Допустимые и недопустимые контакты металлов
1.1. Требования настоящего стандарта должны применяться при проектировании, изготовлении и эксплуатации изделий и учитываться в стандартах и другой нормативно-технической документации на конкретные изделия.
1.2. Допустимость контактов металлов установлена в настоящем стандарте с учетом разности потенциалов металлов, их поляризуемости в данной среде и омического сопротивления среды.
Для изделий, эксплуатируемых в морской и пресной воде, учитывается также соотношение площадей металлов, находящихся в контакте.
1.3. В зависимости от агрессивности среды и степени опасности возникновения контактной коррозии устанавливаются допустимые, ограниченно допустимые и недопустимые контакты металлов со следующими обозначениями:
для атмосферных условий . 0
для морской и пресной воды . ´
1.4. Допустимые контакты металлов могут применяться в изделиях, предназначенных для эксплуатации в атмосферных условиях, морской и пресной воде, без защиты от контактной коррозии.
1.5. Ограниченно допустимые контакты металлов в атмосферных условия могут применяться в изделиях, конструкционные особенности и эксплуатационные условия которых позволяют периодически возобновлять защиту контактных поверхностей нанесением рабочих или консервационных смазок, лакокрасочных покрытий и т.п.
1.6. Ограниченно допустимые контакты металлов в морской и пресной воде могут применяться для изделий при условии:
соблюдения требуемого соотношения анодных и катодных поверхностей в зоне влияния контакта, зависящей от природы металлов, электропроводности воды, конфигурации деталей, места расположения контакта (открытая поверхность, замкнутая система);
учета возможности применения протекторной защиты;
возможного влияния продуктов коррозии одного металла на коррозию другого;
учет влияния коррозии анода на работоспособность изделия.
Ограниченно допустимые контакты для конкретных изделий устанавливаются в стандартах и другой нормативно-технической документации.
1.7. Недопустимые контакты металлов могут применяться в изделиях только при условии их полной электрической изоляции или применения других средств и методов защиты от контактной коррозии, установленных настоящим стандартом.
1.8. Недопустимые контакты металлов без защиты от контактной коррозии допускается применять в следующих технически обоснованных случаях:
если контактная коррозия не влияет на работоспособность и сохраняемость изделия (с учетом изменения декоративного вида изделия);
если в изделии специально предусматривается электрохимическая защита от коррозии одних деталей сборочных единиц за счет коррозии других;
при расположении контактов в герметизированных изделиях и в сборочных единицах, изолированных от климатических воздействий или работающих в атмосфере сухих инертных газов и сухого воздуха.
1.9. Металлы, отнесенные к соответствующим группам в табл. 1 - 3 , определяющих допустимость контактов металлов, расположены таким образом, что группы металлов, имеющие больший порядковый номер, катодны к группам металлов, имеющим меньший порядковый номер.
В пределах одной группы впереди стоящий металл является анодом по отношению к металлу, стоящему за ним.
1.10. Допустимость контактов новых, ранее не применявшихся металлов, сплавов, металлических и неметаллических неорганических покрытий устанавливается после испытаний по нормативно-технической документации.
1.11. Определения терминов, применяемых в настоящем стандарте, даны в приложении 1 .
1.12. Стандартные электродные потенциалы металлов даны в приложении 2 .
2. ТРЕБОВАНИЯ К ДОПУСТИМОСТИ КОНТАКТОВ МЕТАЛЛОВ В ИЗДЕЛИЯХ, ПРЕДНАЗНАЧАЕМЫХ ДЛЯ ЭКСПЛУАТАЦИИ В АТМОСФЕРНЫХ УСЛОВИЯХ
2.1. Группы условий эксплуатации и их обозначения установлены по ГОСТ 14007-68.
2.2. В изделиях, предназначаемых для эксплуатации в атмосферных условиях, соотношение площадей контактируемых металлов не учитывается.
2.3. В изделиях, предназначаемых для эксплуатации в легких условиях, допустимы контакты любых металлов, кроме магниевых сплавов.
с магниевыми сплавами, отличающимися по составу;
с алюминиймагниевыми сплавами (3 - 7 % магния);
со сплавами на цинковой основе;
с любым металлом, покрытым цинком, кадмием, хромом, оловом, толщина которых выбирается в соответствии с требованиями п. 4.6.2 , и титаном.
2.5. Допустимость контактов металлов в изделиях, предназначаемых для эксплуатации в средних условиях, установлена в табл. 1 (см. бандероль).
в помещениях с регулируемыми параметрами атмосферы, при относительной влажности воздуха не выше 70 %;
в закрытых помещениях сухого тропического климата, предохраняющих от резких перепадов температуры, вызывающих конденсацию влаги;
в кожухах изделий с естественной или искусственной вентиляцией, эксплуатируемых на открытых площадках сухого тропического климата.
2.7. Для магниевых сплавов в средних условиях эксплуатации при размещении изделий по п. 2.6 допускаются контакты с металлами, оговоренные в п. 2.4 .
2.8. Допустимость контактов металлов в изделиях, предназначаемых для эксплуатации в жестких и очень жестких условиях, установлена в табл. 2 (см. бандероль).
2.9. Контакты металлов, которые в настоящем стандарте установлены как «недопустимые», могут считаться «допустимыми» в случае использования одного из контактируемых металлов в качестве защитного или защитно-декоративного покрытия при условии выбора видов и толщин по документации, утвержденной в установленном порядке.
3. ТРЕБОВАНИЯ К ДОПУСТИМОСТИ КОНТАКТОВ МЕТАЛЛОВ В ИЗДЕЛИЯХ, ПРЕДНАЗНАЧАЕМЫХ ДЛЯ ЭКСПЛУАТАЦИИ В МОРСКОЙ И ПРЕСНОЙ ВОДЕ
3.2. Допустимость контактов металлов для изделий, эксплуатируемых в пресных водах при суммарной Концентрации солей в воде более 150 мг/л или при концентрации хлор-ионов выше 50 мг/л, устанавливают в соответствии с табл. 3 .
3.3. При суммарной концентрации солей в пресной воде ниже 150 мг/л или концентрации хлор-ионов ниже 50 мг/л степень опасности контакта, за исключением контактов с магниевыми и алюминиймагниевыми сплавами, по табл. 3 снижается: «недопустимый» контакт рассматривается как «ограниченно допустимый», «ограниченно допустимый» - как «допустимый».
3.4. Для изделий, эксплуатируемых в водах различной агрессивности, допустимость контактов металлов устанавливается по п. 3.1
3.5. В табл. 3 приведены группы основных марок сталей, медных, алюминиевых и других сплавов, эксплуатируемых в морской воде. При определении допустимости контактов для сплавов, марки которых не приведены в табл. 3 , их нужно относить к аналогичным группам и подгруппам сплавов данной таблицы.
3.6. При использовании металлов (магниевых, цинковых и других сплавов) в качестве протекторов для электрохимической защиты изделий, их контакты с другими металлами, установленные настоящим стандартом как «недопустимые», в данном случае следует считать «допустимыми».
3.7. Если в зоне влияния контактов металлов необходимо контактировать нескольким разнородным в электрохимическом отношении металлам, то степень опасности контактов определяется на основании лабораторных испытаний и испытаний в природных условиях:
измеряют стационарные электродные потенциалы каждого металла в данной среде;
металлы приводят в электрический контакт и измеряют их общий потенциал;
определяют полярность каждого металла, входящего в систему, сравнением стационарного потенциала данного металла с общим потенциалом всех металлов;
на основании полученных результатов определяют допустимость контактов металлов по табл. 3 .
3.8. Значения стационарных потенциалов металлов в морской воде даны в приложении 3 .
4. ТРЕБОВАНИЯ К МЕТОДАМ ЗАЩИТЫ ОТ КОНТАКТНОЙ КОРРОЗИИ
применением рациональных методов конструирования, исключающих или уменьшающих контактную коррозию;
электрической изоляцией (электрическим разъединением) контактируемых металлов;
электрохимическими методами (катодная и протекторная защита, анодные покрытия);
изоляцией контактов от воздействия внешней среды; исключением или уменьшением агрессивного воздействия коррозионной среды (введение ингибиторов, обессоливание, обескислороживание).
4.2. Выбор метода защиты или комплекса защитных мер от контактной коррозии, установленных в п. 4.1 , производят в зависимости от технических требований к изделию, условий и сроков их эксплуатации и экономической целесообразности и устанавливают в стандартах и нормативно-технической документации.
4.3. Для изделий, предназначаемых для эксплуатации в морской и пресной воде, следует применять комплексные методы защиты:
электрохимическая защита, окраска и уплотнение зазоров;
электроразъединение, окраска и уплотнение зазоров.
4.4. Рациональные методы конструирования
4.4.1. При конструировании изделий должны применяться преимущественно «допустимые» и «ограниченно допустимые» контакты металлов в соответствии с табл. 1 - 3 .
4.4.2. В технически обоснованных случаях, когда к конструкции изделия предъявляются требования (прочностные, антифрикционные и т.п.), не предусмотренные п. 4.4.1, выбор контактов металлов по табл. 1 - 3 следует производить из металлов, которые расположены в пределах одной группы или рядом расположенных групп с применением средств защиты от контактной коррозии по п. 4.1 и 4.2 .
4.4.3. При проектировании и изготовлении изделий контакты металлов по возможности следует располагать в местах, где условия эксплуатации наименее агрессивны (отсутствие погружения в электролит, периодического смачивания, воздействия брызг воды и т.п.), а осмотр и возобновление средств защиты от контактной коррозии наиболее удобны.
4.4.4. В изделиях, предназначаемых для эксплуатации в морской и пресной воде, в зоне влияния контакта контактирование малых площадей анодных металлов с большими площадями катодных металлов без применения средств защиты не допускается.
4.4.5. В сварных и клепаных конструкциях разность потенциалов между сварным швом и основным металлом (а также между заклепками и основным металлом) не должна превышать 30 - 50 мВ.
Если разность потенциалов превышает указанные величины, то сварной шов (заклепочный шов) следует дополнительно защищать средствами, установленными настоящим стандартом.
4.4.7. В технически обоснованных случаях, когда к конструкции изделия предъявляются требования, не предусмотренные п. 4.4.6 , следует со стороны, где изделие находится в более жестких условиях, изолировать крепежные детали от основного металла или помещать между ними цинковую, оцинкованную или кадмированную шайбу с толщиной покрытия не менее 40 мкм.
4.4.8. Для неразъемных соединений постановка заклепок, болтов, шпилек и запрессовка втулок, а также деталей, выполненных по 2, 2а классам точности, и деталей с натягом, должна производиться на сырых лакокрасочных грунтах.
Для разъемных соединений постановку перечисленных деталей следует производить на консистентных смазках и невысыхающих пастах.
4.4.9. При проектировании и эксплуатации изделий необходимо исключить возможность скапливания воды в местах контакта разнородных металлов.
4.4.10. Примеры рационального контактирования разнородных металлов в конструкциях и изделиях даны в приложении 4 .
4.5. Электрическая изоляция (электрическое разъединение) контактируемых металлов
4.5.1. Электрическая изоляция (электрическое разъединение) контактируемых металлов предусматривается в случае, когда по конструктивным особенностям приходится в изделиях применять металлы, контакты которых в соответствии с табл. 1 - 3 недопустимы.
4.5.2. Электрическая изоляция (электрическое разъединение) осуществляется при помощи прокладок, втулок, шайб и других разъединительных деталей, покрытий, монтажных паст и т.п.
4.5.3 . Материалы, применяемые для изоляции, должны обеспечивать электрическое разъединение контактов металлов на все время эксплуатации, быть негигроскопичными, стойкими в средах, которых эксплуатируется изделие, не оказывать коррозионного воздействия на контактируемые металлы, выдерживать механические нагрузки, имеющиеся в данной конструкции.
4.5.4. Способы электрического разъединения, толщина и форма прокладок и других разъединительных деталей устанавливаются в стандартах и другой нормативно-технической документации.
Нанесение лакокрасочных покрытий только на анодный металл не допускается.
4.5.7. При контактировании магниевых сплавов с другими металлами исключения, предусмотренные п. 4.5.6 , не допускаются.
4.5.8. Контроль за выполнением технологии электроизоляции (электроразъединения) контактируемых металлов для изделий, эксплуатируемых в морской воде, производится в процессе изготовления изделий путем измерения сопротивления. Электрическая изоляция должна обеспечить полное отсутствие электрического контакта между металлическими поверхностями.
4.5.9. В случае, когда при изготовлении изделий изоляционные материалы находятся в увлажненном состоянии, проверка качества изоляции должна производиться после окончания сборки изделия по нормативно-технической документации.
4.5.10. В случаях, когда применение изоляционных прокладок, шайб, втулок не обеспечивает необходимую плотность соединения (сварные стыки, углы, криволинейные сопряжения), следует дополнительно применять герметики, компаунды, заливочные масла, замазки и т.п. с учетом требований п. 4.5.3.
4.6. Электрохимическая защита
4.6.1. Электрохимическая защита от контактной коррозии применяется в случаях, когда конструктивные особенности изделий не позволяют осуществить электрическое разъединение контактируемых металлов.
4.6.2. Для уменьшения контактной коррозии в изделиях, эксплуатируемых в атмосферных условиях, между металлами, контакт которых согласно требованиям табл. 1 , 2 недопустим, следует помещать металл, который имеет более отрицательный потенциал, чем потенциал катодного металла, или наносить цинковые или кадмиевые покрытия на оба или на один контактируемый металл.
Для изделий, эксплуатируемых в атмосферных условиях, толщина покрытий в средних условиях должна быть не менее 9 мкм, для жесткие и очень жестких условий - не менее 12 мкм.
Для изделий, эксплуатируемых в морской и пресной воде, толщина покрытий должна быть не менее 40 мкм .
4.6.3. Для изделий, имеющих металлические покрытия, толщины которых установлены вне зависимости от условий эксплуатации (детали, выполненные по 2, 2а, 3, 3а классам точности, детали, имеющие посадки с натягом), требования п. 4.6.2 не распространяются.
4.6.4. Выбор вида и толщины покрытия для защиты от контактной коррозии конкретных изделий зависит от металла изделий и условий эксплуатации и устанавливается в стандартах и другой нормативно-технической документации на изделие с учетом требований п. 4.6.2 .
4.6.5. Для изделий, эксплуатируемых в морской и пресной воде, электрохимическая защита контактов металлов осуществляется либо с помощью протекторов (магниевые сплавы, цинк, сплавы алюминия с цинком, сталь), которые присоединяют к контактной паре, либо посредством катодной поляризации конструкции от внешнего источника тока при условии достижения минимального защитного потенциала.
Величина защитного потенциала устанавливается по нормативно-технической документации в зависимости от природы контактируемых в изделии металлов с учетом исключения возможного наводороживания и разрушения лакокрасочных покрытий.
4.6.6. Марка металла протектора, его конструкция и формы определяются местом установки протектора, зоной влияния контактов и сроком службы и устанавливаются в нормативно-технической документации.
4.7. Изоляция контактов от воздействия внешней среды
4.7.1. При эксплуатации изделий, в средних, жестких и очень жестких атмосферных условиях, а также в морской и пресной воде следует осуществлять защиту контактов посредством их изоляции от воздействия внешней среды.
4.7.2. Защиту следует производить с помощью лакокрасочных покрытий, легко снимающихся пленок для временной защиты, клеев, герметиков, изоляционных лент, шпатлевок и т.п. или комплекса защитных средств.
4.7.3. В случаях, когда по условиям эксплуатации окраска изделия применяется в сочетании с электрохимической защитой, лакокрасочные покрытия должны обладать стойкостью в условиях катодной поляризации.
4.7.4. Примеры изоляции контактов разнородных металлов от воздействия внешней среды даны в приложении 5 .
4.8. Обработка коррозионной среды
4.8.1. Для защиты от контактной коррозии изделий, имеющих в замкнутых объемах контакты металлов (охладительные системы, теплообменники, реакторы, водопроводы и т.п.), следует применять метод обработки коррозионной среды, приводящий к уменьшению или исключению ее агрессивного воздействия.
4.8.2. Применяют два способа обработки среды:
снижение концентрации соли и кислорода (обессоливание, обескислороживание среды);
введение ингибиторов коррозии.
4.8.3. Обессоливание и обескислороживание среды, а также выбор ингибиторов, их концентрации и методы введения производят в соответствии с требованиями нормативно-технической документации.
ПРИЛОЖЕНИЕ 1
ТЕРМИНЫ, ПРИМЕНЯЕМЫЕ В СТАНДАРТЕ
1. Катодный металл - металл, который в коррозионной паре имеет более положительный потенциал.
2. Анодный металл - металл, который в коррозионной паре имеет более отрицательный потенциал.
3. Поляризуемость металлов - величина изменения потенциала на единицу плотности поляризующего тока.
Допустимые и недопустимые контакты металлов

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
Единая система защиты от коррозии и старения
МЕТАЛЛЫ, СПЛАВЫ, МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ ПОКРЫТИЯ
Допустимые и недопустимые контакты с металлами и неметаллами
Unified system of corrosion and ageing protection. Metals, alloys, metallic and non-metallic coatings. Permissible and impermissible contacts with metals and non-metals
Дата введения 1973-07-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.07.72 N 1483
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
2.1, приложение 3в
4. Ограничение срока действия снято Постановлением Госстандарта от 26.10.92 N 1451
5. ИЗДАНИЕ (декабрь 2003 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС N 4-89)
Переиздание (по состоянию на июль 2008 г.)
Настоящий стандарт распространяется на машины, приборы и другие технические изделия (далее - изделия), предназначенные для эксплуатации в различных атмосферных условиях, в морской и пресной воде при температурах, характеризующих природные условия.
Стандарт устанавливает общие требования к допустимости контактов разнородных в электрохимическом отношении металлов, сплавов и металлических и неметаллических неорганических покрытий (далее - металлов) и металлов с неметаллами (в твердом фазовом состоянии) в изделиях и к методам защиты от контактной коррозии.
Стандарт не распространяется на контакты металлических покрытий с металлическим или неметаллическим подслоем, контакты металлов с неметаллами в прецизионных приборах и изделиях электронной техники, контакты металлов с электропроводящими неметаллами.
(Введен дополнительно, Изм. N 1).
1. ОБЩИЕ ТРЕБОВАНИЯ
Для контактов металлов с неметаллами в настоящем стандарте допустимость установлена с учетом агрессивности неметалла по отношению к металлу и влияния металла на процессы разрушения неметалла, повышения коррозионной агрессивности атмосферы неметаллом за счет деструкции полимеров и других физико-химических процессов, коррозионной агрессивности продуктов коррозии металла.
1.2а. Допустимость контактов металлов с неметаллами, при которых образуются щели, зазоры и т.п., способствующие протеканию коррозионных процессов, устанавливают в нормативно-технической документации на конкретные изделия по результатам коррозионных испытаний.
1.3. В зависимости от агрессивности среды и степени опасности возникновения контактной коррозии (коррозионного поражения) устанавливаются допустимые, ограниченно допустимые и недопустимые контакты металлов со следующими обозначениями:
1. ОБЩИЕ ТРЕБОВАНИЯ
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
UPD
Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
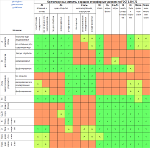
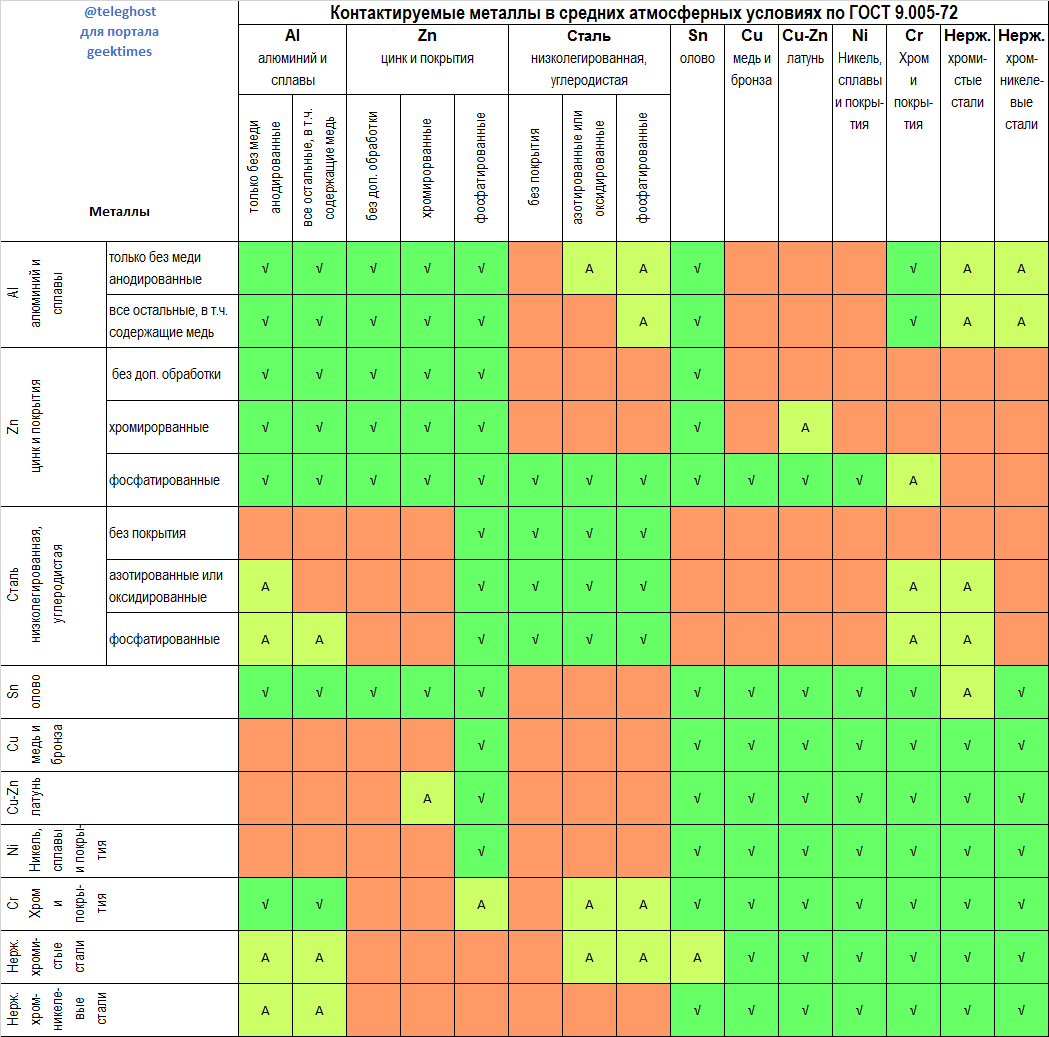
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ .
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах.
Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм.
Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования.
» ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры.
» Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
20 Ноября 2016
Согласно знаменитой поговорке, "электротехника - наука о контактах".
Любому электромонтажнику известно, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете - коррозия может уничтожить электрический контакт. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, однако сейчас может быть весьма неудобно искать в старых документах информацию о соединениях. Хабраюзер @teleghost собрал все данные в одной таблице.
Далее приведена выдержка из ГОСТ 9.005-72 для средних атмосферных (т.е. комнатных) условий. Кликабельно.
Буква «А» означает «ограниченно допустимый в атмосферных условиях». Определение данного понятия из ГОСТ под спойлером.
Данные контакты могут применяться в изделиях, конструкционные особенности и эксплуатационные условия которых позволяют периодически возобновлять защиту контактных поверхностей нанесением рабочих или консервационных смазок, лакокрасочных покрытий или при условии допустимости коррозионного поражения контактирующих материалов для назначенного срока службы изделия.
Несколько слов о металлах.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо чаще, чем, например, нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм.
Нержавеющая сталь — королева сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но необходимо помнить о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Олово относительно стойко к коррозии (в комнатных условиях) и электрически совместимое почти со всем, кроме чугуна, низколегированных и углеродистых сталей и магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
Не следует использовать олово при низких температурах - с прошлого века известна т.н. «оловянная чума» - полиморфное превращение т. н. "белого олова" в "серое" (b-Sn → a-Sn), при котором металл рассыпается в серый порошок. Причина разрушения состоит в резком увеличении удельного объёма металла (плотность b-Sn больше, чем a-Sn). Переход облегчается при контакте олова с частицами a-Sn и распространяется подобно "болезни". Наибольшую скорость распространения оловянная чума имеет при температуре —33°С; свинец и многие др. примеси её задерживают. В результате разрушения "чумой" паянных оловом сосудов с жидким топливом в 1912 погибла экспедиция Р. Скотта к Южному полюсу.
Оловянная чума (распад олова при низких температурах).
Особенности коррозионной агрессивности неметаллов. Приложение 3б к ГОСТ 9.005-72:
Читайте также: