Гибка металла для авто
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Гибка и фальцевание
Гибка — это техника механического формообразования. Незакаленная сталь, мягкая медь, латунь и мягкий алюминий, а также другие цветные металлы хорошо поддаются сгибанию в холодном виде. Закаленная сталь и твердые медь, латунь и алюминий очень плохо поддаются гибке и легко обламываются. Конечно, их можно согнуть, но для этого необходимо разогреть и изгибать в нагретом виде.
При гибке деталей на внешней стороне возникают растягивающие напряжения, в то время как на внутренней стороне сгиба материал сжимается. Чем меньше радиус сгиба по отношению к толщине детали, тем больше опасность того, что на внешней стороне сгиба образуются трещины и деталь сломается. Допустимый радиус сгиба составляет, например, 1У2 толщины детали для относительно мягкой стали St 37), 1У4 — для мягких алюминия, латуни и меди, 1У2— для твердых латуни и меди и 3-^4 для дюралюминия.
Фальцевание — это техника соединения металлических листов за счет отгиба и сжатия кромки на их бортах.
Отбортовка и фальцевание металлических листов
Выполнение закруглений, от-бортовки и односторонней разгонки прежде всего используют в художественных работах, подробное описание которых приведено в специальной литературе.
Прямая отбортовка и фальцевание. Вначале на металлическом листе острой чертилкой размечают линию сгиба (на алюминии эту линию рисуют
карандашом или краской, так как алюминиевый лист может сломаться по прочерченной разметочной линии).
На твердых (катаных) металлических листах во избежание разрыва линия сгиба должна быть перпендикулярна направлению проката листа. Если необходимо сделать два сгиба под прямым углом друг к другу, то каждый сгиб необходимо выполнять под углом 45° к направлению проката. Направление проката металла в любом случае производится параллельно продольной стороне металлического листа, и его легко узнать по следу в виде полос. Если направление прокатки металла узнать невозможно, то на куске металлического листа делают пробу, многократно сгибая и разгибая образец. Если сгиб пришелся на направление проката металла, то лист ломается быстрее.
Для прямого отгиба кромок на сложенных металлических листах их зажимают по всей длине сгиба между уголками в тисках или в самодельном устройстве для отбортовки (44), причем линия сгиба должна быть параллельна уголку и отстоять от зажимного устройства именно на то расстояние, которое точно соответствует толщине листа.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.




Как загнуть край металлического листа?
Гибка металла – это технологическая операция, при которой изделие принимает нужные размеры и форму с помощью сжатия внутренних и растяжения наружных слоев материала. В результате чего из заготовки плоской формы получают объемное изделие без сварных и иных швов и соединений.
«Гибка» звучит как простой процесс, но в действительности, он очень сложен. Значение гибки и в современном постиндустриальном мире трудно переоценить. Куда ни посмотреть – всюду конструкции из гнутого листового металла. Даже производители гибочных прессов удивляются, насколько сложные детали стали изготавливаться на разработанном ими оборудовании.
Всё это стало возможным благодаря активному внедрению ЧПУ, применению в технологии гибки нескольких управляемых осей, новейших систем гидравлики и измерительной электроники, а также широким использованием роботов. Основным же двигателем ускоренного развития высокоточной гибочной технологии явился повсеместный переход металлоoбрабатывающей промышленности на применение высокопроизводительных вырубных прессов и листовой лазерной резки.
Исторически эта технологическая операция возникла практически одновременно с литьём и ковкой – первичными этапами металлообработки. Научившись правильно гнуть заготовки из металла, люди решили огромное количество насущных бытовых и военных задач, начиная от создания сложных инструментов для охоты и сельского хозяйства, и заканчивая производством оружия.
«Лист» и «гибка» не очень ассоциируются с высокой технологией – high tech, однако для того чтобы гнуть «непослушный» лист металла необходимы специальные знания и огромный практический опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90 градусов, не меняя параметров настройки.
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина – 500мм, 1000мм или 2000 мм, если гибка производится вдоль или поперёк волокон материала, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию (горячекатаный прокат), если поверхностное упрочнение при самой деформации сильнее или слабее и т.д. и т.п.
Да, о гибке листового металла, как о профессиональной сфере металлообработки, можно говорить очень много, но, пожалуй, надо отметить самое главное.
1. Гибка листового металла – это высокопроизводительная, быстрая и высокоточная операция.
2. Замена сварки гибкой, как правило, очень выгодна при увеличении скорости производственного процесса и при обеспечении дополнительной прочности изделия за счёт так называемых рёбер жесткости.
3. Гибка металла редко является первичной операцией, как правило, — её задача максимально приблизить деталь к конечной форме (товарному виду).
4. Гибка сложных многопрофильных изделий из листового металла (в т.ч. плющение и изготовление петель) очень сильно зависит от применения редких специальных инструментов — узких, изогнутых пуансонов и ковочных оснасток.
5. Гибка заготовок из толстого (более 5 мм) листа сильно зависит от «тоннажности» станка, т.е. от такой характеристики как усилие балки, измеряемой в тоннах на метр.
6. Гибка малых бортов (отгибов) напрямую увязана с физическими характеристиками металла – его толщиной, жёсткостью и текучестью. Так, например, получить борт высотой в 2 мм из листа толщиной 1 мм гибкой технологически невозможно – нужно применять операцию штамповки.
7. Также стандартным холодным способом согнуть заготовку металла толщиной более 5 мм с внутренним угловым радиусом гиба менее толщины самого металла чревато разрывом внешней плоскости детали.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.

Как согнуть листовой металл своими руками?
Листовой металл отличается высоким спросом в разных сферах строительства, промышленности и находит свое применение также и в быту. Купить металлический лист по выгодным ценам – еще не все, поскольку для дальнейшего использования нередко требуется дополнительная обработка, а именно изгиб.
Общая информация
Рассматривается вариант с нарезкой листового металла и последующей сваркой полос, что позволяет получить конструкции под нужным углом, однако такой метод не распространен, поскольку в местах соединений металл нередко подвергается коррозии.
Поэтому наилучший способ – это деформация холодным методом, которую можно без особых усилий выполнить в домашних условиях.
Однако следует обратить внимание, что легко гнется металл, изготовленный из низколегированной стали. Если же в качестве сырья применялась углеродистая сталь, то процесс изгибания более трудоемкий.
Технологии сгибания металла
Различают несколько технологий гибки листового металла, выбор которых зависит от конкретных задач использования материала:
- радиусная;
- одноугловая;
- многоугловая;
- П-образная.
Для гибки металла, в зависимости от технологии, требуется различное оборудование, преимущественно общего пользования. А если проявить смекалку, то можно смастерить целый станок для сгибания металла.
Разные варианты гибки металла в домашних условиях
Если необходимо согнуть металлическую полосу небольшой ширины, необходимо применить тиски и молоток. Этот метод подходит для получения одноуглового и П-образного изгиба. Полоса зажимается в тисках, а затем резиновым или деревянным молотком гнется и получается прямой уголок, после чего она снова зажимается в тисках, но уже с бруском и при помощи молотка получается П-образный изгиб.
Если же требуется согнуть лист большой ширины, подойдет деревянный брусок, к которому лист закрепляется струбцинами, а далее при помощи плоскогубцев и молотка гнется по всей длине. В результате получается прямой угол.
Для радиусного изгиба используется болванка, старая труба, к которой привариваются с двух торцов трубки, внутрь которых вставляют лом. Затем болванка кладется на край металлического листа, который на нее накручивают, при помощи лома. Шов полученной радиусной заготовки обрабатывается сваркой.
Радиусному изгибу легче поддается листовой металл, полученный горячекатным способом, а для углового брать стоит листы, изготовленные холодным прокатом.
Этапы гибки металла
Чтобы получить необходимый профиль или трубу из листового металла, необходимо выполнять работы в несколько этапов:
- Определение необходимой полосы листа и обрезание остатка.
- Очистка поверхности от стружки, мусора, пыли, грязи.
- Разметка поверхности листа.
- Выполнение изгиба при помощи специальных инструментов.
Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
Технология гибки металлов и сплавов
Гибка – одна из распространённых операций деформирования металлов. В зависимости от сложности контуров гиба и толщины заготовки, её производят и в холодном, и в горячем состояниях, с применением ручного и механизированного инструмента.
Листогиб Metal Master LBM Изготавление колпака (дефлюгера)Виды гибки
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
Все эти разновидности могут выполняться следующими способами:
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки. Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно. В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком.
Параметры гибки и их определение
Для выяснения принципиальной возможности гибки заготовки из конкретного металла или сплава требуется знать:
- Величину предельного радиуса гиба, и сравнения его с фактической толщиной деформируемой заготовки.
- Направление волокон прокатки.
- Исходное значение предела текучести металла.
- Допускаемые отклонения формы готового изделия после гибки.
Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка металлов не относится к числу энергоёмких операций штамповки. Усилие процесса невелико, поэтому основным критерием для выбора деформирующего оборудования являются длина рабочей зоны обработки, и скорость перемещения деформирующего инструмента. Во многих случаях тонколистовая гибка заготовок возможна даже на ручных станках – профилегибах, трубогибах и т.д.
Из-за специфики деформирования металла во время его гибки процесс лучше проходит на оборудовании, которое имеет пониженное число ходов. Поэтому механическим кривошипным прессам часто предпочитают гидравлические. В частности, профилирование – разновидность полностью автоматизированного процесса неглубокой гибки.
Дефекты и трудности при гибке
Гибка малопластичных сталей (в частности, содержащих более 0,5% С) усложняется, главным образом, из-за явления пружинения – несоответствия конфигурации готовой детали требованиям чертежа. Пружинение – основная проблема при разработке технологического процесса гибки.
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…15 0 , что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение ликвидируют или уменьшают использованием следующих технологических приёмов:
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 12 0 , то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…600 0 С, а для низкоуглеродистых 180…200 0 С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
Оборудование для гибки
В производственных условиях гибку ведут на так называемых листогибочных прессах серии И13. Они могут изготавливаться с механическим или гидравлическим приводом. Механические двухкривошипные прессы состоят из следующих узлов:
- Сварной двухстоечной станины;
- Электродвигателя;
- Клиноременной передачи;
- Пневмофрикционной системы управления прессом, которая включает в себя сблокированные муфту и тормоз (ввиду относительно небольшого крутящего момента муфта и тормоз часто выполняются однодисковыми);
- Промежуточного вала, на котором размещается понижающая зубчатая передача;
- Главного вала, к которому присоединяется основной исполнительный механизм кривошипно-шатунного типа (число шатунов – обычно два);
- Ползуна, к которому в нижней его части крепится активный рабочий инструмент – пуансон (их может быть несколько) и направляющая плита со втулками.
- Стола, к которому крепится неподвижная часть штампового блока с матрицами, направляющими колонками и устройствами фиксации заготовки в штампе.
- Системы смазки и блока управления листогибочным прессом.
Листогибочные прессы с гидроприводом (серия И14__) конструктивно мало отличаются от кривошипных, за исключением того, что привод ползуна осуществляется от гидростанции, а сам ползун имеет плунжерное направление. Гибочные прессы с гидроприводом могут обеспечивать изменение скорости перемещения ползуна – от увеличенной на стадии холостого хода, до сниженной в момент начала операции деформирования. Это способствует снижению брака при гибке малопластичных сталей и сплавов.
Гибка профилей

Станок профилегибочный ручной
Ввиду того, что данные профили имеют повышенное значение момента сопротивления, традиционные способы гибки тут неприемлемы. Поэтому для гибки используют преимущественно машины ротационного действия. По сравнению с листогибочным оборудованием они имеют то преимущество, что приложение усилия происходит не одновременно по всей поверхности заготовки, а последовательно. В результате усилие гибки снижается, а требуемый для выбора электродвигателя крутящий момент снижается.
Для небольших заготовок ротационные машины вообще могут иметь ручной привод. Поскольку гибка выполняется по последовательной схеме, то одновременно с деформацией может производиться и правка изделия, что способствует снятию внутренних напряжений в материале.
Правильно-гибочные машины различают по количеству рабочих валков – их может быть три или четыре. Валки могут устанавливаться по симметричной или асимметричной схеме. Регулировка параметров гибки заготовок производится соответствующим изменением положения оси приводного валка, а также изменением их диаметров и профиля рабочей части.

Валы профилегибочного станка
Несмотря на некоторые сложности автоматизации процесса валковые машины конструктивно очень просты и неэнергоёмки. Для них не требуется также изготовление специализированного инструмента — штампов.
По подобному принципу изготавливаются также и станки для гибки труб. Принципиальным отличием здесь является наличие узла оправки, которая размещается в деформируемой трубе, и препятствует искажению профиля заготовки в процессе её гибки.
Гибка металла для авто
Правка и гибка металла при слесарных работах в автомобилестроении
Правкой называется слесарная операция, при помощи которой изогнутой или покоробленной заготовке или детали придают правильную геометрическую форму. Правке подвергаются заготовки или детали из пластичных металлов. Правку выполняют вручную или машинным способом на правильных валках, прессами, на листопра-вйльных и углоправйльных станках и т. д.
Поавку вручную осуществляют на правйльной чугунной плите или на наковальне слесарными деревянными или металлическими молотками. Тонкий листовой металл правят на правильных плитах. При правке листового материала толщиной менее 1 мм применяют деревянные или стальные бруски, которыми приглаживают листы на правйльной плите. При правке листов толщиной более 1 мм применяют деревянные или металлические молотки.
При ручной правке листового материала вначале выявляют все выпуклости и отмечают их мелом, затем лист укладывают на правйльную плиту так, чтобы выпуклости находились сверху. После этого начинают наносить удары молотком с одного края листа в направлении выпуклости, а затем с другого края. Удары должны быть не очень сильными, но частыми, их следует наносить по листу центральной частью бойка, не допуская никаких перекосов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Полосовой материал правят на правйльных плитах ударами молотка; прутковый материал круглого сечения правят на специальном правильно-калибровочном станке.
Вмятины на крыльях, капоте и кузове автомобиля выправляют сначала при помощи фигурных рычажков, затем под вмятину устанавливают болванку или оправку и ударами металлического или деревянного молотка выправляют вмятину.
Гибка металла применяется для получения необходимой формы изделий из листового, пруткового, профильного материала, а также из труб. Гибку осуществляют ручным или механическим способом.
При гибке ручным способом предварительно размеченный металлический лист устанавливают в приспособление и зажимают в тисках, после чего наносят удары по выступающей из приспособления части Деревянным молотком.
Трубы гнут ручным или механическим способом. Трубы больших размеров (например, трубу глушителя) обычно гнут с предварительным подогревом в местах изгиба. Трубы небольших размеров (трубки истем питания и тормозного привода) гнут в холодном состоянии.
Чтобы при гибке не сплющивались стенки трубы, а в местах изгиба не изменялось сечение, трубку предварительно заполняют мелким сухим песком, канифолью или свинцом. Чтобы получить нормальное закругление, а в месте изгиба труба была бы круглой (без складок и вмятин), нужно правильно выбрать радиус изгиба (большему диаметру трубы соответствует больший радиус). Для гибки в холодном состоянии трубы должны быть предварительно отожжены. Температура отжига зависит от материала труб.
Трубы гнут при помощи различных приспособлений. На рис. 1 показано роликовое приспособление. Механическую гибку труб осуществляют на трубогибочных, кромкогибочных станках, универсально-гибочных прессах.
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Гибка металла: что это, виды
Гибка металла представляет собой способ придать заготовке новую форму тем или иным способом. При этом отсутствует выборка материала, резка или сварка. Необходимый результат достигается только за счет его пластического деформирования. При изгибании происходит сжатие одних слоев исходной детали и растяжение других. Такая операция близка по сути правке металла, при которой устраняются дефекты заготовок в виде выпуклостей, вогнутостей или волнистости.
Гибка металла, как альтернатива другим способам обработки металла, например, сварке, резке или клепке, имеет следующие преимущества:
- экономия материала, так как практически полностью отсутствуют отходы;
- сохранение механической прочности изделия, благодаря отсутствию сварных швов или других соединений;
- антикоррозийная стойкость, поскольку в месте деформации не происходит существенного изменения структуры металла по сравнению с той же сваркой;
- привлекательный вид изделия.
Существует несколько видов гибки металла. Все они определяются типом исходной заготовки, в качестве которой выступает, как правило, стандартный производственный сортамент. Перечислим самые распространенные из них.
Гибка листового металла
Технология гибки металла, представляющего собой лист, реализуется на специальных станках — листогибах. По способу гиба такие механизмы можно разделить на три вида:

- Прессовые. Лист под давлением вводится в неподвижную матрицу посредством пуансона и приобретает при этом нужную форму. Пуансоны бывают нескольких видов, различающихся по форме и радиусу гибки. Матрица, как правило, имеет форму угла или паза. Листогибочный пресс является наиболее универсальным оборудованием, поскольку легко перенастраивается на разные задачи.
- Поворотные. Главные элементы: станина, подвижная гибочная балка (траверса), прижимная балка, задний упор. Прижимная балка служит для фиксации листа на станине. Для сгибания листа производится посредством гибочной балки, которая и является основным рабочим элементом.
- Ротационные — двух, трех или четырехвалковые устройства, в которых рабочие элементы используют вращательное движение. Рабочий привод, создающий необходимое усилие на таких станках, может быть реализован одним из следующих способов:
- ручной — используется мускульная сила человека;
- гидравлический — используется гидроусилитель;
- пневматический — используется сжатый воздух;
- механический — используется энергия раскрученного маховика;
- электромеханический — применяются электродвигатели с редукторами.
Одной из широко применяемых разновидностей листогибочного оборудования являются фальцегибочные или фальцепрокатные станки, которые предназначены для работы с тонким листом. Такое оборудование используют при изготовлении фальцевой кровли, воздуховодов, дымоходов.
Разновидности способов гибки листовой стали
Данный процесс может осуществляться как вручную, так и автоматически – с применением специального технического оборудования. Гибка металла своими руками являет собой сложный и трудоемкий процесс, который отнимает достаточно много времени и усилий. Заключается такая обработка стали в использовании молотка и плоскогубцев. Разумеется, такими инструментами невозможно осуществить гибку металла под конкретным углом, сохраняя все пропорции и конфигурации детали. Однако для изделий небольших размеров и диаметра вполне этого достаточно. Тонкий металл изгибается при помощи специальной киянки.
Гибка металлических труб
Гибка труб из металла может выполняться горячим и холодным способами. Последний способ более технологичен и производителен. Приспособления и станки для этой операции используют разные методы гибки. Существуют следующие разновидности трубогибов:

- рычажные — для ручной гибки труб из мягких металлов, а также стальных небольшого диаметра на угол до 180 градусов;
- арбалетные — сгибание трубы производится приложением усилия посредине между двумя точками, на которые опирается заготовка;
- роликовые (валковые) — классическим примером является трехроликовый вальцевый трубогиб.
Роликовые трубогибочные станки используют метод холодной деформации металла, называемой вальцовкой. Такой станок работает с металлами любой твердости: от цветных до титана и его сплавов. Угол загиба может достигать 360 градусов, а длина сгибаемой заготовки нередко превышает 5 метров.
Для гибки тонкостенных труб применяют дорновые трубогибы, в которых используется специальная оснастка, называемая дорном. Это приспособление помещается в полость трубы в месте изгиба и препятствует возникновению деформаций металлических стенок.
Что это такое?
Гибка металла (перейти к услуге) — пластическая деформация металлопроката, при которой одна его часть меняет своё положение относительно другой, внешние слои металла растягиваются, а внутренние сжимаются. Эффективная замена сварке (перейти к услуге), оставляющей потенциально хрупкие швы: согнутая заготовка характеризуется монолитностью и прочностью.
Сгибаться может как листовой металл, так и трубы. Процедуре поддаются практически все виды металлов и сплавов, её можно проводить вручную на домашнем оборудовании (например, на слесарных тисках, с использованием молотков, клещей и плоскогубцев) и в автоматическом режиме на специальных гибочных станках.
Созданные таким методом заготовки используются повсеместно, во всех сферах промышленности.
Гибка металлопроката
Гибка металлического профиля производится методом проката, а не изгиба, в отличие от большинства трубогибов. Гибка стали осуществляется, главным образом, на профилегибочных валковых станках. Количество валков на них варьируется от 3-х до 5. Чем больше число валков — тем меньшего радиуса гиба можно добиться при более высоком качестве изделия. В случае необходимости (большой площади сечения или высокой прочности материала) может производиться разогрев заготовки изгибаемого изделия, например, токами высокой частоты.

Самой сложной, но и самой востребованной у заказчиков технологической операцией, считается гибка стали, в том числе, и нержавеющей. Для того чтобы придать прочному стальному листу нужную конфигурацию, предварительно делается расчет развертки.
Затем она переносится на лист, где с помощью лазера производится его «раскрой». И только после этого заготовку из стали помещают под специальный гидравлический пресс, где по заданным параметрам выполняется процесс гибки.
Кроме нержавейки, в машиностроении часто применяют фасонные детали, выполненные из титановых сплавов. Титан более податливый материал, чем сталь, тем не менее, обработка его методом гнутья не является простым делом. Для работы с титаном используют специальные гибочные прессы. На них можно придать нужную форму титановой заготовке, причем как холодным, так и горячим способом.
Как видим, можно получить готовую деталь любой конфигурации — важно лишь правильно подобрать оборудование и выполнить точные расчеты гиба. Плюсом гибки стали является отсутствие сварных элементов, что означает и отсутствие опасности возникновения коррозии в местах сварных швов.
Гибка металла
Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Во время изгибания все наружные слои материала растягиваются, увеличиваясь в размере, а внутренние — сжимаются, соответственно уменьшаясь в размере. И только слои металла, находящиеся вдоль оси изгибаемой заготовки, сохраняют после изгибания свои первоначальные размеры. Важным при гибке является определение размеров заготовок. При этом все расчеты ведутся относительно нейтральной линии, т. е. тех слоев материала заготовки, которые при гибке не изменяются в размерах. В случае, если на чертеже детали, которая должна быть получена гибкой, не указан размер заготовок, слесарь должен самостоятельно определить этот размер. Расчет производят, подсчитывая размер детали по средней линии (определяют длину прямолинейных участков, подсчитывают длину изогнутых участков и суммируют полученные данные).
Гибка может выполняться вручную, с применением различных гибочных приспособлений и при помощи специальных гибочных машин.
Инструменты, приспособления и материалы, применяемые
В качестве инструментов при гибке листового материала толщиной от 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала заготовки, размеров ее сечения и конструкции детали, которая должна получиться в результате гибки.
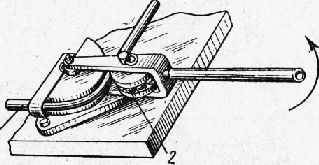
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок (рис. 2.44), форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
Молотки с мягкими вставками (см. рис. 2.33) и деревянные молотки — киянки применяют для гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала.
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки. Плоскогубцы (рис. 2.45) предназначены для захвата и удержания заготовок в процессе гибки. Они имеют прорезь около шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы (рис. 2.46) также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволоки.
Ручная гибка в тисках — сложная и трудоемкая операция, поэтому для снижения трудовых затрат и повышения качества ручной гибки используют различные приспособления. Эти приспособления, как правило, предназначены для выполнения узкого круга операций и изготавливаются специально для них.

На рис. 2.47 показано приспособление для гибки угольника ножовки. Перед началом гибки ролик 2 гибочного приспособления смазывают машинным маслом. Рычаг 1 с гибочным роликом 2 отводят в верхнее положение А. Заготовку вставляют в отверстие, образовавшееся между роликом 2 и оправкой 4. Рычаг 1 перемещают в нижнее положение Б, придавая заготовке 3 заданную форму.
По аналогичной схеме работают и другие гибочные приспособления, например, приспособление для гибки кольца из прутка круглого сечения (рис. 2.48).
Наиболее сложной операцией является гибка труб. Необходимость в гибке труб возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в холодном, так и в горячем состоянии. Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей. Эти особенности обусловливают применение при гибке труб некоторых специфических инструментов, приспособлений и материалов.

Приспособления для нагрева труб. Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наиболее рациональным методом нагрева является нагрев ТВЧ, при котором нагрев осуществляется в кольцевом индукторе под действием магнитного поля, создаваемого токами высокой частоты.
Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей используют:
• песок — при гибке труб диаметром от 10 мм и более из отожженной стали с радиусом гибки более 200 мм, если она осуществляется и в холодном, и в горячем состоянии; труб диаметром свыше 10 мм из отожженной меди и латуни при радиусе гибки до 100 мм в горячем состоянии;
• канифоль — при гибке в холодном состоянии труб из отожженных меди и латуни при радиусе гибки до 100 мм.
Применение наполнителя при гибке труб не требуется, если они изготовлены из отожженной стали, имеют диаметр до 10 мм и радиус гибки более 50 мм. Гибка в этом случае производится в холодном состоянии. Также без наполнителя гнут в холодном состоянии трубы из латуни и меди диаметром до 10 мм при радиусе гибки свыше 100 мм. Без наполнителя производят гибку труб в специальных приспособлениях, где противодавление, препятствующее появлению деформаций внутреннего просвета трубы, создается другими способами.
Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты (см. рис. 2.47). Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций.
Читайте также: