Физические основы обработки металлов давлением
Обработка материалов давлением основана на механическом свойстве атомов занимать новое устойчивое положение при воздействии на них нагрузки, превышающей предел упругости материала. Это называется пластической деформации. Помимо механических, изменяются и физико-химические свойства металла.
Существует горячая и холодная обработка металлов давлением:
· Горячей называется обработка при температуре заготовки выше температуры рекристаллизации;
· Холодная обработка материалов давлением происходит при температуре заготовки ниже температуры рекристаллизации.
Существуют различные виды обработки материалов давлением:
Обработка металлов давлением : прокатка.
Прокаткой называется вид пластической обработки, в процессе которого исходная заготовка обжимается вращающимися валками стана прокатного. Целью операции является уменьшение поперечного сечения заготовки и придания ей заданного профиля.
Способы прокатки
Существует три способа прокатки металла:
· продольная: самый распространенный способ прокатки. Суть его заключается в следующем: заготовка пропускается между валками, вращающимися в разные стороны, при этом она обжимается до толщины, равной зазору между валками;
· поперечная: применяется для обработки тел вращения (шаров, цилиндров, втулок и пр.). Заготовка при этом не имеет поступательного движения;
· поперечно-винтовая: нечто среднее между двумя предыдущими способами. Применяется для изготовления полых заготовок.
Ковка
Ковка относится к высокотемпературным операциям. Заготовка предварительно нагревается до ковочной температуры, зависящей от конкретной марки металла.
· ковка на молотах (пневматических, гидравлических и паровых);
Машинная (на молотах) и ручная ковка является свободной, так как металл при воздействии на него инструмента ничем не ограничен.
Штамповка свободной не является, так как заготовка находится в матрице штампа (т. е. ограничена со всех сторон). В результате штамповки металл принимает форму полости матрицы.
Ковка применяется в единичном и мелкосерийном производстве. Для получения поковки разогретую заготовку помещают между ударными частями (бойками) молота. В качестве подкладных инструментов используются:
Прессование
Это способ обработки металла, в процессе которого он выдавливается прессом из полости матрицы через ее отверстие. Применяется для обработки хрупких металлов.
Прессованием получают полые и сплошные профили из титановых сплавов , алюминия , меди и магния – детали для автомобилей, самолетов, лопатки, подвески, трубы.
Прессование может быть горячим и холодным. Обработка пластичных материалов производится в холодном состоянии (олово, медь, чистый алюминий). Тугоплавкие металлы и сплавы (содержащие никель, титан и др.) прессуются только после предварительного нагрева заготовки и инструмента.
С помощью этой операции можно получить детали различной конфигурации, с ребрами (внутренними и наружными), постоянным или периодическим профилем по длине.
Прессование выполняется на прессах со сменной частью (матрицей). Матрицы изготавливаются из жаропрочных штамповых сталей.
Волочение
Волочением называется метод обработки металлов, в процессе которого заготовка круглого (или фасонного) профиля принудительно протягивается через фильеру (волоку). Примером может служить изготовление проволоки, когда заготовка большого диаметра (катанка) протягивается через ряд фильер, на выходе из которых получается проволока гораздо меньшего диаметра.
· по типу волочения:
1. сухое (через мыльный порошок);
2. мокрое (через эмульсию мыльную).
· по чистоте обработки поверхности:
· по кратности переходов:
2. многократное (с несколькими переходами с постепенным уменьшением поперечного сечения заготовки).
1. холодное волочение;
2. горячее волочение.
Объемная штамповка
Метод обработки металла, при котором придание заготовке заданной формы осуществляется с помощью штампа. При этом течение металла ограничивается полостями его частей.
Существует две разновидности штампов: открытые и закрытые.
В открытых штампах между подвижными частями предусмотрен зазор, в который выдавливается избыток металла – облой. Его приходится удалять на последующей операции механической обработки. Штамповка в открытых штампах хороша тем, что не требуется предъявлять особых требований к массе заготовки.
Закрытые штампы такого зазора не имеют. Весь металл находится в замкнутом пространстве, облоя не образуется. Но в этом случае заготовка тщательно рассчитывается по объему.
Листовая штамповка
Листовая штамповка заключается в изготовлении детали из листа, полосы или ленты, полученных прокаткой.
Существуют два основных вида операций:
· разделительные: вырубка, отрезка и пробивка;
· формообразующие: вытяжка, гибка отбортовка, раздача, чеканка и пр.
Листовая штамповка производится на кривошипных и гидравлических прессах. В качестве инструмента используются штампы, основными деталями которых являются матрицы и пуансоны.
В основном штампованная деталь не требует дальнейшей механической обработки. Поэтому матрицы и пуансона должны быть тщательно рассчитаны и изготовлены с соблюдением всех технических требований.
Несмотря на то, что листовая штамповка является в какой-то мере стандартной операцией, конструктора часто сталкиваются с нетипичными проблемами: обработка металлов давлением учебник, как правило, предоставляет множество примеров конструкторских разработок частных случаев.
Листовая штамповка широко применяется практически во всех отраслях промышленности. Детали, полученные этим методом, отличаются высокой точностью. От мельчайших деталей микроэлектроники до кузовов автомобилей – все это производится методом листовой штамповки. Специальность обработка металлов давлением наряду с обработкой металла резанием является одной из самых востребованных.
Обработка давлением, особенности технологии работы с металлом
Обработка материалов давлением основана на их пластичности. В результате процесса можно получить конечную деталь либо заготовку, близкую по форме к готовому продукту. Различные виды обработки металлов давлением применяются в машиностроении, авиационной промышленности, автомобилестроении и пр.
Физические основы обработки металлов давлением

Штампованные детали
Существует горячая и холодная обработка металлов давлением.
- Горячей называется обработка при температуре заготовки выше температуры рекристаллизации;
- Холодная обработка материалов давлением происходит при температуре заготовки ниже температуры рекристаллизации.

Чтобы сделать мебель из металла своими руками, нужно обладать хотя бы начальными навыками сварки.
Закалка и отпуск — очень важные этапы работы со сталью. Как правильно их выполнять, мы можете узнать, прочитав эту статью.
- прокатка; ;
- прессование;
- волочение;
- объемная штамповка;
- листовая штамповка;
- комбинированные методы.
Обработка металлов давлением: прокатка
- продольная: самый распространенный способ прокатки. Суть его заключается в следующем: заготовка пропускается между валками, вращающимися в разные стороны, при этом она обжимается до толщины, равной зазору между валками;
- поперечная: применяется для обработки тел вращения (шаров, цилиндров, втулок и пр.). Заготовка при этом не имеет поступательного движения;
- поперечно-винтовая: нечто среднее между двумя предыдущими способами. Применяется для изготовления полых заготовок.
- ковка на молотах (пневматических, гидравлических и паровых);
- штамповка;
- ручная ковка.
Прессованием получают полые и сплошные профили из титановых сплавов, алюминия, меди и магния – детали для автомобилей, самолетов, лопатки, подвески, трубы.
- по типу волочения:
- сухое (через мыльный порошок);
- мокрое (через эмульсию мыльную).
- по чистоте обработки поверхности:
- черновое;
- чистовое.
- по кратности переходов:
- однократное;
- многократное (с несколькими переходами с постепенным уменьшением поперечного сечения заготовки).
- по температуре:
- холодное волочение;
- горячее волочение.
- разделительные: вырубка, отрезка и пробивка;
- формообразующие: вытяжка, гибка отбортовка, раздача, чеканка и пр.
При всех технологических методах обработки металлов давлением происходит пластическая деформация. В поликристаллических телах - металлах - пластическая деформация происходит главным образом за счет деформаций сдвига в отдельных кристаллитах (зернах). Поэтому вначале рассмотрите механизм пластической деформации монокристалла – скольжение и двойникование, а затем деформацию металла, имеющего поликристаллическое строение. Изменение кристаллической структуры металла при пластическом деформировании приводит к изменению его физико-механических свойств: увеличению прочности и твердости, снижению пластичности. Совокупность изменения свойств в результате изменения структуры при пластическом деформировании называют упрочнением или наклепом.
При нагревеметалла, получившего упрочнение, увеличение энергии томов при определенной температуре приводит к качественному изменению структуры зарождению и росту новых равноосных зерен с неискаженной кристаллической решеткой взамен деформированных. Это явление называют рекристаллизацией, которая происходит при определенных для каждого металла температурах. В зависимости от температуры, при которой происходит процесс деформирования, различают деформацию холодную и горячую. Для холодной характерен наклеп или упрочнения, для горячей - рекристаллизация или разупрочнение. Рассматривая изменения в строении металла при пластическом деформировании, необходимо учитывать, что металлы содержат неметаллические включения, которые располагаются между зернами поликристалла. При деформировании эти включения вытягиваются вдоль направления деформации, обусловливая различие свойств металла в разных направлениях. Таким образом, свойства получаемых обработкой давлением изделий определяются условиями, при которых происходит пластическая деформация. От этих условий зависят и технологические свойства деформируемого металла - пластичность и сопротивление деформированию. Для получения изделий необходимой формы и качества необходимо знать основные законы пластического деформирования и влияние условий обработки на свойства деформируемого металла.
При разработке процессов обработки давлением считают, что объем металла до деформации равен объему металла после деформации (закон постоянства объема) и каждая точка деформируемого тела перемешается в направлении наименьшего сопротивления (закон наименьшего сопротивления). Перемещению металла противодействуют силы трения, возникающие на поверхностях контакта деформирующего инструмента и металла заготовки. Трение изменяет схему приложения сил, оказывающих влияние на пластичность и сопротивление деформированию металла. Эти свойства зависят также от химического состава сплава, его предшествующей обработки, температуры и скорости деформирования.
Литература: [1], разд. 3. гл. I, § 3.
Нагрев металлов перед обработкой давлением. Нагрев металла перед пластическим деформированием производят с целью повышения его пластичности и уменьшения сопротивления деформированию. Каждый металл и сплав можно нагревать до определенной температуры. Например, сталь 10 можно нагревать до 1250 0 С а инструментальную сталь У10 - до 1150 0 С. Превышение температур выше допустимой приводит к образованию в изделии того или иного брака
Нагрев металла перед обработкой давлением является важной вспомогательной операцией, от которой в значительной степени зависит качество, производительность и стоимость готовой продукции. Поэтому к нагреву предъявляют такие требования, как равномерность температуры но сечению заготовки, ее минимальное окисление и обезуглероживание. Большое значение для качества металла имеет скорость нагрева: при медленном нагреве снижается производительность, увеличивается окисление и обезуглероживание; при быстром - в заготовке появляются трещины. Склонность к образованию трещин тем больше, чем больше размеры заготовки и меньше теплопроводность металла.
Большая номенклатура нагреваемых заготовок и условий производства обусловливает многообразие применяемых нагревательных устройств, которые делят на печи и электронагревательные устройства. Знакомясь с принципом их работы и конструкцией, обратите внимание на технологические возможности печей и электронагревательных устройств и области их рационального применения.
Общие сведения об обработке металлов давлением
1. Обработка давлением основана на способности металлов необратимо изменять свою форму без разрушения под действием внешних сил. Она обеспечивает получение заготовок для производства деталей, а в некоторых случаях и самих деталей требуемых форм и размеров с необходимыми механическими и физическими свойствами.
Обработка давлением – прогрессивный, экономичный и высокопроизводительный способ металлообработки, развивающийся в направлении максимального приближения форм и размеров заготовки к форме и размерам детали, что обеспечивает лучшее использование металла, сокращение трудоёмкости последующей обработки резанием и уменьшением себестоимости продукции.
При производстве металлических изделий широко применяют обработку металлов давлением как в горячем состоянии, так и в холодном. Основными способами обработки металлов давлением являются прокатка, волочение, прессование, ковка и штамповка.
Прокатка – один из важных способов обработки давлением, которым обрабатывается более 75% выплавляемой стали.
Прокатка осуществляется захватом заготовки 2 (рис. 22, а) и деформации ее между вращающимися в разные стороны валками 1 прокатного стана; при этом толщина заготовки уменьшается, а длина и ширина увеличиваются. Валки имеют гладкую поверхность для прокатки листов или вырезанные ручьи, составляющие калибры, для получения круглой или квадратной полосы, рельсов и т. д.
Волочение – процесс, при котором заготовка 2 (рис. 22, б) протягивается на волочильном стане через отверстие инструмента 1, называемого волокой; при этом поперечное сечение заготовки уменьшается; а длина ее увеличивается.
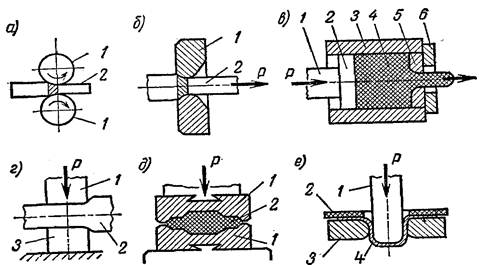
Рис. 22 Схемы основных способов обработки металлов давлением:
а – прокатка; б – волочение; в – прессование; г – ковка; д – объемная штамповка; е – листовая штамповка
Прессование представляет собой выдавливание заготовки 4 (рис. 22, в), помещенной в специальный цилиндр – контейнер 3,через отверстие матрицы 5, удерживаемой матрицедержателем 6;выдавливание производят при помощи пресс – шайбы 2 и пуансона 1. В зависимости от формы и размеров отверстия матрицы получают разнообразные изделия.
Ковка металла заключается в обжатии заготовки 2 (рис. 22, г) между верхним 1 и нижним 3 бойками молота с применением разнообразного инструмента. Свободной ковкой получают поковки различных размеров простой или сложной формы на молотах или прессах.
Штамповка – процесс деформации металла в штампах, форма и размеры внутренней полости которых определяют форму и размеры получаемой поковки. Различают объемную и листовую штамповку.
При объемной штамповке (рис. 22, д) на горячештамповочных молотах и прессах заготовка 2 деформируется в штампе 1. Листовая штамповка (рис. 22, е) осуществляется на холодноштамповочных прессах. При помощи пуансона 1, прижима 2, матрицы 3 листовая заготовка 4 превращается в изделие.
2. Различают горячую и холодную обработки металлов давлением.
Горячая обработка металлов давлением характеризуется явлениями возврата и рекристаллизации, отсутствием упрочнения (наклёпа); механические и физико-химические свойства металла изменяются сравнительно мало. Пластическая деформация не создаёт полосчатости (неравномерности) микроструктуры, но приводит к образованию полосчатости макроструктуры у литых заготовок (слитков) или к изменению направления волокон макроструктуры (прядей неметаллических включений) при обработке металлов давлением заготовок, полученных прокаткой, прессованием и волочением. Полосчатость макроструктуры создаёт анизотропию механических свойств, при которой свойства материала вдоль волокон обычно лучше его свойств в поперечном направлении.
При холодной обработке металлов давлением процесс пластической деформации сопровождается упрочнением, которое изменяет механические и физико-химические характеристики металла, создаёт полосчатость микроструктуры и также изменяет направление волокон макроструктуры. При холодной обработке металлов давлением возникает текстура, создающая анизотропию не только механических, но и физико-химических свойств металла. Используя влияние обработки металлов давлением на свойства металла, можно изготавливать детали с наилучшими свойствами при минимальной массе.
Для получения заготовок обработкой давлением используют различные деформируемые материалы: углеродистые, легированные и высоколегированные стали, жаропрочные сплавы, сплавы на основе алюминия, меди, магния, титана, никеля и др.
Исходными заготовками для обработки металлов давлением являются плоские и круглые слитки разных размеров и массы из стали и цветных сплавов.
До обработки давлением слитки подвергают механической обработке, которая заключается в отрезке прибыльной и донной частей и очистке поверхности от литейных пороков.
Размеры и масса слитков зависят от их назначения. Цилиндрические слитки предназначаются для изготовления прутков, профилей и труб. Их получают главным образом методом непрерывного литья. Плоские слитки применяют для изготовления различных поковок, листов, лент, полос и т. п.
3. Существенные преимущества обработки металлов давлением по сравнению с литейным производством и обработкой резанием – возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе.
Эти и другие преимущества обработки металлов давлением (отмеченные ниже) способствуют неуклонному росту ее удельного веса в металлообработке. Совершенствование технологических процессов обработки металлов давлением, а также применяемого оборудования позволяет расширять номенклатуру деталей, изготовляемых обработкой давлением, увеличивать диапазон деталей по массе и размерам, а также повышать точность размеров полуфабрикатов, получаемых обработкой металлов давлением.
Физические основы обработки металлов давлением.
При обработке металлов давлением в условиях приложении внешней нагрузки - Р, вызывающей напряжения меньше предела текучести в металле возникает упругая деформация.
σ < σтεупр
Упругая деформация – обратимая деформация, характеризующаяся восстановлением формы заготовки после снятия нагрузки.
Механизм упругой деформации – смещение одной группы атомов относительно другой на расстояние меньше, чем межатомное расстояние – связи между атомами не нарушаются.

F
F
Атомы до приложения нагрузки занимают исходное положение – белые кружки. При приложении нагрузки часть атомов смещается в положение показанные черными кружками. После снятия нагрузки атомы возвращаются в исходное положение – деформация исчезает.
При увеличении нагрузки до напряжений больше предела текучести в металле начинает развиваться пластическая деформация- εпл.
σ > σт εупр + εпл
Пластическая деформация – необратимая деформация, характеризующаяся тем, что после снятия нагрузки заготовка не приобретает первоначальную форму, а ее размеры изменяются на величину пластической деформации.
Пластической деформации всегда предшествует упругая деформация.
Механизмы пластического деформирования
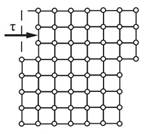
Скольжение – процесс поступательного перемещения одной группы атомов относительно другой по разделяющей их плоскости на величину кратную межатомному расстоянию – связи между атомами периодически разрываются и возникают снова, но уже с другими атомами.
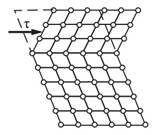
Двойникование – процесс поворота одной группы атомов относительно другой без разрыва связей между соседними атомами.
В результате этого поворота происходит необратимое изменение формы заготовки.
Основным механизмом пластической деформации является скольжение, двойникование происходит при ударных нагрузках и термической деформации.
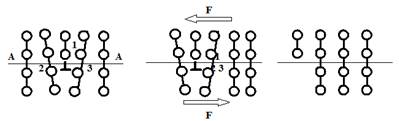
Скольжение развивается по определенным кристаллографическим плоскостям. Установлено, что плоскостью скольжения является кристаллографическая плоскость с более плотной упаковкой. Данное обстоятельство объясняется тем, что в этих плоскостях атомы расположены на более близком расстоянии, чем атомы, разделенные данной плоскостью, а, следовательно, и силы взаимодействия атомов будут больше.
У металлов с ОЦК кристаллической решеткой плоскостью скольжения является плоскость 1 – 2 - 3' - 4'
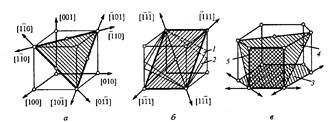
Системы скольжения в металлах с ГЦК (а), ОЦК (б) и ГПУ (в) решетками.
Плоскости наиболее легкого скольжения заштрихованы
На практике было установлено, что напряжения необходимые для пластического деформирования металла в 1000 раз меньше, чем напряжения необходимые для деформирования идеального кристалла.
Так, например, теоретическая прочность железа 52000МПа – практическая 250Мпа. Усы карбида кремния имеют прочность – 22000МПа.
Данное обстоятельство объясняется тем, что реальные кристаллы имеют несовершенства кристаллической структуры – дислокации. Наличие дислокаций приводит к тому, что сдвиг происходит не одновременно всех атомов, а только атомов, расположенных у дислокации, которая последовательно смещается на границу кристалла.
При отсутствии внешнего воздействия силы между атомами 1, 2, 3 сбалансированы и дислокация неподвижна. При приложении нагрузки F атом 2 смещается вправо и занимает новое положение. Дислокация сместилась влево и т.д. до выхода ступеньки на границу кристалла.
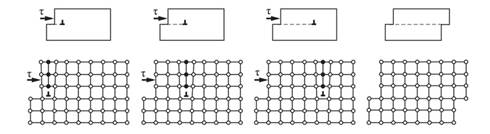
Схема смещения атомов при наличии дислокации
Справка: плотность дислокаций в отожженном металле 10 6 см -2
При большой степени деформаций плотность может достигать – 10 12 см -2 .
Читайте также: