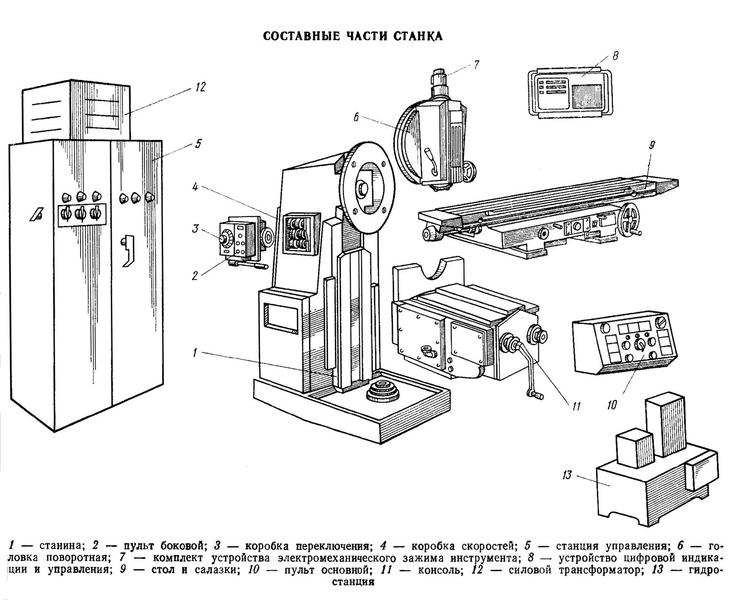
Детали фрезерного станка по металлу
Фрезерование является одним из самых распространенных способов механической обработки. Им осуществляют черновую, получистовую и чистовую обработку простых и фасонных поверхностей заготовок из стали, чугуна, цветных металлов и пластмасс.
Фрезерные станки предназначены для фрезерования поверхностей планок, рычагов, крышек, корпусов и кронштейнов простой конфигурации; контуров сложной конфигурации (типа кулачков, шаблонов и т.д.); поверхностей корпусных деталей. Технологические возможности станков фрезерной группы определяются конструкцией, компоновкой, классом точности станка и технической характеристикой системы ЧПУ.
Фрезерование характеризуется высокой производительностью и позволяет получать поверхности правильной геометрической формы. Применяя фрезы, оснащенные современными режущими материалами (синтетическими сверхтвердыми, минералокерамикой), можно обрабатывать закаленные до высокой твердости (60 HRC) материалы, заменяя при этом шлифование.
Фрезерные станки разделяют на две основные группы: общего назначения и специализированные. К первой группе относят станки консольные, бесконсольные, продольно-фрезерные и непрерывного фрезерования (карусельные и барабанные). Во вторую группу входят копировально-фрезерные, зубофрезерные, резьбофрезерные, шпоночно-фрезерные, шлицефрезерные и др. Типоразмеры отличаются площадью рабочей поверхности стола или размерами обрабатываемой заготовки (при зубои резьбообработке). По этому признаку различают пять градаций станков:
| Размер/градация | 0 | 1 | 2 | 3 | 4 |
| Размер стола, мм | 200×800 | 250×1000 | 320×1250 | 400×1600 | 500×2000 |
По классификации фрезерные станки (см. табл. 1.5) относят к шестой группе, но часть входит и в пятую группу — зубои резьбообрабатывающих станков. Каждый станок имеет свой шифр, состоящий из цифр и букв: первая цифра обозначает группу станка, вторая — его тип: 1 — консольные вертикально-фрезерные; 2 — непрерывного действия; 3 — одностоечные продольно-фрезерные; 4 — копировальные и гравировальные; 5 — вертикальные
бесконсольные (с крестовым столом); 6 — продольно-фрезерные; 7 — широкоуниверсальные; 8 — консольные, горизонтальные; 9 — разные (рис. 1). Третья и четвертая цифры обозначают один из характерных размеров станка. Если буква стоит между первой и второй цифрами, то это означает, что конструкция станка модифицирована. Универсальный консольно-фрезерный станок в течение многих лет усовершенствовался, поэтому изменялся шифр его обозначения: 682, 6НЕ82, 6М82, 6Р82, 6Т82 и 6Р82Ш.
Буква, стоящая в конце номера станка, означает следующее: 1) конструктивную модификацию основной модели, например, 6Р82Г — станок горизонтально-фрезерный; 6Р12Б — быстроходная модель, 6Р82Ш — широкоуниверсальный; 2) различное исполнение станков по классам точности: Н — нормальной точности; П — повышенной, В — высокой, А — особо высокой и С — станки особо точные; 3) различные исполнения по используемым системам управления станками.
Фрезерные станки с программным управлением могут быть дополнительно оснащены механизмами автоматической смены инструментов. Если этот механизм выполнен в виде револьверного барабана, в обозначении модели станка после цифр ставится буква Р (например, 6Р13РФ3), если же он выполнен в виде инструментального магазина — буква М (например, 6Т13МФ4).
В отдельных случаях после основного обозначения модели через дефис ставят одну или две цифры, которые указывают на то, что заводом-изготовителем внесены изменения в базовую модель, связанные в основном с приводами подач или системами управления. В чем состоят эти изменения, указывается в паспорте станка.
Станкостроительные заводы, кроме серийных, выпускают специализированные станки, обозначаемые условными заводскими номерами, причем перед номером станка ставился индекс завода: ГФ — Горьковский завод фрезерных станков; ДФ — Дмитровский завод фрезерных станков и др.
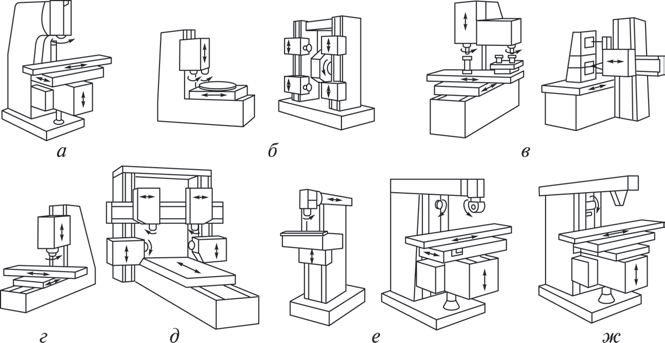
Рис. 1. Основные типы фрезерных станков: а — консольные вертикально-фрезерные станки; б — фрезерные станки непрерывного действия (карусельно-фрезерные и барабанно-фрезерные); в — копировальные (вертикальные и горизонтальные) фрезерные станки; г — вертикально-фрезерные бесконсольные станки; д — продольно-фрезерные станки; е — широкоуниверсальные фрезерные станки (консольные и бесконсольные); ж — горизонтальные консольно-фрезерные станки
Фрезерование можно осуществлять двумя способами: встречное фрезерование (против подачи), когда направление подачи противоположно направлению вращения фрезы, и попутное фрезерование (по подаче), когда направления подачи и вращения фрезы совпадают.
2. Широкоуниверсальные консольно-фрезерные станки
Наиболее распространенными типами фрезерных станков являются широкоуниверсальные, горизонтальные, вертикальные и универсальные станки.
На консольных горизонтально-фрезерных и универсально-фрезерных станках можно обрабатывать горизонтальные и вертикальные плоские поверхности, пазы, углы, рамки, зубчатые колеса и др. Универсальные станки, имеющие поворотный стол, можно использовать для фрезерования всевозможных винтовых поверхностей. Технологические возможности этих станков расширяются с применением делительных, долбежных, накладных универсальных головок и других приспособлений. В горизонтально-фрезерных станках расположение шпинделя горизонтальное, в вертикально-фрезерных — вертикальное.
Консольно-фрезерные универсальные станки отличаются от горизонтально-фрезерных наличием конструкции, обеспечивающей поворот стола относительно вертикальной оси. Широкоуниверсальные фрезерные станки от универсальных отличаются наличием на станине специального хобота, на котором установлена дополнительная головка со шпинделем, и рядом других конструктивных элементов.
Детали и узлы фрезерных станков широко унифицированы. Технические характеристики консольных широкоуниверсальных станков приведены в табл. 1, широкоуниверсальных инструментальных фрезерных станков — в табл. 2.
Таблица 1. Технические характеристики консольных широкоуниверсальных станков
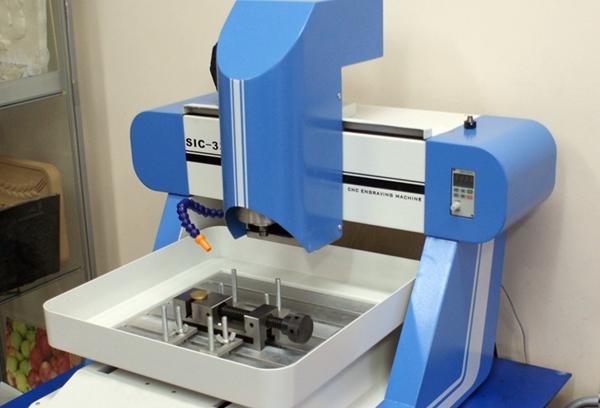
Фрезерный станок с ЧПУ: устройство и принципы работы
Фрезерные станки с ЧПУ – это устройства, имеющие компьютерное управление процессами. До внедрения этой технологии станки управлялись механическим способом. На станках с СУПУ сервоприводами, приводящими аппарат в действие, управляет компьютер, поэтому постоянного внимания оператора процесс уже не требует.
Особенности устройства фрезерного станка с ЧПУ
Фрезерный станок с ЧПУ – аппарат, позволяющий быстро и качественно изготовить любые заготовки со сложными формами из любых твердых материалов – древесины, металлов, пластика и др. Оборудование с ЧПУ значительно упрощает процесс обработки изделий, снижая потребность в ручном труде до минимума.
Такой станок может выполнять следующие функции:
- Фрезеровка.
- Точение по заданным параметрам.
- Расточка деталей.
- Зенкерование.
- Шлифовка.
- Нанесение гравировки.
Компьютерные программы, разработанные для станков, полностью управляют процессом – от контроля за движениями обрабатывающего шпинделя до включения или выключения системы охлаждения в случае необходимости.
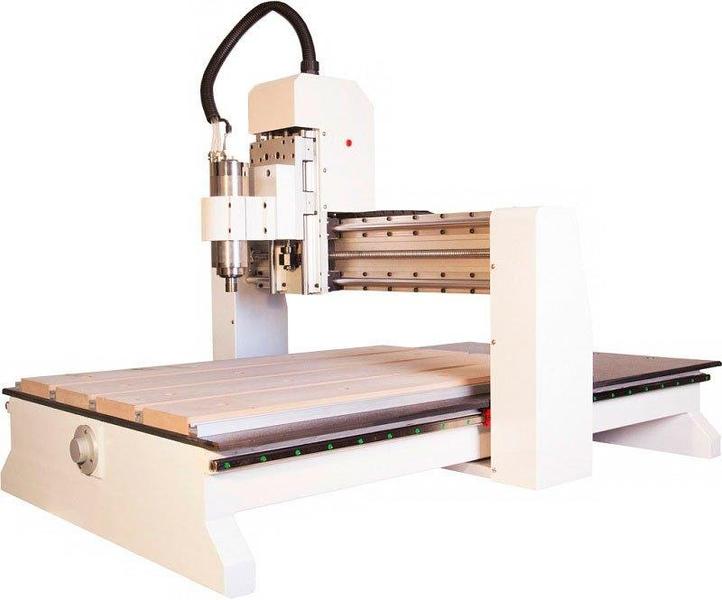
Фрезерный станок с ЧПУ имеет следующие конструктивные особенности:
- Наличие станины, которая предназначена для крепления всех механических узлов и систем устройства.
- Рабочий стол, который может перемещаться в двух направлениях – влево/вправо и вперед/назад.
- Пульт управления. Крепится на специальном кронштейне и в большинстве станков может быть перемещен в наиболее удобное для оператора место.
- Шпиндель. Эта деталь необходима для обеспечения качественного зажима ножа и придания ему вращения.
- Колонна, на которой закреплен шпиндель. Может перемещаться в направлении вверх/вниз.
- Защитные кожухи. Требуются для того, чтобы сделать процесс работы на станке максимально безопасным. Они предназначены для защиты оператора от попадания стружки и охлаждающей жидкости, которая попадает в рабочую область под давлением.
- Дверца. Предназначена для обеспечения доступа в рабочую зону станка.
- Магазин инструментов барабанного типа. Смена ножей происходит по команде управляющего софта.
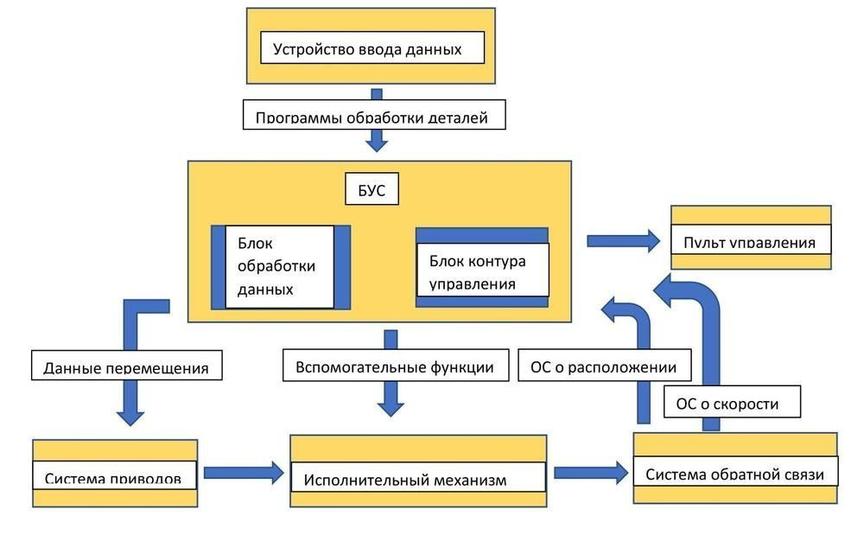
Устройства для ввода данных
Предназначено для ввода оператором параметров программы обработки изделия на фрезерном станке.
Наиболее популярными устройствами ввода являются:
- Считыватель перфоленты.
- Считыватель магнитных лент.
- Персональный компьютер.
Все они работают через порт формата RS-232-C.

Блок управления станком
Это сердце устройств с ЧПУ. Именно с помощью этого узла осуществляется все управление устройством. Функции управляющего блока:
- Чтение и обработка инструкций, вводимых оператором.
- Расшифровка кодов.
- Интерполяция (может быть линейной, круговой или спиральной). Требуется для генерации движения осей станка.
- Передача команд по управлению осями.
- Получение и обработка сигналов обратной связи о положении и скоростях осей.
- Управление дополнительными функциями – включение и выключение охлаждающей системы устройства, смена режущего инструмента, шпинделя и т. д.

ВАЖНО! Подсистема управления – центральная часть всего станка. Она предназначена для взаимодействия с оператором, контролирующим процесс обработки и чтения управляющих программ.
Системы управления могут быть двух типов:
- Закрытыми, то есть имеющими собственные алгоритмы и циклы работы, о специфике которых производители не распространяют информацию. Отличаются повышенной надежностью.
- Открытыми. Программное обеспечение таких устройств во многом повторяет софт, установленный на любой персональный компьютер. Их достоинствами являются доступность и небольшая стоимость электронных компонентов, большую часть из которых можно найти в любом компьютерном магазине.
Самые высокотехнологичные станки оснащены САМ-системой, которая позволяет полностью автоматизировать процесс написания управляющих программ непосредственно на станке. Яркими представителями таких станков являются системы ЧПУ серии MAPPS IV японских станков Mori Seiki. С их помощью операторы могут не только создать программу любого уровня сложности, но и провести ее полную проверку.
Исполнительный механизм
Исполнительный механизм станка включает в себя подвижный рабочий стол и шпиндель. Стол станка управляется движениями осей X и Y, а шпиндель – осью Z.

Подсистема приводов при этом включает в себя набор двигателей и винтовых передач, служащих для исполнения команд, поступающих из управляющей подсистемы – перемещения исполнительных органов станка по заданным осям.
Ходовые винты – важные компоненты исполнительной подсистемы. В сравнении со станками с ручным управлением они отличаются более высокой точностью, что позволяет минимизировать трение, возникающее при движении исполнительного органа и практически исключить появление люфтов. Устранение люфта крайне важно для работы станка, так как это позволяет обеспечить сверхточное позиционирование в пространстве и обеспечить качественное попутное фрезерование.
Двигатели – второй компонент подсистемы. Конструктивные особенности аппарата предусматривают наличие шаговых электродвигателей и серводвигателей.
Шаговые электродвигатели предназначены для преобразования электрических сигналов в дискретное механическое перемещение.
Система привода
Включает в себя:
- Схемы усилителя.
- Приводные двигатели.
- Шарико-винтовой подшипник.
Управляющий блок передает сигналы схемам усилителя о необходимой скорости движения осей и о положении рабочих поверхностей. Затем исправляющие сигналы усиливаются и приводят в действие двигатели привода, передающие усилие шарико-винтовому подшипнику, который служит для настройки расположения рабочей поверхности стола.

Система обратной связи
Основными ее компонентами являются датчики, которые работают по принципу измерительной системы. Они постоянно осуществляют контроль за положением и скоростью ножа.
Блок управления принимает эти сигналы и генерирует новые на основании исчисления разницы между заданными и текущими параметрами, корректируя скорость и направление резки.
ВАЖНО! Основная задача системы обратной связи – обеспечение управляющей системы сведениями о реальном положении исполнительного органа фрезерного станка и о скорости, с которой работают его двигатели.
Пульт управления
Представляет собой дисплей, на котором отображаются команды, сигналы и другие сведения со станка. Закрепляется на кронштейне и может быть перемещен в удобное для оператора место.

Схема устройства фрезерного станка с ЧПУ
Как работает ЧПУ станок?
Процесс изготовления деталей на фрезерном станке с ЧПУ состоит из нескольких важных этапов.
- Проработка дизайна изделия. С помощью специализированного ПО создается двух или трехмерная модель детали.
- Создается программа для ЧПУ. В моделях, оснащенных САМ-системами, модель детали самостоятельно преобразовывается в g-код. В стандартных моделях программа разрабатывается оператором и подгружается в систему.
- Следующий этап – настройка фрезерного станка. Процедура производится в несколько шагов:
- Проверка комплектации. Нужно убедиться, что все технические жидкости присутствуют в достаточном объеме.
- Проверьте рабочую зону и уберите лишние предметы с рабочей поверхности.
- Включите компрессор и проверьте давление в системе.
- Запустите станок, включив кнопку питания.
- Загрузите инструменты в барабан в порядке, указанном в программе для ЧПУ.
- Установите деталь в тиски или укрепите на рабочем столе аппарата.
- Установите параметр коррекции исполнительного органа.
- Загрузите программу ЧПУ в управляющий блок.
- Фрезеровка. Перед тем как приступить к производству, следует сделать пробный прогон. После завершения работы выньте деталь из тисков и отключите станок от питания.


Современные компьютерные технологии активно внедряются в производство. Например, фрезерные станки с ЧПУ позволяют быстро и эффективно обработать любые участки изделий без привлечения ручного труда операторов. Сферу использования станка с ЧПУ при этом определяет его устройство и принцип работы, поэтому, перед тем как выбрать оборудование для предприятия, следует определиться с тем, какие изделия и из каких материалов на нем будут производиться.
Схема устройства фрезерных станков
Фрезерные станки представляют основной парк станочного оборудования для обработки деталей. Они выпускаются в разных модификациях и способны выполнять различные операции. Несмотря на разнообразие конструкций, общее устройство фрезера остается неизменным.
Классификация фрезерных станков

С учетом определенных параметров фрезерные станки подразделяются на несколько типов. По тому, где расположен шпиндель и в каком направлении он перемещается, выделяются такие разновидности:
- Вертикальные. Шпиндель располагается и перемещается в вертикальной плоскости.
- Горизонтальные. По отношению к заготовке шпиндель располагается в горизонтальной плоскости.
- Комбинированные. Они имеют универсальную фрезерную головку, которую можно расположить как вертикально, так и горизонтально.

По возможности использования станки подразделяются на такие типы:
- Универсальные, рассчитанные на осуществление нескольких операций.
- Специализированные. Они предназначены для проведения конкретных операций (продольно-фрезерные, шпоночно-фрезерные, зубофрезерные).
По наличию консоли выделяются:
- Консольные. В них рабочий стол закреплен на подвижных консолях, обеспечивающих возможность перемещения в 3 направлениях.
- Бесконсольные. Стол размещен на станине и может перемещаться только по направляющим.
Тип управления дает такую классификацию:
- С ручным управлением.
- Полуавтоматические.
- Автоматические или с ЧПУ.
Выбираются станки с учетом потребности производства в проведении определенных работ. Каждый из видов имеет свои преимущества и недостатки.
Общее устройство фрезерного станка
Каждый вид фрезерного станка имеет свои специфические нюансы в конструкции, но общее устройство у них аналогично. Можно выделить наиболее важные узлы и механизмы, обеспечивающие важнейшие функции.
Схема фрезерного станка
Большинство фрезерных станков имеет унифицированную конструкцию. В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин.
Универсальность конструкции создает обгонная муфта на реверсную коробку. Крутящие моменты поступают на шариковую предохранительную муфту, настроенную на максимально допустимую скорость. В конструкцию станков входят нижеследующие основные узлы.
Основание
Агрегат устанавливается на чугунное цельнолитое основание, обеспечивающее его устойчивость при работе. В нем предусмотрено корыто для сбора отработанной охлаждающей жидкости. На основании устанавливается электронасос для подачи жидкости к рабочему инструменту. Данная деталь имеет простую форму для удешевления производства.
Станина

На основании с помощью болтов надежно закрепляется станина. Это важнейшая деталь (по сути, корпус), на которой монтируются основные узлы. Часть узлов установлена внутри станины (шпиндель, электродвигатель, коробка передач), а некоторые детали станка размещены снаружи. Вверху располагаются горизонтальные направляющие для передвижения ползуна, а спереди – вертикальные направляющие консоли или бабки шпинделя. Для повышения жесткости конструкции внутренняя полость усилена ребрами. Обычно станина изготавливается из стали или чугуна. Она может быть литой или сварной.
Ползун
Для фиксации и поддержки оснастки применяется ползун или хобот. В горизонтальных и универсальных станках он является обязательным элементом, а на вертикальных может отсутствовать. Узел устанавливается на конце горизонтальных направляющих станины. В вертикальных станках хобот может являться подвижной частью фрезерной головки для перемещения фрезы в вертикальном направлении.
Консоль

Работа всего фрезера во многом зависит от качества изготовления консоли. Эта деталь изготавливается из чугуна методом литья. Устанавливается на вертикальных направляющих станины. В задачу консоли входит перемещение горизонтальных направляющих для салазок. Прочность узла обеспечивается стойкой с винтом телескопического типа, регулирующим высоту, а также боковыми поддержками.
Салазки

Взаимосвязь между осями X и Y устанавливают салазки. На них крепятся верхние направляющие для передвижения рабочего стола в продольном направлении. Снизу монтируются направляющие для перемещения самих салазок по консоли. В горизонтальных станках салазки используются для горизонтального перемещения детали.

На столе установлены зажимы для обрабатываемой детали. Он монтируется на салазках и перемещается на них. Вместе с консолью и салазками стол отвечает за подачу заготовки в рабочую зону. Он может двигаться в продольном, поперечном и вертикальном направлении. На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы.
Шпиндель

Один из главных узлов – шпиндель. Он предназначен для крепления фрезы и передачи ей вращающего движения. Крутящий момент на вал шпинделя передается с коробки скоростей. Данный узел должен обладать высокой прочностью и жесткостью, а также точностью размеров. Изготавливается из высоколегированной стали, прошедшей закалку. Шпиндель при изготовлении тщательно шлифуется и проходит балансировку. В вертикальных станках регулируется по высоте и углу наклона относительно заготовки.
Электродвигатели

Фрезерный станок обладает несколькими электродвигателями. Главный мотор имеет наибольшую мощность. Он устанавливается в шпиндельной бабке или колонне станины. На коробке подач закрепляется двигатель, обеспечивающий рабочую и ускоренную подачу. На консоли в станке консольного типа устанавливается отдельный двигатель, отвечающий за ее перемещения. Предусмотрен также специальный двигатель небольшой мощности для подачи охлаждающей жидкости к инструменту. Размещается в поддоне основания или емкости для сбора стружки.
Фрезерные станки выпускаются нескольких типов в зависимости от расположения шпинделя, способа перемещения заготовки и управления. Они имеют определенную специфику исполнения, но составляются из двигательной, передаточной и исполнительной частей. При различии компоновки станки обладают аналогичными по назначению деталями.
Фрезерные станки

Фрезерные станки предназначены для обработки металлических и деревянных заготовок при помощи фрезы. Операция фрезерования подразумевает вращательное движения режущего инструмента, которое является главным, и поступательное перемещение заготовки или фрезерной головки, которое называется движением подачи.
1. Фрезерные станки применяются для выполнения следующих операций:
- обработка наружных и внутренних плоских поверхностей;
- создание фасонных поверхностей;
- прорезание канавок, наружных и внутренних шлицев, пазов;
- создание эвольвентных и других профилей зубчатых колес;
- подрезание торцов и создание профилей на торцевых поверхностях;
- отрезание.
Рассмотрим основные параметры, по которым происходит классификация фрезерных станков.
2. В зависимости от расположения и направления движения шпинделя, подразделяются на две большие группы:
- вертикально-фрезерные;
- горизонтально-фрезерные;
- комбинированные.
Вертикально-фрезерные станки (рис. 1) имеют шпиндель, ось вращения которого расположена вертикально. Некоторые модификации этих станков дополнительно оснащаются механизмом поворота шпинделя вокруг горизонтальной оси. Это позволяет изменять угол приложения фрезы, что существенно расширят возможности станка. Также шпиндель на некоторых станках имеет возможность перемещаться вдоль оси вращения, а также осуществлять движения в горизонтальной плоскости, что также увеличивает технологические возможности станка.

Рисунок 1. Вертикально-фрезерный станок.
В горизонтально-фрезерных станках (рис. 2) ось вращения шпинделя располагается горизонтально. Это несколько ограничивает сферу применения этого станка. Но в то же время увеличивает перечень операций, которые он способен выполнять. Например, на горизонтально-фрезерном станке можно производить плоское шлифование или полирование.

Рисунок 2. Горизонтально фрезерный станок.
Комбинированные станки отличает наличие подвижной фрезерной головки, которая способна изменять свое положение, располагая шпиндель по отношению к заготовке вертикально или горизонтально в зависимости от требуемой операции.
3. В зависимости от сферы применения:
4. По наличию консоли:
В консольных станках стол закреплен на подвижной консоли, которая может перемещаться в трех координатах. На бесконсольных версиях фрезерных станков стол установлен на станине и имеет возможность двигаться только в горизонтальном направлении по направляющим.
5. По типу управления:
- с ручным управлением;
- полуавтоматические;
- автоматические (станки с ЧПУ).
Рассмотрим более детально каждый из наиболее популярных типов фрезерных станков.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).

Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.
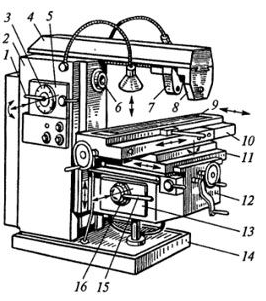
Рисунок 4. Устройство горизонтально-фрезерного станка.
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.

Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.
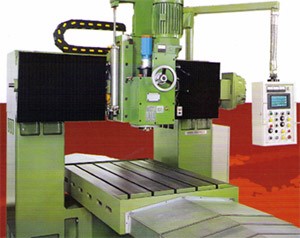
Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.

Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.
Детали фрезерного станка по металлу



Расчет режимов резания (фрезеровки)
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
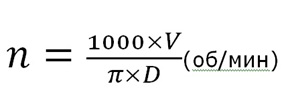
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) - путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же.
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:

fz - подача на один зуб фрезы (мм)
z - количество зубьев фрезы
n - частота вращения шпинделя (об/мин)
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
Таблица для расчета режимов резания:

После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
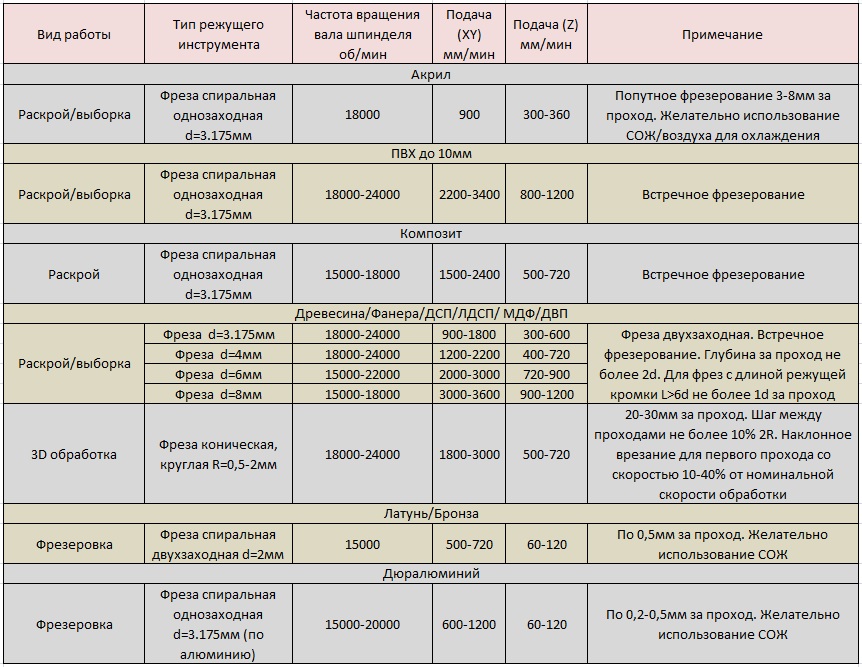
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Читайте также: