Фасонный резец по металлу
Фасонный резец: классификация, особенности конструкции круглых, призматических и стержневых типов изделий. Инструмент радиальный и тангенциальный. Нюансы геометрии. Маркировка. Принцип подбора.

Для получения деталей с фасонной конфигурацией поверхности (торцевой, наружной или внутренней) на металлорежущие станки токарного типа в резцедержатель устанавливают специальный режущий инструмент – фасонный резец. Он обеспечивает точность получения геометрических размеров, соответствие полученной формы техническим требованиям конструкторского документа и высокую производительность труда, что важно при производстве деталей в массовом и крупносерийном производстве. Фасонными считаются поверхности, если они созданы образующей криволинейного типа, комбинацией прямолинейных и криволинейных образующих, включая те, которые расположены под разными углами. Особенность инструмента: профиль соответствует профилю будущей детали. Изготавливают такие изделия под конкретную деталь, поэтому стоимость режущего инструмента высокая.

Классификация
Режущие инструменты фасонного типа предназначены для обработки поверхностей заготовок, выполненных из сталей мягких, средней твердости и твердых, чугуна мягкого и твердого, латуни, бронзы, меди, алюминия и других цветных металлов и сплавов. Работы выполняются на станках револьверных, токарных, включая полуавтоматического и автоматического типа.
Классифицируют изделия по таким признакам:
- материалу изготовления (твердосплавные и быстрорежущие);
- способу изготовления (цельные и составные);
- конструкции (круглые, призматические и стержневые);
- виду обрабатываемой поверхности (наружные и внутренние);
- установке относительно заготовки (тангенциальные и радиальные);
- форме образующих фасонных поверхностей (кольцевые, винтовые и плоские);
- расположению оси отверстия для крепления относительно заготовки (с параллельным и наклонным);
- расположению передней поверхности (с нулевым углом наклона режущей кромки и с определенным углом наклона);
- способу крепления (насадные, хвостовые).
Режущий инструмент изготавливают из легированной и быстрорежущей стали. Именно от марки стали зависит, будет ли он изготовлен из цельного куска металла или составным. В первом случае целесообразно изготавливать его цельной конструкции, во втором – из нескольких марок стали. Изделие составного типа представляет собой державку, выполненную из обычной стали, к которой приклеивается, приваривается или присоединяется режущая часть, изготовленная из специальной инструментальной стали. Такой способ снижает стоимость изготовления по сравнению с инструментом, выполненным полностью из дорогостоящей высоколегированной стали.

Резцы фасонные круглые
Круглый фасонный резец является распространенным режущим инструментом, его несложно изготовить. Служит он для обработки наружных и внутренних поверхностей заготовок, выполненных из разных материалов. Характерная особенность – поддаются повторной заточке, которую можно осуществлять неоднократно. Инструмент представляет собой тело вращения с угловым пазом для создания передней поверхности и с отверстием для отвода стружки.
Резцы фасонные призматические
Инструменты такого типа предназначены для обработки поверхностей заготовок. С их помощью можно получать как внешние, так и внутренние поверхности необходимой конфигурации. Призматические фасонные резцы представляют собой изделие в форме призмы, у которой передняя поверхность плоская, а задняя имеет фасонную форму. Такой режущий инструмент устанавливается в резцедержатель с помощью соединения, которое называется ласточкин хвост. Инструмент перетачивается неоднократно по передней рабочей поверхности. При точении обеспечивают высокое качество поверхности по чистоте обработки и шероховатости.

Резцы фасонные стержневые
Стержневой фасонный резец отличается от обычного токарного тем, что имеет режущую кромку, соответствующую форме будущей детали. Изготавливаются нескольких типов: галтельные, канавочные, радиусные и с более сложным профилем – дисковой или призматической конструкции.

Радиальный
Радиальный режущий инструмент имеет круглую или призматическую форму, при этом первый вид применяют для обработки как наружных, так и внутренних поверхностей заготовки; призматическими изделиями обрабатываются исключительно наружные поверхности. Устанавливается по отношению к заготовке в резцедержатель так, чтобы обеспечить поперечную подачу – ось заготовки в этом случае пересекается в нескольких или в одной точке с режущей кромкой изделия.
Тангенциальный
Тангенциальный резец применяют для обработки заготовок, плохо сопротивляющихся прогибу, и при выполнении неглубоких профилей. Устанавливается режущий инструмент в резцедержателе так, чтобы оказаться по касательной к внутреннему профилю заготовки. Это позволяет последовательно в работу вводить режущие кромки инструмента.
Подаваться на заготовку инструмент может в нескольких направлениях:
- продольном;
- поперечном;
- под углом к оси.
Резцы с положительным передним углом режущей плоскости улучшают процесс резания. Их вкупе с изделиями, имеющими еще и угол наклона режущей кромки, применяют для изготовления особо точных деталей.
Особенности геометрии изделий
Геометрия фасонного резца зависит от его конструкции, а она в свою очередь отталкивается от размеров и профиля детали. Основными из них являются углы резания, заострения, главные передний и задний, а также у некоторых изделий в конструкцию вводят дополнительные углы. Параметры могут быть самыми разными. Получить качественную деталь из заготовки помогут грамотное конструирование формы инструмента и правильный подбор марки стали/сталей для его изготовления. Расчет профиля будущего изделия выполняют специалисты 2 способами: аналитическим и графическим, – каждый из которых требует определенных навыков и умения пользоваться конкретными справочниками и литературой. Немаловажное значение имеет и опыт работы.
Маркировка фасонных резцов
Так как режущий инструмент изготавливается индивидуально, то маркировка наносится на торец изделия, где указываются такие данные:
- шифр;
- расстояние передней поверхности от оси резца;
- высота подъема над осью заготовки;
- величина заднего и переднего угла;
- марка стали, из которой изготовлен инструмент.
Советы по выбору фасонного резца
Как указывалось ранее, инструмент изготавливается под конкретную деталь. Работы по изготовлению начинаются с проектирования. Этапы проектирования следующие:
- определяются с типом инструмента, профиль которого напрямую зависит от чертежных данных детали;
- определяются с основными и присоединительными размерами, а также с углами режущей части и установки резца;
- выполняют расчет размеров профиля, так называемый коррекционный расчет;
- определяются с допусками.
Исходя из этого подбирают материал и способ изготовления, а также делают чертеж будущего изделия. Кроме того, определяются с державкой для крепления на станке конкретной модели. При необходимости ее тоже изготавливают. В большинстве случаев первоначально выполняют шаблон, а для контроля размеров в процессе эксплуатации изделия – контршаблон.
Вывод: изготавливается изделие по известному профилю детали, которая будет точиться с помощью инструмента. Профиль определяют в плоскости передней грани и в той, которая перпендикулярна задней поверхности.
Выбор режима резания
- марки обрабатываемого материала;
- марки материала, из которого изготовлен режущий инструмент;
- длины заготовки и ее диаметра;
- способа установки инструмента на станке;
- конфигурации и глубины профиля.
Ориентировочные режимы резания фасонными резцами на металлорежущих станках в зависимости от диаметра заготовки и ширины резца указаны в таблице.
| Диаметр заготовки, мм | Ширина резца, мм | Скорость подачи, мм/об. |
|---|---|---|
| 20 | 8 | 0,03 ÷ 0,09 |
| 10 | 0,03 ÷ 0,07 | |
| 15 | 0,02 ÷ 0,05 | |
| 25 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,03 ÷ 0,085 | |
| 15 | 0,035 ÷ 0,75 | |
| 20 | 0,03 ÷ 0,06 | |
| 40 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 60 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 50 | 0,025 ÷ 0,055 |
Просим поделиться опытом точения заготовок фасонным резцом в комментариях к тексту, а тех, кто проектировал, – нюансами изготовления чертежа самого резца, державки, шаблона и контршаблона.
Фасонный токарный резец
Для работ с предметами сложной конфигурации на токарных и револьверных станках используется фасонный резец. Это инструмент с кромкой, совпадающей с профилем заготовок, представленных прутками проката.
Поверхности сложной конфигурации, сформированные криволинейными, прямолинейными составляющими под углом и их сочетаниями, называют фасонными. Формировать их возможно и без специализированного оборудования с применением обычного резца путем ручной его подачи, однако это требует большого опыта и навыков. Несколько упрощает такие работы копировальное приспособление.

По сравнению с обычными резцами по металлу фасонные обладают следующими достоинствами:
- большой точностью и обширным перечнем форм (данные параметры определяются точностью изготовления);
- высокой производительностью, обусловленной большой длиной кромки;
- большим запасом на переточку и простотой данных работ;
- быстрой установкой и настройкой станка.
К недостаткам относят:
- сложное производство;
- высокую стоимость;
- пониженную производительность для вариантов с радиальной подачей;
- отход передних и задних углов в процессе работы от оптимальных значений ввиду изменения кромок по длине в значительном диапазоне.
Рассматриваемые инструменты создают в основном по индивидуальному проекту, ориентированному на конкретную деталь. Этим определяется сложность производства и высокая стоимость. Следовательно, они целесообразны для применения только в серийном производстве. Существуют и более универсальные модели. В любом случае ввиду сложности замены им обеспечивают наибольший срок службы, используя качественные материалы при производстве. Некоторые варианты рассчитаны на одновременную обработку нескольких участков детали для повышения производительности. Особенности рассматриваемых инструментов регламентированы ГОСТ 18875-73.
Основная классификация фасонных резцов, приведенная далее, основана на конфигурации задней поверхности и особенностях конструкции.

Помимо этого, в систематике используются такие параметры, как:
- направление подачи;
- положение отверстия и установочной базы;
- положение передней поверхности;
- форма образующих поверхностей;
- конструкция.
Стержневые
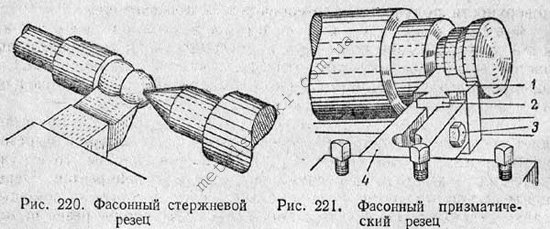
По конструкции фасонные стержневые резцы во многом сходны с токарными, однако отличаются кромкой, соответствующей конфигурации целевой поверхности заготовки. Они рассчитаны на короткие фасонные поверхности и отличаются малой высотой рабочей части. Это обуславливает малое количество переточек, в чем состоит основной недостаток стержневых резцов. Поэтому они редко применяются в производстве. Имеют стандартный способ закрепления в суппорте станка.

Круглые
Модели круглой конфигурации выполняют вращение. Для формирования передней поверхности и обеспечения схода стружки они имеют угловой паз. Ввиду установки оси резца выше оси заготовки на кромке получаются положительные задние углы. У вариантов с осью, параллельной оси заготовки, кромки перпендикулярны ей, а их углы равны нулю. Формирующаяся при вращении кромки относительно оси инструмента задняя поверхность является торцевой плоскостью. При работах она контактирует с предметом. Вследствие этого отсутствует зазор между ними, что сокращает режущую способность. Это свойственно и для призматических фасонных резцов при стандартном монтаже. Для формирования положительных задних углов кромок, перпендикулярных оси заготовки, используют резцы круглые с наклонной осью относительно предмета, а также призматические с наклонной крепежной базой. Такие варианты способны обрабатывать поднутрения при наклонной подаче.
Другой вариант формирования положительных задних углов – использование винтовой задней поверхности.
Эти инструменты наиболее подходят для создания ступенчатых каналов при осевой подаче. Возможно наличие хвостовика для установки.

Служат для работ с внешними и внутренними поверхностями. Отличаются наибольшим количеством переточек среди всех типов фасонных резцов, следовательно, это самый технологичный вариант.
Дисковые модели проще в производстве и могут иметь много переточек, однако характеризуются меньшей жесткостью крепления в сравнении с призматическими. Они актуальны для предметов с меньшей глубиной профиля.
Призматические
Выполнены в соответствующей названию конфигурации. Боковая грань с цилиндрической поверхностью выполняет роль задней поверхности, а плоская торцевая – передней. Задние углы кромки создают путем наклонного монтажа. Резцы данного типа имеют много переточек. Они рассчитаны на обработку сложных, длинных фасонных поверхностей. Относительно круглых отличаются большей прочностью кромки, обширным диапазоном заднего угла, более надежным креплением, лучшим теплоотводом, большей точностью работ. Однако не подходят для внутренней обработки.
Геометрические параметры
Среди всех видов резцов фасонные характеризуются наиболее разнообразной геометрией. Это обусловлено сложной и индивидуальной во многих случаях конструкцией данных инструментов. Тем не менее присутствуют основные узлы, представленные углом заострения, главными передним и задним углами, углом резания. По конструкции фасонные резцы значительно отличаются между собой. Например, могут присутствовать углы, не используемые в стандартных схемах. Ввиду этого отсутствует их геометрическая классификация.

Передняя поверхность у рассматриваемых инструментов обычно представлена плоскостью. Во многих случаях характеризуется двойным наклоном, включающим угол кромки и передний угол, однако может иметь угол, параллельный оси заготовки. Такие резцы обеспечивают большую точность обработки конических поверхностей.
Для фиксации в держателе станка обычно используется крепление типа «ласточкин хвост». В случае нестандартной установки геометрия резца изменяется.
Особенности выбора
Выбор фасонных резцов определяется тремя основными критериями:
- Передний угол определяют на основе целевых материалов. В большинстве случаев он составляет 0-25°. Причем величина угла должна быть напрямую связана с твердостью.
- Задний угол зависит от типа и конфигурации резца. Его величина имеет обратную зависимость от прочности режущей кромки. Следовательно, фасонные инструменты с большим задним углом не подходят для обработки толстых заготовок. Для круглых моделей в целях безопасности его величину не делают более 10-15°. Для прочих видов фасонных резцов он составляет до 30°.
- Материалы обычно выбирают твердосплавные наибольшей плотности. Это обусловлено высокой температурой кромок при одновременном взаимодействии с несколькими точками ввиду значительного сопротивления.
Режимы резания
Для тангенциальных фасонных моделей (обычно призматические) возможна обработка предмета несколькими кромками, причем с разных сторон или нескольких профильных участков. В некоторых случаях они расположены на различных уровнях глубины для обеспечения раздельной последовательной обработки. С целью обработки нескольких предметов по шаблону инструмент монтируют в одном положении и осуществляют продольные и поперечные подачи заготовок. При этом каждая точка режущей кромки начинает и заканчивает работу в различных точках, не продолжая резание за пределами данного интервала. Тангенциальные резцы также могут применяться с вращательным движением подачи. Такие модели подходят для тонких заготовок и неглубоких профилей.



Радиальные (радиусные) варианты (обычно призматические либо круглые) рассчитаны на вращательную подачу. Кромка при обработке фасонным резцом данного типа описывает рабочую поверхность радиально. При этом движение подачи для кромки пересекает ось предмета. Это позволяет осуществлять обработку с разной глубиной и создавать сложные формы. Ввиду большой площади контакта оборудование подвергается значительным нагрузкам. К тому же при работах с длинными предметами малого сечения возможна их деформация. Ввиду этого используют пониженные режимы.
Фасонный инструмент осевой подачи служит для обработки торцевых фасонных поверхностей и односторонних профилей без выступов и канавок.
В сравнении с радиальными моделями они подходят для работ со ступенчатыми заготовками меньшей жесткости ввиду срезания меньших сечений и меньших режущих сил.
Для поверхностей вращения резец осуществляет подачу (чаще поступательную, иногда радиальную), а заготовка – вращательное движение.

Помимо токарных станков возможно применение фасонных резцов на строгальных, долбежных и специальных для цилиндрических предметов. В таких случаях используются модели радиальной конструкции с поступательной подачей, перпендикулярной оси детали. Например, элементы зубодолбежных головок, служащие для работы с зубчатыми колесами цилиндрической конфигурации.
В случае вращательной подачи используют тангенциальную конструкцию. Кромка таких моделей описывает поверхность вращения, касаясь предмета. При этом каждая точка кромки в конкретный момент удаляет фрагмент заготовки и отходит от нее.
Винтовое движение подачи применяется для заготовок соответствующей конфигурации. При этом резец совершает резание не на одном уровне, а углубляясь после каждого прохода. Таким способом нарезают резьбу.
Маркировка
Буквенно-цифровые обозначения фасонных резцов, помимо марки стали, отражают геометрические параметры. Ввиду наличия нескольких режущих частей для большинства моделей промаркирована каждая из них. На основе этого осуществляют обработку, подбирая соответствующую по материалу заготовку по маркировке.
Обработка фасонных поверхностей
Обработка фасонных поверхностей – обтачивание поверхностей, обладающих криволинейной образующей. Эта процедура активно применяется в машиностроении для получения деталей с формой, отличной от цилиндра, конуса или плоскости. При помощи обтачивания фасонных поверхностей изготавливают такие изделия, как шаровые центры, рукоятки, молотки и маховики.
Методы обработки и используемый инструмент
Точение фасонных поверхностей производится на токарных или фрезерных станках. Существует несколько основных методов обработки:
- при помощи ручной и автоматической подачи проходных резцов при помощи суппорта;
- посредством фасонных резцов;
- с помощью копирных приспособлений и устройств.

С применением проходных резцов осуществляется обтачивание небольшого количества фасонных заготовок. Расположение режущих кромок и форма вершины резца подбираются в соответствии с углами наклона и радиусом изделия. Точение осуществляется посредством одновременного продольного и поперечного движения резца. При отсутствии опыта рекомендуется для отработки этих маневров рекомендуется выполнить следующее упражнение: в центрах или патронах устанавливается заготовка с фасонной поверхностью и сложным профилем, человек необходимо правильно перемещать суппорт, чтобы вершина режущего инструмента находилась на близком расстоянии от поверхности заготовки.
После приобретения необходимых навыков точения на токарных станках можно осуществлять комплексную обработку фасонных деталей. Изделие фиксируется в патроне. При помощи чернового резца поверхности придается ступенчатая форма. Удаляются вершины ступеней при помощи продольных и поперечных движений. Важно, чтобы интенсивность подачи и скорости обтачивания были на 30% меньше, чем при обработке наружных поверхностей изделий с цилиндрической поверхностью. После срезания ступеней посредством чистового резца фасонной детали придается окончательная форма. Проверка правильности обтачивания производится по шаблону.
Минусом обработки заготовок при помощи проходных резцов является малая производительность. Процесс точения требует от человека большое количество внимания и мастерства. Преимуществом этого способа является возможность использования стандартных проходных резцов, обладающих высокой прочностью и надежностью.
Также обработка поверхностей, обладающих криволинейной образующей, осуществляется при помощи фасонных резцов. Они соответствуют форме профиля заготовки. Существуют следующие разновидности этих инструментов:
- Стержневые: отличаются легкостью изготовления и затачиваются по передней поверхности. Минусом данных приспособлений является сложная заточка, способная привести к искажению формы профиля. По этой причине эти инструменты используются редко на производстве.
- Призматические: имеют 2 выступа для крепления к пазам станка. Верхняя плоскость выступает в роли передней поверхности. Подобная конструкция позволяет сохранять местоположение режущей кромки во время осуществления обработки. Профиль этих резцов образуется при помощи шлифования и фрезерования.
- Пружинные отрезные: оборудованы пружинящей державкой. Они обладают прорезью, куда вставляет винт. Эта конструкция позволяет контролировать жесткость державки. Данные резцы позволяют получить наиболее чистую поверхность.
- Дисковые: имеют форму диска с передней поверхностью. Благодаря наличию выреза, они предотвращают разброс металлической стружки во время проведения обработки. На боковых частях режущего приспособления находятся зубчики треугольной формы, фиксирующие местоположение резца.

Перед обтачиванием заготовки фасонный резец устанавливается на линии центров станка. Режущий инструмент должен находиться в горизонтальной плоскости под углом 90° относительно линии центров. Важно, чтобы ширина резца соответствовала диаметра обрабатываемой детали.
Заточка осуществляется по передней поверхности. Режущую кромку необходимо установить по центру обрабатываемой поверхности. Подача должна осуществляться равномерно и соответствовать жесткости заготовки. Скорость затачивания на 20% меньше, чем при обтачивании наружных поверхностей изделий цилиндрической формы. Во время обработки детали резец снимает большое количество металлической стружки, что приводит к появлению дополнительных колебаний и вибраций. Чтобы стабилизировать инструмент, необходимо снизить интенсивность резания и периодически охлаждать режущую кромку при помощи эмульсии или масла.

Обработка фасонных поверхностей по копиру имеет множество сходств с обтачиванием конических заготовок посредством конусной линейки. Копиром называется измерительный инструмент, имеющий криволинейное очертание. С помощью этой технологии резец придает заготовке поверхность, профиль которой будет эквивалентен профилю копира.
Для осуществления обработки фасонных поверхностей по копиру необходимо закрепить ролик в тяге и совершить продольные движения при помощи суппорта, отсоединенного от винта поперечной. В результате резец получает не только продольное, но и поперечное перемещение. Ролик во время обработки осуществляет передвижение по пазу криволинейной формы, образованному после наложения 2 пластин измерительного инструмента с криволинейным очертанием. Резец повторяет движение ролика и придает фасонной поверхности окончательную форму профиля. Если для обтачивания применяется односторонний копир, то прижим ролика происходит при помощи груза или пружинного механизма.
В нынешнее время в промышленных масштабах обработка фасонных поверхностей осуществляется посредством специализированных приспособлений, сообщающих резцу круговое движение по дуге с соответствующим радиусом. Наиболее часто применяются гидрокопировальные устройства, позволяющих обтачивать сложные профили и ступенчатые валики. Благодаря применению этого приспособления уменьшается время обработки и повышается производительность труда на предприятии.
Тонкости обработки фасонных поверхностей
Для проведения правильной токарной обработки фасонных деталей важно правильно устанавливать режущие приспособления. Рабочая кромка должна размещаться на 1 уровне с центрами станка. Рекомендуется применять угольник для проверки правильности местоположения режущего приспособления. Первое ребро измерительного инструмента прикладывается вдоль оси детали. Второе ребро подносится к боковой стороне режущего инструмента. Важно не допустить появление неравномерного просвета.

Величина подачи зависит от следующих факторов:
- размерные характеристики резца;
- диаметр обрабатываемой заготовки;
- местоположения поверхности детали относительно патрона.
Эти параметры применяются и во время обработки конических поверхностей. При правильной пропорции величин поперечной и продольной подачи позволит придать изделию максимально точную форму, соответствующую шаблону.
При обработке небольшого количества изделий нецелесообразно применять фасонные резцы, отличающие высокой стоимостью и сложностью изготовления. Если же необходимо обработать крупную партию заготовок, то необходимо амортизировать подачу режущего приспособления. С помощью этого приема повышается общая производительность.
Во время обтачивания заготовок с криволинейной образующей могут возникнуть следующие виды брака: неправильный профиль обработанной поверхности, низкая чистота обточенного изделия. Эти дефекты возникают из-за следующих причин:
- Неправильно подобранная форма режущего инструмента.
- Установка резца на неправильной высоте.
- Некачественная заточка приспособления для точения.
- Деформация изделия из-за интенсивного давления режущего инструмента в течение длительного времени.
- Неравномерное движение режущей кромки.
- Выбор неправильного места для размещения копира.
- Большая величина зазора между режущим инструментом и копиром.
Для предотвращения появления брака необходимо аккуратно устанавливать резцы и заготовку на токарном станке, производить проверку состояния рабочего оборудования и деталей.
Главным условием обработки деталей на станках является соблюдение техники безопасности:
- Человек, работающий с токарным оборудованием, должен иметь специальную униформу: производственный халат, ботинки, головные уборы и очки. Спецодежда предназначена для защиты мастера от попадания металлической стружки и травм различного характера. Униформа должна быть застегнута. Головные уборы и очки обязаны закрывать жизненно важные органы и быть в исправном состоянии.
- Нельзя работать с неисправным оборудованием. Важно проверить исправность рабочих приспособлений на предмет выявление внутренних или внешних поломок.
- Перед осуществлением токарных работ необходимо проверить патрон станка. На нем не должны присутствовать стружечные материалы или эмульсии. Также важно осуществить пробный пуск станка и проверить смазочные механизмы, системы управления и охлаждения.
- Во время проведения точения нужно следить за положением детали и режущего инструмента. Нельзя устанавливать заготовки с весом более 16 кг. При обработке важно осуществлять контроль за удалением металлической стружки и сливом жидкости для охлаждения.
- Запрещается производить остановку патрона руками, класть инородные предметы на токарный станок, удалять стружечные материалы при помощи струи воздуха и отходить от рабочего места.
- При работе на высоких скоростях необходимо пользоваться люнетами и специальными стружкоотводами.
Во время проведения обработки могут возникнуть нестандартные ситуации:
- на металлических частях появилось напряжение;
- исчезла фаза;
- появился дым или вибрация.
В этом случае необходимо выключить токарный станок, отвести людей на безопасное расстояние и сообщить о поломке.
Контроль фасонной поверхности
Контроль качества обработки поверхности производится при помощи шаблона или специального протектора посредством наложения профиля обработанной детали в увеличенном масштабе на чертеж. Выбор метода контроля зависит от масштаба производственных работ, необходимой точности обработки и выбора конструктивной базы. Выделяют следующие методы контроля точности обработки:
- Универсально-координатный. Он подразумевает численную диагностику местоположения отдельных зон фасонной поверхности относительно технологической базы. Расчет осуществляется в прямоугольной и полярной системы координат при помощи измерительных стержней, устанавливаемых на базовые точки поверхности. Универсально-координатный метод относится к контактным способам контроля затачивания. Наличие погрешностей во время расчетов зависит от формы наконечников стержня.
- Метод сравнения с образцом. Он заключается в сопоставлении значении профилей обработанной поверхности и шаблонной заготовки. Номинальные значения эталонных деталей прописаны в технологических картах. Во время измерений используются номинальные и предельные калибры с шаблонными значениями профиля. Они накладываются на поверхность изделия. Эта технология используется для контроля грубых фасонных поверхностей с большой величиной погрешности (от 0,2 мм).

Более точные результаты измерения точности заточки деталей можно получить при использовании оптических устройств. В этом случае производится фиксация базовых точек обработанного изделия при помощи наведения на них сетки оптического прицела.
Резцы со сменными пластинами
Резцы со сменными пластинами – режущие инструменты, предназначенные для нарезки заготовок на металлообрабатывающем оборудовании. Они оснащены механическими креплениями для установки пластин и державками, необходимыми для закрепления резца на станковом оборудовании. Благодаря наличию твердосплавных пластин, можно быстро настроить оборудование под требуемый вид работ, что позволит увеличить производительность токарных станков.

Виды токарных резцов со сменными пластинами
Выделяют следующие виды режущих инструментов со сменными пластинами:
- Расточные резцы: обладают державкой в форме конуса и механическим креплением для проделывания сквозных и глухих отверстий в деталях. Они также могут использоваться для нарезания внутренней и внешней резьбы в изделиях цилиндрической формы. При проделывании глухих отверстий режущая кромка должна располагаться под углом 90°, для сквозных – под углом 60°.
- Проходные: применяются во время наружной обработки металлических деталей. Их режущая кромка располагается под углом 45°.
- Фасонные: необходимы для обработки фасонных поверхностей. Эти режущие инструменты способны обеспечить идентичность формы и точность размера обрабатываемых заготовок. Фасонные резцы изготавливаются из высококачественных быстрорежущих сталей.
- Отрезные резцы: используются для разрезки заготовок на несколько частей.Применяются при обработке маленьких и крупных прутковых деталей. Главная режущая кромка инструмента находится под углом 90°.
- Резцы с многогранными твердосплавными пластинами: оснащены пластинами, имеющими форму многогранника.
- Канавочные: предназначения для прорезки канавок в цилиндрических и конических изделиях. Они отличаются высокой жесткостью конструкции и высокой производительностью.Данные инструменты способны выдерживать высокие нагрузки во время проведения токарных работ.
Выбор типа резьбовых резцов со сменными пластинами зависит от разновидности технических операций, выполняемых во время обработки металлических деталей. Качество работы инструмента зависит от точности изготовления и профессиональных навыков мастера.
Основные размеры
Оптимальный размер сечения резцов по металлу – 10 x 10. В следующей таблице представлены главные размерные характеристики различных видов режущих инструментов со сменными пластинами:
Размеры режущих инструментов указаны в следующих нормативных документах: ГОСТ 18879-73, ГОСТ 18874-73, ГОСТ 18875-73 и ГОСТ 18882-73.
Нюансы подбора резца
При покупке режущих инструментов необходимо обращать внимание на следующие критерии:
- Разновидность режущего инструмента. Разные типы резцов отличаются формой профиля, определяемый техническими особенностями твердосплавных пластин.
- Размерные характеристики. Различные габариты изделий, обрабатываемых на токарном станка, определяютразмеры режущего инструмента. К современным типам резцов можно подобрать заготовки с отличительными размерными характеристиками.
- Значение заднего угла. Этот показатель влияет на точность чистовой обработки материала. Чистота нарезания поверхности прямо пропорциональна значению заднего угла. Этот параметр учитывается при токарной обработке металлических заготовок с мягкими поверхностями.
- Класс точности. Данный параметр используется для расчета точности выполненной нарезки. Согласно ГОСТу 9253-59, установлены 3 основных класса точности для пластин. При измерении этого параметра можно производить нарезание заготовок инструментами с различными значениями допуска.
Если не учитывать эти критерии, то резьбовые резцы не смогут прочно закрепиться на токарном станке и производить точную обработку металлических деталей.

Во время приобретения режущих инструментов важно правильно выбрать пластины. Эти детали изготавливаются из твердых металлических сплавов. Соотношение металлов определяет особенности эксплуатации режущего инструмента. Существует 2 основных разновидности пластин:
- С повышенной прочностью. Они устойчивы к воздействию вибраций, ударов и других физических нагрузок, возникающих во время нарезания. Рекомендуется приобретать эту категорию пластин, если требуется отрезать большое количество металла с обрабатываемого изделия.
- С увеличенной теплостойкостью. Они могут переносить высокие температуры, возникающие во время длительной обработки заготовок и воздействия силы трения. Теплостойкие пластины фиксируются механическим методом. Они применяются при работе на высоких скоростях.
Материалы изготовления указываются на маркировке твердосплавных пластин. Каждому сплаву соответствует уникальное изображение. При изготовлении режущих деталей обязательно используют вольфрам, обладающий высокой прочностью и устойчивостью к большимперепадам температур. Дополнительно могут применяться карбид титана или кобальт. Пластины из керамических материалов используются во время проведения чистовой или получистовой обработки металлических изделий. Они могут применяться для нарезания заготовок из жаропрочных сплавов. Процентное соотношение этих компонентов определяет категорию сменных пластин. На маркировке титан обозначается буквой “Т”, кобальт – символом “К”. Пример маркировки: Т14К7 (процентное содержание карбида титана – 14%, кобальта – 7%).
Для больших объемов токарных работ рекомендуется приобретать набор токарных резцов со сменными пластинами, что позволит быстро настраивать инструмент во время проведения различных технологических операций. При выборе наборов важно учитывать марку производителя. Наибольшей популярностью на рынке пользуются сменные пластины от следующих компаний:
- ООО “Инструмент-Сервис”: украинская компания, изготавливающая детали для режущих инструментов.
- Интерпайп: является крупнейшей организацией по изготовлению трубных и резьбовых соединений на территории Восточной Европы. Продукция производится на Новомосковсокм трубном заводе, расположенном в украинском городе Днепр.
- BDS-Machinen: немецкая компания, производящая устройства и детали для магнитных сверлильных станков.
- Proxxon: организация, разрабатывающая детали для нарезания малогабаритных заготовок. Производство осуществляется на территории Германии.
- Ceratizit: фирма по производству металлорежущих инструментов и их основных комплектующих. Штаб-квартира находится на территории Люксембурга.
Стоимость набора токарных резцов зависит от затрат производителя и финансовой политики поставщиков. Наибольшей ценой обладают импортные детали. Средняя цена набора составляет 15 000 руб. Дополнительно можно приобретать отдельные виды пластин. Их средняя цена равняется 164 руб.
Режимы резания – совокупность параметров, определяющих условия обработки деталей при помощи токарного резца. На процесс нарезания влияют следующие факторы:
- Скорость резания –путь перемещения обрабатываемой поверхности заготовки относительно режущей кромки в единицу времени. Измеряется в м/мин или в м/с. На чертежах обозначается латинской буквой V.
- Подача – путь, пройденный режущей кромкой за 1 ход или оборот обрабатываемой заготовки. Измеряется в мм/об. На чертежах маркируется латинским символом S.
- Глубина резания – расстояние между обработанной и обрабатываемой поверхностями. Она показывает величину снимаемого слоя металла. На схемах обозначается латинской буквой t.
- Площадь сечения срезаемого слоя – произведение глубины резания на подачу. Является номинальной величиной и влияет на наличие шероховатостей. На схемах обозначается латинским символом f.

Данные параметры являются табличными значениями и указаны в ГОСТ 25762—83.
Каждой разновидности режущих инструментов с механическим креплением пластин соответствуют дополнительные режимы резания. Отрезные резцы осуществляют поперечные движения, расточные двигаются продольно относительно поверхности обрабатываемой детали. Во время работы средняя скорость режущих кромок составляет десятые доли мм. Подача равняется 0,1 мм/об.
Преимущества и недостатки резцов
Резьбовые резцы со сменными пластинами обладают следующими достоинствами:
- невысокая стоимость:стоят меньше резцов цельного типа;
- позволяют экономить большое количество временных ресурсов во время подготовки режущего инструмента к разным технологическим операциям;
- пластины способны выдерживать высокие нагрузки, потому что они изготовлены из твердосплавных материалов;
- отрезные резцы могут применяться для обработки деталей с небольшими габаритами и неровным рельефом;
- режущий инструмент можно переналаживать при необходимости;
- высокий срок службы державок, что позволяет прочно закреплять инструмент на токарном станке;
- не требуют дополнительных заточек или пайки;
- во время обработки снижают силу резания и температуру на 35 – 40%;
- предоставляют возможность изменять режимы резания на ходу;
- унификация всех моделей резцов: позволяет подобрать нужную пластину для обработки заготовок из определенных видов металлов.
Эксперты выделяют следующие недостатки резцов со сменными пластинами:
- из-за наличия множества креплений для твердосплавных пластин увеличивается общий вес режущего инструмента;
- резцы не способны обеспечить оптимальные геометрические параметры режущей кромки из-за различной формы пластин и особенностей их крепления;
- высокая сложность изготовления режущего инструмента.

Качество резьбового резца зависит от вида обработки и режима резания. Резец дольше сохраняет свои преимущества при низкой скорости резания и во время внутреннего поперечного точения. Режущий инструмент изнашивается быстрее при наружном продольном точении. Для увеличения его стойкости используются смазочно-охлаждающие среды. Также повысить жесткость инструмента можно при увеличении площади державки.
Фасонный резец
Фасонный резец является весьма нестандартным инструментом для токарных станков. Они используются для обработки тех деталей, которые имеют довольно сложную структуру и форму образующей. Если сравнивать со стандартными инструментами, то фасонные резцы могут обеспечить большую идентичность формы и точные размеры изготавливаемой детали. Эти параметры зависят от того, насколько точно изготовлен инструмент.
Современные изделия обеспечивают высокую производительность, что обусловлено необходимостью в увеличении объемов производства в токарном деле. Одновременная обработка нескольких участков фасонного профиля помогает сэкономить массу машинного времени. В основном, фасонные резцы по металлу изготавливаются по специальному индивидуальному проекту, который предназначается для конкретной детали. Данные изделия являются дорогостоящими и их применение оправданно только в серийном производстве.

фото:фасонный токарный резец
Резцы токарные фасонные выпускаются согласно ГОСТу 18875-73. Встречаются не только индивидуальные изделия, но и те, которые рассчитаны на изготовление самых распространенных деталей. Как правило, для них подбираются самые качественные материалы, так как замена будет достаточно сложной и нужно максимально продлить срок службы.
Виды фасонных резцов
Фасонный токарный резец может иметь различные отличия в своих параметрах, в зависимости от обрабатываемых заготовок, с которыми он работает. Исходя из этого, выделяют несколько основных разновидностей:
- Стержневые резцы – их используют для работы с короткими фасонными поверхностями. У данного типа весьма малая высота рабочей части, так что это становится причиной для наличия главного недостатка - малого количества переточек.
- Призматические – в данном виде имеется большое количество переточек, так что с их помощью обрабатываются более сложные поверхности фасонного типа. Фасонный резец базируется и крепится при помощи специального держателя и крепления «Ласточкин хвост». Но с помощью данного инструмента невозможно обрабатывать внутренние фасонные поверхности.
- Круглые – могут служить для работы как с наружными, так и внутренними поверхностями заготовки. Они являются весьма технологичными, так что по количество переточек превосходят все остальные виды. Для их закрепления также требуется специальный резцедержатель, а базировка происходит по торцу и отверстию.
Помимо этого фасонный резец классифицируется по следующим параметрам:
- Форма;
- Направление подачи (радиальная или тангенциальная);
- По расположению установочной базы и отверстия;
- По конструкции.
Основные размеры
| Глубина заготовки профиля, мм | Диаметр, мм |
|---|---|
| 6 | 50 |
| 8 | 60 |
| 11 | 75 |
| 14 | 90 |
| 18 | 100 |
| 25 | 125 |
Геометрические параметры
Фасонный резец во многом отличается от других инструментов данного типа, не говоря уже о том, что многие из них остаются единственными в своем роде. По этой причине геометрия здесь получается самой разнообразной. Остаются прежними основные углы, такие как:
- Угол заострения;
- Главный передний угол;
- Главный задний угол;
- Угол резания.
В зависимости от требуемой детали, параметры этого угла могут иметь огромное отличие. Для выточки некоторых особенностей конструкции могут применяться углы, которых нет в стандартных схемах, поэтому, единой классификации по данному вопросу создать нельзя, но можно придерживаться правил, которые помогут получить качественный и надежный инструмент.
Выбор фасонного резца
При выборе переднего угла стоит обращать внимание на то, с каким материалом здесь будет вестись работа. В основном, это пределы от 0 до 25 градусов. Соотношение твердости и величины угла подбирается в прямой пропорции. Задний угол определяется формой инструмента и его типом. Дело в том, то чем выше задний угол, тем слабее режущая кромка, так что ее нельзя будет использовать для работы с толстыми заготовками. Для круглого резца не рекомендуется задавать большой задний угол. В таких изделиях он не должен превышать 10-15 градусов, так как в ином случае его применение будет не безопасным. Фасонный резец другого вида может иметь и больший угол, но в целом он берется не больше 30 градусов. Иногда используется нестандартная установка изделия на станок, что изменяет соотношение и фасонный резец приобретает дополнительные свойства.
Выбор углов очень важен при подборе и проектировании изделия и это является одним из самых сложных моментов. Материалы, как правило, подбираются как можно более плотные. Когда обработка совершается в нескольких точках подряд, то это создает большое сопротивление заготовки, так что на режущих кромках повышается температура. Чтобы ликвидировать негативные явления, следует выбирать фасонный резец из твердосплавных материалов.
Режимы резания при использовании фасонного резца
Тангенциальные инструменты могут обрабатывать заготовку различными режущими кромками, входящими в их состав. Порой режущая часть выбирается произвольно, так, чтобы вторая кромка, которая находится глубже первой, не доставала до заготовки. Иногда, для обработки всех деталей по одному шаблону, инструмент фиксируют в одном положении и делают продольные или поперечные.
Радиальные резцы имеют вращательное движение подачи. В данном случае, режущая кромка описывает поверхность заготовки при вращении. Это помогает создавать более сложные формы и делать обработку по всей поверхности с различной глубиной.
Маркировка
Маркировка деталей практически полностью совпадает с тем, какой металл используется для создания режущей части, ведь именно она больше всего задействована в работе. К примеру, если изделие относится к твердосплавной титановольфрамовой группе и имеют маркировку Т15К6, то это можно расшифровать, как 15%-ное содержание карбида титана и 6%-ное содержание кобальта.
Читайте также: