Гайка для запрессовки в металл
Запрессовка представляет собой разновидность слесарно-сборочной операции, обеспечивающей сопряжение деталей с натягом определенного – обычно максимально возможного – уровня. Выполняется она путем установки подлежащего фиксации изделия в отверстие, предварительно подготовленное в металлической заготовке с последующим его запрессовыванием под воздействием приложенной нагрузки. В ходе этой процедуры пространство между поверхностью детали и стенками гнезда заполняется при деформировании металлического основания, которое как бы «затекает» в конструктивные элементы закрепляемого изделия.
Преимущества запрессовки
Преимущества запрессовки по сравнению с обычными гайками и болтами и шурупами особенно ярко проявляются при необходимости скрепления тонколистовых материалов либо фиксации на них других объектов. Данная технологическая операция нашла широкое применение в машиностроительной отрасли, приборостроении, автомобильной индустрии и при создании летательных аппаратов. К числу основных достоинств запрессовки эксперты относят:
высокая степень сопротивляемости нагрузкам, работающим на отрыв, а также кручение;
на лицевой плоскости изделий не формируются выступающие участки. Поэтому дополнительную обработку их поверхности можно не проводить;
обретение конструкцией надежного и характеризующегося высокой прочностью резьбового соединения, способного ее отлично удерживать;
для фиксации не требуется дополнительных элементов;
уменьшается количество необходимых технологических операций, что ведет к упрощению всего процесса сборки конструкции;
возможен монтаж в окрашенные металлические заготовки или имеющие защитное покрытие без нанесения вреда поверхности.

Основные разновидности запрессовочных крепежных деталей
Применение крепежей для запрессовки практикуется, когда необходимо получить высокопрочное и точное скрепление резьбовых деталей с листовым металлом. Другие технологии в таких случаях неэффективны.
По критерию «форма» запрессовочный крепеж подразделяется на следующие виды:
Втулки, оснащенные головками 6-гранной конфигурации со сквозной либо глухой резьбовой накаткой;
стержни с наружной резьбой, формирующие соединение с помощью резьбового отверстия либо гайки – проще говоря, шпильки;
втулки с резьбовой накаткой и такие же шпильки, монтируемые в ПП (здесь и далее Печатная Плата);
разные виды гаек, начиная со стандартных, включая самопрошивные и заканчивая оснащенными плавающей резьбой;
В технических справочниках можно встретить классификацию запрессовочного крепежа по критерию «применение» на такие группы:
для ПП. На поверхность юбки деталей этой группы наносится насечка, параллельная продольной оси их цилиндрической основы. Такое конструктивное решение предотвращает прокручивание в относительно мягком гетинаксе, из которого изготавливаются ПП;

для листового металлопроката. Отличительной особенностью запрессовочного крепления этой группы является наличие невысокого цилиндрического углубления/канавки, предотвращающего поворот. В качестве материала для изготовления этих деталей используются стали без защитного покрытия, оцинкованные гальваническим методом, а также нержавеющие.
Технологии запрессовки деталей
Рассмотрим более подробно основные способы выполнения данной процедуры. Но прежде всего следует сказать, что конкретный метод необходимо выбирать с учетом таких факторов, как степень его экономичности при определенных рабочих условиях, наличие подходящих устройств/приспособлений, а также размеров скрепляемых поверхностей и самого крепежа,
Запрессовка давлением
Данный способ подразделяется, в свою очередь, на несколько видов.
С помощью ударного воздействия
Такая запрессовка осуществляется путем нанесения ударов молотком либо кувалдой. Хоть этот метод и является наиболее распространенным по причине простоты, применять его следует лишь если использование других способов менее целесообразно. По подлежащему запрессовыванию крепежу имеющимся ударным инструментом наносятся воздействия импульсного характера, направленные параллельно оси установочного отверстия. Чтобы поверхность фиксируемой данным методом детали не деформировалась, на ней размещают дополнительный аксессуар – надставку, оправку, прочную, но не чрезмерно жесткую подкладку и т.д.
При помощи устройств с винтовым приводом
Этот способ актуален, когда осуществлять запрессовку другими методами невозможно. К числу его основных преимуществ можно отнести:
детали меньше подвергаются деформированию ввиду плавности процесса;
возможность продуцирования при запрессовке относительно большого силового воздействия;
проводить такую операцию можно в местах с ограниченным доступом.
В качестве основного элемента этих устройств выступает силовой винт. Чтобы понять принцип их действия, следует изучить размещенные ниже два чертежа.
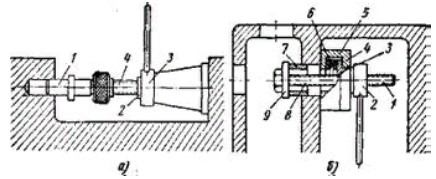
На первом (обозначен литерой «а») изображен процесс запрессовки цилиндрической детали (обозначение – цифра «1») в стальную основу с использованием домкрата винтового типа, оснащенного ключом-«трещоткой» («3»). Вращение последним из указанных аксессуаров гайки домкрата (цифра «2») сопровождается выдвижением винта («4»), благодаря воздействию которого цилиндрический крепеж запрессовывается в установочную базу.
На втором рисунке (литера «б») показан процесс запрессовки крепежного элемента, представляющего собой втулку (обозначение – «7»), во внутреннюю перегородку сложного по конструкции стального изделия. Приспособление включает винт (цифра «8»), круглую гайку (обозначение – «3»), которая упирается в шариковый подшипник («6»), размещенный в корпусе (цифра «5») – его крышка обозначена цифрой «4» Когда гайка под воздействием ключа-«трещотки» (обозначение – «2») вращается, винт (цифра»1») запрессовывает подлежащую фиксации втулку через плоскую шайбу («9»).
При помощи прессов
Технологическое оборудование, называемое прессами, подразделяется на несколько видов. Они бывают:
ручными. Такие прессы способны продуцировать усилие до 20 кН;
пневматическими. Развиваемое такими устройствами усилие изменяется в диапазоне от 30кН до 50 кН;
гидравлическими. Данные агрегаты характеризуются повышенной мощностью. Они развивают усилие почти до 10×10 6 ньютон. Это примерно 1000 Тонн/с

Запрессовка с охлаждением устанавливаемой/охватываемой детали
Этот метод запрессовки основан на временном уменьшении геометрических размеров крепежа (в том числе его посадочного диаметра) под воздействием низких температур. Поэтому охлажденная деталь относительно свободно входит в отверстие, проделанное в установочной базе. После того, как ее температура повысится до рабочего уровня, посадка обретет достаточную прочность.
Например, при использовании такой среды, как жидкий азот, деталь может охладиться до минус 180…195 градусов. Этого достаточно для посадки крепежа с натягом (обозначение N) в пределах 0,05 мм ≤ N ≤ 0,08 мм.
Запрессовка с нагревом базового элемента конструкции
Под базовым элементом конструкции понимается деталь, в котором находится установочное отверстие. Посадка путем ее нагрева применяется, когда проведение этой операции под прессом связано с трудностями, или вообще невозможно. Например, когда длина сопряжения незначительна.
Применение данной технологии предполагает недопущение нагрева запрессовываемой детали выше определенной температуры. Выполнение этого требования исключит отпуск металла и потерю им необходимых механических характеристик.
Следует отметить такой факт: среднее значение натягов при выполнении тепловых посадок превышает где-то в два раза величину этого показателя при посадках, выполняемых на прессах
Условия установки и использования запрессовочных крепежных деталей в тонколистовых монтажных основаниях
Надежная фиксация в тонколистовой заготовке запрессовочной крепежной детали предполагает соблюдение определенных условий, касающихся обоих сопрягаемых элементов конструкции. Их формулировка представлена ниже.
Для металлической пластины:
толщина – не меньше 0,5 мм, а стандартное значение данного показателя – не меньше 0,7 мм. Выбор толщины листовой заготовки зависит от типа предполагаемого к использованию крепежа. Соответствующая информация указана в сопроводительной документации на запрессовочную деталь;
показатель твердости металлического листа по сравнению с этой характеристикой устанавливаемого крепежа должен быть по крайней мере таким же, а лучше меньше;
все предусмотренные технологические операции, связанные с обработкой рабочей поверхности – анодное оксидирование, нанесение защитного покрытия, окрашивание – должны производиться до момента запрессования крепежных деталей.
Для гнезд под крепеж:
отверстия под запрессовочные метизы в тонколистовом основании могут создаваться в ходе литья, пробиваться, высверливаться и вырезаться лазером;
допуск на диаметр гнезда (обозначение Д d ) берется из спецификации. Обычно значение этого параметра изменяется в диапазоне 0,01 мм ≤Д ≤ +0,05 мм;
операции удаления заусенцев и зенкования отверстий не выполняются. Кроме необязательного увеличения временных, физических и материальных затрат, это связано еще с одним фактором. Формулируется он так: материал тонколистовой заготовки, затекает в ходе монтажа не только в специальные насечки на крепеже, но и под эти задиры металла. Таким образом, площадь контакта сопрягаемых элементов конструкции возрастает. А это ведет, в свою очередь, к упрочнению соединения;
подлежит строгому контролю удаленность оси гнезда от края листа. Значение данного показателя должно быть не меньше указанного в сопроводительной документации на это металлическую пластину. Такой же подход применяется в отношении соседних отверстий под запрессовочный крепеж (параметр «а» на рисунке).
Для запрессовываемой детали:
твердость запрессовываемого крепежа должна превышать значение этого показателя тонкого металлического листа;
чем более жесткие допуски применяются к размерным характеристикам таких элементов подлежащих к запрессовке деталей, как цилиндрическая насечка, расположенная по окружности канавка, юбка гайки, тем более лучшими рабочими качествами будет обладать соединения, сформированные таким крепежом. Конкретные численные значения допусков определяются функционалом и размерными параметрами изделий.
Для процесса монтажа:
наличие пресса, характеризующегося любой степенью конструктивной сложности и способного продуцировать параллельно сжимающее силовое воздействие. Для фиксации запрессовочных крепежных деталей, как правило, достаточно использование плоского стандартного, имеющего плоскую конфигурацию, пуансона;
для вдавливания запрессовываемых компонентов крепежа в находящееся в металлической пластине гнездо, внешняя сила прикладывается плавно. При резких импульсных воздействиях сформированное соединение не будет отличаться прочностью. Причина заключается в неравномерном заполнении металлом листовой заготовки рифленой насечки и канавки в теле крепежа;
сжимающее усилие пресса должно быть регулируемым. Это позволит фиксировать с помощью такого оборудования крепежные детали различного типа, изготовленные из металлов, как твердых, так и мягких, и с самыми разными размерами.
Заключение
У запрессовочных соединений имеется одна особенность. Заключается она в том, что еще до начала воздействия рабочих нагрузок они находятся в преднапряженном состоянии от сил натяга, фиксируемых на посадочной плоскости. При этом в охватывающем элементе конструкции наблюдается возникновение трехосных напряжений растягивающего характера, отрицательно сказывающихся на надежности скрепления. В ходе эксплуатации рабочее напряжение суммируется с предварительным. И, как результат, – это соединение может выйти из строя. Произойдет данное явление, если суммарное напряжение превысит значение граничной текучести материала.
Гайка для запрессовки в металл
Крепеж из Стали, Алюминия, Нержавеющей стали

Основные виды крепежа для запрессовки:
Шпилька запрессовочная резьбовая
Шпилька запрессовочная безрезьбовая

Втулка запрессовочная резьбовая
Гайка запрессовочная круглая
Гайка запрессовочная шестигранная (плоскозапрессовываемая)
Винт запрессовочный нетеряемый, невыпадающий
Условия для использования и установки запрессовочного крепежа в тонколистовые материалы
Для заготовки тонколистового металла:
Толщина — от 0,5мм (стандартно — от 0,7мм) в зависимости от выбранного типа крепежа, для каждого из которых по спецификации существует значение минимальной толщины. В листы толщиной более 4 мм запрессовочный крепеж монтируется редко.
ВВсе операции по обработке поверхности — анодирование, покрытие, окончательная обработка, покраска — должны быть проведены до установки запрессовочоных крепежных изделий.
Для отверстия под крепеж:
Отверстие для монтажа запрессовочных метизов может быть вырезано лазером, просверлено, пробито или отлито.
Диаметр отверстия должен соответствовать значению из спецификации с допуском +0,5мм/ — 0мм
Нельзя проводить операции зенковки отверстий и снятия заусенцев (к тому же это увеличивает время и стоимость всей процедуры монтажа), так как удаляемый в этом случае материал заготовки также затекает в зубчатые насечки и круговую канавку запрессовываемых элементов в процессе монтажа, а следовательно дополнительно упрочняет соединение крепежного элемента и тонколистовой заготовки.
Для запрессовываемого элемента:
Твердость материала запрессовываемого крепежного изделия должна быть больше твердости материала тонколистовой заготовки.
Для процедуры монтажа:
Наличие параллельно сжимающей силы, то есть пресса любой конструкции и сложности. Для запрессовочного крепежа, в отличие от развальцовочных резьбовых бонок, используется стандартный плоский пуансон.
Усилие запрессовки прикладывается плавно, чтобы вдавить запрессовываемые элементы крепежного изделия в отверстие заготовки. Любые ударные нагрузки использовать категорически запрещено — в этом случае не будет затекания материала листового металла в канавку и зубчатую насечку крепежного элемента, а значит и надежного соединения.
Крепеж для запрессовки - это резьбовые элементы, которые плавно без удара вдавливаются в отверстия соответствующего размера в листовом металле или пластике.
Запрессовочный крепеж имеет посадочные пазы специальной формы, металл изделия деформируется и заполняет пустоты пазов крепежа, при этом образуя отличное и очень прочное соединение. Запрессовка производится возрастающим усилием до окончательного врезания накатки в металл основания.
Запрессовываемый крепёж применяется там, где требуется высокая точность и прочность соединения резьбового элемента и тонкостенного металла, где невозможно применить другую технологию.
При правильной запрессовке зубчатая кольцевая накатка, насечки, ребра или шестигранная головка препятствует проворачиванию запрессованного крепежа в материале заготовки. Таким образом, запрессовочный крепёж становится неотъемлемой частью обшивки, рамы, кронштейна или другого узла, в котором он установлен.
Также по сравнению со штампованной или накатанной или нарезанной резьбой запрессовочный крепеж имеет большую надежность и удерживающую способность. В основном такой крепеж используется в тех случаях, когда соединение должно иметь высокое сопротивление разрыву и кручению, а толщина металлических листов не достаточна для того, чтобы использовать другие виды крепежа для получения надежного соединения.
Запрессовочные изделия, установленные методом плавного прессования в просверленное или пробивное отверствие основного материала могут быть с внутренней или наружной резьбой. Запрессовочный крепеж обеспечивает неразборное соединение конструкции при помощи гаек и винтов.
Материалы з апрессовочного крепежа: оцинкованная сталь, нержавеющая сталь (А2), алюминий.
Запрессовочный крепеж
Запрессовочный крепеж – широкий перечень крепежных изделий, преимущественно с резьбой, которые с помощью равномерной нагрузки запрессовываются в предварительно подготовленные отверстия листовых металлических заготовок, при этом материал заготовки пластически деформируется и затекает в специальные элементы конструкции крепежных деталей.
Первые запрессовочные крепежные элементы появились более полувека тому назад – само изобретение и первые промышленные образцы представил рынку американский инженер-конструктор Сванстром в 40-х годах прошлого века. Такой крепеж имеет очевидные технические и экономические преимущества перед стандартными гайками, шайбами и винтами в случаях крепления тонколистовых материалов между собой или других конструкций к тонколистовым материалам. Благодаря этому запрессовочные гайки, шпильки, втулки, нетеряющиеся винты, стойки и другие изделия постепенно стали основной номенклатурой крепежных изделий для многих производственных предприятий в областях приборостроения (любые корпусные изделия компьютерной, телекоммуникационной и специальной техники), автомобилестроения, аэрокосмической техники. Постепенно сформировался независимый рынок оборудования для поточного производства запрессовочного крепежа и автоматизированной и ручной установки его в тонколистовой материал.
В чем преимущества использования запрессовочного крепежа для листового металла?
Технические:
- Прочное резьбовое соединение в тонколистовых материалах толщиной от 0,5мм (0,2’’)
В случаях работы с тонколистовыми заготовками использование крепежа для листового металла является единственным доступным вариантом, обеспечивающим надежное резьбовое соединение со значительной удерживающей способностью и повышенным сопротивлением кручению и отрыву. - Повышенное сопротивление кручению и отрыву
Обеспечивается за счет затекания металла заготовки в специальные круговые канавки и зубчатые насечки детали в процессе пластической деформации. - Монтаж заподлицо
После монтажа на лицевой стороне изделия отсутствуют выступающие части, что отменяет дополнительную обработку изделия.
Технологические:
- Уменьшение номенклатуры крепежных элементов производимого изделия
Использование крепежа позволяет отказаться от дополнительных фиксирующих шайб и гаек в процессе окончательной сборки изделия. - Уменьшение количества операций производства
При установке данного крепежа исчезает необходимость в проведении таких технологических операций, как зенковка отверстий заготовки и удаление заусенцев (в большинстве случаев существует жесткий запрет на проведение этих операций), повторное нарезание резьбы. - Уменьшение себестоимости производимого изделия
В ряде случаев использование запрессовочного крепежа позволяет уменьшить толщину используемого листового металла, а также поменять материал на более дешевый и легкий в обработке. Дополнительно к уменьшению себестоимости, это позволяет уменьшить габариты и вес конечного изделия. - Разделение и упрощение операций производства
Предварительная фиксация элемента крепления к одной из скрепляемых деталей упрощает и ускоряет операцию самого крепления.
Крепеж монтируется в металлическую заготовку с покрытием или предварительно окрашенную без повреждения покрытия или краски. - Безопасность
Исключена потеря элементов крепления и неконтролируемое их попадание в прибор.
К недостаткам использования запрессовочного крепежа можно отнести наличие дополнительной операции по его предварительному монтажу в тонколистовые панели. Но этот факт уверенно нивелируется преимуществами выше, учитывая количество операций, от которых можно отказаться, используя данный крепеж. Также стоит отметить, что монтаж изделий осуществляется быстро и относительно легко – необходимым и достаточным условием является наличие любой сжимающей параллельной силы.
В случае, когда установленный запрессовочный крепеж испытывает при эксплуатации нагрузки на кручение и отрыв, необходимо предварительно выяснить, не превышают ли они допустимых нагрузок, декларируемых производителем. Когда эти значения сравнимы, следует использовать более мощный крепеж – развальцовочный (резьбовые бонки), приварной или резьбовые заклепки.
Условия и ограничения для использования и установки запрессовочного крепежа в тонколистовые материалы.
Производители запрессовочного крепежа настоятельно рекомендуют качественно отнестись к выбору используемого крепежа в соответствии со спецификацией и конструкторской документацией на изделие.
Перед серийным производством изделий с использованием запрессовочного крепежа необходимо провести технические испытания смонтированных образцов на соответствие всем критическим требованиям к конечному продукту.
Для надежного соединения запрессовываемого элемента в тонколистовой заготовки требуется выполнение следующих условий.
Для заготовки тонколистового металла:
- Толщина – от 0,5мм (стандартно – от 0,7мм) в зависимости от выбранного типа крепежа, для каждого из которых по спецификации существует значение минимальной толщины.
- Твердость материала тонколистовой заготовки должна быть меньше твердости крепежного изделия
- Все операции по обработке поверхности – анодирование, покрытие, окончательная обработка, покраска – должны быть проведены до установки крепежных изделий.
Для отверстия под крепеж:
- Отверстие для монтажа запрессовочных метизов может быть вырезано лазером, просверлено, пробито или отлито
- Диаметр отверстия должен соответствовать значению из спецификации с допуском +0,05мм/ - 0мм
- Нельзя проводить операции зенковки отверстий и снятия заусенцев (к тому же это увеличивает время и стоимость всей процедуры монтажа), так как удаляемый в этом случае материал заготовки также затекает в зубчатые насечки и круговую канавку запрессовываемых элементов в процессе монтажа, а следовательно дополнительно упрочняет соединение крепежного элемента и тонколистовой заготовки.
- Необходимо строго соблюдать расстояние между центром отверстия и краем листа, которое не должно быть меньше минимального значения указанного производителем в спецификации.
Для запрессовываемого элемента:
- Твердость материала запрессовываемого крепежного изделия должна быть больше твердости материала тонколистовой заготовки.
- Чем более жесткие допуски существуют по размерам рабочих частей запрессовочных крепежных элементов, таких как резьба и элементы фиксации соединения – юбка, круговая канавка, зубчатая насечка, тем лучшие рабочие характеристики соединения такой крепеж будет демонстрировать. Конкретные величины допусков зависят от размера и функциональности деталей изделия.
Для процедуры монтажа:
- Наличие параллельно сжимающей силы, т.е. пресса любой конструкции и сложности. Для запрессовочного крепежа, в отличие от развальцовочных бонок, используется стандартный плоский пуансон.
- Усилие запрессовки прикладывается плавно, чтобы вдавить запрессовываемые элементы крепежного изделия в отверстие заготовки. Любые ударные нагрузки использовать категорически запрещено – в этом случае не будет затекания материала листового металла в канавку и зубчатую насечку крепежного элемента, а значит и надежного соединения.
- Пресс должен иметь регулировку сжимающего усилия, значения которой отличаются для крепежных элементов разных типов и размеров.
Основные виды запрессовочного крепежа по форме
- запрессовочные гайки
- стандартная (30302)
- заподлицо (30304)
- с плавающей резьбой (30307)
- для печатных плат (30305)
- запрессовочная резьбовая шпилька (30312);
- запрессовочная втулка с шестигранной головкой
- с глухой резьбой (30315)
- сквозной резьбой (30314)
- резьбовая шпилька для печатных плат (30313)
- резьбовая втулка для печатных плат (30318)
Основные виды запрессовочного крепежа по применениям
- для листового металла
- для печатных плат
Отличаются элементами конструкции и материалом. Запрессовочный крепеж для листового металла имеет низкую цилиндрическую канавку, препятствующую провороту крепежного элемента, изготавливается из нержавеющей стали, стали без покрытия и с гальванической оцинковкой. Запрессовочный (самопрошивной) крепеж для печатных плат имеет на юбке цилиндрическую насечку, которая препятствует провороту в мягких материалах, изготавливается из нержавеющей и луженой стали.
Демонстрация процесса запрессовывания
Процесс запрессовки втулки
* Чтобы активировать управление flash - кликните мышкой по ролику один раз
Д етали (преимущественно с резьбой), которые с помощью равномерной нагрузки запрессовываются в предварительно подготовленные отверстия листовых металлических заготовок, при этом материал заготовки пластически деформируется и затекает в специальные элементы конструкции деталей.
Разновидности запрессовочного крепежа
30302
Запрессовочная гайка
(гайка S (HCN), гайкаCLS).
30312
Запрессовочная резьбовая шпилька
(шпилька FH, шпилька FHS).
30315
Запрессовочная втулка с шестигранной головкой и глухой резьбой
(втулка BSO, втулка BSOS).
30314
Запрессовочная втулка с шестигранной головкой и сквозной резьбой
(втулка SO, втулка SOS).
30304
Запрессовочная гайка заподлицо шестигранная(гайка F).
30307
Запрессовочная плавающая гайка
(гайка AS, гайка AC).
30319
Запрессовочный невыпадающий винт для крепления панелей
(винт PFC2, винт HCPFC).
30120
Впрессовываемая гайка для медных шин
(гайка HSL).
Наиболее востребованные типы крепежа для запрессовки
З апрессовочная гайка (артикул 30302) - каталог pdf - аналог: гайка S (HCN), гайка CLS
З апрессовочная резьбовая шпилька (артикул 30312) - каталог pdf - аналог: шпилька FH, шпилька FHS
З апрессовочная втулка с шестигранной головкой и глухой резьбой (артикул 30315) - каталог pdf - аналог: втулка BSO, втулка BSOS
З апрессовочная втулка с шестигранной головкой и сквозной резьбой (артикул 30314)- каталог pdf - аналог: втулка SO, втулка SOS
З апрессовочная гайка c шестигранной головкой заподлицо (артикул 30304) - каталог pdf - аналог: гайка F
З апрессовочная гайка плавающая (артикул 30307) - каталог pdf - аналог: гайка AS, гайка AC
Запрессовочный крепеж для печатных плат - в процессе
Узнать полную информацию о спецификации и номенклатуре товаров Вы можете в каталоге pdf.
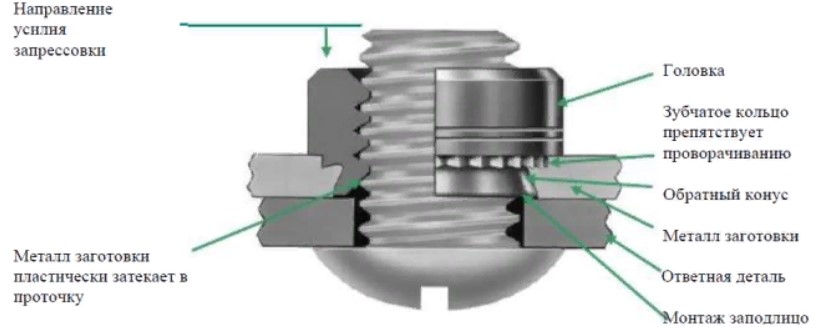
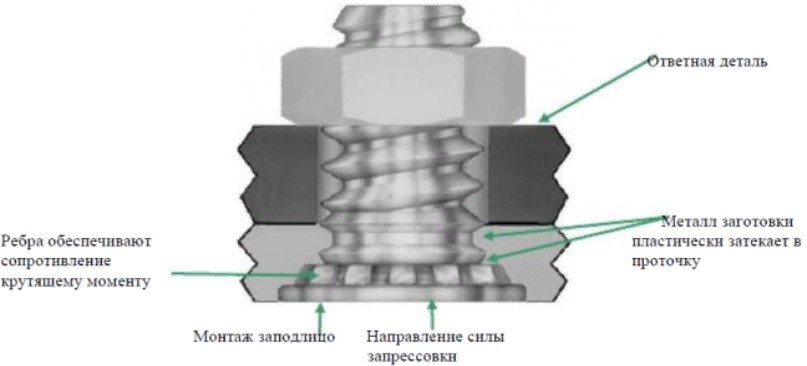
С амый распространненный вид запрессовываемого крепежа - запрессовочные гайки или пресс-гайки. Применяется для создания усиленной внутренней резьбы в тонколистовых материалах, используя специальные гайки можно создать резьбовое соединение заподлицо (артикул 30304) с обеих сторон заготовки, плавающую резьбу (артикул 30307), в том числе самоконтрящееся резтьбовое соединение (артикул 30307-1). Запрессовочный крепеж монтируется в листы из различных материалов, в том числе из нержавеющей стали. Основные фиксирующие элементы запрессовочной гайки - конусообразная юбка с выточкой и зубчатая насечка, в которую и затекает пластически деформированный металл листовой заготовки. Запрессовывается любой параллельно сжимающей силой (см. flash-анимацию). При закручивании происходит дополнительное запрессовывание в проточке гайки, между зубчатым кольцом и обратным конусом. При правильной запрессовке гайки созхдается высокая стойкость к выдавливанию.
В итоге: легкий процесс установки (как вручную, так и автоматическим инструментом), запрессовывать можно в тонкий лист или лист из твердого материала, высокий крутящий момент, можно применять заподлицо в местах для соединения где пространство ограничено (угол, грань, углубление). Плюс ко всему богатый выбор типоразмеров - толщина листа (SWG) и диаметр резьбы.
По мнению экспертов, запрессовочный крепеж – это наиболее выигрышный вариант подбора соединительных деталей, особенно когда предполагается выполнение работ с металлическими либо пластиковыми листами. Благодаря его высокой надежности предоставляется возможность использования более легких и, одновременно, точных изделий, благодаря чему вес конечной продукции заметно снижается. Простота установки в сочетании с компактным дизайном обусловливает отсутствие необходимости проведения значительных энергозатрат при формировании соединения и придает ему органичный внешний вид. Важен также и экономический фактор. Применение запрессовочных крепежных деталей снижает издержки и повышает уровень эффективности производственного процесса.
Преимущества
Запрессовочный – это крепеж, как правило, оснащенный резьбой, и устанавливаемый в металл, более мягкий по сравнению со сплавом, из которого изготовлен сам метиз. При этом материал вокруг монтажного гнезда деформируется и заполняет специальные канавки в теле крепежной детали. Препятствует ее вращению в установочной базе наличие насечек и своего рода зубчиков. В итоге запрессовочные крепления превращаются в неотъемлемую часть элементов конструкции, в которые осуществляется их монтаж.

Отметим основные преимущества крепежа данного вида.
Невысокий уровень затрат на монтаж.
Нет необходимости в обработке резьбовой накатки после того, как деталь установлена.
Обратная сторона металлической пластины остается гладкой.
Не требуется зачистка гнезда, снятие стружки и проведения других видов его специальной обработки.
Характеризуется повышенной устойчивостью к воздействию нагрузок, работающих на сжатие и кручение.
Предоставляет возможность реализовать надежное и прочное резьбовое соединение в металлическом листе с толщиной, превышающей 0,5 мм.
Разновидности
Термин «запрессовочный крепеж» определяет большое количество типов соединительных деталей, имеющих резьбовую накатку, и устанавливаемых в отверстие, проделанное в металлическом листе по технологии запрессовки. Ниже представлены лишь наиболее востребованные его виды.
Запрессовочная гайка
Используется запрессовочная гайка в случае, если реализация соединения требует наличия усиленной внутренней резьбы. Для производства таких деталей используется сталь углеродистая с защитным цинксодержащим слоем, а также сталь нержавеющая обыкновенная, прошедшая процедуру закалки. Современная металлургия выпускает гайки запрессовочные, предназначенные для монтажа в тонкие и толстые металлические листы. Рассмотрим конструктивные особенности каждого вида.
Гайки, устанавливаемые в тонкий металлический лист
На ниже размещенном рисунке изображено общепринятое исполнение метизов данного типа.
Диапазоны изменения численных значений параметров, отображенных на этом чертеже, такие:
максимальная высота части гайки, запрессовываемой в металлический лист (обозначение «h»): от 0,76 мм до 5,97 мм;
высота тела гайки (параметр «Н»): минимальная – 1,5 мм; максимальная 8,5 мм;
диаметр тела гайки (обозначение «В»): min 6,3 мм; max 20,55 мм;
максимальный диаметр части гайки, запрессовываемой в металлический лист: 4,22 мм…16,9 мм.
Монтаж конструкции с помощью данного крепежа выполняется достаточно просто. Сначала юбку гайки с канавкой и насечками необходимо вставить в монтажное отверстие. Затем посредством специального оборудования производится ее запрессовка в металлический лист. Для этой цели допускается использование и обычного молотка. Но наносить им удары нужно точно вдоль продольной оси самой детали без чрезмерных усилий. Далее в отверстие подлежащего креплению элемента конструкции продевается резьбовой стержень болта. На заключительном этапе он ввинчивается в зафиксированную гайку.
Гайки, устанавливаемые в толстый металлический лист
Данные метизы отличаются особой формой выступа. Благодаря зенковке отверстия, резьбовая накатка гайки защищена от возможных повреждений в ходе монтажа соединения. Сфера применения – установка литых деталей, произведенных из стали, цветных сплавов и прочного полимера в толстую металлическую пластину.
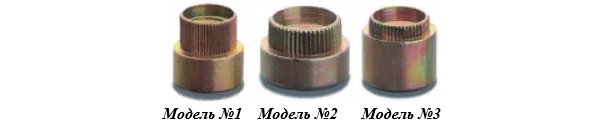
Для конкретики рассмотрим диапазон изменения рабочих параметров гайки запрессовочной модели №2.
Наружный диаметр: от 5,0 мм до 12,0 мм.
Высота запрессовочной части: минимальная 2,3 мм – максимальная – 6,5 мм.
Диаметр внутренней резьбовой накатки: M2…M8.
Проводить монтаж гаек запрессовочных этого типа рекомендуется с применением специального оборудования. Использование молотка может привести к нарушению их конфигурации, в результате чего создание надежного соединения будет невозможно. В домашних мастерских запрессовывание обычно производится посредством рычажных либо винтовых приспособлений, продуцирующих направленное давление.
Резьбовая запрессовочная шпилька
Такая деталь устанавливается в металлическом листе и служит в качестве соединительного элемента компонентов создаваемой конструкции. Запрессование осуществляется путем приложения внешней нагрузки, в результате воздействия которой головка шпильки вдавливается в гнездо.
Применение данных метизов выдвигает требование к твердости материала металлического листа. Чаще всего оно выглядит так:
значение этого показателя для пластины толщиной 2,2 мм и 2,4 мм, выполненной из оцинкованной углеродистой стали, не должно превышать 46 НRВ (определяется по методике Бринелля); 1,5 мм, изготовленной из такого же сырья – меньше 59НRВ
твердость листа из «нержавейки» толщиной 1,5 мм – меньше 70 НRВ;
Метрическая резьба может изменяться от M2,5 до M8. Диапазон допустимых значений момента вращения от 0,41 Н×м до14,2 Н×м.
Высокопрочные резьбовые запрессовочные шпильки
Сфера применения такого крепежа – обеспечение надежного соединения материалов, обладающих повышенными прочностными характеристиками. Монтаж заподлицо шпилек такого типа не выполняется. Их шляпки выступают над плоскостью металлической пластины минимум на 1,14 мм, а максимум – на 2,29 мм.
Для унификации принят один вариант исполнения высокопрочных резьбовых запрессовочных шпилек.
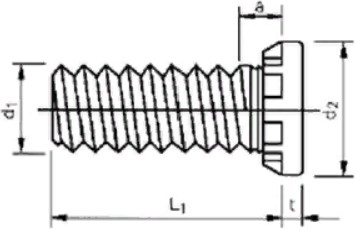
Численные значения технических характеристик этих метизов, отображенных на чертеже, указаны в таблице. Параметр d 1 представляет собой диаметр резьбы (d)и ее шаг (Р). В таблице он обозначен так: d×P. Единица измерения здесь и далее – миллиметры.
Читайте также: