Фреза концевая по металлу гост
Текст ГОСТ 17024-2015 Фрезы концевые. Технические условия
End mills. Specifications
МКС 25.100.20
ОКП 39 1821
39 1822
Дата введения 2017-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 12 ноября 2015 г. N 82-П)
За принятие стандарта проголосовали:
Краткое наименование страны по
МК (ИСО 3166) 004-97
Код страны по
МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 565-ст межгосударственный стандарт ГОСТ 17024-2015 введен в действии в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 ВЗАМЕН ГОСТ 17024-82
1 Область применения
1 Область применения
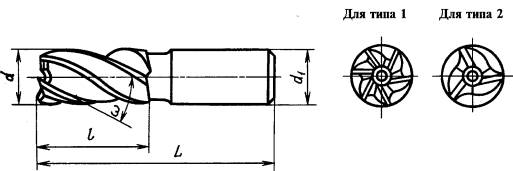
Настоящий стандарт распространяется на технические условия концевых фрез с цилиндрическим, коническим хвостовиком Морзе и хвостовиком конусностью 7:24, предназначенных для обработки поверхностей и уступов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 19860-93 Конусы внутренние и наружные конусностью 7:24. Допуски
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Характеристики
3.1.1 Фрезы следует изготовлять из быстрорежущей стали по ГОСТ 19265. Допускается изготовлять фрезы из быстрорежущей стали других марок, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
3.1.2 Фрезы диаметром не менее 12 мм следует изготовлять сварными.
В месте сварки раковины, непровар, поджоги, кольцевые трещины не допускаются.
3.1.3 Хвостовики сварных фрез следует изготовлять из стали марок 45 или 50 по ГОСТ 1050 или стали марки 40Х по ГОСТ 4543.
3.1.4 Твердость фрез должна быть:
62 . 65 HRC - рабочей части фрез диаметром до 5 мм включительно;
63 .. .66 HRC - рабочей части фрез диаметром св. 5 мм;
37 . 57 HRC - цилиндрического хвостовика цельных фрез;
32 . 52 HRC - цилиндрического хвостовика сварных фрез на участке не менее 1/2 длины от торца хвостовика;
32 . 52 HRC - торцовой части конического хвостовика.
Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия не менее 3% и кобальта не менее 5% должна быть выше на 1-2 единицы HRC.
Допускается изготовлять цельные фрезы с твердостью цилиндрического хвостовика, равной твердости рабочей части.
3.1.5 На поверхности фрез не должно быть трещин, следов коррозии, на шлифовальных поверхностях - черновин, выкрошенных мест, на режущих кромках - забоин, поджогов, на хвостовике и центровых отверстиях - заусенцев.
3.1.6 Завалы у режущих кромок зубьев фрезы не допускаются.
3.1.7 Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть, мкм, не более:
Rz 3,2 - для передних и задних поверхностей режущей части;
Rz 10 - для поверхности спинок зубьев и стружечных канавок;
Ra 0,8 - для поверхности хвостовика;
Rz 20 - для остальных поверхностей.
Для фрез диаметром до 12 мм включительно параметр шероховатости передних поверхностей должен выдерживаться на высоте не менее чем на одной трети высоты зуба.
Для фрез диаметром свыше 12 мм параметр шероховатости передних поверхностей должен выдерживаться на высоте не менее 2 мм от режущей кромки.
3.1.8 Фрезы следует изготовлять исполнений:
А - с цилиндрической ленточкой;
Б - заточенные наостро.
Фрезы исполнения А следует изготовлять нормальной и повышенной точности.
3.1.9 На задней поверхности зубьев фрез исполнения А вдоль режущих кромок должна быть ленточка шириной не более 0,05 мм.
Фреза концевая по металлу гост
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
За принятие проголосовали:
Краткое наименование страны по
МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 565-ст межгосударственный стандарт ГОСТ 17024-2015 введен в действии в качестве национального стандарта Российской Федерации с 1 января 2017 г.
6 ПЕРЕИЗДАНИЕ. Июль 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 9378 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 19860 Конусы внутренние и наружные конусностью 7:24. Допуски
ГОСТ 23726 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
3.1 Характеристики
3.1.1 Фрезы следует изготовлять из быстрорежущей стали по ГОСТ 19265. Допускается изготовлять фрезы из быстрорежущей стали других марок, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
В месте сварки раковины, непровар, поджоги, кольцевые трещины не допускаются.
3.1.3 Хвостовики сварных фрез следует изготовлять из стали марок 45 или 50 по ГОСТ 1050 или стали марки 40Х по ГОСТ 4543.
ГОСТ 17024-82 Фрезы концевые. Технические условия

Настоящий стандарт распространяется на концевые фрезы с цилиндрическим и коническим хвостовиками, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. № 1, 2).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
1.2. Фрезы должны изготовляться из быстрорежущей стали по ГОСТ 19265. Допускается изготовление фрез из быстрорежущей стали других марок, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
1.3. Фрезы диаметром 12 мм и более должны изготовляться сварными.
Фрезы диаметром 12 мм и менее из качественной круглой стали со специальной отделкой поверхности группы А или Б по ГОСТ 14955 допускается изготовлять цельными.
1.4. Хвостовики фрез должны быть изготовлены из сталей марок 45 или 50 по ГОСТ 1050, 40Х по ГОСТ 4543.
1.5. Твердость фрез должна быть:
- рабочей части диаметром до 5 мм - HRCЭ 62 . 65;
- рабочей части диаметром св. 5 мм - HRCЭ 63 . 66;
- цилиндрического хвостовика цельных фрез - HRCЭ 36,5 . 56;
- цилиндрического хвостовика сварных фрез на участке 1 /2 длины от торца хвостовика - HRCЭ 32 . 51,5;
- цилиндрической поверхности конического хвостовика - HRCЭ 32 . 51,5.
Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия 3 % и более, кобальта 5 % и более - выше на 1-2 единицы HRCЭ.
Допускается изготовление цельных фрез с твердостью рабочей части и хвостовика 62 . 66 HRCЭ.
(Измененная редакция, Изм. № 2).
1.6. На рабочей поверхности фрез не должно быть обезуглероженного слоя и мест с пониженной твердостью.
1.7. На поверхности фрез не должно быть трещин, следов коррозии, на шлифованных поверхностях - черновин, выкрошенных мест, на режущих кромках - забоин, поджогов, на хвостовике и центровых отверстиях - заусенцев.
1.8. Завалы у режущих кромок зубьев фрезы не допускаются.
1.9. Центровые отверстия фрез не должны иметь забоин и разработанных мест.
1.10. Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны быть более, мкм:
- передних и задних поверхностей режущей части. Rz3,2
- поверхности хвостовика. Ra0,8
- поверхности спинок зуба и винтовых стружечных канавок. Rz10
- конических поверхностей центровых отверстий. Rz6,3
- остальных поверхностей. Rz20
Примечание . Для фрез диаметром до 12 мм шероховатость передних поверхностей выдерживают не менее чем на трети высоты зуба.
Для фрез диаметром более 12 мм шероховатость передних поверхностей должна выдерживаться на высоте не менее 2-3 мм от режущих кромок.
1.11. Фрезы изготовляют исполнений:
Фрезы исполнения А изготовляют нормальной и повышенной точности.
1.12. На задней поверхности фрез, исполнения А вдоль режущих кромок должна быть ленточка шириной не более 0,05 мм; для исполнения Б (заточка наостро) ленточка не допускается.
1.13. Предельные отклонения размеров фрез не должны быть более:
- наружного диаметра D для фрез:
заточенных наостро и нормальной точности. js14
повышенной точности. js9
- длины рабочей части l. 3 js17
- конусов Морзе по ГОСТ 2848. АТ8
1.14. Допуск радиального биения режущих кромок зубьев относительно оси хвостовика должен соответствовать указанному в табл. 1.
ГОСТ 17025-71 Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры
Настоящий стандарт распространяется на концевые фрезы с цилиндрическим хвостовиком, предназначенные для обработки поверхностей и уступов.
Требования стандарта в части пп. 1, 2, 5, 7а, 8 (кроме второго абзаца), 11 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
Вводная часть. (Введена дополнительно, Изм. № 6).
1а. (Исключен, Изм. № 6).
1. Фрезы должны изготовляться двух типов:
1-е нормальным зубом;
2-е крупным зубом.
Фрезы каждого типа изготовляют в двух исполнениях:
2. Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.
* Черт. 2 исключен.
Для фрез типа 1
Для фрез типа 2
1. Допускается изготовлять фрезы с диаметром хвостовиков, равным диаметрам рабочей части.
2. Размеры d , l , L соответствуют размерам фрез 1-го ряда нормальной серии по ИСО 1641-1.
Пример условного обозначения фрезы диаметром d = 8,0 мм, типа 1, праворежущей, исполнения А:
Фреза 2220-0009 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0040 ГОСТ 17025-71
Пример условного обозначения фрезы диаметром d = 4,0 мм, типа 2, праворежущей, исполнения А:
Фреза 2220-0063 ГОСТ 17025-71
Фреза 2220-0123 ГОСТ 17025-71:
(Измененная редакция, Изм. № 3, 4, 6).
2а. (Исключен, Изм. № 3).
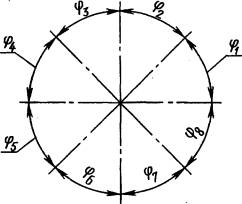
3. Фрезы должны изготовляться с неравномерным окружным шагом зубьев, указанным на черт. 3 и в табл. 3.
Примечание . Допускается изготовление фрез с равномерным окружным шагом.
Число зубьев z
* Табл. 2 исключена.
4. Фрезы должны изготовляться праворежущими, леворежущие фрезы - по требованию потребителя.
5. Фрезы диаметром до 4 мм изготовляют без торцевых зубьев.
(Измененная редакция, Изм. № 3).
6. Угол наклона стружечных канавок w:
30-35° для фрез типа 1;
35-45° для фрез типа 2.
7. Допускается изготовлять фрезы диаметром до 12 мм без шейки.
7а. Размеры хвостовиков - по ГОСТ 25334.
(Введен дополнительно, Изм. № 1; измененная редакция, Изм. № 6).
8. Центровые отверстия - по ГОСТ 14034.
Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2,0 до 6,0 мм без центрового отверстия на торце хвостовика.
(Измененная редакция, Изм. № 3, 5, 6).
8а. Допускается цилиндрическая выточка со стороны рабочей части или на обоих торцах.
(Введен дополнительно, Изм. № 6).
9. Элементы конструкции и геометрические параметры фрез указаны в приложении 1.
10. (Исключен, Изм. № 6).
11. Технические требования - по ГОСТ 17024.
12. Размеры фрез по ИСО 1641-1 приведены в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
1. Элементы конструкции и геометрические параметры фрез указаны на черт. 1, 2 и в табл. 1, 2.
ГОСТ Р 70113-2022 Фрезы концевые радиусные вогнутые. Основные размеры
Текст ГОСТ Р 70113-2022 Фрезы концевые радиусные вогнутые. Основные размеры
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

ГОСТР 70113— 2022
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРЕЗЫ КОНЦЕВЫЕ РАДИУСНЫЕ ВОГНУТЫЕ
Основные размеры
Москва Российский институт стандартизации 2022
Предисловие
1 РАЗРАБОТАН Акционерным обществом «ВНИИИНСТРУМЕНТ» (АО «ВНИИИНСТРУМЕНТ»), Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт «Центр» (ФГУП «ВНИИ «Центр»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 095 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 мая 2022 г. № 355-ст
4 ВВЕДЕН ВПЕРВЫЕ
© Оформление. ФГБУ «РСТ», 2022
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
ФРЕЗЫ КОНЦЕВЫЕ РАДИУСНЫЕ ВОГНУТЫЕ
Radius concave end milling catters. Base dimensions
Дата введения — 2023—07—01
1 Область применения
Настоящий стандарт распространяется на фрезы концевые радиусные вогнутые из быстрорежущей стали, предназначенные для фрезерования фасонных поверхностей с радиусами от 2 до 35 мм в деталях из стали и чугуна.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 16093 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 25557 Конусы инструментальные. Основные размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Основные размеры
3.1 Фрезы концевые радиусные вогнутые следует изготовлять исполнений:
1 — с цилиндрическим хвостовиком с резьбой;
2 — с коническим хвостовиком Морзе.
3.2 Основные размеры фрез исполнения 1 должны соответствовать указанным на рисунке 1 и в таблице 1.
Читайте также: