Гибка листового металла любой сложности
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Гибка металла – востребованная услуга. Она заключается в придании металлическому листу необходимой объемной формы посредством деформации, с применением пуансона и матрицы. По этой технологии производятся многие объемные изделия. В зависимости от условий гибки, она бывает горячей и холодной. Большее распространение получила холодная гибка, услуги которой и предоставляет наша компания.
На оборудовании ООО «ПРОМЭКС» ежемесячно:
- выполняется ≈ 2 млн. гибов;
- производится свыше 800 000 деталей;
- из них ≈ 10 000 – абсолютно уникальные.
Лучшая цена без колебаний – от 4 рублей за гиб
Мы более 7 лет удерживаем стабильно низкие цены на оказываемые услуги металлообработки. Для этого мы обновили свой парк оборудования высокоскоростными станками, внедрили в операции гибки новые технологии и оптимизировали производственный процесс. ООО «ПРОМЭКС» – крупнейший потребитель инструментов для листогибочных станков в годовом исчислении. Ежедневно мы совершенствуемся и создаем все более привлекательные условия сотрудничества.
Факторы, влияющие на сроки и стоимость гибки листового металла:
- Толщина листа. Для гибки толстых листов нужно больше усилий. При обработке толстолистового металла замедляется опускание балки станка и возрастает общее время операции.
- Длина гиба. От этого фактора зависит число применяемых гибочных инструментов. С увеличением длины гиба возрастает износ инструментов, что неизбежно влияет и на стоимость услуги.
- Масса детали - влияет на время металлообработки.
| Толщина от, мм | Толщина до, мм | Длина от 0 мм | Длина от 501 мм | Длина от 1001 мм | Длина от 2001 мм | Длина от 2701 мм | Длина от 3201 мм |
|---|---|---|---|---|---|---|---|
| 0 | 2,5 | 4,00 | 5,00 | 7,00 | 10,00 | 20,00 | 40,00 |
| 2,51 | 5 | 6,00 | 9,00 | 12,00 | 15,00 | 30,00 | 80,00 |
| 5,01 | 9 | 10,00 | 15,00 | 20,00 | 25,00 | 40,00 | 120,00 |
| 9,01 | 12 | 15,00 | 20,00 | 30,00 | 40,00 | 60,00 | 150,00 |
| 12,01 | 16 | 30,00 | 50,00 | 70,00 | 90,00 | 300,00 | |
| 16,01 | 20 | 50,00 | 100,00 | 300,00 | 500,00 | ||
| Наши цены НЕ зависят от марки материала. | |||||||
Добавочная стоимость на гибку - зависимость цены от массы детали.
| Масса от, кг | Масса до, кг | Цена, руб |
|---|---|---|
| 17 | 20 | 30,00 |
| 20 | 40 | 90,00 |
| 40 | 60 | 120,00 |
| 60 | 80 | 180,00 |
| 80 | 100 | 300,00 |
| 100 | 120 | 600,00 |
| 120 | 140 | 1200,00 |
| 140 | 160 | 1400,00 |
| 160 | 200 | 4000,00 |
Как сделать заказ
Мы выполняем холодную гибку металла. Она делится на 2 типа:
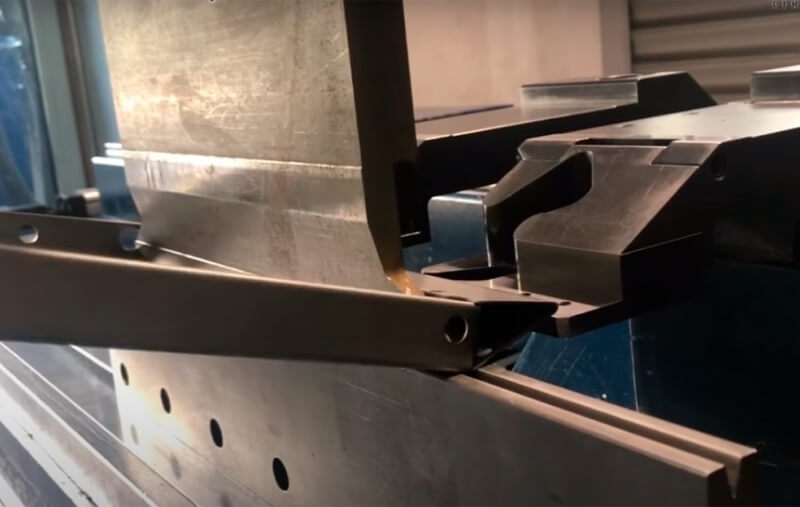
Свободная (V-образная) гибка
Этот вариант – самый популярный. Выполняется с помощью универсального инструмента: матрица обычно размещается в нижней части пресса, а пуансон фиксируется на балке. Именно пуансон оказывает давление на обрабатываемый лист металла и в тандеме с матрицей выполняет заданные гибы. При сгибании металла пуансон размещается во внутренней области угла гиба, а с внешней стороны находится матрица.
Метод свободной гибки мы применяем для металлических листов толщиной 0,5–16 мм, но точный диапазон толщин зависит от марки металла.
Доступные для этой технологии углы гиба – от 28–30 0 до 170–178 0 . Возможно получение и меньших углов, если дополнительно оснастить матрицу инструментом для плющения. Это позволяет дожать угол гиба до величин менее 28 0 . Плющению подлежит листовой металл толщиной 0,5–2,5 мм.
При мелкосерийном производстве выгодно применять свободную гибку, поэтому наши конструкторы отдают ей предпочтение при расчете заказов. Благодаря такому подходу мы устанавливаем на гибку листового металла привлекательные цены, одни из самых низких в стране.
Калибровка (штамп)
Способ калибровки менее востребован из-за более высокой стоимости услуги. Она обусловлена применением особого штампующего инструмента. Специально для выполнения конкретной операции гибки производятся отдельные матрица и пуансон. Изготовление специальной оснастки ощутимо отражается на цене изделий. Поэтому по технологии калибровки рационально производить средние и крупные серии продукции.
Преимущества этого метода:
- Возможность выполнения на 1 пресс совокупности гибов, в т. ч. получение Z-гиба с малым плечом (4–5 мм).
- Применимость на узкой области заготовки. К примеру, если нужно изготовить швеллер 30х10х30 мм, свободная гибка задачу не решит.
- Точность. Калибровка позволяет получать высокоточные детали из листового металла.
Гибка металла любой сложности
Тонкости технологии
Металлы для гибки
- Черные металлы. Повсеместно их широко используют для изготовления гибочных деталей. Причина такой популярности – в минимальной стоимости получаемой продукции. Преимущественно для гибки применяются стали низко- и среднеуглеродистых марок.
- Оцинковка. Отличается от черных металлов наличием цинкового покрытия. Нанесенный слой цинка выполняет защитно-декоративные свойства. Он оберегает материал от коррозии и придает ему привлекательный вид, позволяя обойтись без покраски.
- Нержавейка (стальные сплавы с содержанием никеля) Многие ее марки допускают гибку. Станки «ПРОМЭКС» позволяют обрабатывать листы этих марок в диапазоне толщин 0,5–12 мм. По сравнению с обработкой черных металлов, для сгибания никельсодержащих сплавов нужно прикладывать больше усилий. Поэтому есть ограничения по обработке длинных заготовок.
- Сплавы алюминия. Они сложны и требовательны в обработке, но огромный опыт наших специалистов позволяет успешно гнуть алюминиевые листы. При их обработке применяются матрицы с широкими ручьями, чтобы не допустить разрывов материала в области сгиба. Уделяется внимание и другим нюансам, включая возраст материала: чем он старше, тем сложнее гнется.
- Медь. Мы используем для гибки медь 6 видов, толщиной 0,4–10 мм.
- Латунь. Гнем листы некоторых марок, в диапазоне 0,5–10 мм.
- Титан. Преимущественно сгибаем тонкие листы, в пределах 0,5–3 мм.
«Правило 8» или формула идеальной гибки
Чтобы избежать дефектов в области сгиба, матрицу нужно брать в 8 раз толще, чем сама заготовка. Так, для листа толщиной 1 мм берем V8, для листа 1,5 мм нужна матрица V12 и т.д. При неправильном выборе матрицы, особенно при обработке цветмета, в области сгиба появляются микротрещины и разрывы.
Для некоторых материалов холодная гибка категорически не подходит. В их числе углеродистые стали 40 и 45, класс инструментальных сталей, латунь ЛС5-1, алюминиевые сплавы Д16, Д16БТ, АМг5 и АМг6.
Расположение волокон в цветных металлах
Этот фактор имеет значение при обработке медных, латунных, алюминиевых и титановых заготовок. Раскрой таких материалов нужно производить с учетом правильного направления волокон в листе. Линии будущих сгибов рекомендуется размещать перпендикулярно волокнам. Иначе возрастает риск порыва заготовок в процессе гибки.
Гибка металла

Мастера нашей компании предоставляют услуги гибки листового металла любой сложности в Москве и гарантируют высокоточное и качественное выполнение работ. Применение листогибочного пресса обеспечивает изделию цельность, долговечность и эстетичный внешний вид.
Гибка от 10 руб. за один гиб
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Изгибание металлических заготовок представлено в виде технологического процесса, в ходе которого заготовке можно придать конкретную конфигурацию посредством сжатия внутренних и растяжения наружных слоев заготовки. Гибка металла предполагает растягивание наружных слоев и их увеличение в размерах, внутренние слои, напротив, уменьшаются в размере за счет сжатия. Неизменными остаются лишь слои, располагаемые вдоль оси заготовки.
Рассматриваемая услуга в металлопроизводстве достаточно востребована и является одним из направлений деятельности нашей компании. Гибка листового металла в Москве предполагает отсутствие сварочных швов, что позволяет реализовать более прочное и долговечное итоговое изделие.
Поэтапный технологический процесс
Наше производство позволяет изготавливать широкий ассортимент разных элементов металлопроката, а непосредственно технология гибки представлена следующими этапами.
- Подготовительный этап требует определиться с углами и точками сгибов, габаритами итогового изделия и конфигурацией.
- Перед гибкой металла, лазерной резкой раскраивается лист.
- Лист зажимается на специальном гибочном станке с гидроцилиндрами, за счет которых изделие прижимается.
- Гибка металла прессом осуществляется за счет усилия гидравлики.
- На каждом этапе мы проверяем качество выполненной работы и делаем контрольные замеры перед последующей подачей полной партии заготовок.
Цены на гибку металла
Цены указаны в рублях с учетом НДС за 1 гиб.
Отдельно для заказа согласовывается соотношение радиус гиба / длины заготовки / толщины листа.
Установлен повышающий коэффициент 1.25 на изделия из давальческого металла.
При расчете стоимости заказа используется следующая система скидок и наценок:
Минимальная сумма заказа 3500 руб.
Все цены указаны в рублях, включая НДС 18%.
Возможно срочное изготовление заказа - в день обращения или на следующий день, стоимость рассчитывается индивидуально.
Желательно предоставление чертежей разверток или иной документации в формате DXF или в формате AutoCAD, при отсутствии документации в этих форматах, мы можем помочь Вам их разработать, стоимость подготовки документации определяется для каждого заказа индивидуально, в некоторых случаях мы можем сделать это бесплатно.
Определение размеров заготовки
Определить итоговую стоимость работ во многом помогает точный расчет гибки металла. Ориентироваться нужно на нейтральную линию, то есть осевые слои заготовки, размеры которых не изменяются в процессе гибки. Расчет осуществляется за счет определения длины прямолинейных участков, подсчета изогнутых фрагментов и суммирования полученных результатов. Для подсчета общей длины необходимо учитывать длину прямолинейных участков, а также углы загиба и радиусы закруглений. Если закруглений не должно быть, расчет гибки металла и длина заготовки определяется с учетом длины прямолинейных участков, количества загибов без закругления и толщины материала заготовки.
Насколько востребована гибка металлических листов?

Рассматриваемая технология активно используется, поскольку позволяет производствам отказаться от применения штампов. На выходе получается цельная бесшовная конструкция с точным учетом углов и линейных размеров изделия. Для производства фактор отсутствия сварного шва является важным преимуществом, поскольку именно эта зона всегда считается самой проблемной.

Мы реализуем гибку тонколистового металла, исключением являются лишь хрупкие заготовки. Использование подобной технологии целесообразно для изготовления уголков, швеллеров, кронштейнов и коробов, стеллажей и полок, фасадных кассет и соборных элементов, оконных отливов и строительных профилей со сложной конструкцией.
Преимущества листогибочных станков
- современное оборудование;
- исключительная точность;
- высокая скорость.
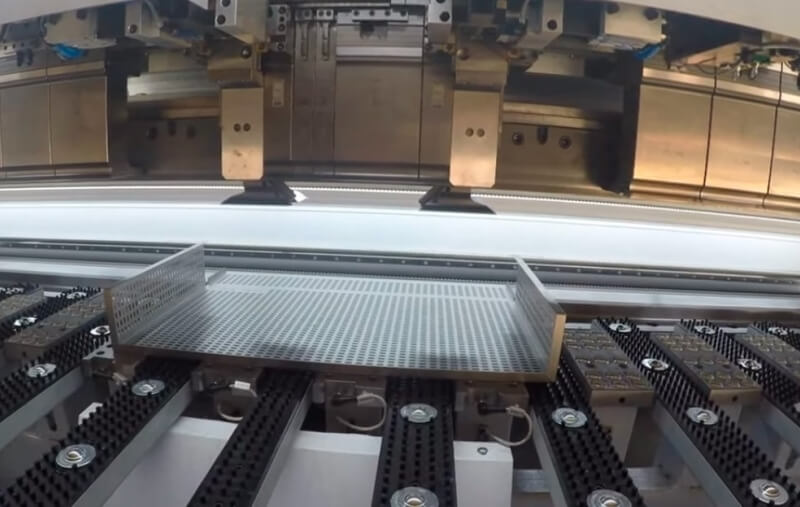
В наше время листогибочные станки с ЧПУ используются в промышленности. Имея в своем арсенале контроллеры с визуализацией в 2D и 3D пространстве, оборудование для гибки моментально справляется со сложными задачами.
Листогибочный пресс, за счет гидроцилиндров, синхронизированных электромагнитными клапанами, выполняет гибку листового металла быстро и с высокой точностью. Данную операцию контролирует система программного управления (ЧПУ). Все это позволяет эффективно и точно выполнять гибку листов. Использование автоматизированных манипуляторов с прессом позволяет поставить производство на поток.
Где заказать услугу гибки металла?
Мастера нашей компании предоставляют услуги гибки листового металла любой сложности в Москве и гарантируют высокоточное и качественное выполнение работ. Применение листогибочного пресса обеспечивает изделию цельность, долговечность и эстетичный внешний вид. Наши мастера всегда ориентируются на индивидуальные требования заказчика и контролируют каждый этап автоматизированного технологического процесса. Используемое нами современное оборудование обеспечивает высокую точность изгибания.
Воспользуйтесь услугой гибки листового металла на заказ. Рассчитать цену, различающуюся от ряда факторов, среди которых объем работ, размеры заготовок, срочность реализации проекта, помогут наши менеджеры. Для ориентировочного расчета стоимости воспользуйтесь прайс листом на нашем сайте.
Осуществляем промышленную гибку листового металла — на автоматических листогибочных станках с ЧПУ.
Доставка готовой продукции собственным транспортом по Москве, Московской области, регионы РФ и Республику Беларусь!
Гибка листового металла листогибочным станком
Производственные мощности нашего оборудования позволяют производить гибку листового металла из черного проката и нержавеющей стали по параметрам заказчика.
Информация об услуге
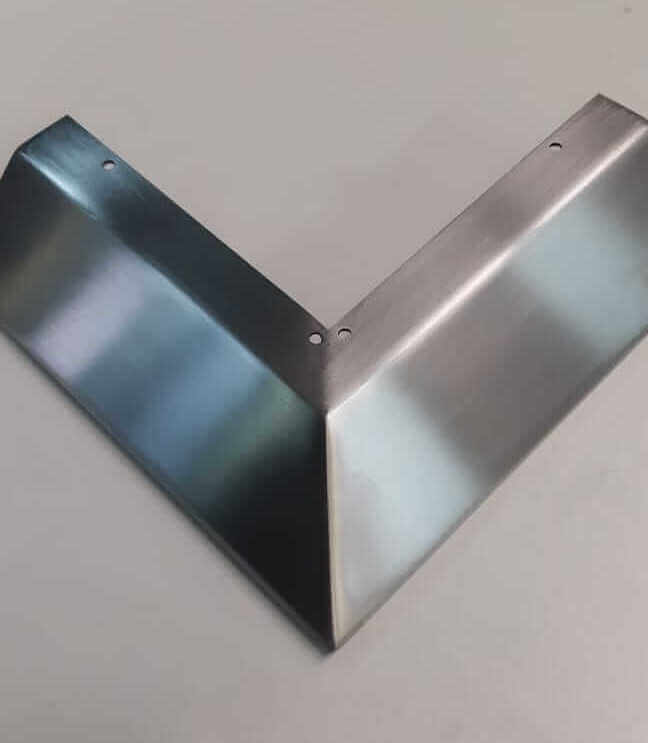
Области применения гнутого листа
Для увеличения жесткости металлических конструкций применяют различные конфигурации изогнутого листа а в частности уголок гнутый.
Он также используется для строительства вентилированных фасадов и во многих других областях.
Угол гнутый получают из холодного листа металла путем гибки на листогибочном оборудовании.
Варианты изготовления гнутого уголка:
- — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого. — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений
свойств металла при обработке. Как первый, так и второй способ оставляют
структуру металла на местах сгиба неизменной. При этом лист металла может иметь
толщину до 10 мм.
Технические возможности листогибочного станка
Галерея производства
Основные виды гибки металла
Гибка листового металла на гидравлическом прессе.

Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола. После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла. Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Гибка листового металла на вальцах.

Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок. Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести. При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.

Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении. Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом. Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе. Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали. Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый. После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка .
Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Читайте также: