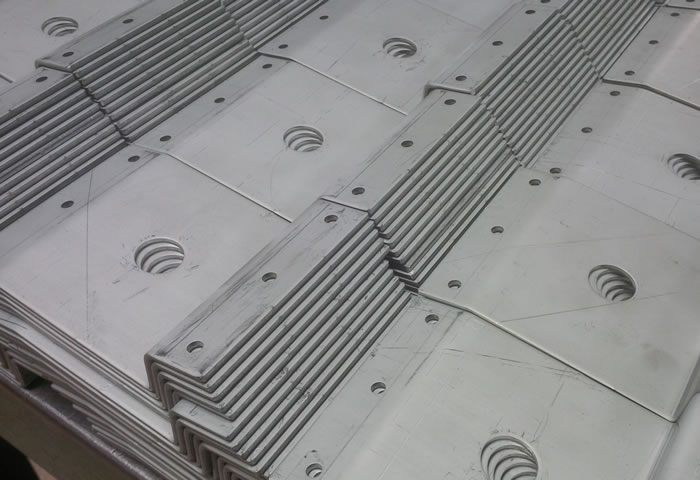
Гибка металла до 16 мм
Гибка тонколистового металла – востребованная услуга для решения разноплановых производственных задач. Она позволяет создавать изделия сложной пространственной конфигурации без необходимости соединения отдельных деталей с помощью сварки.
Современные технологии гибки металла дают возможность обрабатывать листы большого размера (до 4 и даже 6 метров). При этом обеспечивается высокая точность углов и линейных размеров получаемых изделий. Также большим плюсом является отсутствие швов и нарушения целостности материала. С помощью листогибочного оборудования можно изготавливать широкий перечень продукции, например металлические корпусные и кузовные детали, различные профили, металлоконструкции сложной формы и пр.
Связка оборудования для гибки металла с лазерными раскройными комплексами позволяет ускорить процессы металлообработки и максимально автоматизировать рабочие процессы.
Гибка листового металла осуществляется на листогибочных прессах компании «ProTech» и «Toskar» c рабочим усилием до 440 тонн.
Компания "МНИТЕК" предлагает услугу гибки металла на заказ. В составе парка оборудования четыре листогибочных пресса с возможностью обработки листового проката длиной до 6 метров с усилием до 440 тонн.
Гибочные прессы отвечают самым строгим производственным требованиям.
Технические характеристики листогибочного пресса:
до 6000 мм рабочая длина;
до 440 т рабочее усилие;
0.01 мм погрешность рабочих механизмов позиционирования.
Используется система числового программного управления (ЧПУ).

Гибка металла до 4 мм руб. / гиб с НДС *
Гибка листового металла толщиной от 4 мм руб. / гиб с НДС *
* Стоимость дана из расчета минимально возможных цен. Окончательная цена гибки металла рассчитывается менеджером компании ООО «МНИТЕК» при условии предоставления чертежей и полной информации. Связаться с менеджером.
Преимущества гибки металла на листогибах с ЧПУ:
- Гибка металла на станках компании "МНИТЕК" не приводит к образованию вмятин и утончению,
- высокая производительность,
- изготовление сложных металлических профилей с высокой точностью,
- возможность программирования необходимого количества операций,
- оперативность перенастройки,
- безопасность эксплуатации.
Благодаря имеющимся листогибочным прессам мы можем выполнять работы высокой точности при длине обрабатываемых деталей до 6000 мм. Точность гиба при этом будет составлять +/- 0.1 мм. А использование системы ЧПУ позволяет автоматизировать процесс и снизить себестоимость гибки металла. В связке с лазерным комплексом КС-НАВИГАТОР 7В-3 и КС-Навигатор 6В-3 позволяющими раскраивать детали габаритами до 20 00х6000 мм в настоящее время возможна услуга гибки металла толщиной 10-12 мм с максимальной длиной 6000 мм - это одно основных преимуществ компании "МНИТЕК" .
Стоимость работ рассчитывается в индивидуальном порядке, поскольку зависит от ряда факторов.
Для того чтобы разместить заказ на высокоточную гибку металла в компании МНИТЕК, просим ознакомиться с правилами размещения заказа
О формляя комплексный заказ на лазерную резку вместе с гибкой металла, вы получаете дополнительный дисконт в размере 5-15%.















Вопрос-ответ
Для этого вопроса нет единого ответа. 99% изделий МНИТЕК производится на заказ и их стоимость состоит из цены металла и услуги резки. Это значит, что мы не берем стоимость изделия из прайса, а всегда считаем под заказчика.
- Если вам нужно типовое изделие проката. Когда вам нужен швеллер или уголок стандартных размеров - проще и дешевле его купить.
- Если вам нужно единичное изделие более 4 метров. Такую длину мы гнем тандемом 3х метровых станков. Это сложная операция, поэтому услуга сразу же становиться на 15 000 рублей дороже.
Нет, мы не гнем трубу, профиль и пруток. Только лист.
Упрощенно – мы гнем лист до 12 мм при длине до 6000мм. На практике - нужно смотреть чертежи. Материал, ширина полок, наличие отверстий, вес, длина – всё имеет значение. Иногда мы делаем образец, иногда говорим, что можем сделать только резку. Мы предпочитаем не гнуть чужие заготовки. Это вопросы качества и гарантии, ведь мы не можем гарантировать, что отверстия не вывернет, а металл не начнет лопаться.
Видео с нашего производства
Для размещения заказа на гибку листового металла, необходимо:
Чертеж должен быть построен согласно ГОСТу и иметь все габаритные размеры детали, которая должна получиться в результате гибки плоской развертки.
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
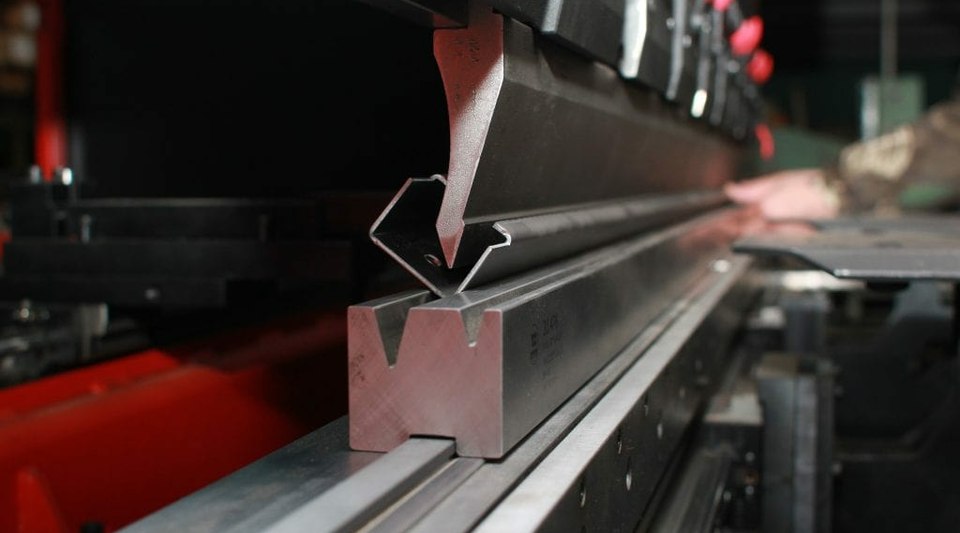
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
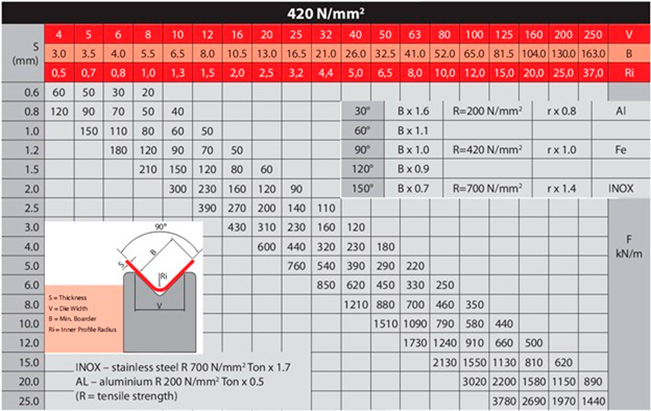
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Гибка листового металла длиной до 4 метров, толщиной до 16 мм на прессах AMADA. Сложные гибы. Выполняем заказы точно в срок!
Rimax — качественное оборудование, профессиональный подход.
Виды, толщины и геометрия материала гибки
ООО «Римакс Групп» предлагает гибку листовых заготовок по чертежам заказчика длиной до 4000 мм толщиной до 16 мм в Москве, Московской области и по всей РФ по привлекательной цене. Материал гибки - черная и нержавеющая сталь, алюминий и его сплавы. Наибольший интерес вызывает гибка металла заказчикам в городах: Балашиха, Мытищи, Люберцы, Электросталь, Королев и Орехово-Зуево.
Максимальное усилие прессов при гибке составляет 220 тонн.
ПРОЕКТИРУЕМ РАЗВЕРТКИ ДЛЯ ГИБКИ "С НУЛЯ" по Вашим эскизам, чертежам и ТЗ (техническим заданиям). ГОТОВЫ ПРЕДЛОЖИТЬ РАДИУСНУЮ ГИБКУ согласно Вашему ТЗ. В случае отсутствия необходимого инструмента спроектируем и изготовим гибочный инструмент под Ваше изделие.


Требования к входящей документации:
Для изготовления деталей (изделий) методом гибки необходимо предоставить развертки на изделия, чертежи на изделия и заявку (спецификацию).
Требования к разверткам:
- — Развертки принимаются в электронном виде в формате DWG или DXF с указанием линии гибов;
- — Контур изделий (деталей) в масштабе 1:1;
- — На контуре должны отсутствовать скрытые разрывы, недоводы, пересечения, точки, короткие штрихи, наложенные линии;
- — Отсутствие сплайнов (прямолинейные участки должны быть отрисованы линиями, криволинейные – дугами);
- — На контуре должны отсутствовать любые линии или точки, не составляющие контур (размерные, осевые, штриховка, надписи и т.д.);
- — Каждая развертка в отдельном файле;
- — Наименование файла должно отражать наименование изделия (детали) и использовать только латинские буквы и/или цифры.
Требования к чертежам:
- — Чертежи могут быть предоставлены в любых графических пакетах, отсканированы, нарисованы от руки (эскизы) в произвольной форме;
- — Чертежи должны быть читаемы, содержать необходимое количество видов, необходимые требования к изделию, материал.
Требования к заявке (спецификации) скачать заявку:
Заявка (спецификация) должна быть представлена в формате Word или Excel и содержать наименование детали (изделия), материал, толщину материала, количество деталей (изделий);
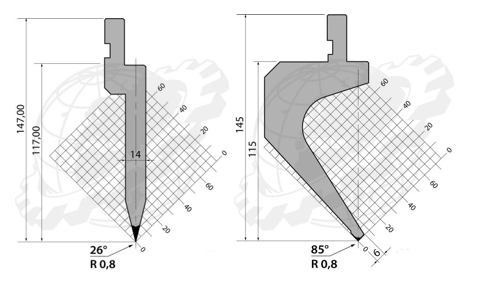
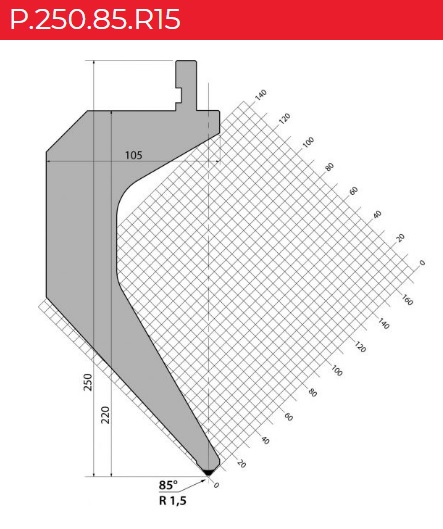
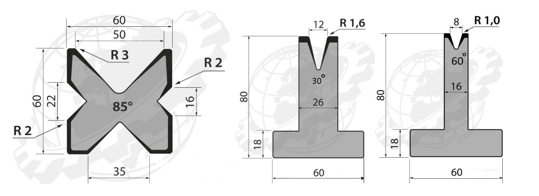
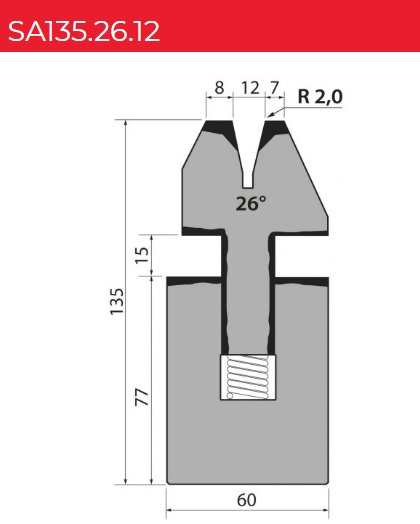
Пуансоны:
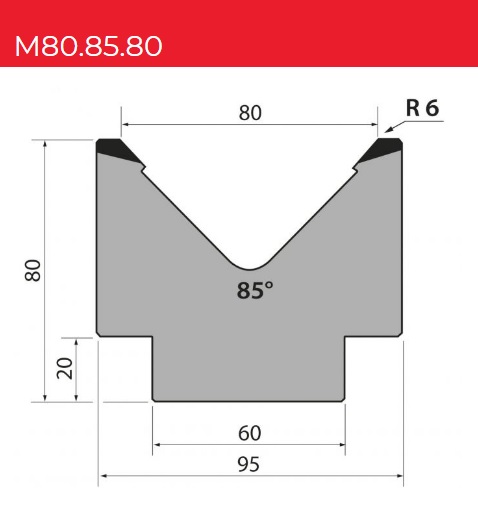
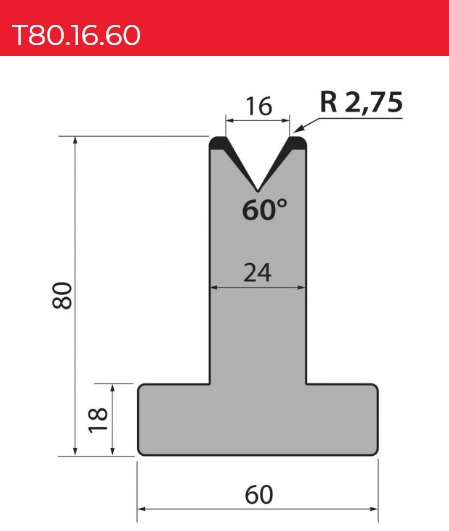
Матрицы:
Внизу прилагаем Таблицу гибов. В ней указана информация о радиусах гибки, минимальных полках, требуемых усилиях на тех или иных матрицах:
| Толщина | Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | |
| 1,0 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,2 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,5 | 8 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 |
| 12 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | |
| 2,0 | 12 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 |
| 2,5 | 16 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 |
| 3,0 | 22 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 |
| 4,0 | 35 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 |
| 5,0 | 35 | 5,6 | 28 | 4200,0 | 5,6 | 28 | 2930,0 | 5,6 | 28 | 4200,0 |
| 50 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | |
| 6,0 | 50 | 8,0 | 38 | 4200,0 | 8,0 | 38 | 3250,0 | 8,0 | 38 | 4200,0 |
| 63 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | |
| 8,0 | 50 | 8,0 | 40,5 | 2500,0 | 8,0 | 40,5 | 1666,7 | 8,0 | 40,5 | 3125,0 |
| 63 | 10,1 | 49 | 3100,0 | 10,1 | 49 | 2066,7 | 10,1 | 49 | 3875,0 | |
| 10,0 | 80 | 12,8 | 62 | 2700,0 | 12,8 | 62 | 1800,0 | 12,8 | 62 | 3375,0 |
| 100 | 16,0 | 75 | 3700,0 | 16,0 | 75 | 2466,7 | 16,0 | 75 | 4200,0 | |
| 12,0 | 100 | 16,0 | 77 | 2400,0 | 16,0 | 77 | 1600,0 | 16,0 | 77 | 3000,0 |
| 160 | 25,6 | 116 | 4200,0 | 25,6 | 116 | 2900,0 | 25,6 | 116 | 4200,0 | |
| 14,0 | 160 | 25,6 | 118 | 2700,0 | 25,6 | 118 | 1800,0 | 25,6 | 118 | 3375,0 |
| 16,0 | 160 | 25,6 | 120 | 2600,0 | 25,6 | 120 | 1733,3 | 25,6 | 120 | 3250,0 |
Мы также предлагаем дополнительные услуги по разработке и/или доработке разверток, корректировке контуров, разработке и доработке конструкторской документации.
- Обязательно предоставление приходной накладной по форме № М-15 на давальческие материалы и Акта приема-передачи;
- Листы не должны иметь волнистость на поверхности следы ржавчины (коррозии) и заломы;
- Допустимый прогиб листа на длине 4000 мм не должен превышать 60 мм;
- Заготовка должна иметь прямоугольную форму.
Приглашаем дилеров для долгосрочного сотрудничества. Посредникам выплачиваем вознаграждение.
Прайс-лист на гибку листовых заготовок:
Предлагаем прайс-лист на услуги по гибке листовых заготовок. Наши цены действуют с 1 марта 2018 года.
Минимальная стоимость заказа по гибке составляет 5 000 руб. без учета стоимости материалов. Если Заказчик значительно увеличивает объем последующих заказов, то сумма 5 000 руб. включается в качестве скидки в следующий заказ.
Гибка листового металла
Гибка листового металла - это сложный технологический процесс холодной либо горячей деформации листа, получения объемной заготовки с использованием специальных матриц и инструмента.
Необходимо обеспечить полное сохранение исходных физических свойств металлов, произвести точную направленную деформацию всех слоев материала. Наружные слои при обработке должны растягиваться, а внутренние сжиматься, что в случае многократных точных повторений, возможно достичь только с помощью листогибочных прессов с ЧПУ.


Гибка на станках с ЧПУ
Металлобрабатывающий завод «EVEREST » использует в работе шесть листогибочных прессов с ЧПУ, различных по применению и техническим характеристикам. На нашем оборудовании производится гибка металла в строго заданных местах, строго заданной длины на строго заданный угол с высокой точностью и надежностью технологического процесса к повторениям программно заданного гиба.
- DURMAZLAR DURMA AD-S 220/4000
- VIMERCATI PHSY 150/3000
- SMD PBB 110/3100
- YANGLI WC67K 80/2500
- SMD WEN 40/2000
- Vimercati PHSY 15050
Благодаря нашему парку современной станочной техники, широкому ассортименту инструмента для листогибочных прессов, опыту и компетентности нашей команды, мы способны обеспечить высокоэффективную производительность заказа любого объема и сложности!
Воздушная
Воздушная гибка металла, или свободный гиб, - особо сложная техника. На результат влияет множество факторов: тип, толщина материала, направление прокатки, тепловые воздействия, износ инструмента, ширины ручья матрицы, форма верхнего ножа, значения укорочения развёртки, углы, внутренний радиус, влияние отверстий.
Мы оснащены необходимым оборудованием и готовы на решение самых тяжелых задач. Независимо от того, относятся ли это к односложным объемным процессам или к работе в рамках узких допусков, мы предложим выгодное для Вас решение.
Радиусная
Радиусная гибка металла - позволяет создать необходимое металлическое изделие с определенным радиусом гиба. Представляет собой эффективный способ изгиба заготовки с учетом требуемого угла и радиуса. Пластическая деформация материала рассматриваемым методом осуществляется из нескольких гибов. Все заготовки обрабатываются последовательно и подгибаются до достижения необходимого угла.
Характеристики гибов, их количество и расстояние между ними определяются с учетом особенностей проекта, в частности – требований к плавности образованной дуги. Количество их прямо пропорционально плавности радиусного изгиба. Чем больше гибов и меньше шаг между ними – тем плавнее будет изгиб на выходе.

Расчет стоимости
Расчет цены достаточно сложен, он включает в себя немало параметров, нуждающихся во внимании. Необходимы точные вычисления, а также понимание свойств конкретных материалов.
Часто гибка металла следует за другими операциями по металлообработке, например, координатно-пробивными работами или лазерной резкой. Чтобы исключить возможные процессуальные ошибки, которые приведут к браку или появлению скрытых дефектов конструкции, добиться качественного результата, требуется проведение инженерных расчетов.
Читайте также: