Гибка металла гибка труб
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Гибка труб чаще всего востребована в сфере сооружения каркасов для устройства теплиц, навесов, входных групп, веранд, садовой мебели. В результате получается наиболее износостойкая основа для крепления деревянных, металлических, поликарбонатных деталей
Гибка труб для сборки трубопроводов позволяет сократить число фитингов, а значит, и количество угрожающих протечкой точек. Однако без использования специализированного инструмента гнуть трубы нежелательно. В итоге усилий дилетанта уменьшается сечение, следовательно изменяется давление среды и пропускная способность магистрали
Для получения идеального радиуса гибки без существенной деформации сечения трубы используют гибочные приспособления и установки
Если гибку трубы производят нечасто, достаточно соорудить плиту с дорнами для опоры трубы или сделать ручной инструмент из подручных материалов
Для фигурной деформации труб по одному заданному радиусу можно сделать оправку - приспособление с округлым краем, форму которого придают сгибаемой трубе
По способу привода в действие все гибочные станки делятся на механические и электрические. По принципу действия они подразделяются на вальцовые (роликовые) и гидравлические
Включение в схему станка домкратов, рычагов, гидравлических поршней позволяет существенно облегчить выполнение гибка, сократив прилагаемые физические усилия
Ручные гибочные инструменты и стационарные станки с гидравлическим гибочным механизмом можно приводить в действие с помощью электропривода
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

Здесь схема, формулы и рекомендации по расчету параметров гибки труб, следование которым является гарантией хорошего результата
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Минимально допустимую величину радиуса изгиба для водогазопроводных труб в соответствии с требованиями ГОСТ 3262-92 можно взять из таблицы
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Если гибка труб будет производиться редко, достаточно запастись простейшими приспособлениями. Металлической плитой с отверстиями, в которые в зависимости от радиуса устанавливаются штыри (рис.2) или оправкой — установленной вертикально двойной плоскопараллельной плитой с вариациями угла загиба (рис.3)
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

На таком приспособлении сгибают трубы диаметром до 2 см. Его крепят к верстаку посредством плиты (1) и ступицы. Ролик-шаблон (6) закреплен на общей оси плиты и ступицы. Подвижный ролик (2) зафиксирован скобой (4), имеющей рукоятку (3).Трубу размещают между роликами с таким расчетом, чтобы конец ее вошел в хомут (7). Скобу посредством рукоятки поворачивают вокруг шаблона до получения нужного угла загиба
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Принцип действия самого распространенного варианта станка для гибки трубы основан на воздействии трех роликов, вращающихся одновременно
Для изменения радиуса сгибания один или два ролика должны быть жестко закреплены на корпусе, один или два перемещаться
Все три ролика должны снабжаться приспособлениями с закрепленными в них подшипниками. Желательно их установить внутри металлических втулок, чтобы избежать попадания во вращающиеся элементы посторонних предметов и сора
Вращающиеся ролики одновременно приводятся в движение за счет цепи (или ремня) соединяющего все три элемента
Если есть место для стационарной установки гибочной машины, ее лучше установить на чугунную или стальную сварную станину, которую рекомендовано крепить анкерами к полу
Тем, кому не нужно постоянно гнуть трубы, достаточно сделать небольшой станок для гибки. В его основе рекомендовано сделать отверстия для прочной фиксации на рабочем столе струбцинами
В ряде конструкций возможно перемещение всех трех вальцов. Положение верхнего регулируется верхним стопором с винтом, нижних - банальной перестановкой в отверстия корпуса
Гнуть трубу роликовый станок начинает, когда мастер вращает рукоятку. Ее подключают к одному из стационарных роликов
Гибка металла. Способы, инструмент для гибки металла
Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации принимает требуемую пространственную форму. В практике слесарного дела слесарю часто приходится изгибать заготовки из листового, полосового и круглого материала под углом, с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т.д). Для выполнения данной работы необходимо предварительно определить длину развернутой заготовки.
Когда толщина заготовки превышает 4 мм применяют горячую гибку.
В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих усилий. На наружной стороне детали в месте изгиба волокна металла растягиваются и длина их увеличивается; на внутренней же, наоборот, волокна сжимаются и длина их укорачивается. И только нейтральный слой, или, как принято называть, нейтральная линия, в момент сгиба, полагают, не испытывает ни сжатия, ни растяжения, и поэтому длина нейтральной линии после изгиба детали не изменяется.
При гибке металла приходится преодолевать силы упругости заготовки из металла.
Упругостью называется свойство заготовки из металла, благодаря которому деталь восстанавливает после снятия нагрузки свои первоначальные форму и размеры. При нормальных температурах, ограниченных скоростью и продолжительностью деформации, деталь с достаточной точностью можно считать
Пластичностью называется способность материала сохранять полностью или частично деформацию, получившуюся под действием приложенных сил и по прекращении действия этих сил. В зависимости от соотношения величин остаточной и упругой деформаций, получаемых перед наступлением разрушения, материал можно считать пластичным или хрупким. Однако пластичность и хрупкость не могут быть отнесены только к свойству материала. Один и тот же материал в зависимости от характера напряженного состояния, температуры и скорости деформирования может проявляться как пластичный или как хрупкий.
Различают следующие стадии пластических деформаций:
- а) начало текучести — пластические деформации одного порядка с упругими;
- б) пластическое состояние при малых деформациях — пластические деформации велики по сравнению с упругими, но малы по сравнению с первоначальными изменениями размеров или формы детали;
- в) пластическое состояние при больших деформациях (технологические пластические деформации) — размеры или формы детали меняются значительно.
Гибка сопровождается упругими и пластическими деформациями, что вызывает искажения первоначальной формы поперечного сечения заготовки, и уменьшением ее площади (утяжка) в зоне изгиба (рис. 1).
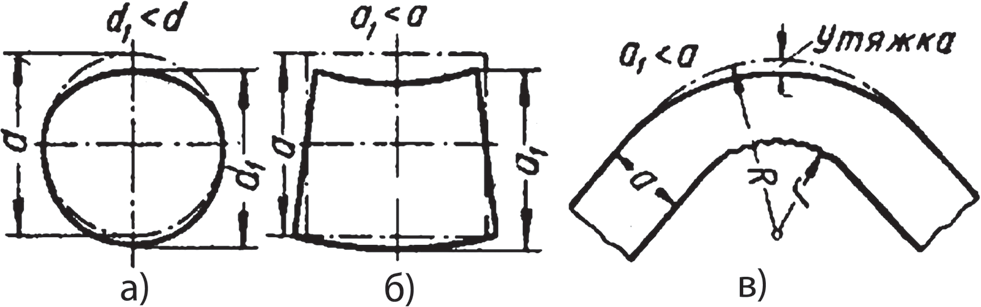
Рис. 1. Искажение формы заготовки при изгибе: а — круглого сечения; б — прямоугольного сечения; в — утяжка
Кроме того, возможно образование складок по внутреннему контуру и трещин по наружному. Напряжения внешних волокон при относительно малом r в этих волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины). Эти дефекты тем вероятнее, чем меньше радиус закругления и чем больше угол загиба. Чтобы исключить появление дефектов, необходимо выдержать минимальный радиус гибки.
Минимальный радиус гибки приближенно определяется по формуле: r=S·k, где r — радиус гибки, k — коэффициент, зависящий от материала и направления проката, S — толщина материала. При гибке поперек волокон для меди, цинка, латуни и алюминия k=0,25–0,3, для стали мягкой — k=0,5 и для стали средней твердости — k=0,8. При гибке вдоль волокон для меди, цинка, латуни и алюминия k= 0,4–0,45, для стали мягкой — k=1,2 и для стали средней твердости — k=1,5. Зачисткой кромок перед гибкой можно снизить k в 1,5, а иногда и в 2 раза.
Длина заготовки L при гибке определяется суммой длин прямых участков и длин нейтральных осей изогнутых участков, например, L= l1+ l2+ l (рис. 2).

где φ — угол дуги f в градусах (φ=180° – β ); x — расстояние от внутренней плоскости до нейтральной оси в мм.
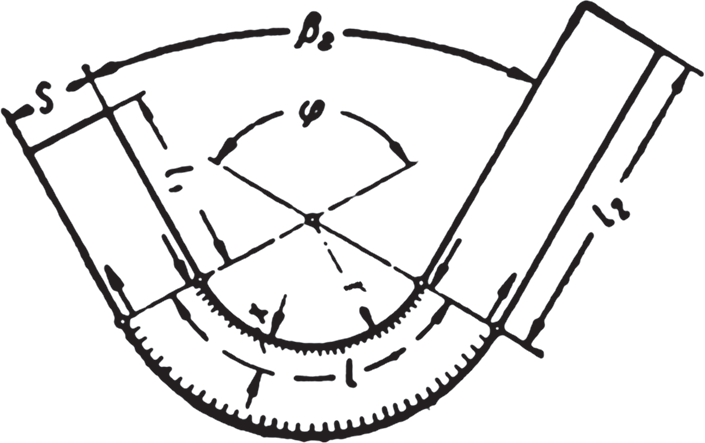
Рис. 2. Схема составляющих длины согнутой полосы
При относительно малом r растяжение материала в наружных волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
1. Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды — для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
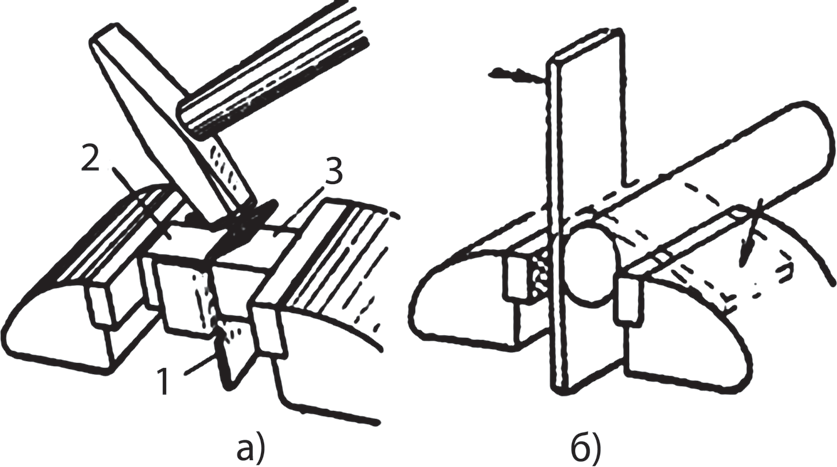
Рис. 3. Гибка заготовки детали в тисках: а — под углом; б — по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r — радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
2. Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
При гибке в холодном состоянии труб диаметром до 25 мм применяются ручные приспособления.
На рис. 4, а показан ручной станок, предназначенный для гибки труб диаметром от 12 до 20 мм. Станок имеет ось 1 и опорную плиту 2, с помощью которых он крепится болтами к верстаку. Рабочими органами станка являются неподвижный ролик 4 с хомутиком 5, укрепленный на оси 1, и подвижный ролик 3, закрепленный на скобе 6 с рукояткой 7. Изгибаемую трубу концом закладывают в хомутик между роликами, затем вращают скобу с подвижным роликом вокруг оси неподвижного ролика до получения требуемого изгиба, после чего возвращают скобу в исходное положение и вынимают трубу.
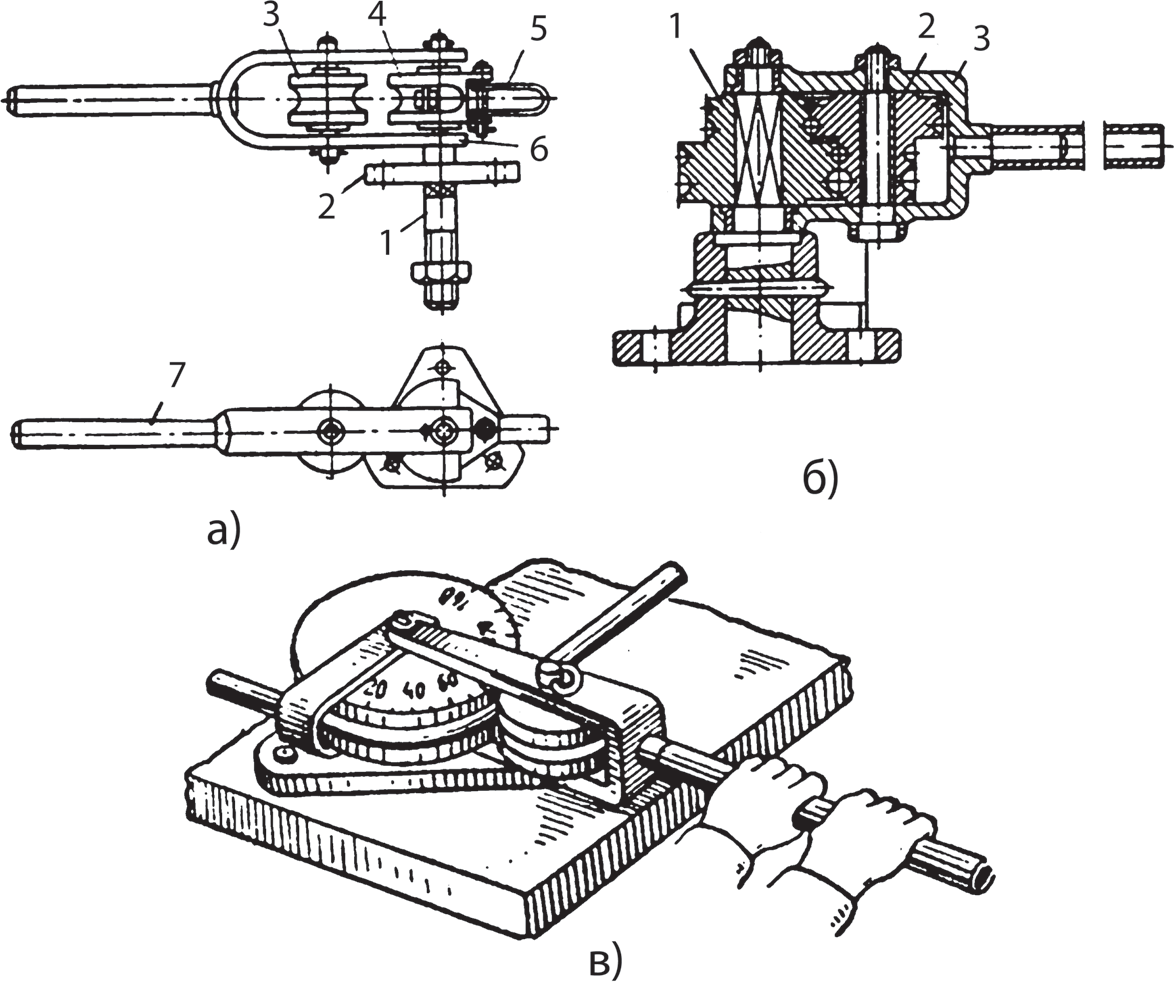
Рис. 4. Гибка на ручных приспособлениях
Для гибки медных трубок разных диаметров при сборке машин применяют многоручьевой трубогиб (5.66, б). В этом случае трубку пропускают между роликами 1 и 2 до соприкосновения с упором, затем при повороте вилки 3 подвижный ролик 2 обкатывается вокруг неподвижного, изгибая трубку по радиусу, равному радиусу ролика 1.
С помощью ручного рычажного трубогиба (5.66, в) можно изгибать стальные газовые трубы диаметром 1/2 , 3/4 и 1» в холодном состоянии без наполнителя.
Для ручной гибки стальных труб диаметром до 50 мм на угол 180° без наполнителя в холодном состоянии может использоваться специальная головка с ручным приводом.
3. Изготовление цилиндрических пружин
По своему назначению цилиндрические пружины делятся на работающие на растяжение, на сжатие и на скручивание (рис. 5).
У пружин, работающих на сжатие (рис. 5, а), витки расположены на некотором расстоянии друг от друга, шаг — t; концы пружин прижимают к смежным виткам. Основными размерами являются: внутренний диаметр — Dвн, наружный диаметр — Dнар; шаг навивки — t; диаметр проволоки — d; длина пружины — L.
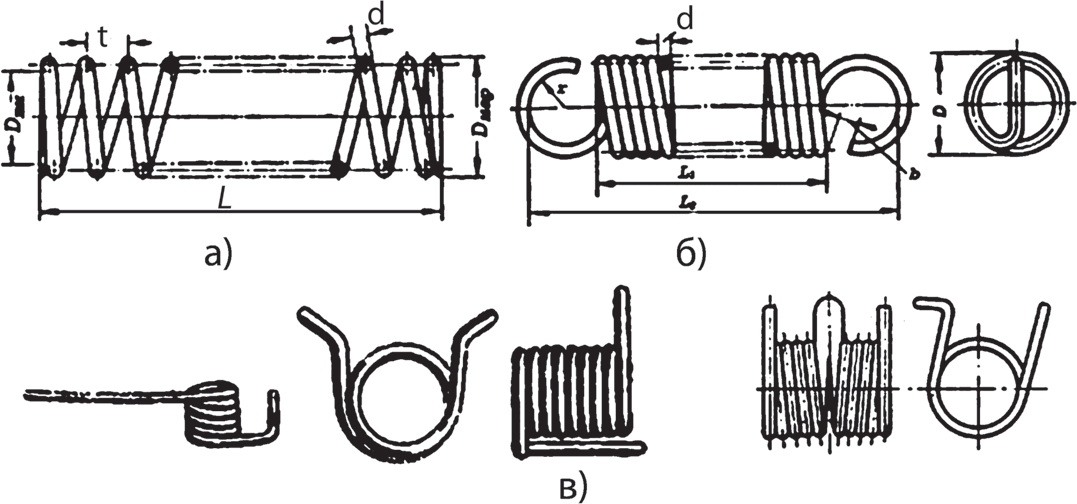
Рис. 5. Цилиндрические пружины: а — сжатия; б — растяжения; в — скручивания
У пружин, работающих на растяжение (рис. 5, б) витки плотно прилегают один к другому, последние витки отгибают на 90° и загибают в виде полуколец и колец. Основными размерами являются: наружный диаметр — D; диаметр проволоки — d; радиус проушины — r; ширина зацепа — b; длина навивки пружины — L1; полная длина пружины — L2.
У пружин, работающих на скручивание (рис. 5, в), витки плотно прилегают один к другому, на концах имеются зацепы, которые воспринимают закручивающую нагрузку и закручивают пружину в целом. Основные размеры пружин, работающих на скручивание, такие же как у пружин, работающих на растяжение.
Для расчета длины заготовки, потребной для изготовления пружины, необходимо знать средний диаметр пружины D0, который равен:
Длину заготовки f пружины (без учета колец или зацепов на концах) определяют по следующей формуле:
f=πD0n , где n — число витков пружины.
При подсчете витков пружины учитываются только рабочие витки. У пружин сжатия с неприжатыми витками число рабочих витков определяют путем вычитания из общего числа витков двух витков (по витку с каждого конца пружины). Если крайние витки прижаты для образования опорной плоскости, то вычитают полтора витка.
Обычно для ремонта машин навивку пружин производят на универсальном токарном станке (рис. 6).
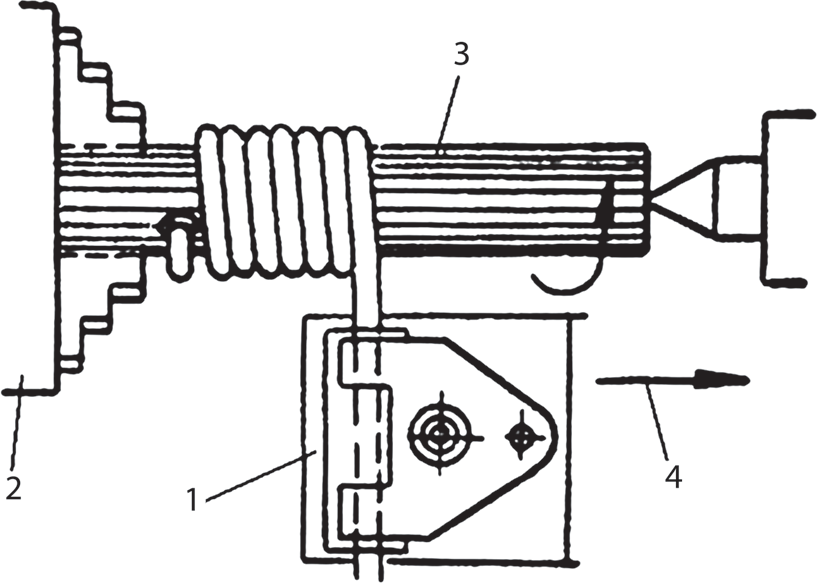
Рис. 6. Навивка пружины на токарном станке
На резцедержателе 1 станка устанавливается держатель для проволоки. В патроне 2 станка устанавливается оправка 3, диаметр которой на 0,85–0,9 меньше внутреннего диаметра пружины. Суппорт станка устанавливают так, чтобы держатель проволоки был рядом с кулачками патрона, затем настраивают частоту вращения шпинделя не более 60 об/мин и подачу 4, соответствующую диаметру d проволоки или шагу t пружины. Включают станок и считают число оборотов оправки. Когда число оборотов оправки будет равно числу витков пружины с учетом нерабочих витков, станок останавливают и выставляют упор отключения станка и подачи.
Затем суппорт станка устанавливают так, чтобы держатель проволоки был рядом с кулачками патрона. Проволока пропускается через держатель и ее конец закрепляется на оправе хомутом с поводком или в отверстии, как показано на рисунке. Первый виток пружины выполняют вращением патрона от руки и после этого включают станок.
После остановки станка конец проволоки откусывают кусачками.
При навивке пружин на станке необходимо быть предельно внимательным. Освободившаяся проволока или обрыв мятой проволоки может спружинить и нанести травму.
Обычно для пружин растяжения производят непрерывную навивку на всей длине оправки, а затем ее делят на требуемые по длине пружины.
Для пружин сжатия также производят непрерывную навивку, но замечают по линейке или лимбу подачи, в каких местах нужно выключить подачу, сделать два-три сжатых витка и вновь включить подачу.
По окончании навивки вручную производят доделку пружины. При этом удаляют заделочные концы, которыми крепили проволоку в станке, и отделяют нужное число витков для пружины. Для этого делают надрез трехгранным напильником в нужном месте на проволоке и отламывают или разрубают в нужном месте проволоку на зубиле, вертикально закрепленном в тисках.
Чтобы поджать концы пружины, работающей на сжатие, пружину 2 вставляют в направляющую трубку 1 (рис. 7, а) и через отверстие трубки нагревают пламенем газовой горелки или паяльной лампы. Как только виток нагреется до красного цвета, пружину вынимают из трубки и быстро прижимают к плоскости плиты.
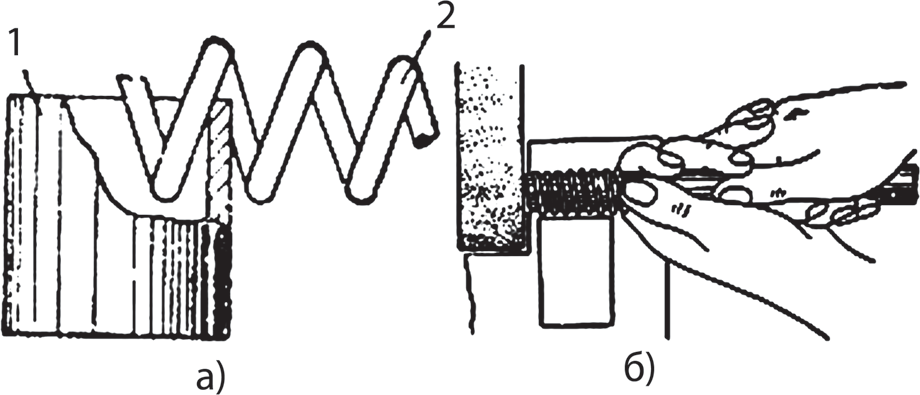
Рис. 7. Поджатие концов пружины сжатия: а — подогревом; б — на заточном станке
После поджатия витков пружине придают вертикальное положение на плите. Для этого надевают заготовку пружины на оправку и подшлифовывают металл на торце пружины боковой поверхностью абразивного круга на заточном станке (рис. 7, б).
Если пружину навивали с прерыванием подачи, то достаточно разделить заготовку на части и доработать торцы на заточном станке.
Заделка концов пружин растяжения в виде полуколец выполняется вручную с помощью подставки в тисках (рис. 3, а) или круглогубцев.
Для этого вручную зубилом на плите отгибают на 30–40° один виток на торце у отрубленной заготовки пружины. Затем отогнутый виток пружины отгибают далее с опорой на подставку (рис. 8) на 90° с помощью молотка. Если проволока не жесткая, то эту операцию можно выполнить круглогубцами.
Как согнуть профильную трубу своими руками без специальных приспособлений
Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Труба профильная — что это такое?
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Умение гнуть профильную трубу поможет собственноручно соорудить массу полезных в хозяйстве и ландшафтном обустройстве объектов для размещения на частном участке
Применение профильной трубы позволяет по-настоящему "разгуляться" творческой фантазии мастера. Гнутый профиль послужит отличной основой для садовой мебели
В сооружении предметов домашнего и садового обихода важно, чтобы парные детали были согнуты с одинаковым радиусом
Освоив простейшие конструкции, самостоятельный мастер сможет смело приступить к изготовлению более сложных моделей
Из согнутого по равной траектории профиля можно соорудить превосходную входную группу, себестоимость которой значительно ниже приобретенного варианта
Кроме удовольствия, полученного в ходе изготовления садовой мебели, вы получите еще и моральное удовлетворение от того, что смогли сделать уникальную садовую мебель
Очень полезным и востребованным на загородном участке станет навес, который защитит любимую машину от солнечных лучей и дождей
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.

В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Главной рабочей деталью гидравлического трубогиба является гидроцилиндр с расположенным внутри него поршнем. Поршень приводят в движение разгибанием рукоятки
В комплектации инструмента есть несколько сменных гибочных сегментов, прикрепляемых к наконечнику. Их наличие позволяет гнить трубу с разным радиусом гибки
В зоне наконечника расположены фиксаторы, безупречно удерживающие трубу во время изгибания. Конструкция позволяет не использовать дополнительных упоров
Эта модель ручного трубогиба может запросто гнуть профиль и толстостенные трубы ВГП. Гидравлический поршень передает усилие, равное 9 тонн
Технология и способы гибки труб
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб.

Человечество начало применять трубу очень давно — ее прототипом были тростник и бамбук, из которых сооружались первые водоводы. Еще в древнем Риме научились изготавливать трубы из бронзы. Первые методы промышленного производства таких металлических изделий возникли в начале 19 века. В настоящее время выпускаются миллионы и миллионы тонн продукта, без которого не могут обойтись огромное количество отраслей хозяйственной деятельности человека.
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб. Это объясняется целым рядом причин:
- снижение материалоемкости, так как нет ввариваемых патрубков;
- уменьшение трудоемкости при создании конструкций по сравнению со сварными и резьбовыми соединениями;
- лучшие гидроаэродинамические показатели прохода;
- отсутствие неблагоприятного воздействия на структуру металла по сравнению со сваркой;
- преимущество в герметизации относительно резьбовых соединений;
- лучший внешний вид конечного изделия.
Гнутье труб осуществляется различными методами. Применение той или иной технологии определяется следующими основными факторами:
- материал изготовления;
- толщина стенок;
- профиль;
- размер сечения (диаметр или высота профиля);
- радиус сгиба;
- необходимая точность гнутья;
- допустимые пределы деформации гнутой конструкции;
- качественные показатели прочности и долговечности в месте изгиба.
Горячая гибка труб

Гнутье труб с предварительным разогревом применяют в случаях, когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
Гибка стальных труб производится при температуре порядка 900 о С без пережога и с одним нагревом — иначе ухудшается качество продукции. Размер разогреваемого участка определяется сечением и радиусом гибки. По окончании процесса удаляют заглушки, извлекают песок, очищают и промывают полость трубы.
Холодная гибка труб

Технология гибки металлических труб холодным способом обладает существенными преимуществами по сравнению с горячим. Этот метод более технологичен и в несколько раз производительнее, что ведет к снижению себестоимости. Холодным способом производится и операция по сгибанию труб из цветных пластичных металлов. Медь и алюминий отличаются высокой ковкостью, что позволяет согнуть изделия без разогрева.
Строго говоря, гибка труб отрицательно влияет на характеристики их качества. Возникают заметные дефекты, основными из которых являются:
- уменьшение толщины стенки на внешней стороне изгиба;
- появление гофровых складок на внутренней стороне изгиба;
- искажение формы прохода трубы — из круглой она превращается в овальную.
Особенно подвержены деформациям трубы из мягких металлов и с тонкими стенками. Поэтому гибка тонкостенных труб требует применения механического стабилизатора — им служит дорн.
Дорном называют специальный элемент оснастки, который в процессе гибки располагается в полости трубы по месту ее изгиба. Он предназначен для предотвращения деформаций стенок трубы в гибочном процессе. Дорн может быть жесткой или гибкой конструкции.
Жесткий дорн — это направляющий элемент, выполненный из твердого металла, с закругленным торцом с рабочей стороны. Его заправляют непосредственно в точку изгиба. Гибкий дорн также состоит из твердого стержня. На одном его краю находятся один или несколько изгибающихся сегментов, выполненных в виде шаров или полусфер особой формы.
Эти конструкции, находясь в месте изгиба, обеспечивают неизменность формы прохода. По завершении процесса дорн выталкивается из гибочной зоны, а шарики дополнительно калибруют внутреннюю поверхность. Использование гибкого дорна достаточно сложно. Для его применения в трубогибе должно быть устройство автоматического управления дорном.
Трубогибы с использованием дорна, в силу своей специфики, бывают только стационарными. Они производятся для работы как в полуавтоматическом, так и в полностью автоматическом режиме. Работа высокопроизводительных дорогостоящих трубогибов контролируется системой ЧПУ, которая отслеживает все текущие параметры технологического процесса.
Переносные трубогибы
Процесс изгибания труб непосредственно на месте возведения конструкции удобнее всего производить с помощью переносных трубогибов различного исполнения:
- Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180 о .
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы. В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
Положительные свойства этого инструмента:
- универсальность, которую обеспечивает сменный набор сегментов и поворотных оправок для разных сечений труб;
- угол изгиба до 180 о ;
- автоматическая работа без дополнительных действий;
- плавное изменение скорости, присутствие обратного хода;
- фактическое отсутствие деформации изгиба, благодаря безукоризненному согласованию всех элементов оснастки и необходимой динамики подачи;
- простота использования, легкая замена насадок;
- высокая производительность;
- компактность и малый вес, благодаря большой приведенной мощности привода.
При отсутствии электросети такие трубогибы обеспечиваются приводом, работающим от встроенного аккумулятора.
Станочная гибка труб
Гибка профиля из металла не представляет для такого станка никакой проблемы, так же как и гибка профильной трубы. Универсальность оборудования данного типа обусловлена тем, что вальцовка по сути — это деформация материала по некоторому направлению. Этот метод можно отнести к самому общему виду гибки металла. Изгиб профильной трубы обеспечивается установкой необходимой формы (калибра) роликов или валков.
К достоинствам такого станка следует отнести возможность получения гнутого профиля большой длины — более 5 метров, что бывает часто необходимо в строительстве. Кроме того, заготовку можно гнуть на угол до 360 градусов — на полный круг. Гибку труб большого диаметра производят на электрических станках со следующим принципом изгиба: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Такие станки позволяют реализовать точный угол загиба (до одного градуса). Это обеспечивается либо простым механическим путем, либо заданием параметров в цифре с контролем всего процесса на мониторе на высокоавтоматизированных комплексах. Станки используются только в заводских условиях.
Технология радиусной гибки труб
Мы рассмотрим способы и оборудование для гибки профильных и круглых труб по радиусу. Расскажем, как определяется минимальный радиус гибки.
Трубы имеют широкое применение практически во всех сферах производственной деятельности. Одним из основополагающих процессов, сопутствующих проведению монтажных работ по устройству различных трубопроводных систем, является гибка трубы по радиусу, что позволяет существенно уменьшить количество сварных швов и благоприятно сказывается на общем качестве работ.
Методы сгибания труб по радиусу
Процесс сгибания стальных труб по радиусу позволяет придавать им частичную или полную изогнуто-плавную конфигурацию, которая не зависит от формы сечения профиля. Так, при сгибании полого профиля на стальную заготовку, одновременно действует сила, сжимающая ее по внутренней стенке и усилие, растягивающее по внешнему радиусу. Специфика такого процесса состоит в том, что:
- профиль в момент придания ему формы загиба может получить искривление, при котором трубой будет утрачена соосность;
- при растяжении наружной стенки трубы на участке максимального радиуса может произойти разрыв стенки за счет воздействия радиальной силы;
- сдавливаемая внутренняя часть трубы при неравномерном сокращении будет сминаться складками в виде гофры от приложения тангенциальных сил.
Поэтому существуют два основных способа, при которых производиться гибка трубы по радиусу, а именно:
- непосредственно на холодной трубе,
- при разогреве места сгиба.

Холодный способ используют в основном для труб с малым диаметром, но в этом случае необходимо четко знать минимальный радиус гиба трубы по осевой линии.
При разогреве места сгибания создаются более благоприятные условия для процесса заданной деформации, так как металл приобретает достаточную пластичность, снижая вероятность образования различных дефектов. Горячие способы сгибания трубы по радиусу применяют в основном для заготовок большого диаметра, так как эта методика является более затратной и требует большего времени для осуществления единичного гиба.
При использовании обоих способов необходимо знать технологический процесс, который позволит обеспечить равномерное сечение металлической трубы на всем протяжении радиуса искривления и полное отсутствие на стенках трещин и складок.
Как определить минимальный радиус
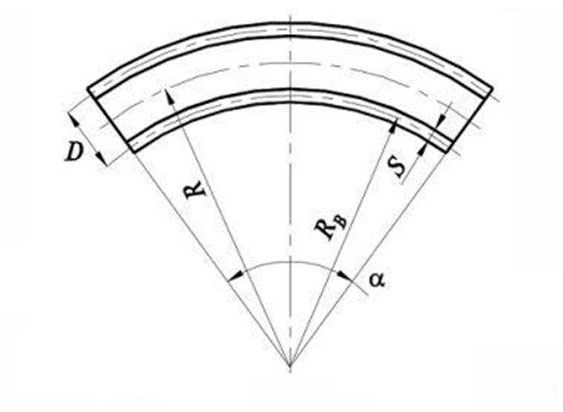
Определить минимальный радиус изгиба металлической трубы можно согласно приведенного ниже расчета и на основании чертежа.

Минимально допустимый радиус гиба, при котором может наступить критическая деформация определяется отношением:
Rmin = 20*S,
где Rmin – минимально возможный радиус гиба металлической трубы, S – толщина стенки трубы в мм.
Отсюда радиус по центральной оси трубы будет:
R = Rmin + 0,5 * D,
где D – условный диаметр трубы.
Обязательным условием при правильном расчете минимального радиуса гиба является необходимость учитывать отношение:
Кт =S/D,
где Кт – критерий, учитывающий тонкостенность труб.
R= 20*Кt*D + 0,5 *D,
При условии, если расчетный радиус R больше, чем (20*Кt*D + 0,5 *D), то применяем способ холодной гибки, если же меньше, то необходимо дополнительно разогревать трубу перед сгибанием, в противном случае деформации стенок не избежать.
R ≥9.25*((0,2 — Кt )**0,5),
если же минимально допустимый условный радиус сгибания меньше полученной величины, то применение правки является обязательным условием.
Получить поправку радиуса гиба трубы с учетом пружинения после того, как нагрузка была снята, можно по формуле:
Rср =0,5 *Ку*Dm,
где Dm — диаметр гибочной оправки, Ку – справочное значение коэффициента упругой деформации для данного металла.
Так, для укрупненных расчетов, можно принять значение коэффициента упругой деформации равным 1,02 для труб диаметром до 40 мм, изготовленных из стали или меди, а для труб с условным диаметром более 40 мм это значение будет, соответственно, равно 1,014.
Для более точного расчета угла, на который необходимо согнуть трубу с учетом величины упругой деформации, можно воспользоваться формулой:
α = α *(1 + 1/m),
где α — угол поворота центральной оси, m – значение справочного коэффициента упругой деформации.
Так, если расчетный радиус больше диаметра трубы в два-три раза, то значение коэффициента упругой деформации можно брать в диапазоне величин от 40 до 60.
Инструменты и оборудование
Для сгибания стальных труб малого диаметра при монтаже коммунальных трубопроводов используют ручные приспособления и холодный способ деформации. Так, холодную трубу можно согнуть приспособлениями, использующими следующие методы:
- с помощью шаблонной обкатки для круглых труб диаметром до 76 мм. На станках, использующих обкатку, не получиться получить качественную округлость радиуса сечения в месте загиба;
- путем наматывания на неподвижный ползун, при продольном перемещении обкатывающего ролика ;
- основанный на передаче усилия пневмо- или гидроцилиндром месту сгиба с упором на два подвижных ролика;
- с протяжкой через подвижные направляющие ролики, что позволяет производить отводы с малым угол радиуса, используется на универсальных гибочных станках.

Гибка профильной трубы по радиусу квадратного или прямоугольного сечения осуществляется такими же способами, как и стальных труб круглого сечения. Главное отличие профильных трубогибных станков заключается в виде прокатных роликов, шаблонов и обкаток, которые имеют, соответственно, форму прямоугольного сечения.
Трубы больших диаметров гнут исключительно горячими способами на специальных станках, так используют метод:
- деформации заготовки на штампе, что позволяет изготавливать изделия с несколькими сгибами как в одной, так и нескольких плоскостях сразу;
- протяжки на специальном роге, дает возможность получать не только минимальные радиусы, но и заданную кривизну радиуса, при этом сохраняя равномерный диаметр сечения трубы за счет одновременной калибровки на внутреннем сердечнике.
Как производиться горячее сгибание заготовок труб на производстве можно посмотреть на данном видео.
Читайте также: