Фрезерный станок с чпу по металлу своими руками
Это руководство покажет вам, как я построил свой фрезерный станок с ЧПУ. Я надеюсь, что вы почерпнете вдохновение из моей сборки и что эта инструкция будет полезна для ваших будущих проектов. В этом руководстве показаны все шаги, которые я прошел при проектировании и создании этого фрезерного станка с ЧПУ.
Главное, что мне нравится в фрезерном станке с ЧПУ, это его универсальность. Поскольку моя мастерская очень маленькая, у меня не было места для всех инструментов и станков, но я все же хотел иметь возможность делать очень точные детали для разных проектов. Вот почему я задумал построить фрезерный станок с ЧПУ.
Примечание: данная статья является переводом.
Когда я начинал этот проект, у меня было несколько главных параметров:
- Стоимость проекта должна быть в пределах 550$.
- Дизайн должен быть простым.
- Фрезерный станок должен хорошо выглядеть.
- У него должна быть защита от пыли.
- Для его постройки потребуются только простые инструменты: дрель, дремель, лобзик/ножовка.
- Есть 3D-принтер или хотя бы доступ к нему.
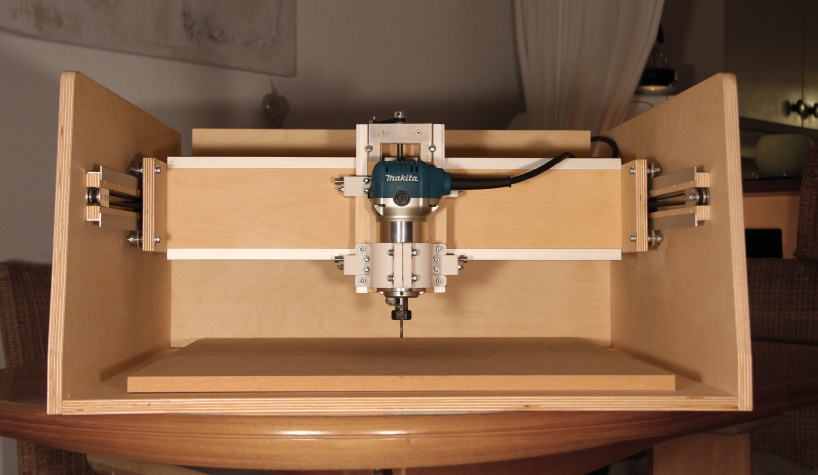
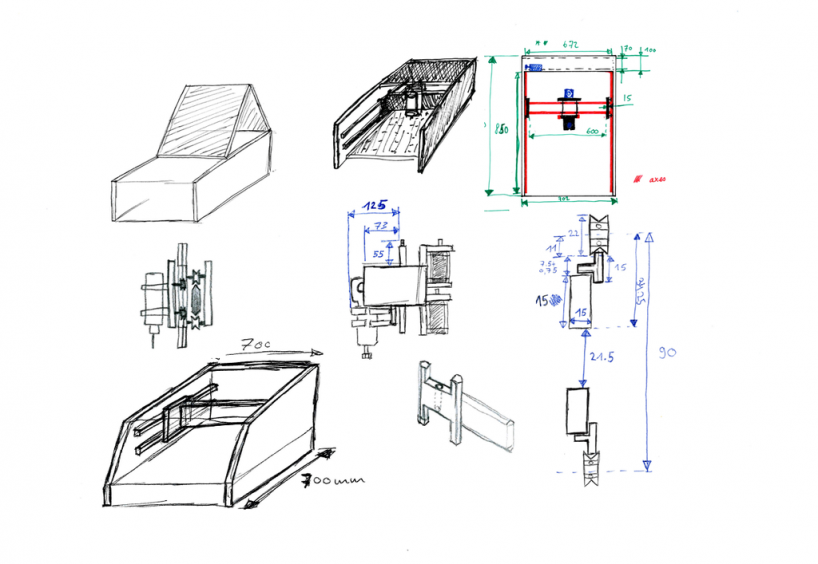
Исходя из этого, я начал рисовать эскизы и через несколько дней пришел к основной идее. Фрезерный станок с ЧПУ будет закрыт сбоку, также будет возможность добавить футуровый плексигласовый кожух сверху. Вся электроника будет находиться сзади.
Примечание: некоторые детали, которые должны быть напечатаны на 3D принтере, сделаны из алюминия, потому что у меня была возможность сделать их во время стажировки во время учебы.
Шаг 1: Необходимые детали

Куплено в магазине DIY:
- Березовая фанера толщиной 15 мм.
- 600x570мм МДФ толщиной 10-20 мм для резки.
- 8x1м алюминиевый Т-образный профиль (см. план в PDF).
- 142 x Винты по дереву длиной от 22 до 30 мм.
- 8 x M4 Phillips с плоской головкой длиной 25 мм.
- 8 x M4 надежная гайка.
- 32 x M5 винт с шестигранной головкой длиной 35 мм.
- 32 x M5 винт с шестигранной головкой длиной 16 мм.
- 32 x M5 безопасная гайка.
- 20 x гайка M5.
- 44 x шайба M5.
- M5 1м резьбовая шпилька.
- Резьбовая шпилька M8 1м.
- 6 x гайка M8.
- 6 x гайка M8.
- 20 x шайба M8.
Куплено на Ebay:
- 16 x V-образный подшипник.
- 5м ремень ГРМ GT2, ширина 6 мм, шаг 2 мм.
- Закрытый зубчатый ремень 280, ширина 6 мм, шаг 2 мм.
- 2 x Держатель для ремня ГРМ GT2.
- 3 x шкив GT2 с отверстием 6,35 мм (для шагового двигателя) (также 3D печать).
- 1 x подшипник MR148zz для резьбовой шпильки на оси Z.
- 1 x шкив GT2 с отверстием 8 мм (также 3D-печать).
- 2 x подшипник шкива GT2 с отверстием 5 мм.
- 1 x 300 мм ось винта для оси Z.
- 1 x штекер для розетки.
- 1 x Источник питания 24V 15A.
- 8 x 608zz шарикоподшипник Dint 8mm.
- 3 x Nema 23 шаговый двигатель 270oz.in, 3A, модель 23HS8430.
- 3 x драйвер шагового двигателя TB6560 3A.
- 2 метра каждый, 4 цвета 22AWG проводов.
- 20 x 684ZZ подшипников.
Вам понадобятся:
- 1x фрезер, я использовал Makita RT0700C.
- 1x Arduino uno.
- Биты для роутера.
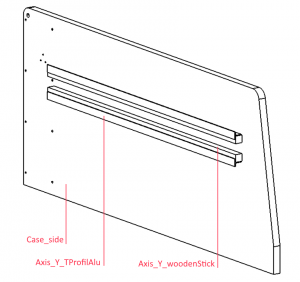
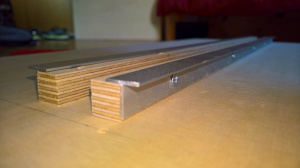
Шаг 2: Деревянные планки
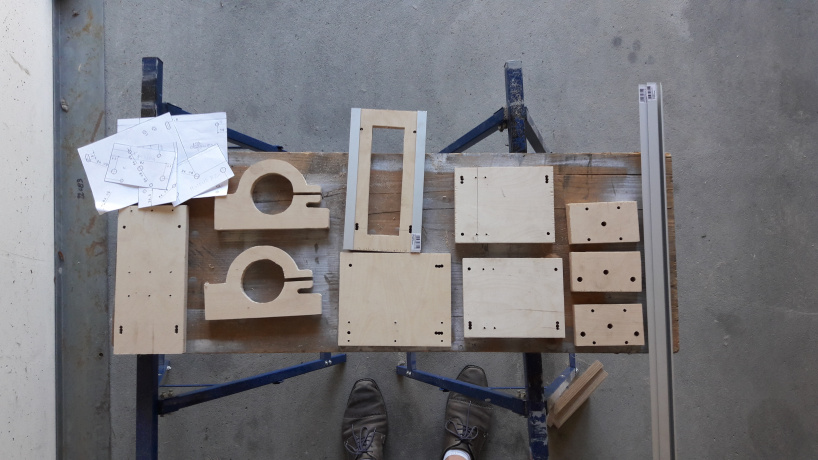



Поскольку почти все доски квадратные, я пошел в магазин DIY и попросил деревянные доски с правильными размерами для маленьких планок. Те, что побольше, я сделал сам с помощью лобзика, но заказ непосредственно в магазине DIY дает лучшие результаты.
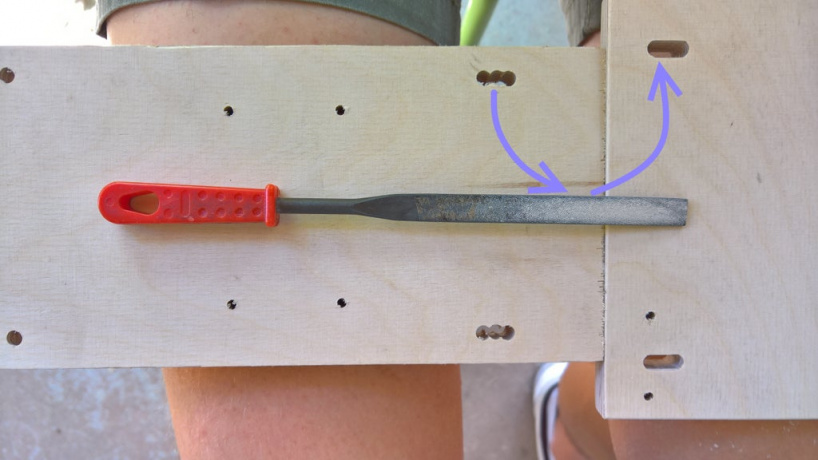
Я рекомендую вам быть особенно точным с деревянной планкой для оси X и отверстий. Как вы увидите, некоторые доски имеют продолговатые (длинные отверстия). Они предназначены для регулировки положения подшипников во время сборки. Я сделал их, просверлив несколько отверстий, а затем зашлифовал с помощью напильника, как показано здесь:
Шаг 3: Корпус и ось Y

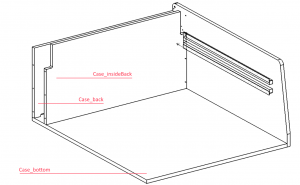
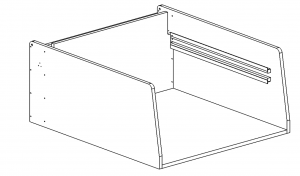
Я рекомендую вам уделить особенное внимание точности сборки направляющей оси X. Она должна быть как можно более горизонтальной с равным расстоянием между винтами по всей длине направляющей. Я рекомендую использовать от 6 до 10 винтов между дном корпуса и боковой стороной корпуса. И 3-4 винта между боковой стороной корпуса и внутренней стороной корпуса и задней стороной.
Примечание: на схемах с внутренней части корпуса указана высота направляющих.
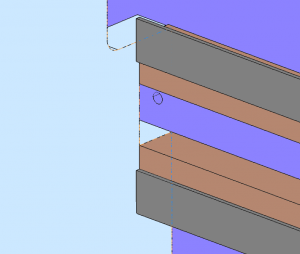
Шаг 4: Ось X
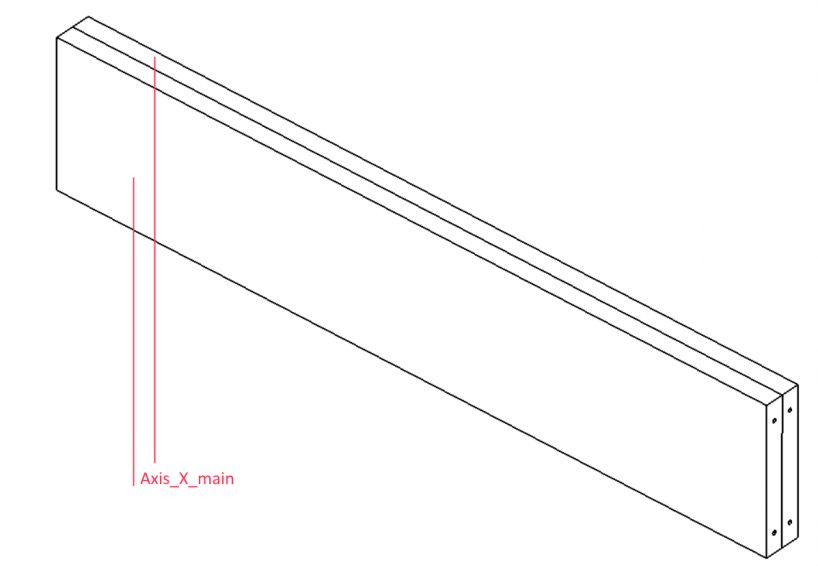
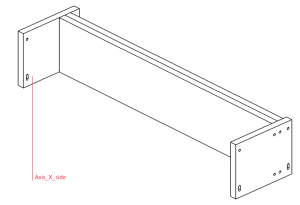
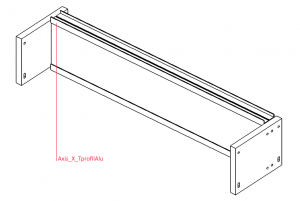







Еще больше винтов! Я рекомендую использовать 6 винтов по дереву между двумя Axis_X_main. 6 для каждой оси Axis_X_TProfilAlu и 4 для каждой оси Axis_side. Начните со сборки деревянных деталей, а затем алюминиевых профилей.
Шаг 5: Ось Z
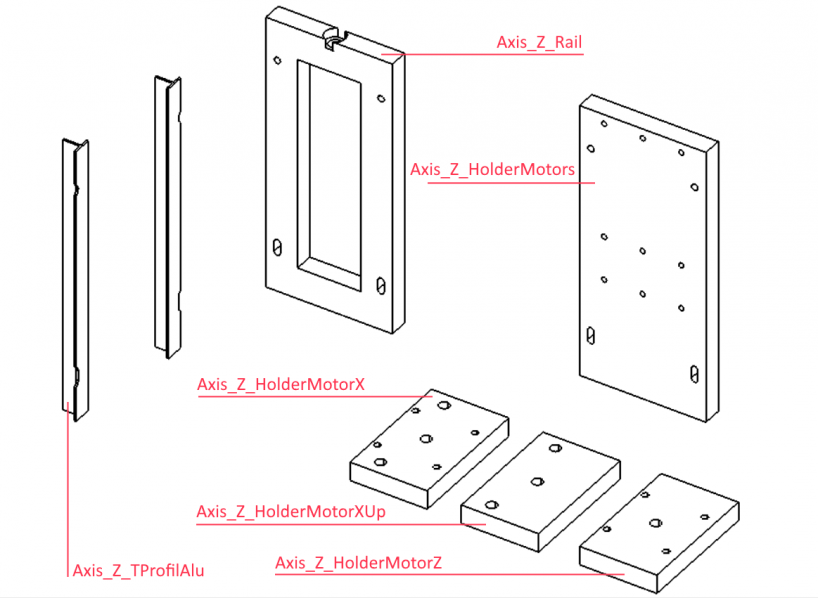
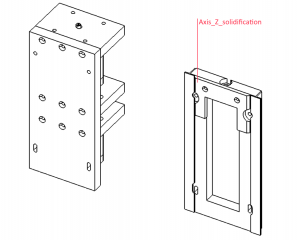
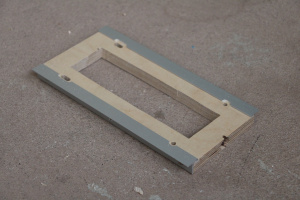

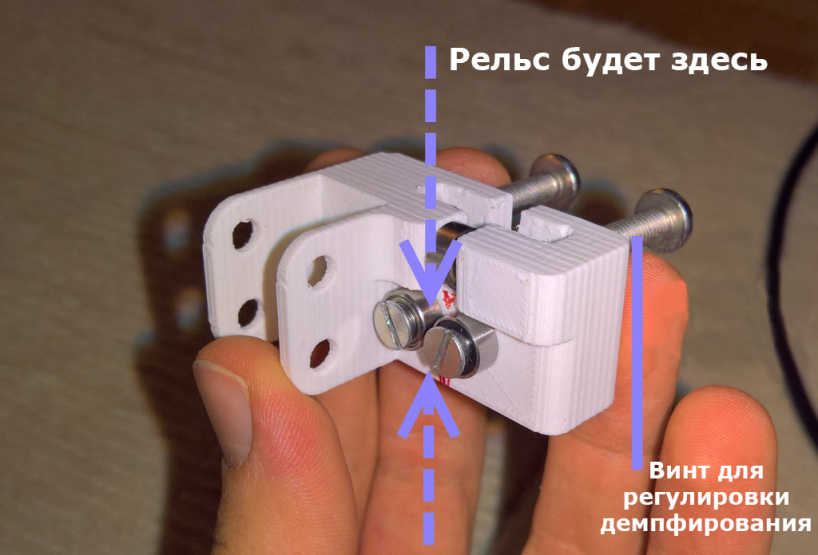
Большой подшипник рядом с двигателем будет использоваться для зубчатого ремня вдоль оси X. Когда вы будете прикручивать Axis_Z_TProfilAlu к Axis_Z_Rail, убедитесь, что винт не выступает над поверхностью, иначе подшипник будет касаться их.
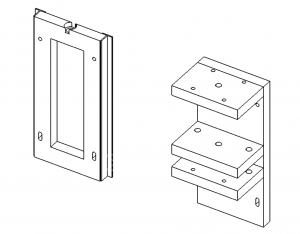
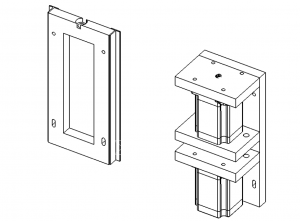
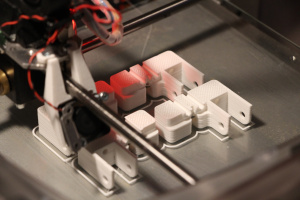
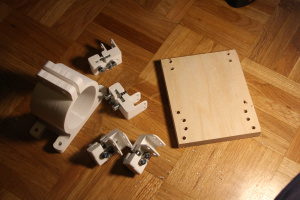
Для монтажа опоры фрезера используйте напечатанные 3D детали.
С держателем для фрезера они стыкуются следующим образом: (по возможности сверлите отверстия с напечатанными 3d-деталями на месте).
Большой портальный фрезерный станок с ЧПУ своими руками
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
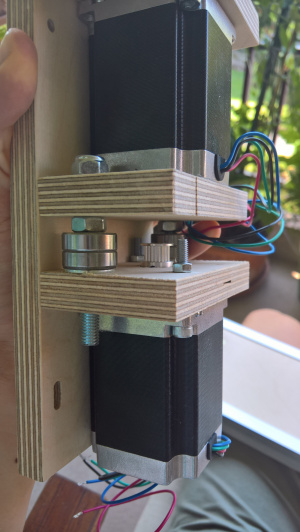
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
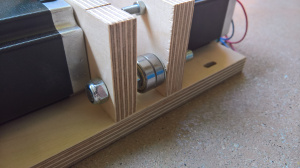
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
Очевидно, что некоторые из вас, зададутся вопросом о том – «Почему бы не использовать в качестве механизма передающего движения зубчатую рейку?». Ответ достаточно прост: ШВП обеспечит точность позиционирования, большую двигающую силу, и соответственно меньший момент на валу двигателя (это то, что я с ходу вспомнил). Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена.
Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась…
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
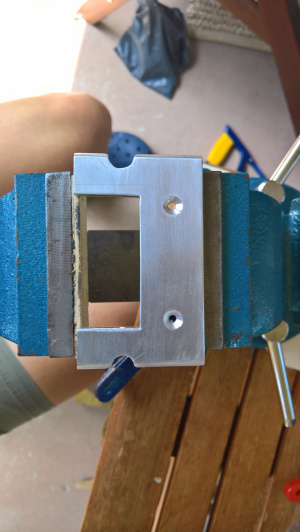
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
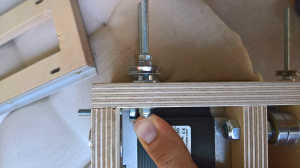
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
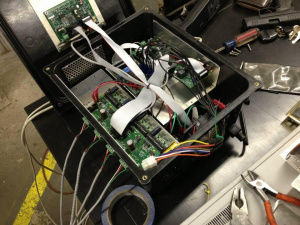
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
Плазменный станок с ЧПУ — своими руками

Что такое станок плазменной резки с ЧПУ? Это машина с компьютерным управлением, которая может прорезать любой электропроводящий материал (сталь/нержавеющая сталь/алюминий/медь). Машина берет созданный на компьютере 2D-эскиз и преобразует его в систему числового программного управления (ЧПУ), которая соединена с плазменным резаком. Плазменный резак использует электрическую дугу и сжатый воздух, чтобы прорезать проводящий материал.
Я спроектировал и построил этот плазменный резак в своей личной мастерской, используя несколько готовых компонентов вместе с некоторыми сборками, изготовленными на заказ.
Ознакомьтесь со следующими шагами, чтобы получить подробный обзор моей сборки плазменной машины с ЧПУ!
Шаг 1: Планирование и компоненты



Планирование:
Перед тем как начать, мне нужно было ответить на пару ключевых вопросов:
- Насколько большой стол с ЧПУ я хочу сделать?
- Какова максимальная толщина материала, который мне нужно разрезать?
Эти два вопроса будут определять остальную часть вашего проекта. Я решил построить стол, на котором можно разместить лист материала размером 4x8 футов. Основываясь на том, что я обычно изготавливаю, я хотел иметь возможность прорезать сталь толщиной как минимум 1/4 дюйма.
Я также включил в дизайн несколько уникальных моментов:
- Опускающиеся ролики для удобства передвижения;
- Система вытяжки для удаления пыли и дыма;
- Система всасывания в точке сопла и водяной затвор для вытягивания мелких частиц вблизи режущего наконечника;
- Съемная режущая поверхность - позволяет мне снять режущую поверхность и вставить поддон для воды для альтернативного метода борьбы с дымом и пылью.
Задействованные компоненты:
Ниже приведен общий список основных компонентов станка плазменной резки с ЧПУ:
- Аппарат плазменной резки - я решил приобрести плазменный резак Hypertherm Powermax 65 для этой сборки. Эта машина способна резать сталь толщиной 1 дюйм.
- Воздушный компрессор - плазменным резакам требуется подача воздуха для работы и резки материалов. Я выбрал воздушный компрессор Ingersoll на 80 галлонов, у которого не должно быть проблем с обеспечением подачи воздуха из системы.
- Пакет управления двигателем с ЧПУ - это приводы и двигатели, которые управляют движением плазменного резака. Я купил свою систему в компании CandCNC. Эта система включала в себя все 4 шаговых двигателя и драйверы двигателей в одном полном комплекте.
- Основание стола - я изготовил основание стола на заказ, используя поверхность для резки. Основная рама изготовлена из квадратной трубы 2x0.12 дюйма.
- Портальный узел - сюда входят все подшипники, шестерни, зубчатые направляющие и структурные компоненты, составляющие подвижный портал наверху стола. Вы можете приобрести эти детали по отдельности или приобрести полный комплект для портала. Я решил купить свой портал у Precision Plasma.
- Программное обеспечение - требуется несколько различных типов программного обеспечения:
- Программное обеспечение для проектирования САПР - программное обеспечение для автоматизированного проектирования позволяет создавать эскизы и конструировать детали перед их вырезанием. AutoCad или Fusion 360 - отличные варианты для программ проектирования САПР.
- Программное обеспечение CAM для плазменной резки - программное обеспечение для автоматизированного производства преобразует ваш эскиз САПР в код (обычно G-Code), который система плазменной резки с ЧПУ может считывать и интерпретировать. Я запускаю SheetCAM в своей системе.
- Программное обеспечение управления ЧПУ - это программное обеспечение считывает G-код и отправляет его двигателям на столе ЧПУ. В моей системе используется управляющее по Mach3 с ЧПУ
Шаг 2: Изготовление основания стола
![]()
![]()
![]()
Я начал с создания основной рамы из квадратных труб 2"x2"x11ga и прямоугольных 2"x3"x11ga. Я добавил опускающиеся ролики, которые закреплены на месте для легкой мобильности. Я также расширил свои рельсовые направляющие таким образом, чтобы портал полностью перемещался по площади 4x8 футов, чтобы обеспечить легкую загрузку стальных листов. Размеры портала определяли ширину основания стола.
Шаг 3: Изготовление режущей поверхности
![]()
![]()
![]()
![]()
![]()
Режущую поверхность я спроектировал как съемный узел. Это позволяет мне приподнять её и вставить поддон для воды в качестве опции для защиты от пыли и дыма. Эта режущая поверхность использует направляющие планки 2x1/8" и была изготовлена из следующих материалов:
- прямоугольная труба 2"x3"x11ga;
- квадратная труба 2"x2"x11ga;
- квадратная труба 1"x1"x14ga;
- 2x.25-дюймовый плоский стержень.
Шаг 4: Сборка основания стола и режущей поверхности
![]()
![]()
![]()
Режущая поверхность опускается на основание стола. Набор холоднокатаных плоских прутков шириной 3 дюйма и толщиной 3/8 дюйма служат направляющими для портала. Холоднокатаные материалы сохраняют более высокие допуски на размеры, чем горячекатаные. Эти направляющие крепятся болтами к верхней части основной рамы. Холоднокатаные материалы имеют более высокие допуски по размерам, чем горячекатаные. Эти направляющие крепятся болтами к верхней части основной рамы.
Шаг 5: Стендовые испытания системы управления двигателем
![]()
![]()
![]()
Прежде чем подключать двигатели и проводку, целесообразно провести стендовые испытания системы. Это позволит убедиться, что все двигатели и соединения полностью исправны и запрограммированы на вращение в правильном направлении. Инструкции, прилагаемые к моему набору управления двигателем CandCNC, помогли упростить этот процесс.
На этом этапе я также подключил свой плазменный резак Hypertherm, чтобы он автоматически запускался по сигналу от блока управления CandCNC. Инструкции CancCNC помогли мне пройти через этот процесс подключения.
Шаг 6: Сборка портала
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
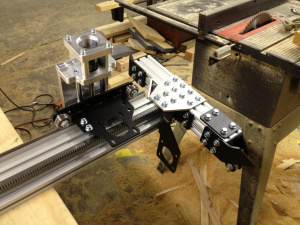
После изготовления основания стола и режущей поверхности следующим шагом была сборка и установка портала. Моя портальная система от Precision Plasma была построена из экструдированного алюминия.
Этот портал оснащен осью Z, позволяющей регулировать высоту резака (THC). Контроль высоты резака - очень желательная функция для плазменных столов с ЧПУ. Это позволяет осуществлять активный и автоматический контроль расстояния между наконечником резака и разрезаемым материалом. Система обратной связи напряжения автоматически поддерживает заданное расстояние, даже если разрезаемый материал начинает деформироваться. Без THC существует риск столкновения резака с заготовкой. Система THC также продлевает срок службы расходных материалов плазменного резака (электрода/наконечника/сопла).
Я также решил использовать приводы с ременным редуктором для каждого двигателя. Это помогло сгладить работу и движение портала.
Шаг 7: Создание рабочего стола/центра управления
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Я изготовил стол из квадратной трубы диаметром 1,5 дюйма для своего компьютера и монитора. Некоторые монтируют свои компьютеры прямо на базу ЧПУ. Я решил сделать систему управления отдельным узлом. Мой компьютер находится под столом. Впоследствии я добавил лист металла вокруг стола, чтобы защитить компьютер от пыли.
Шаг 8: Добавление системы приточной вентиляции
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Эффективное средство для отвода дыма и пыли во время работы плазменной системы с ЧПУ крайне необходимо. Для этого существует два распространенных метода: водяной стол или вытяжка. Каждый из них имеет свои преимущества и недостатки
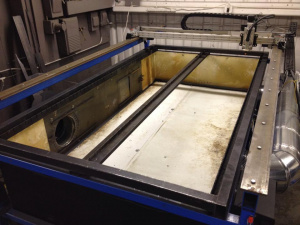
Водяной стол — этот тип включает резервуар с водой (часто обработанный ингибитором коррозии и бактерий), который находится непосредственно прямо под разрезаемым материалом. Вода задерживает большую часть пыли возникающей при резке и помогает сохранить материал прохладным. Однако во время резки вода часто разбрызгивается и требует постоянного технического обслуживания, чтобы ваша портальная система оставалась сухой и чистой.
Вытяжка — этот тип использует поток воздуха с механическим приводом для всасывания пыли и паров вниз в стол и наружу в желаемое место. С правильными вентиляторами и достаточным потоком воздуха этот метод работает очень хорошо. Однако он не обеспечивает возможности охлаждения материала, который обеспечивает поддон для воды. Охлаждение материала полезно для уменьшения деформации, особенно при резке тонких материалов.
Я решил встроить в свой стол вытяжку, но оставил возможность использования водяного стола с помощью съемной режущей поверхности. Я начал с того, что обшил основание стола алюминиевым листом. Я подключил 4 точки всасывания, используя 10-дюймовый воздуховод HVAC. У каждой точки всасывания есть ползунок, который позволяет мне направлять максимальное количество всасывания в определенные квадранты стола. Для питания моего нисходящего потока я использовал два промышленных кухонных вытяжных вентилятора. Эти вентиляторы обычно монтируются на крыше или стене и выбрасывают воздух радиально во всех направлениях. Я модифицировал вентиляторы, чтобы они выбрасывали воздух в одном направлении, используя некоторые специально построенные воздуховоды. Мои вентиляторы выдувают всю пыль и дым за пределы моей мастерской.
Впоследствии я также добавил систему всасывания в точке сопла. Я использовал 1,5-дюймовый сливной шланг и направил его от режущего наконечника через кабельные дорожки портала вниз к ведру объемом 5 галлонов, которое также подключено к магазинному пылесосу. Частично наполнив 5-литровое ведро водой, я создал временный водяной затвор, который помогает улавливать мелкую пыль и частицы.
Создание станка с ЧПУ из доступных деталей с минимум слесарной работы
Продолжаем обзор деятельности нашего Хакспейс-клуба.
Мы давно мечтали купить в наш клуб ЧПУ станок. Но решили его сделать сами. С нуля, начиная от железа и кончая программного обеспечение (прошивка контроллера и управляющая программа). И у нас это получилось.
Детали для станка старались выбирать из доступных в свободной продаже, многие из которых даже не требуют дополнительной слесарной обработки.
![]()
Контроллер мы выбрали Arduino Mega 2560 и что бы много не думать, драйвер шаговых двигателей использовали RAMPS 1.4 (как у RepRap 3D принтера).![]()
Программу контроллера писали по алгоритму метода конечных автоматов. Последний раз я о нем слышал лет 20 назад в институте, не помню по какому предмету изучали. Это была очень удачная идея. Код получился маленький и легко расширяемый без потери читабельности (если в дальнейшем понадобится не только оси XYZ, или использовать другой G-код). Программа контроллера принимает с USB порта G-код и, собственно, дает команду двигателям осей XYZ двигаться в заданном направлении. Кто не знает, G-код — это последовательность конструкций типа G1X10Y20Z10, которая говорит станку переместится по оси X на 10 мм, Y на 20 мм и Z на 10 мм. На самом деле, в G-коде много различных конструкций (например, G90 — используется абсолютная система координат, G91 — относительная) и много модификаций самого кода. В интернете много о нем описано.
Подробнее остановлюсь на описание скетча (прошивка контроллера).
Вначале в описании переменных прописываем, к какому выходу контроллера будет подключены двигатели и концевые выключатели.
В этом коде метода конечных автоматов переменная принимает значение ждать с USB порта первый байт, во второй конструкции case производится проверка наличия данных и переменная _s принимает значение get_cmd. Т.е считать данные с порта.
Далее считываем все, что есть в порту, переменная _s устанавливается в get_tag; т.е. переходим на прием буквенного значение G – кода.Теперь немного о железе.
![]()
Двигатели использовали 17HS8401, самые мощные из NEMA17, которые смогли на ebay найти. Там же купили подшипники и оптические концевики.
![]()
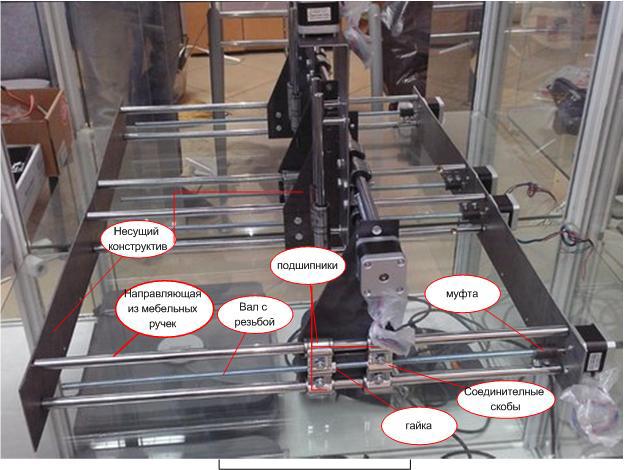
Все остальное отечественное, родное. Оригинальная идея с направляющими, сделали их из длинных хромированных ручек для мебели, они как раз диаметром 12 мм под подшипники, длиной они продаются до метра, и прочности вполне хватает. В торцах ручек просверлили отверстия и метчиком нарезали резьбу. Это позволило просто болтом надежно соединить направляющие с несущим конструктивом. Для оси Z так вообще ручку прикрепили к пластине конструктива целиком, Вал продается в любом строительном магазине как шпилька с резьбой любого диаметра. Мы использовали на 8 мм. Соответственно и гайки 8 мм. Гайку с подшипником и несущим конструктивом оси Y соединили с помощью соединительной скобы. Скобы купили в специализированном магазине для витрин. Видели наверно такие хромированные конструкции в магазинах стоят на которых галстуки или рубашки висят, вот там используются такие скобы для соединения хромированных трубок. Двигатель соединили с валом муфтой, которую сделали из куска стального прута диаметром 14мм, просверлив по центру отверстие и пару отверстий сбоку, для зажимания винтами. Можно не заморачиваться и купить готовые на ebay по запросу cnc coupling их куча выпадает. Несущий конструктив нам вырубили на гильотине за 1000 р. Сборка всего этого заняло не много времени и получили на выходе вот такой станок, на фото еще не установлены концевики, контроллер и не установлен двигатель фрезы.![]()
Точность получилась просто изумительная, во-первых шаговый двигатель шагает 1/16 шага, во-вторых вал с мелкой резьбой. Когда в станок вставили ручку вместо фрезы, он нарисовал сложную фигуру, потом еще несколько раз обвел эту фигуру, а на рисунке видно как будто он один раз рисовал, под лупой рассматривали пытались другую линию найти. Жесткость станка тоже хорошая. Шатается только в пошипниках в допустимых пределах их собственого допуска и посадки. Немного шатается еще по оси Y, ну здесь я думаю конструктив оси Z надо доработать.
Фото получилось не качественное, на заднем плане стекло отражает. Не знаю какой я конструктор станка, но фотограф я просто никакой. Вот чуть получше.
![]()
Теперь об управляющей программе. Не помню почему, но мы решили сделать свою программу, которая готовый G-код с компьютера передает в контроллер. Может просто не нашли подходящий.
Программа написана на Microsoft Visual C++, использовалась библиотеки:
Module: SERIALPORT.H
Purpose: Declaration for an MFC wrapper class for serial ports
Copyright 1999 by PJ Naughter. All rights reserved.
Программа еще сырая, ну в двух словах используем
Использовался еще стандартный компонент msflexgrid таблица, в которую в реальном времени заносится выполняемый в настоящий момент G-код. Т.е. эта программа просто открывает готовый G-код и маленькими порциями запихивает его в контроллер.В планах у нас сделать более мощный станок на двигателях NEMA 23, но для этого нужно придумать, из чего делать более мощные направляющие. В прошивке контроллера добавить возможность изменять скорость вращения шпинделя. Особенно интересно нам установить камеру и сделать что-то подобное системе технического зрения, что бы станок сам определял размеры заготовки, вычислял начальную координату заготовки по всем осям в программе минимум. В программе максимум, чтобы с помощью камеры станок контролировал все этапы своей работы, возможно даже принимал решения изменить программу. Ну, например, увидел он, что шероховатость больше допустимого, взял и послал фрезу по второму кругу все отшлифовать с более высокой скоростью.
Читайте также: