Гибка листового металла по чертежам
Популярный вид работ с таким видом материала, как прокатный лист. Она выполняется через технологический процесс для которого требуется качественное оборудование. Здесь используются специальные гибочные станки. Они могут быть разных конструкций и конфигураций, но наиболее удобны и практичные виды, оборудованные гидравлическим приводом.
Гибка заготовок из металла не настолько простая работа как может показаться первоначально. Сейчас даже не все предприятия, оказывающие такую услугу могут полноценно обработать металл по параметрам и требованиям заказчика. Здесь недостаточно только наличие качественного оборудования. Многое зависит и от профессионализма мастера. В столице, можно назвать лишь несколько металл производств, которые способны за короткий срок выполнить листовая гибка металла, сохранив при этом высокое качество материала и полученного изделия. Одним из крупных таких производств является ЗАО «Варяг», занимающие лидирующие позиции в сфере обработки металла.
Высокую конкурентоспособность ему удалось сохранить благодаря нескольким факторам:
- Отслеживание технологических изменений и закупка для производства только современного оборудования с повышенной производительностью и многофункциональностью;
- Жесткий контроль качества продукции на всех стадиях обработки и видоизменения металла;
- Контроль за поддержанием высокого уровня профессионализма персонала, через регулярное прохождение подтверждения квалификации и курсов повышения уровня мастерства;
- Постоянная работа над снижением производственных издержек без ущерба для качества итоговой продукции. За счет этого удается сохранять среднюю стоимость на продукцию и предлагаемые услуги, без высоких переплат со стороны покупателей.
Забота о персонале и собственном производстве делает возможным, чтобы рубка и гибка листового металла происходила в комфортных для персонала условиях с обеспечением всеми необходимыми инструментами. Это положительно сказывается на качестве выполняемых работ.
Гибка металла в Москве в рамках рассматриваемого производства доступна как по типовым (штампованным) проектам, так и по индивидуальным чертежам. При том, что проекты могут предоставляться заказчиком в уже готовом виде или разрабатываться инженерами завода с утверждением клиента. Имеющееся на производстве оборудование может работать не только со стандартными металлическими сплавами, но и некоторыми особенными составами. Все эти вопросы обсуждаются между клиентом и представителем завода индивидуально, при формировании заказа. Технические возможности для обсуждения таких вопросов в рамках этого производства существуют.
Гибка листового металла
Создание различных изделий или элементов конструкции, через применение услуги по гибке листового металла сейчас распространенное решение проблем. Чаще к ним прибегают в области строительства. Она актуальна при возведении кровли, создания навесов, дополнительных укреплений или временных конструкций. Так можно создавать элементы из металлического профиля определенных геометрических форм:
- с радиусным изгибом (дуги), вне зависимости от размера и протяженности по требованию заказчика;
- изделия S-образной формы
- изогнутые элементы с прямым углом и не только.




Гибка металла в Москве
ЗАО «Варяг» предоставляет возможность быстрого доступа к широкому перечню услуг по обработке металла разными способами и средствами. Компания работает как с крупными заказчиками (юридическими лицами), так и с частными, разовыми проектами (физическими лицами). Есть возможность заказа каких-либо изделий по серийному производству. Благодаря высокому техническому оснащению производства гибка металла на заказ здесь выполняется вне зависимости от сложности и индивидуальности требований заказчика.
Работа специалистов может быть оплачена любым из доступных способов: наличный и безналичный расчет. В работу принимаются любые чертежи от заказчика. Если такой возможности подготовки предварительного проекта нет, инженеры заводы с легкостью окажут и эту услугу.
Этапы выполнения работы
Гибка листового металла выполняется в несколько стадий. Руководство завода понимает, насколько важен контроль на каждой из них и поэтому строго требует соблюдения технологического процесса и технике по безопасности от работников. Для этого на предприятии созданы все необходимые условия и закуплено современное оборудование. Дополнительно ведется контроль за соблюдением всех разработанных стадий работы. Это обеспечивает ее высокое качество и длительный срок эксплуатации получаемого изделия или элемента.
На первой стадии проводится подготовительная работа, которая заключается в проработке необходимого продукта на бумаге. Речь идет о чертежах. На них должны отображаться конкретные параметры и четкая конфигурация элемента, со всеми необходимыми отверстиями, изгибами и выпуклостями. Без чертежа услуги по гибке металла не оказываются, так как присутствует риск неправильного объяснения со стороны клиента и неправильного понимания требований со стороны мастера. Все размеры углов и каждой линии детали должны четко прописываться, чтобы мастер принимающийся за работу не додумывал ничего, что не указано, а работал по четкому техническому заданию.
Далее гибка листа металла включает в себя раскрой. Это вторая стадия рабочего процесса. Выполняется она на станке ЧПУ, в который забиваются указанные на чертеже параметры изделия. Получив заготовочные элементы, мастер определяется как будет выполняться работа далее: с помощью стандартной гильотины или оборудования по плазменной резке. Второй вариант является более точным и безопасным. Он позволяет избежать дефектов и недоработок.
Последней стадией является зажим полученного элемента на специализированном станке. Это выполняется с помощью гидроусилителей, которые используются в работе гидравлического пресса. Здесь специалист обязательно должен учитывать в каком месте необходимо усилить количество давления. Такие сведения рассчитываются опять же по первоначальному чертежу исходя из особенностей создаваемой детали и применяемого металлического сплава.
На этом гибка листового металла в Москве не заканчивается. Одним из важных является проверка (тестирование) полученной детали. Она выполняется по указанным заказчиком параметрам с учетом функций, которые будет выполнять в будущем. При соответствии полученного на заводе элемента требованиям клиента, оно передается в его использование.
Гибка металла в Москве сейчас довольно популярная услуга которая помогает сэкономить на закупке готовых запчастей. Это актуально для многих сфер деятельности и производств на которых работают инженеры. Важным остается вопрос о том, кто и как будет оказывать услуги гибки листового металла. К выбору исполнителя всегда нужно подходить обоснованно и внимательно. Не стоит обращаться к тем, кто занимается такими работами в условиях гаражей и подвалов. Эта работа довольно сложная и ответственная. Она требует определённых познаний от мастера и солидного опыта работы. Помимо этого, он должен иметь доступ к качественному оборудованию, дополнительным инструментам и высокопрочным металлическим сплавам. Все это есть под рукой у мастеров ЗАО «Варяг», что позволяет им оказывать услуги по гибке металла на высоком уровне, за короткие сроки и продолжать зарабатывать хорошую репутацию.
Гибка деталей из металла по чертежам заказчика

В эти регионы мы уже отправляли заказы. В другие — также можем.
Давайте обсудим конкретику
Оставьте свой контактный телефон — мы перезвоним и рассчитаем точные сроки и стоимость вашего заказа.
В «Металл‑Кейсе» мы берем на себя этапы производственного цикла корпусов и деталей из листового металла от лазерной резки до нанесения надписей шелкографией на готовое изделие. В том числе гибку листового металла — по чертежам заказчика или без них.
Видео гибки листового металла от «Металл‑Кейс»
Гибка листового металла — что дает и зачем нужна?
Гибка листового металла — этап, который используется при производстве большинства деталей и, пожалуй, всех корпусов из листового металла, кроме штампованных.
Этот шаг идет сразу за лазерной резкой. Когда металлический лист уже раскроен на заготовки‑развертки с прорезанными отверстиями — в дело вступает гибочный станок, превращающий эти плоские пока заготовки в объемные фигуры нужной формы.
Гибка задает ребра в объемной фигуре из листа. Альтернативный вариант для задавания ребер — сварка. И существуют случаи, когда без сварки не обойтись — например, если нужна замкнутая «коробочка», три ребра могут быть согнуты, а четвертое придется сваривать, или если нужно сделать Т‑образное соединение.
Однако ребро, полученное гибкой, превосходит ребро, полученное сваркой, и по прочности, и по прямоте, и по дешевизне и скорости производства — так что если есть возможность выбора, лучше, конечно, выбирать гибку.
Преимущества "Металл-Кейс" кратко
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
Гибка листового металла по чертежам заказчика в «Металл‑Кейс»
Гибка листового металла по чертежам заказчика — это просто и быстро. Потому что не приходится тратить времени на разработку чертежа — и расчет, и производство идут быстро.
Однако если чертежей детали, гибка которой нужна, у вас нет — это также не является непроходимым препятствием. У нас есть свой конструкторский отдел, в него мы набрали сотрудников с высокой квалификацией — для них не будет проблемой самостоятельно создать чертежи нужной вам детали, подходящие для производства.
Вы можете поставить задачу, используя образец нужной детали или образец «начинки» корпуса. Нормально, если этот образец будет распечатан на 3D-принтере или изготовлен кустарно. Нормально, если этот образец будет произведен кем‑то другим — в том числе за границей. Мы за импортозамещение, и мы много делаем для того, чтобы у российских компаний не было недостатка в деталях, которые раньше производились только за рубежом.
Можно обойтись даже и без образца — достаточно будет эскиза, нарисованного от руки, с указанными размерами.
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
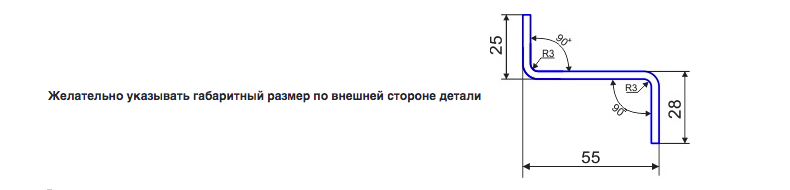
Чертеж для гибки листового металла
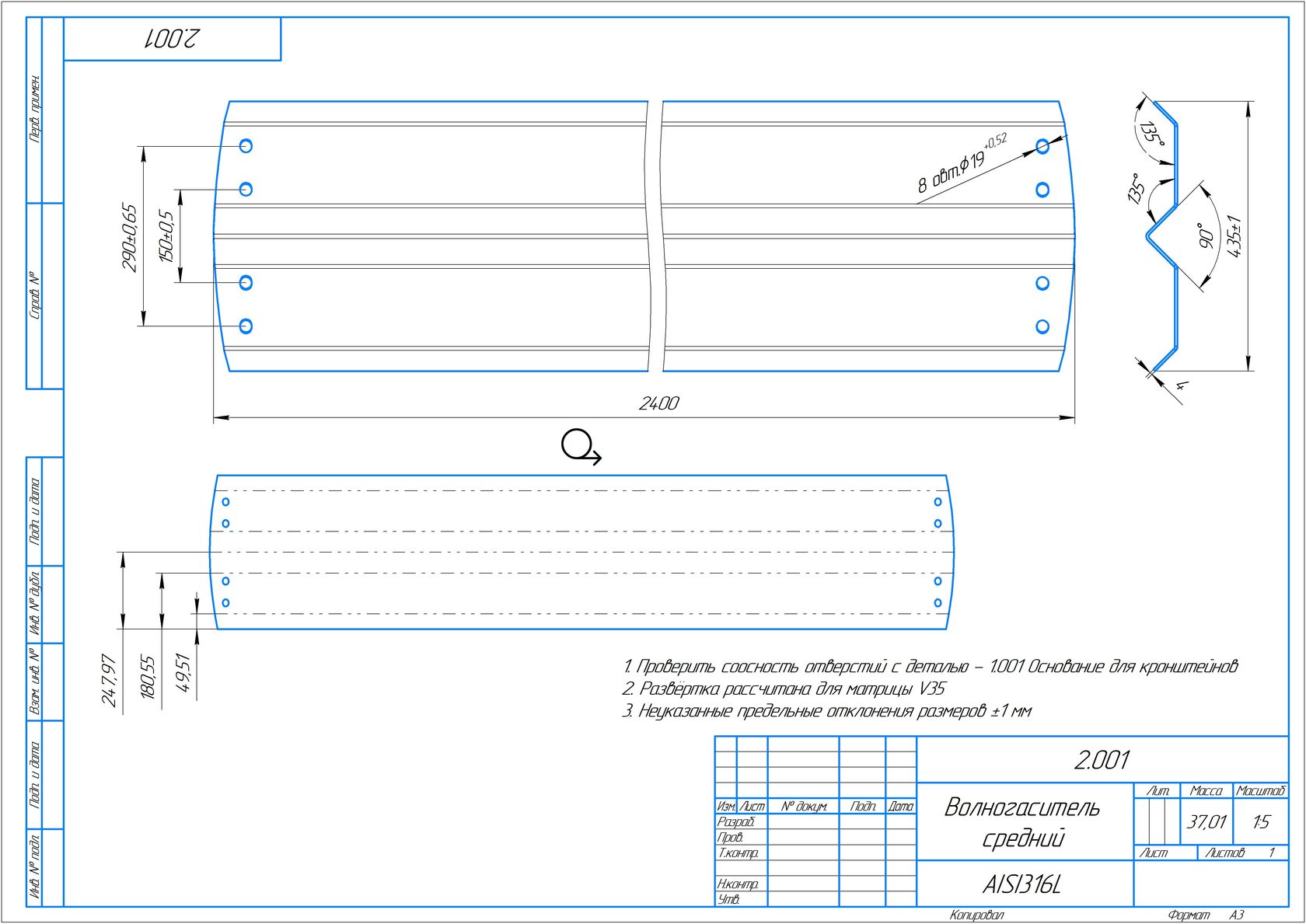
Необходимые размеры для гибки листового металла. Расскажем о том какие данные должны быть указаны на чертеже, чтобы оператор гибочного станка корректно согнул деталь.
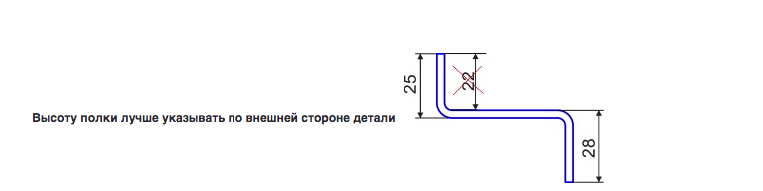
- Высота полки
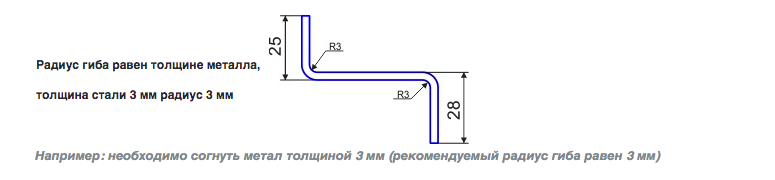
- Радиус гиба
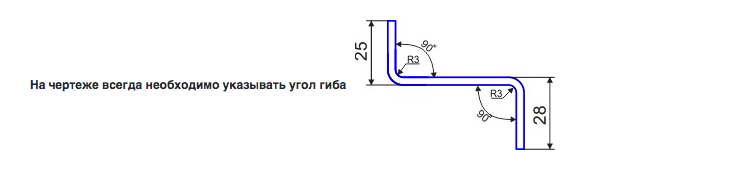
- Угол
- Габариты согнутой детали
- Изометрия
- Развёртка детали с указанием размеров до линии гиба
Высота полки вводится в гибочный станок, который в свою очередь рассчитывает расстояние линии гиба и выставляет упор на данное расстояние.
От толщины металла зависит радиус гиба, рекомендуется принимать радиус равный толщине металла. От радиуса зависит размер минимальной полки.
Угол важный параметр при гибке металла, он может быть как тупым(более 90 градусов), так и острым (но не всегда есть технологическая возможность сделать угол менее 90 градусов
Не обязательный, но желательный пункт. При сложной гибке, значительно поможет оператору гибочного станка
- файлы в формате .DXF AUTOCAD до 2015 г.
- только контур для резки в МАСШТАБЕ 1:1
- контур не имеет разрывов
- один контур = один файл
- файлы названы определенным образом:
толщина_металл_название_кол-во
Пример:
- 5_ст3_фланец_5
(5мм, сталь 3 мм, фланец, 5 шт)
- 1.5_AISI304_короб_15
(1,5мм, сталь AISI304, короб, 15 шт)
ОБЫЧНО ЗАКАЗЫ ПРИСЫЛАЮТ В ТАКОМ ФОРМАТЕ:
- файлы в формате требующем перевода в .DXF, фото, эскизы, картинки, текстовое описание
- в фале лишние линии, не относящиеся к контору реза.
- контур не замкнут.
- все контура в одном файле.
- масштаб не 1:1 (не гарантируем точно контура)
- файлы названы стихийным образом и приложена спецификация с количеством
- Договор оказания услуг
- Публичная оферта
© КТМ ГРУПП, 2022
В нашем канале мы публично делимся тем, что у нас происходит. Мы абсолютно честны и открыты со своими текущими и потенциальными клиентами.
1. Общие положения
Настоящая политика обработки персональных данных составлена в соответствии с требованиями Федерального закона от 27.07.2006. №152-ФЗ «О персональных данных» и определяет порядок обработки персональных данных и меры по обеспечению безопасности персональных данных ООО КТМ ДЕТАЛЬ." (далее – Оператор).
Гибка листового металла - методы и советы по проектированию [часть 2]

Если вы сами создаете чертежи, вам нужно знать следующее. Процесс гибки удлиняет материал. Это означает, что нейтральная линия или ось, о которой мы говорили в предыдущей статье, на самом деле находится не посередине материала. Но плоская деталь должна быть сформирована в соответствии с нейтральной линией. И для нахождения ее положения требуется коэффициент k.
Коэффициент K - это эмпирическая константа, то есть его значение было определено в результате испытаний. Он варьируется в зависимости от материала, его толщины, радиуса изгиба и метода гибки. По сути, коэффициент k смещает нейтральную линию, чтобы обеспечить плоский рисунок, отражающий реальность. Используя его, вы получаете допуск на изгиб, который, по сути, является длиной изогнутой нейтральной оси.
Первую часть данной статьи вы можете найти в нашем блоге по ссылке. Примечание: данная статья является переводом.
Формула коэффициента K:

Формулы припусков на изгиб:

Для изгибов от 90 до 165 градусов формула имеет вид:

Для изгибов более 165° нет необходимости рассчитывать припуски на изгиб, так как нейтральная ось остается практически посередине детали.

Для расчета плоской детали необходимо использовать длину дуги нейтральной оси
Расчет допуска на изгиб:
Допустим, у вас есть деталь, похожая на ту, что на изображении выше - у нее прямая ножка 20 мм и другая 70 мм. Угол изгиба составляет 90°, толщина листа - 5 мм, а внутренний радиус - 6 мм. Мы хотим узнать конечную длину детали. Во-первых, мы должны начать с коэффициента k:

Другой способ определения коэффициента k - следовать "правилу большого пальца". Просто выберите коэффициент k в соответствии с вашим материалом из приведенной ниже таблицы. Это дает достаточно точные результаты для большинства случаев.

Теперь мы можем перейти к припускам на изгиб:

Для получения окончательной длины мы просто прибавляем две длины ног к припуску на подгибку:

Советы по гибке листового металла:
Итак, я поговорил с нашим опытным менеджером по продажам, который знает толк в гибке листового металла. Он загорелся и решил воспользоваться возможностью и поделиться своими знаниями о гибке листового металла. Таким образом, он привел список распространенных ошибок и решений, как их избежать.
Минимальная длина фланца:
Существует минимальная длина фланца, как уже говорилось ранее. Для ориентировки смотрите таблицу изгибающих усилий. В зависимости от толщины выбирается ширина штампа. Если вы разработаете слишком короткий фланец, он будет неловко "проваливаться" в щель, и вы не получите желаемого результата.
Боковые стороны с фаской:

Фаска должна заканчиваться перед основанием детали
Если вы хотите сделать фланец с фаской на одном или двух концах, предыдущее правило о минимальной длине фланца остается в силе. Фаски должны оставлять достаточно места для выполнения правильных изгибов, иначе фланец будет выглядеть деформированным, и никто не будет удовлетворен.
Расстояние от отверстия до изгиба:

Близко расположенные отверстия могут деформироваться
Если отверстия расположены слишком близко к изгибу, они могут деформироваться. Круглые отверстия не так проблематичны, как другие типы, но болты все равно могут не пройти. Опять же, смотрите диаграмму изгибающего усилия для минимальных размеров фланца и размещайте отверстия дальше, чем минимальные.
Симметрия:
Чтобы избежать путаницы, прямоугольное отверстие может быть с обеих сторон
Существует большая опасность при изготовлении деталей, которые почти симметричны. Если возможно, делайте их симметричными. Если деталь почти симметрична, оператор гибочного пресса может запутаться. Результат? Ваша деталь будет согнута в неправильном направлении.
Заклепочные гайки:

Заклепочная гайка на пути гибочного инструмента
Если вы используете заклепочные гайки вблизи линии изгиба, известно, что их установка перед изгибом хороша для обеспечения его применимости. После изгиба отверстия могут деформироваться. Тем не менее, убедитесь, что гайки не будут мешать инструментам при гибке.
Маленькие фланцы для больших деталей:

Небольшой изгиб в конце большой детали может привести к трудностям
Лучше отказаться от маленьких фланцев на больших и тяжелых деталях. Это очень усложняет производство, и может потребоваться ручная обработка, которая обойдется дороже, чем простая механическая. В результате, если есть возможность, лучше выбрать альтернативное решение.
Сгибы рядом друг с другом:

Проверьте таблицу изгибающих усилий для минимальной длины фланца
Если вы хотите включить последовательные изгибы, проверьте, выполнимо ли это. Проблема возникает, когда вы не можете установить уже согнутую деталь на штамп. Если изгибы направлены в одну сторону - U-образный изгиб, - то общее правило заключается в том, что промежуточная часть должна быть длиннее фланцев.
Разместите изгибы на одной линии:

Эта часть нуждается в многочисленных корректировках.
Лучше всего проектировать изгибы на одной линии, если у вас есть несколько фланцев подряд. Имея это в виду, вы можете свести количество операций к минимуму. В противном случае оператору необходимо вносить корректировки для каждого отдельного изгиба, а это означает потерю времени и денег.
Линия изгиба параллельна стороне:

Такой вид линий сгиба приводит к неточным результатам
Как говорится в заголовке. Для целей позиционирования должна быть параллельная сторона вашей линии изгиба. Если её нет, выравнивание детали станет настоящей головной болью, и в итоге вы можете получить неудовлетворительный результат.
Рельеф изгиба:

Рельеф изгиба необходим
Для достижения наилучшего результата рекомендуется сделать не просто небольшой разрез лазером, а настоящий вырез по бокам будущего фланца - который должен быть рельефом изгиба. Ширина такого надреза должна превышать толщину материала. Это гарантирует отсутствие разрывов и деформаций при окончательном изгибе. Другой хорошей практикой здесь является включение небольших радиусов в рельефы изгиба, поскольку они также снимают напряжение материала.
Сгибание коробки:

Небольшие зазоры гарантируют выполнение работы
При сгибании коробки необходимо оставлять небольшие зазоры между фланцами. В противном случае последний сгиб может врезаться в существующие, ломая всю конструкцию.
Проверьте плоский шаблон:
Следует помнить о том, что время от времени нужно переключать вид CAD на плоский шаблон. В этом есть много плюсов. Во-первых, если вы увлечетесь фланцами, в итоге может получиться что-то, что не может существовать в плоской схеме. А то, что не может существовать в плоской схеме, не может существовать и в любой другой.
Измерьте макет. Возможно, вы сможете скорректировать конструкцию для оптимальной посадки. Старайтесь не брать лист большего размера, если меньший размер находится в пределах досягаемости. Может быть, вы сможете уместить 2 детали на одном листе, если просто убавите несколько миллиметров? Это отразится на окончательной цене проекта.
Эмпирическое правило для минимального радиуса изгиба:
Будьте проще. Что может быть проще, чем выбрать внутренний радиус (ir), равный толщине материала. Это позволяет избежать последующих проблем, излишних раздумий и глупых ошибок. Уменьшение радиуса ниже этого значения может привести к проблемам. Больший радиус только усложнит некоторые другие расчеты.
Направление изгиба:

Изгиб перпендикулярно прокатке
Не следует проектировать изгибы в том же направлении, в котором производилась прокатка материала. Это особенно важно для алюминия. Конечно, все мы знаем алюминиевые корпуса с 4 сторонами, которые подразумевают гибочные операции, противоположные тем, что мы предлагаем. Тем не менее, лучше избегать этого, если возможно. Результатом могут стать неровные поверхности или даже трещины.
Хотя инженеры-производители заботятся о том, чтобы замечать такие вещи, полезно замечать их самостоятельно. Это помогает учесть расход материала.
Загиб кромок:

Оставляйте внутренний радиус, если это возможно
Если вы хотите укрепить края металлического листа, то загиб кромок - отличный вариант. Тем не менее, здесь применимы некоторые советы. Лучше оставить небольшой радиус внутри загиба. Для полного разрушения радиуса требуется большая мощность и тоннаж. Кроме того, это подвергает материал опасности растрескивания. Оставление радиуса, напротив, снимает эту опасность.
Оцените материал:
Обычные тонкие листы конструкционной стали толщиной 1. 3 мм могут выдержать практически все. После этого необходимо провести исследование. Некоторые материалы гораздо более капризны в обращении с ними. Получение хорошего результата зависит от ваших знаний и от помощи, которую может оказать ваш инженер-технолог.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: