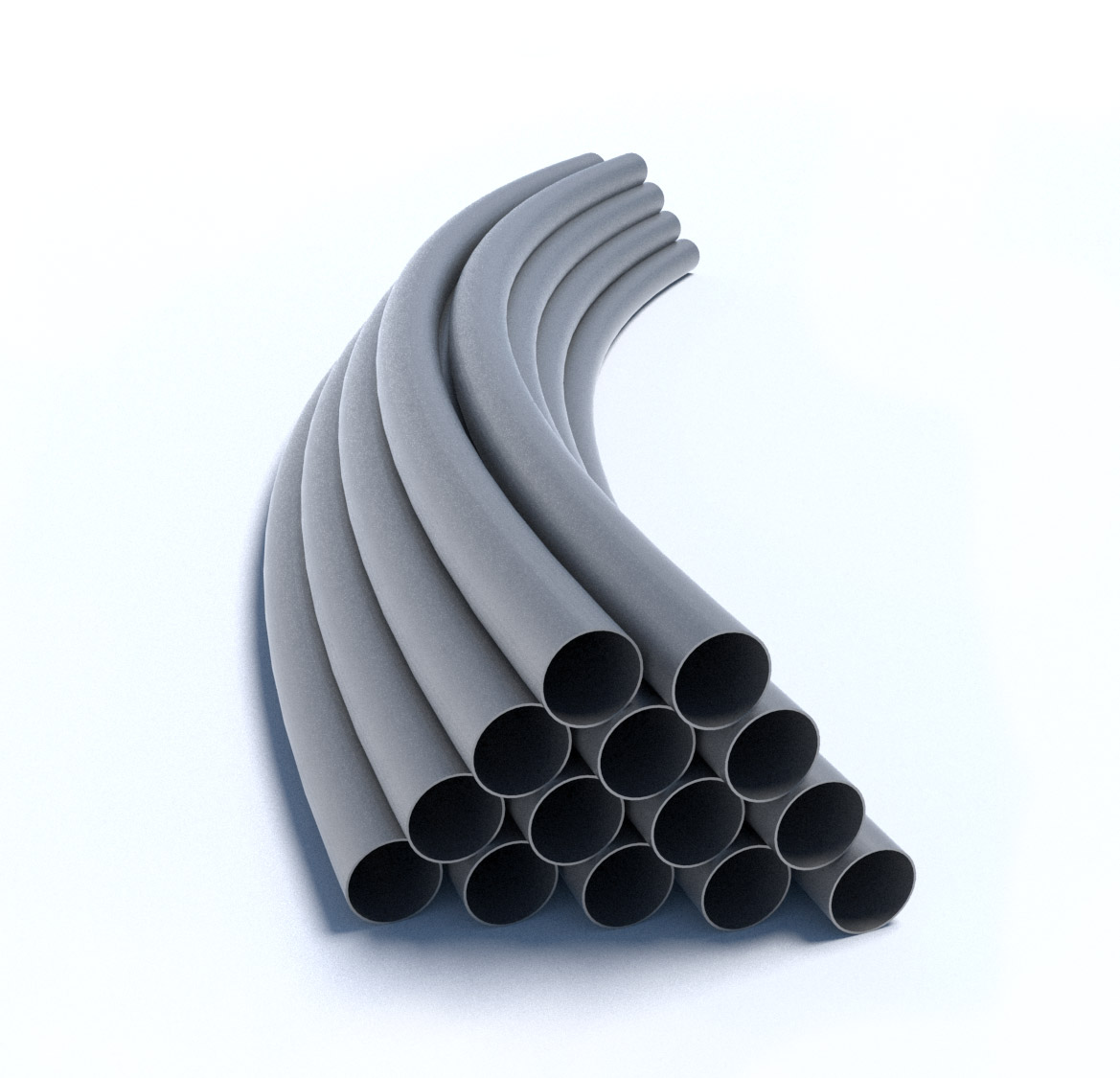
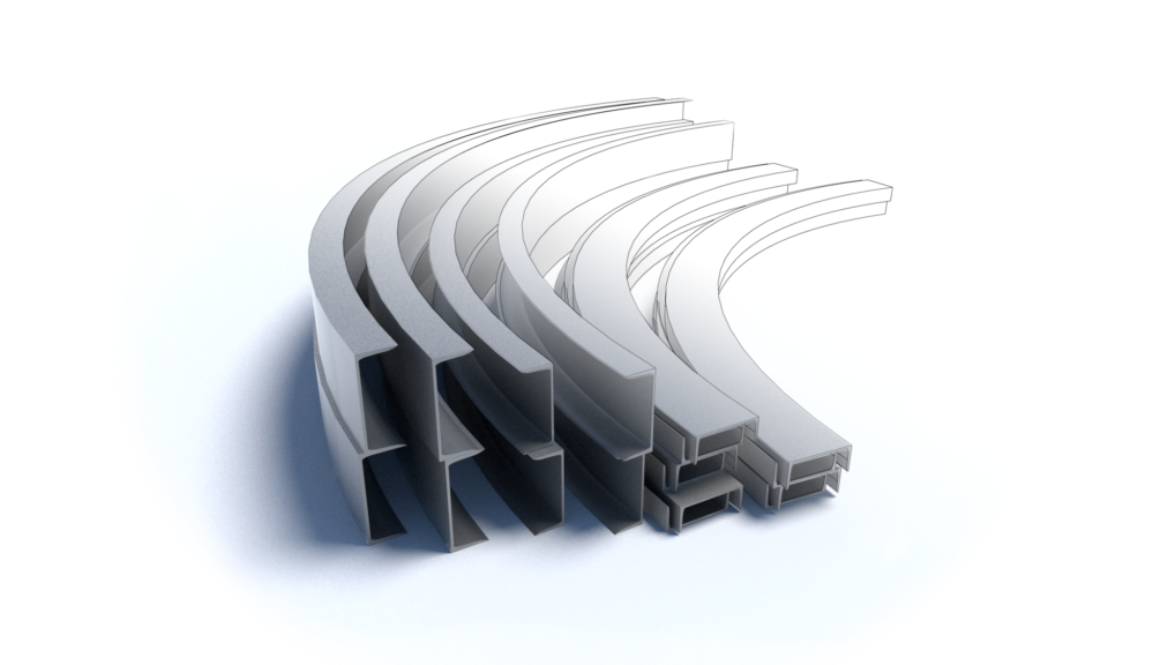
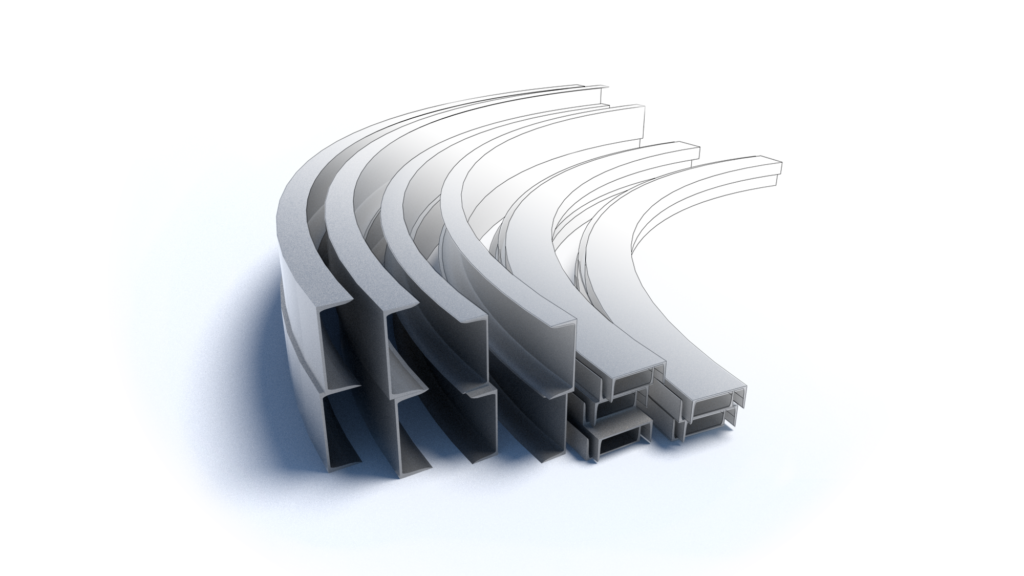
Вальцовка профильных труб тоже не лишена подводных камней. Одним из самых распространенных — это попытка прокатывать несколько деталей в одном «пучке». В результате, распуская «пучок», вальцованные трубы раскрываются веером. Это происходит из-за образовавшихся внутренних напряжений в металле после ее деформации. А также этот эффект усиливается, если оборудование недостаточно жесткое или собрано с перекосами. ФГД вальцует трубы в индивидуальном порядке — каждую трубу отдельно, для достижения более высокой точности размеров.
Гибка квадратной трубы по радиусу (до 250х250мм)
— гибка труб, у которых в сечении гнутой части высота равна ширине.

Гибка профильных труб большого сечения
Гибка профильной трубы на ребро (до 200х300мм)
— гибка труб, у которых в сечении гиба высота профиля превышает ширину.

Гибка профильной трубы 150х100
Гибка профильной трубы плашмя (до 300х200мм)
— гибка труб, у которых в сечении гиба ширина профиля превышает высоту.

Гибка нержавеющей профильной трубы 200х100х4
Гибка швеллера по радиусу
Радиусная гибка швеллера бывает 3-х видов: на ребро, плашмя полками наружу и плашмя полками внутрь. Самым сложным из перечисленных видов является гибка швеллера на ребро, поскольку если поставить его узкой полкой на поверхность пола, мы увидим, что в вертикальной плоскости швеллер не симметричный и при воздействии нагрузки на узкую полку очень легко потерять правильность сечения на длине гиба, то есть деталь может повести. Для предотвращения этой ситуации необходимо выстраивать систему калибрующих роликов или если нужно согнуть несколько деталей — сваривать швеллера «коробкой» и тогда шанс сохранить сечение при вальцовке швеллера будет значительно выше.
Фабрика гнутых деталей выполняет услуги по гибке швеллера в любой плоскости: гибка швеллера на ребро и плашмя полками наружу и внутрь практически без ограничений по сложности с гарантией качественного гиба. Собственные производственные линии позволяют выполнять гибку швеллера в сжатые сроки и по минимальной рыночной стоимости.
Немного о радиусной гибке швеллера (вальцовка швеллера)…
Кольца из швеллера (полки наружу или внутрь)
Гибку швеллера в кольцо полками наружу обычно применяют в качестве ребер жесткости для цилиндрических емкостей или труб большого диаметра. Кольцо из швеллера устанавливается по наружной стенке через определенный шаг, который будет удовлетворять требования жесткости конструкции. У нас Вы можете заказать вальцовку швеллера в соответствии с Вашим техническим заданием (как полками наружу, так и внутрь), а так же Вы можете заказать изготовление колец или иных гнутых деталей под ключ, не обременяя себя закупкой металла и логистическими операциями. Высокая точность радиуса облегчит монтаж, а невысокая стоимость станет очередным подтверждением правильного выбора нас в качестве исполнителей.
Радиусная гибка швеллера на ребро для формирования арки
Вальцовка швеллера на ребро — процесс технологически непростой в связи с тем, что в вертикальной плоскости швеллер несимметричен относительно нейтральной линии.
Фабрика гнутых деталей выполняет работы про вальцовке швеллера на ребро для арочных элементов конструкции в Санкт-Петербурге. Сечение не деформируется, точность радиуса на высоком уровне. Заказывайте гибку швеллера а так же другого металлопроката у нас!

Гибка уголка по радиусу полками наружу и внутрь
Гибка уголка, как и гибка швеллера наиболее часто производится для строительной отрасли. Это могут быть усиливающие ребра резервуаров и емкостей, усиление проемов или же вовсе образующие геометрию изделия каркасные элементы. Гибка уголка может производиться полками наружу или внутрь, в зависимости от специфики применения. Фабрика гнутых деталей имеет производственные возможности для гнутья уголка полками наружу и внутрь, равнополочного и неравнополочного до размера 200х200. Радиус изгиба прокатного уголка может быть от 5 высот вертикальной полки в сечении. В зоне гиба не будет деформаций и изломов, перпендикулярность полок остается исходной.

Гибка двутавра под монорельс
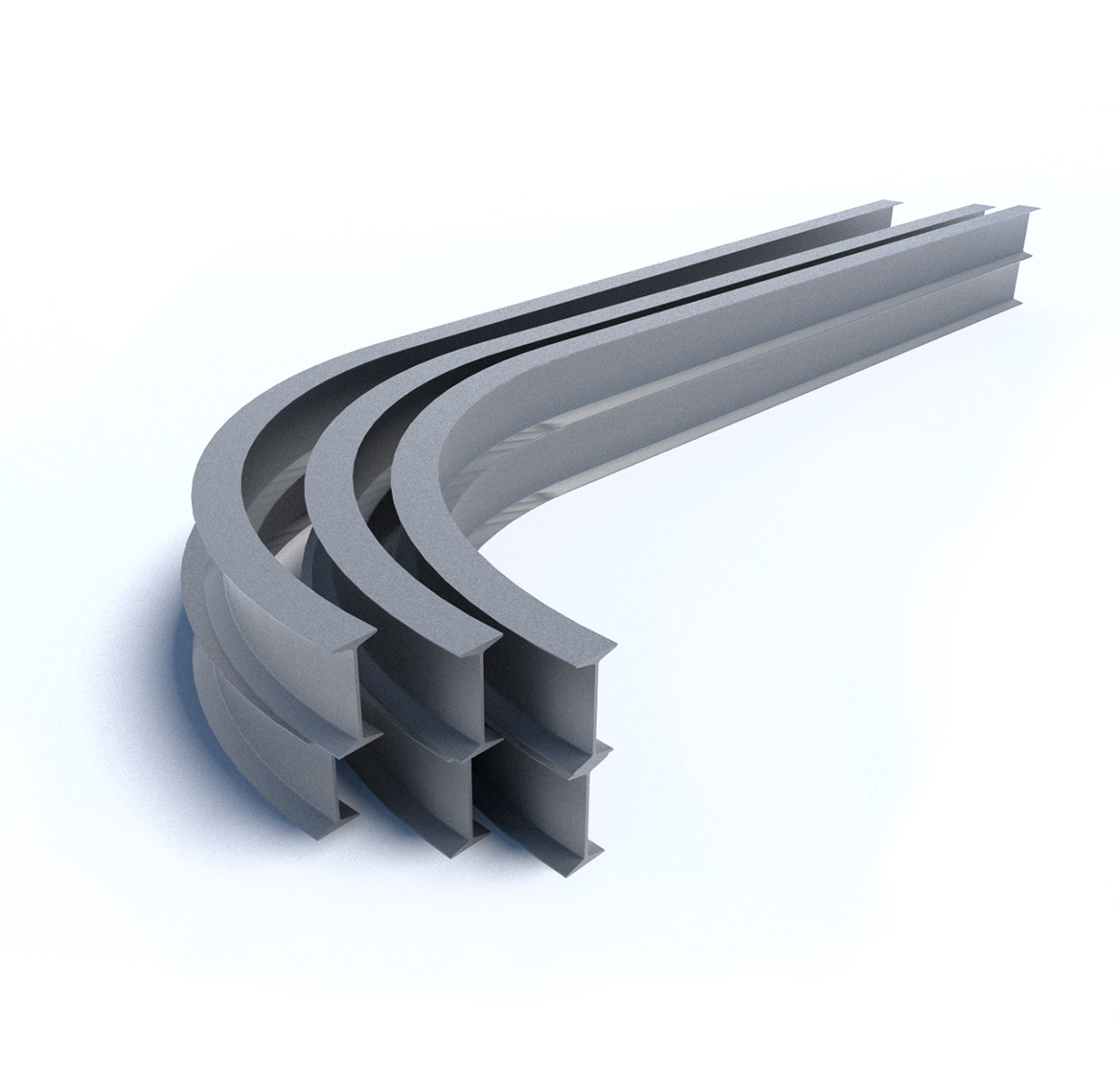
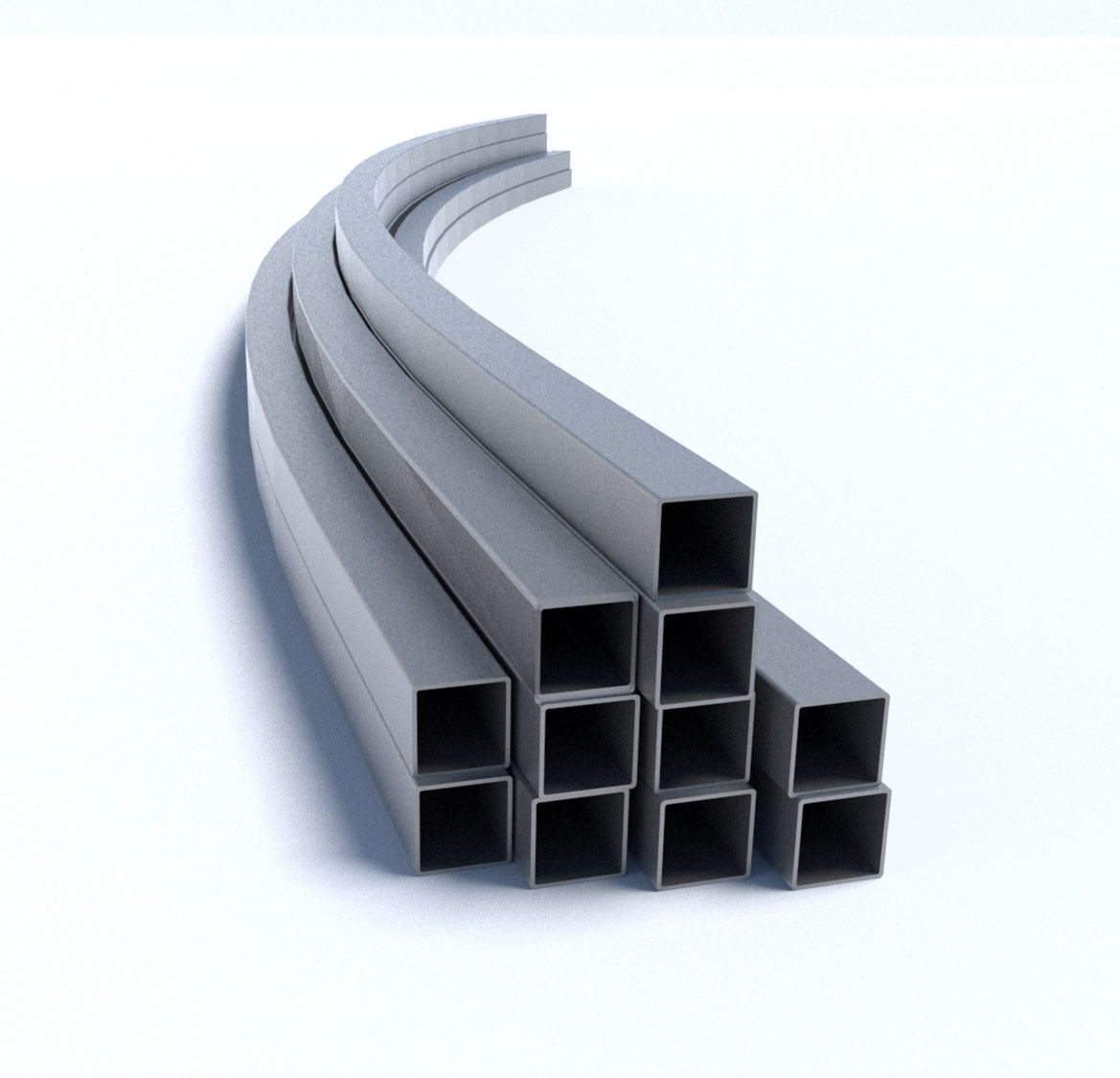
Вальцовка (гибка) двутавровой балки
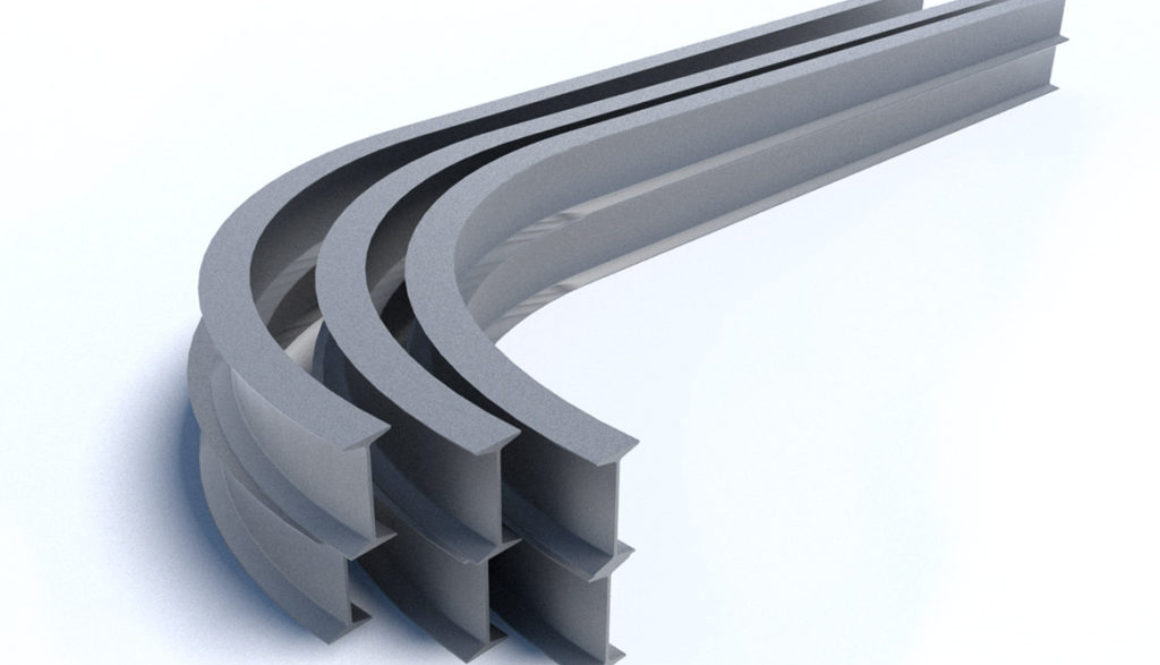
Гибка двутавровой балки бывает в двух разных плоскостях: в поперечном сечении (гибка двутавра на ребро) и плашмя (гибка двутавра под монорельс). В первом случае — гибка двутавра на ребро является более сложным процессом, гибка двутавра под монорельс — процесс менее сложный, а потому и более распространенный. Наиболее часто гнутый двутавр под монорельс, что следует из названия, используется для поворота монорельсовых путей. То есть каретка перемещается по путевому двутавру по сложной траектории, которая выстраивается в зависимости то особенностей конвейерной или обрабатывающей линии. Так же двутавр гнутый под монорельс нашел применение в строительстве, в качестве обрамляющих и несущих элементов, но чаще для несения высоких нагрузок используют двутавр гнутый на ребро.
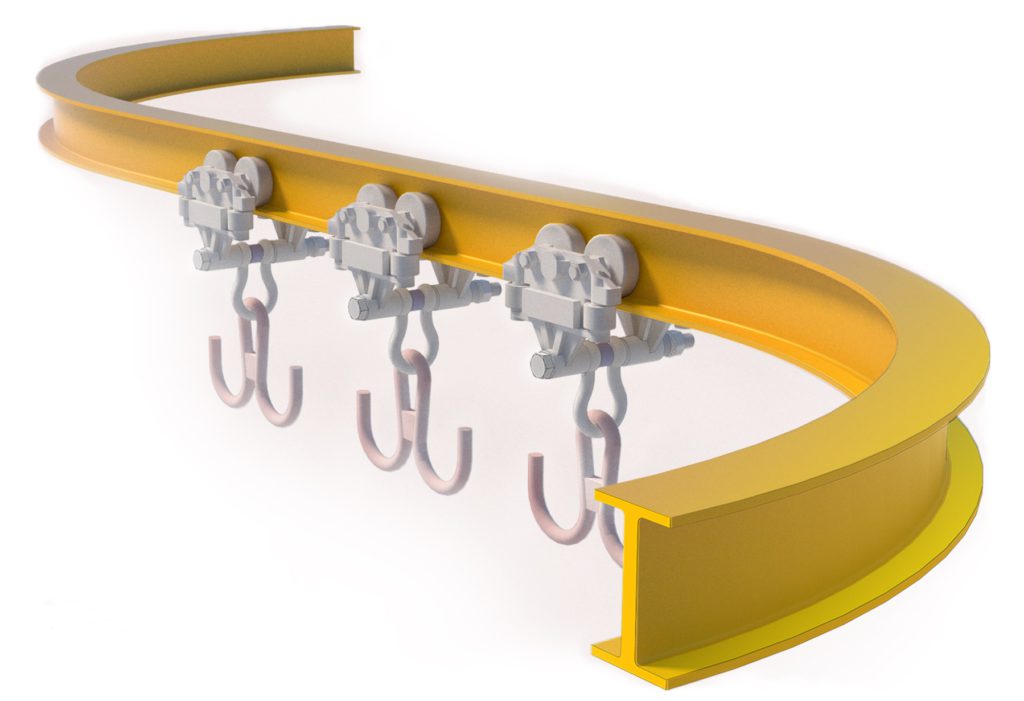
Гибка двутавра для поворота монорельсового пути
Фабрика гнутых деталей выполняет услуги по гибке двутавровых балок плашмя для монорельсовых путей. Деталь после гибки соответствует всем требованиям чертежа, отсутствуют заломы, нет сплющивания кромок, геометрические размеры сечения в месте гиба не нарушены. Высокие производственные мощности позволят выполнять работы по гибке в кротчайшие сроки по низкой стоимости. В качестве подвесных путей сложной траектории используют гнутые двутавры 24М, 30М и 36М в зависимости от грузоподъемности. Загибы для поворота монорельса бывают от 5 до 180 градусов, а так же с загибом S-образной формы. Вальцовка двутавра для монорельса S-образной формы осуществляется в две установки. Мы выполняем гибку двутавра на профессиональном уровне. Оставьте заявку и убедитесь в этом лично.
Разновидности монорельсов из гнутого двутавра
По траектории подвесные монорельсовые пути можно поделить на 4 типа, как показано на изображении ниже. В зависимости от проекта или планировки уже готового помещения подвесные транспортировочные пути прокладывают на достаточном расстоянии от пола. Линия монорельса состыковывается из отдельных участков: гнутых и прямых. Наиболее часто в качестве грузонесущей направляющей используют монорельсовые балки №16, 18М, 24М, 30М и 36М. Радиусы загиба монорельсового двутавра могут варьироваться в достаточно широких пределах (от 500мм до 3000мм), в большей степени это зависит от условий эксплуатации: величины нагрузки, скорости движения грузов, интенсивности движения, а так же планировки помещения. Фабрика гнутых деталей выполняет вальцовку двутавровой балки для подвесных монорельсовых путей в соответствии с проектом строительной организации. Гибка двутавра для монорельса наша профильная работа, мы выполняем ее на высоком уровне качества. Если гибка двутавра? — значит ФГД! Если вальцовка двутавра? — значит ФГД.
Технология гибки поворотной балкой

Гибка уголка по радиусу – это технологический процесс, целью которого является придание уголку (металлопрокату в виде буквы Г) изогнутой формы под определенным радиусом. Гибка отличается от других способов трансформации тем, что при ее производстве исключается сварка, резка и другие способы воздействия на металл, которые нарушают его первоначальную структуру. Операция гибки уголка по определенному радиусу используется для производства различных изделий, строительства зданий и монтажа металлоконструкций.
Преимущества и недостатки методов радиальной гибки

Каждый из перечисленных выше способов обработки уголка имеет свои плюсы и минусы. Сейчас повсеместно используется именно свободная гибка, однако и от калибровки уголков не отказываются. Суть в том, что упомянутые технологии позволяют добиться немного разных результатов. Так, свободная гибка изделий выполняется очень быстро и с минимальными затратами сил, а также имеет ряд других достоинств:
- Остается возможность варьировать радиус изгиба детали в широком диапазоне.
- Этот способ гибки имеет универсальное назначение.
- Для изгибания уголка используется меньшее количество энергии, что отражается и на себестоимости.
Именно эти причины и обусловили широкое распространение технологии. С помощью свободной гибки гнут уголки и в промышленных масштабах, и в домашних условиях. Однако есть несколько недостатков, которые не позволяют полностью отказаться от так называемой калибровки:
- Образованный радиус изгиба не будет точно соответствовать заданным параметрам (невозможно применять этот метод, если необходима высокая точность результатов).
- Нельзя изменить форму готовой детали.
- Полученный угол может изменяться в зависимости от технических характеристик изгибаемого уголка.
Калибровка, которая является альтернативной свободной гибке, может похвастать следующими плюсами:
- В результате образуется готовая деталь, радиус которой очень точно соответствует заданным параметрам.
- При использовании калибровки можно получить готовое изделие сложной формы.
- В процессе калибровки механическое воздействие на заготовку имеет большую точность.
В результате описываемый технологический процесс дает возможность получить готовое изделие лучшего качества. Особенно это касается тех случаев, когда предстоит гибка уголка, выполненного из высокопрочной стали.
Тем не менее, калибровка также не лишена недостатков, и заключаются они в следующем:
- Нельзя в процессе работы изменить угол изгиба.
- Сам процесс более трудоемкий и затратный с точки зрения необходимой энергии.
Калибровку применяют только в том случае, когда необходимо изготовить большое количество одинаковых деталей (в промышленных масштабах).
Гибка двутавра на ребро
Гнутье двутавровой балки на ребро (гибка двутавра)
Двутавровая балка, гнутая поперек сечения, явление достаточно редкое ввиду трудности реализации этого технологического процесса. Но тем не менее все больше специалистов узнают, что это возможно, и как следствие применение гнутого двутавра на ребро растет с каждым днем. Такая услуга, как гибка двутавра поперек ребра, необходима для изготовления гнутых стоек шумозащитных акустических экранов, купольных конструкций, навесов и ангаров с большим просветом между колоннами, несущих большую нагрузку элементов мостов и в других областях промышленности и строительства.
Фабрика гнутых деталей предоставляет услуги по гибке двутавра на ребро до балки №36 по техническому заданию клиента в короткие сроки и по умеренной стоимости. Гнутая деталь сохраняет все геометрические размеры в сечении гиба, нет ни заломов, ни деформаций.

Гнутые стойки для шумозащитных акустических экранов
Компания ФГД выполняет услуги по гибке двутавровой балки на ребро для стоек дорожных акустических экранов на особых условиях, таким образом стоимость детали, полученная путем гнутья, не превышает стоимость детали, сваренной из нескольких сегментов. Производственные мощности ФГД позволяют выпускать большое количество деталей. Принципы компании не позволяют нарушать договоренности по срокам, стоимости и качеству выпускаемой продукции.

Радиусные стойки из двутавровой балки для дорожных экранов могут быть разной формы, на изображении выше схематично представлены наиболее часто встречающиеся. Фабрика гнутых деталей изгибает двутавр для экрана по согласованному чертежу с заказчиком. Вы всегда можете посмотреть на образцы гнутых строек у нас на предприятии, тем самым убедиться в том, что мы действительно сами выполняем всю работу, и только после этого размещать заказ на выполнение.
Радиусные шумозащитные экраны наклонного типа давно нашли популярность в развитых и активно развивающихся странах, они обладают улучшенными характеристиками по устранению шума, а так же несут в себе эстетический смысл. Некоторые конструкции экранов можно даже назвать произведением искусства! Команда ООО «ФГД» за совмещение эффективности и эстетики.

Вальцовка двутавра для купольных конструкций
Купола у церквей и соборов носят как идеологический, так и визуальный смысл. В зависимости от габаритных размеров церкви или собора на них устанавливают соизмеримый по размеру купол. Купола большого диаметра и высоты необходимо укреплять силовым каркасом, ввиду его высотного расположения, где принимаются большие ветровые нагрузки. Нередко этот силовой каркас выполнят из гнутых двутавровых балок различного размера, соединенных между собой связями. Фабрика гнутых деталей реализовывает в своих производственных стенах вальцовку двутавровой балки (гибку двутавра) на ребро для несущих элементов купола. Вальцовка двутавра может производиться на различный угол и радиус (от 3х высот до нескольких десятков метров).

Жесткая арочная крепь из двутавровой балки или швеллера
Жесткая арочная крепь используется для обеспечения жесткости горных выработок. В отличие от податливой арочной крепи жесткая крепь имеет лучшие механические и ресурсные характеристики и устанавливается на больший срок службы.
Жесткая арочная крепь может быть в форме: прямой арки (две прямые стойки по краям и радиусная шапка), кольца (обычно собирается из 2х, 3х или 4х частей) или трапецеидальной арки (две стойки под равным углом к вертикали и радиусная шапка). Так же возможны другие формы, в зависимости от формы тоннеля шахты.
Сечением жесткой крепи обычно принимают двутавровую балку от №14 до №20, так же возможно изготовление из швеллера или уголка.
У нас Вы можете заказать изготовление арочной крепи из двутавра (до №40) или швеллера (до №40) с любыми геометрическими параметрами.

Гибка наружу и вовнутрь

Уголок представляет собой разновидность металлопроката, который в поперечном сечении имеет форму буквы Г. Таким образом, при гибке уголка по радиусу существует два варианта – когда перо жесткости располагается внутрь образующейся дуги или наружу. Схема следующая:
- Когда производится гибка наружу (она называется «высадка»), одна из полок уголка растягивается, образуя внешний радиус.
- Когда производится гибка внутрь (она называется «обтяжка»), одна из полок уголка сжимается, образуя внутренний радиус.
Процесс гибки может быть применен к уголкам из обычной углеродистой стали, а также к изделиям из высоколегированных сталей и цветных металлов. Гибка уголка по радиусу позволяет получить металлический прокат полукруглой формы, который подходит для использования в металлоконструкциях. При этом не допускается разрушение металла, что положительно отражается на сроке эксплуатации деталей. Компания М-Резка предлагает Вам не только услуги по гибке уголка, но и услуги по гибке швеллера, профильной и круглой труб.



Где применяется радиусная гибка металла
Радиусная гибка металла используется для решения самых разных задач – от изготовления элементов торгового оборудования, до производства корпусов и профилей сложной формы. Радиусная гибка листового металла может применяться для:
- производства козырьков и навесов с плавным углом гиба;
- коробов и вентиляционных каналов с круглым сечением;
- дизайнерских предметов интерьера, выполненных из нержавеющей стали;
- обустройства общественных пространств: изготовление урн, арт-объектов;
- и т.д.
Метод радиусной гибки также можно использовать для придания нужной формы металлическому профилю различного сечения и трубам разного диаметра. Такие элементы применяются:
- для изготовления объемных металлоконструкций нестандартных форм;
- для изготовления декоративных элементов железных оград;
- для производства деталей с нужным углом плавного изгиба.
Такой метод металлообработки обеспечивает следующие преимущества:
- Радиусная гибка намного меньше деформирует металл в точках изгиба, не подвергая его структурным изменениям.
- Сохраняется прочность конструкции, облегчается ее вес.
- Повышается коррозионная стойкость обработанного металла за счет отсутствия сварных швов.
Готовое изделие получается максимально функциональным, обладает отменными эксплуатационными характеристиками и красивым внешним видом.
Методы гибки профильных труб
Хозяевам дач часто приходится думать, как согнуть профильную трубу для теплицы быстро, не тратя денег на профессиональное оборудование. Даже при наличии финансовых ресурсов не всегда удается сразу найти дуги нужной формы и размера.
Можно воспользоваться одним из предложенных методов:
- Холодная гибка труб. Применяется при работе с профилями малого сечения 10х10 мм и 10х20 мм, с толщиной стенок не более 1,5 мм. В таких случаях деформация проводится мускульной силой мастера, а сам он может контролировать состояние металла. Необходимо постоянно измерять положение секции по горизонтали и вертикали. Правильность выполнения работы проверяется шаблоном.
- Предварительный нагрев. Используется источник пламени, в котором заготовка греется до достижения красного цвета. После этого производится ее искривление до нужной конфигурации. Согнутую заготовку нужно держать под напряжением до полного остывания. Для нагрева используется газовый котел, печь, паяльная лампа или дачный мангал с большим содержанием древесного угля.
- С внутренним наполнением. В качестве наполнителя используется песок, машинное масло или вода. Необходимо добиться, чтобы полость была заполнена максимально плотно. Лучший эффект достигается при замораживании воды. Лед не дает трубе сминаться под давлением. Герметичность достигается путем заваривания отверстий или забивания в них деревянных пробок.
- Секторная нарезка. Для этого потребуется болгарка с отрезным диском. В профиле делаются треугольные прорези с удалением выпиленных фрагментов. Затем труба сгибается, а края срезов свариваются тонкими электродами. Этот метод долгий, но надежный. Его использование исключает искривление и деформацию.
При наличии времени и творческого подхода могут применяться нестандартные подходы.
Как выполняется радиусная гибка металла на нашем производстве
Существует несколько методов радиусной гибки металла.
На небольших производствах с малым объемом выпуска готовой продукции используются фальцегибочные и фальцепрокатные станки. Они позволяют обрабатывать листовой металл небольшой толщины. Оператор вручную выполняет все основные операции.
В своем производстве мы используем автоматизированное оборудование. Это универсальные, ротационные и поворотные станки для радиусной гибки.
Первый тип станков мы используем для гибки листового металла и придания ему необходимого плавного угла изгиба. Это может быть кровельный материал, изделия замкнутого профиля с круглым сечением большого диаметра и т.д.
Технология проста – на матрицу кладется заготовка, одной из сторон она упирается в специальные упоры для предотвращения смещения листа металла. На заготовку опускается пуансон, повторяющий профиль матрицы. Лист постепенно прогибается, получая необходимый угол гиба. Чем больший требуется радиус гиба, тем больше операций нужно выполнить для завершения процесса.
Ротационные и поворотные станки используются для радиусной гибки труб, профиля, цельнолитых прутков и арматуры. Заготовка изгибается под нужным углом за счет давления траверсы (поворотные станки) или смещения валов в вертикальной плоскости (ротационные станки).
Мы используем только современное высокопроизводительное оборудование, гарантирующее точность выполнения операций. Станки программируются под выполнение каждого отдельного заказа.
Читайте также: