Деформация металла при сварке
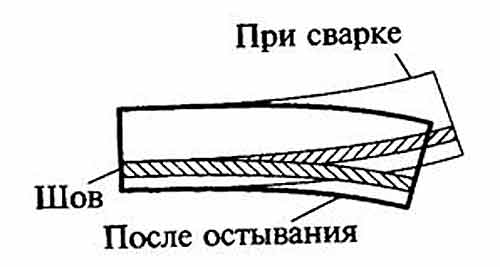
Образование напряжений и деформаций при сварке обычно связано с несоблюдением технологических требований. Такие соединения ненадежны, так как на швах могут появиться трещины, снижающие прочность. После деформации при сварке геометрические параметры могут измениться настолько, что конструкция будет непригодна для эксплуатации.
Определение сварочных напряжений и деформаций
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
- растягивающего действия;
- изгибающего;
- крутящего;
- сжимающего;
- срезающего.
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению.
Сварочные деформации ― это искажение формы под действием прилагаемых сил.
Причины возникновения
Причины образования деформаций и напряжений при сварке подразделяются на основные и побочные категории. К первым относят те, которые возникают во время сварки, поэтому неизбежны. Вторые нужно предотвращать.
Основные причины возникают как следствие:
- Неравномерного нагрева сварочной зоны и прилегающих участков. Более горячий металл расширяется больше чем холодный, поэтому между слоями с разной температурой начинает концентрироваться напряженность. Ее величина определяется степенью нагревания и коэффициентом теплового расширения. Чем больше эти значения, тем выше вероятность нарушения геометрии конструкций.
- Усадки. Когда при охлаждении после сварки металл переходит из жидкой фазы в твердое состояние, объем уменьшается. Этот процесс сопровождается растягиванием прилегающих участков с образованием напряжений, направленных вдоль или поперек шва. Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.
- Структурных изменений. При сварке высокоуглеродистой или легированной стали с большим нагревом происходит процесс закаливания с изменением объема и коэффициента теплового расширения. Это явление создает напряжения, приводящие к образованию трещин внутри и на поверхности швов. У сталей, в составе которых углерода меньше 0,35%, структурные изменения настолько малы, что не оказывают существенного влияния на качество сварных соединений.
К побочным причинам причисляют:
- неправильный выбор электродов или режимов сварки, некачественная подготовка деталей перед сваркой, другие нарушения технологии;
- неверный выбор вида швов или малое расстояние между ними, большое количество точек пересечения соединений и прочие конструктивные ошибки;
- неопытность сварщиков.
Классификация напряжений и деформаций
В зависимости от причины образования напряжения называются тепловыми и структурными. Первые возникают во время нагрева/остывания, вторые возникают при структурной перестройке металла. При сварке легированных или высокоуглеродистых сортов стали они проявляются совместно.
По месту действия напряжения присутствуют в границах конструкции, зернах, кристаллической решетке металла. По виду напряженного состояния их называют:
- линейными, с односторонним действием;
- плоскостными, действующими по двум направлениям;
- объемными, распространяющиеся по трем осям.
По направленности продольные напряжения действуют вдоль сварного соединения, а поперечные перпендикулярно.
Деформацию конструкции, которая происходит в процессе сварки, называют общей, а если изменяются размеры и форма только одной или нескольких деталей ― местной. По продолжительности существования действие временных сварочных деформаций проявляется только в процессе соединения деталей. После охлаждения геометрические параметры восстанавливаются. Остаточной называют сварочную деформацию, которая остается неизменной после устранения причины появления. Если геометрические параметры восстанавливаются после завершения сварки, деформации называются упругими, если нет ― пластичными.
Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.
Методы устранения напряжений
Для снятия напряжений пользуются отжигом и механической обработкой. Первый способ применяют в случаях, когда требуется обеспечить высокую точность размеров. Местный или общий отжиг проводят при нагреве до 550 — 680⁰C в три стадии: нагревание, выдержка, охлаждение.
Для механического снятия напряжений используют обработку проковкой, прокаткой, вибрацией, взрывом, чтобы создать нагрузку с противоположным знаком. Для горячей и холодной проковки используют пневматический молот. Обработку вибрацией проводят устройством, которое генерирует колебания с частотой в диапазоне 10 — 120 Гц.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции.
Методы устранения деформаций
Дефекты устраняют термическим с местным или общим нагревом, холодным механическим, термомеханическим способами. Для правки термическим методом с полным отжигом конструкцию закрепляют в устройстве, которое создает давление на искривленный участок, затем нагревают в печи.
Способ локального нагрева основан на сжимании металла при остывании. Для исправления дефектов искривленное место греют горелкой или сварочной дугой. Так как прилегающие участки остаются холодными, зона нагрева не может значительно расшириться. После охлаждения растянутый участок выпрямляется.
Термическим способом выправляют любые виды деформаций, однако при работе с тонкостенным металлом следует учитывать его особенности:
- тепло при местном нагреве тонких стальных листов быстро распространяется по всей площади, поэтому величина усилия сжатия оказывается недостаточной для исправления дефекта;
- температура локального нагрева тонкостенного металла не должна превышать 600 — 650⁰C, поскольку при увеличении температуры начнется образование пластических деформаций даже при отсутствии напряжения.
При механической правке растянутые участки деформируются внешними нагрузками в обратном направлении. Дефекты устраняют применением изгибания, вальцовки, растяжения, ковкой, прокаткой роликами.
Термомеханическую правку проводят с подогревом растянутого участка до 700 — 800⁰C и внешнего воздействия. Для выправления участков с большим растяжением сначала из избытков металла холодной рихтовкой формируют выступы в форме куполов. Затем по отдельности нагревают и резко охлаждают.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции. При этом учитывают эффективность метода, трудоемкость, величину финансовых затрат.
Виды дефектов сварных швов и причины их образования
Начинающие сварщики, самостоятельно ремонтирующие металлоконструкции и детали, нередко допускают дефекты сварки, снижающие прочность швов. Они растрескиваются, пропускают воду, разрушаются под нагрузкой. Существуют способы выявления и устранения дефектов сварных швов и соединений, снижающих прочность смонтированных конструкций, заваренных деталей.
В обзоре представлены все виды последствий нарушения технологии, способы восстановления поврежденных участков.

Причины образования дефектов
Изъяны при сварке возникают по объективным и субъективным причинам. Каждый вид металлопроката характеризуется свариваемостью. Этот показатель зависит от компонентного состава сплава, способа производства проката. Для плохо свариваемых деталей в технологические карты сразу закладывается большой процент брака.
Основные виды дефектов сварных соединений:
- нарушение целостности металла;
- деформация конструкций или деталей из-за возникновения внутренних напряжений;
- нарушение формы сварного шовного валика;
- несоблюдение геометрических параметров наплавочного валика;
- структурные изменения металла (размера зерна в области фазового перехода сварного соединения).
Внешние дефекты не так опасны, как внутренние, невидимые. Они выявляются неразрушающими методами контроля. Самостоятельно делать ответственные сварные швы рискованно. Лучше обратиться к профессионалам.
Основные причины нарушения целостности сварных шовных валиков и зоны термовлияния:
- некачественная обработка стыков: плохо зачищенная окалина, ржавчина, остатки оксидной пленки, жирные пятна, загрязнения;
- применение наплавочной проволоки или электродов, не соответствующих основному металлу;
- неисправность сварочного аппарата;
- неправильная установка рабочих параметров: силы тока, напряжения на регуляторах сварочника;
- неправильная укладка деталей, не учитывается коэффициент линейного расширения;
- несоблюдение интервала между электродом и деталью, не поддерживается определенная длина дуги.
Виды дефектов сварных швов
Полная классификация возможных нарушений наружной и внутренней структуры сварных швов представлена в ГОСТ 30242-97. Возникновение наружных дефектов сварных швов нередко сопровождается глубинными нарушениями структуры сплава. Они возможны при любом способе сварки, делятся на наружные, внутренние и сквозные. О каждом виде изъянов сварных соединений стоит рассказать подробнее.
Наружные
Выявляются при визуальном осмотре. Большинство наружных дефектов сварных швов устраняются в процессе работы.
Причина трещин – несоблюдение температурного режима. Горячие формируются при высоких температурах свыше 1100°С. Холодные при недостаточном разогреве поверхности (до 200°С). При трещинах металл становится менее пластичным, разрушается под нагрузкой.

Подрезы – наиболее встречающиеся дефектные нарушения сварных шовных валиков: между наплавкой и деталью видны углубления. Причины:
- слишком высокое напряжение электродуги, сварные заготовки истончаются;
- одна деталь проваривается сильнее, ванна расплава смещается от центра зазора.
При подрезе прочность соединения снижается, сварной шов приходится проходить еще раз.

Прожоги характерны для сварки тонкостенных изделий. Их удается избегать опытным сварщикам. К прожогу нередко приводит неуверенное управление электродом. Слишком высокий ток – еще одна причина.
Свищи – крупные раковины, похожие внешне на воронку. Они ухудшают внешний вид сварного шва, видны сразу. Их устраняют вторичной проходкой.

Кратер характеризуется рыхлостью металла, его усадкой. От них нередко идут трещины по поверхности. Возникают в области непровара при отключении или отрыве электродуги от поверхности заготовки.

Наплыв – вылившийся избыточный металл: наплавка расползается без образования надежного сварного шва, нет прочного диффузного слоя. Электродуга не успевает проплавить заготовку из-за недостаточного напряжения. Другая причина – плохо зачищенные кромки, остатки окалины не расплавляются.

Внутренние
Внешне невидимые, но нарушающие структуру металла изъяны самые коварные. Внутренние дефекты вне зависимости от причин возникновения недопустимы на сосудах высокого давления, трубопроводах, деталях, работающих на излом.
Отпотина или трещина бывает:
- холодная – появляются после остывания наплавки и диффузного слоя вследствие остаточных напряжений в области разогрева;
- горячая – продольные или поперечные растрескивания, возникающие в металле на границе формирующегося зерна.
Горячие трещины на фазе формирования кристаллической решетки в легированных сплавах:
- из-за нарушения технологического процесса (не те электроды, рабочий ток);
- при непредвиденном отключении сварочного аппарата во время замыкания по падающей капле.
Природу трещин установить несложно. Горячие появляются сразу, характерны для массива шва, области термовлияния, если допущен перегрев или температура ниже точки плавления. Холодные формируются постепенно, пока идут фазовые превращения жидкой массы в кристаллическую решетку. Возможные причины:
- не успевшие выделиться молекулы водорода (недостаточный разогрев);
- высокая влажность воздуха на рабочем месте;
- плохая экранизация расплава защитной атмосферой.
Поры классифицируются по размеру, месту расположения. Они возникают:
- из-за инородных тел, попадающих в сварочную ванну (окислы и шлаковые включения, чешуйчатость ржавчины, влага, вольфрамовые частички от неплавящегося электрода могут стать причиной образования газовых пузырей);
- если расплав недостаточно хорошо защищен (с обмазки выделяется мало шлака, тонкий слой флюса, сдувает защитное облако газа);
- когда нарушается технологический процесс (не выдержана температура предварительного нагрева заготовок, не подготовлены электроды, неправильно выставлен сварочный ток).
Шлак остается в порах, если нарушена технология. Вольфрам попадает при недостаточном экранировании ванны инертным газом. Оксидные пленки остаются при плохой зачистке свариваемых поверхностей.

Непровар – дефект, характерный для начинающих. Стык между деталями недостаточно заполнен, толщина диффузного слоя неравномерная. Чаще выявляется при многослойной проходке глубоких кромок, когда не производится промежуточная проковка и удаление окалины. Другие возможные причины:
- плохая подготовка заготовок;
- слишком плотная установка деталей, маленький зазор;
- высокая скорость сварки (наплавка не успевает заполнить пустоты);
- отклонение электрода (расплав образуется рядом со стыком, а не над ним);
- неправильно установленный рабочий ток (электроду для расплавления не хватает ампеража).

Пережог (его еще называют перегревом) характерен при несоблюдении технологии сварки: когда ток больше, чем нужен, а скорость низкая. Нарушается структурная решетка: зерна в шве формируются слишком крупные, металл становится хрупким из-за критической ударной вязкости. Дефект не устраняется термообработкой, влияющей на микроструктуру, необходимо делать глубокую зачистку, а затем заделку области пережога.

Сквозные
Просветы определяются визуально или при проверке герметичности. Главная причина сквозных дефектов – прожоги. Характерны для тонкостенных деталей, электрод насквозь прожигает металл рядом с наплавленным шовным валиком. Причина прожога – несоблюдение технологического процесса:
- большой зазор между свариваемыми заготовками;
- повышенный ток;
- низкая скорость перемещения электрода;
- прекращение подачи защитного газа.
При образовании отверстия ванна расплава не формируется, металл утекает за ее пределы.

Контроль качества сварных соединений
Сварщик несет индивидуальную ответственность за качество работы. Недопустимые дефекты – такие, при которых изделие или конструкцию нельзя эксплуатировать. Поврежденный сварочный шов может лопнуть под воздействием окружающей среды, силовой нагрузки. Контролеру необходимо выявить тип дефекта, место его расположения, размер. В зависимости от предполагаемых условий эксплуатации выбирает методы контроля.
ВИК (визуально-измерительный) – самый простой и доступный. Соединение измеряют, осматривают. Для улучшения визуализации используют лупы, реже микроскопы (смотрят зернистость застывшего металла).
Цветная дефектоскопия используется для выявления трещин, несплошностей, наплывов в области сварных швов.
Диагностические методы с использованием приборов (радиационный, ультразвуковой, магнитно-резонансный) определяет внешне невидимые дефекты образованного металлического слоя, зон фазового перехода, где возникают внутренние напряжения. Место сварки покрывают тремя типами химических средств. Сначала очистителем (ацетоном или другими растворителями) подготавливают поверхность. После этого сварной шов из пульверизатора или кисточкой покрывают индикатором-пенетрантом, подходящими к данному виду стали или цветного металла. Затем проявителем. Через несколько секунд несплошности становятся видны. Индикаторную пленку после осмотра сварного соединения снимают сухой тканью и салфеткой, следов на деталях не остается.
Способы устранения дефектов сварных швов
Допускаются только незначительные по размеру изъяны, не влияющие на прочность соединений. Большинство дефектов сварочных швов, выявленных в ходе контроля, необходимо устранить. Они ухудшают эксплуатационные свойства металлоконструкций, могут стать причиной аварии, разгерметизации трубопроводов или сосудов.
Методика исправления недостатков сварки зависит от вида дефектных нарушений:
- Пористость, выявленную визуально или методом неразрушающего контроля, вырубают. Швы проваривают заново с соблюдением технологии, снижающей риск образования газовых полостей на поверхности и внутри металла.
- Свищи по природе схожи с глубокой пористостью, отличаются образованием воронок различной глубины. Неустранимые подваркой нарушения шва вырубают. Делают обрубку и зачистку дефектного участка, если массивный валик позволяет такую корректировку.
- Подрезы по линии диффузного слоя обычно бывают на сверхнормативно направленных валиках. Их убирают зачисткой или дополнительной наплавкой металла.
- Непровары случаются, когда кромки плохо разогреваются при образовании ванны расплава. Дефект, обнаруженный во время приемки изделия, корректируют новой проходкой. Участок шва с дефектом удаляют болгаркой или механически вырубают, после этого заполняют расплавом.
- Наплывы или подтеки снимают шкуркой, как регламентировано в стандарте. Объемные дефекты предварительно срубают, затем проводят зачистку шкуркой допустимого размера или напильником. После подготовки кромок снова наплавляют валик.
- Шлаковые вкрапления, снижающие прочность на разрыв, видимые или выявленные аппаратурой, удаляют механически, образовавшийся зазор тщательно проваривают, после этого доводят валик до нужных параметров.
- Отклонения валика от допустимых геометрических размеров:
в сторону увеличения устраняют зачисткой, срубанием излишков металла;
в меньшую – подваркой шва.
Качество соединения зависит не только от профессионализма сварщика. Скачки напряжения в сети гасят не все сварочники, некоторые начинают хуже работать. Появлению пор способствует окисление ванны расплава, насыщение стали водородом, азотом. Какой бы ни была причина прогаров, наплывов или других дефектов, их необходимо после обнаружения обязательно устранить, переварить металл или хорошо зачистить валик. Дефекты ухудшают не только внешний вид соединения, но и снижают сопротивляемость металла к механическим разрушениям под ударной, динамической крутящей или однонаправленной статической нагрузкой.
Металл сварного шва

Свойства, качество, процесс кристаллизации металла сварного шва зависят от множества параметров. К первичным относятся расходные материалы, используемые при сварке, свойства металла заготовки, режим работы сварочного аппарата. Вторичные – это среда, в которой производилась сварка, скорость выполнения шва, его остывания и т. д.
Подбирая те или иные параметры, можно заранее прогнозировать, каким получится сварной шов. Также это поможет избежать распространенных дефектов металла. Больше информации о металле сварного шва вы узнаете из нашего материала.
Параметры, влияющие на свойства металла сварного шва
Физические характеристики, определяющие особенности швов, сформированных сваркой, принято называть комплексными механическими свойствами сварных соединений. Подобные свойства зависят от расчетного соотношения механических показателей поверхности шва, зоны обработки, термических особенностей структуры изделия.
При проведении работ отталкиваются от характеристик металла сварного шва, а любые соединения в норме имеют структуру, приближенную к строению самого материала изделия.
Сварное соединение называют качественным, если достигнут предел прочности, а текучесть находится на уровне, обеспечивающем достаточную пластичность.
Равнопрочность сварного шва зависит от ряда технических и физических характеристик, таких как:
- используемые расходники (электроды, флюс, проволоки);
- химические показатели металла сварного шва;
- режим проведения работы;
- методика пайки, резки материала;
- размеры изделия, причем основным показателем, с точки зрения прочности металла сварного шва, является толщина заготовки;
- скорость охлаждения материала;
- вероятная деформация в пластических характеристиках шва.
В соответствии с данным регламентом устанавливают физические и технические параметры металла, что упрощает определение его фактических характеристик при переходе от легированного к нелегированному типу и обратно.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Ключевые нормы определения механических свойств для сварных швов установлены в ГОСТ 9467-60. Причем подобные методы определения используются в том числе и для операций с применением флюса и иных методов сварки. К последним относится ручная, дуговая, электродуговая сварка автоматом и полуавтоматом.
Факторы, влияющие на качество металла сварного шва
Качество металла сварного шва зависит от ряда факторов, таких как свариваемость, степень подверженности металла термическим воздействиям, окисляемость, пр. Важно учитывать все подобные критерии, чтобы готовые сварные соединения подходили под определенные условия эксплуатации.
Свариваемость металлов является показателем, от которого зависит способность металлов и сплавов при подходящей обработке формировать соединения с заданными параметрами. Специалисты выделяют физическую и технологическую свариваемость.
В любом случае значимую роль здесь играют физические, химические особенности металлов, их кристаллическая решетка, присутствие примесей, степень легирования, пр., что сказывается на надежности металла сварного шва.

Физической свариваемостью называют способность материала образовывать монолитное соединение с устойчивой химической связью. Данное качество свойственно большинству чистых металлов, а также их техническим сплавам и некоторым комбинациям металлов и неметаллов.
Технологическая свариваемость – это реакция материала на сварку и способность сформировать шов с необходимыми характеристиками.
Чтобы определить критерии свариваемости, учитывают такие свойства материалов:
- чувствительность к тепловому воздействию в процессе сварочных работ;
- склонность к росту зерна при сохранении неизменных пластических и прочностных характеристик, структурным, фазовым изменениям в области нагрева;
- химическая активность, которая сказывается на окисляемости металла во время термического воздействия;
- способность сопротивляться поробразованию, растрескиванию в холодном и горячем виде.
Качество сталей во многом зависит от их раскисляемости, которая определяется долей марганца, кремния и ряда прочих элементов в составе металла. Также на нее влияет и то, насколько равномерно распределены эти компоненты. На основании раскисляемости выделяют кипящие стали, маркируемые как «КП», полуспокойные с обозначением «ПС» и спокойные, то есть «СП».
В кипящей стали примеси распределены неравномерно по толщине проката, что наиболее ярко проявляется в случае с серой и фосфором и объясняется неполным раскислением марганцем.
У подобных сталей быстро проявляется старение, формируются кристаллизационные трещины на металле сварного шва и прилежащей к нему области. В результате при температуре ниже 0°C материал становится хрупким.
Спокойная сталь отличается равномерным распределением примесей, благодаря чему не так склонна к старению. Кроме того, на ней меньше отражается повышение температуры при сварке.
Полуспокойная сталь по своим свойствам находится между кипящей и спокойной.
Названные характеристики ложатся в основу выбора метода сварки, способов создания сварного шва, параметров теплового воздействия, пр.
Процесс кристаллизации металла сварного шва
Во время кристаллизации металл сварочной ванны испытывает на себе влияние горячей сварочной дуги и холодного окружающего металла. Иными словами, дуга вводит теплоту, а металл изделия ее отводит.
Переход металла из жидкого состояния в твердое сопровождается формированием кристаллов – это и есть кристаллизация. Металл сварного шва претерпевает этот процесс на протяжении всего процесса сварки.
Сварной шов обладает структурой литого металла. При сварке плавятся кромки заготовки и электродная проволока, подаваемая в зону ванны. Условно, последняя состоит из передней или головной и хвостовой части: в первой идет плавление, а во второй протекает кристаллизация и формируется шов.

Принято выделять первичную и вторичную кристаллизацию. Первичная – это переход жидкого металла в твердое состояние, что сопровождается формированием кристаллов. Сначала образовавшийся кристалл растет свободно, обладает правильной формой.
Но поскольку идет параллельное развитие множества кристаллов, постепенно они начинают касаться друг друга, соответственно, форма нарушается. В итоге они становятся округленными, больше всего напоминающими зерно, поэтому кристаллы обозначают как зерна.
От хода кристаллизации зависит размер зерен: они бывают крупными, различимыми без специального оборудования, и мелкими. Вторые видны только под микроскопом.
Кристаллическое строение металла, сплава называют структурой. Также принято говорить о макроструктуре или строении металлов, которое можно различить невооруженным глазом или при помощи лупы.
Кристаллизация металла сварных швов происходит с гораздо большей скоростью, чем аналогичный процесс со слитками. Это объясняется тем, что интенсивный нагрев сварочной ванны быстро сменяется отводом тепла в заготовку.
Кристаллизация протекает в отдельных тонких слоях. Когда сформировался первый слой кристаллов, охлаждение металла замедляется на фоне выделения скрытой теплоты от протекающего процесса. Далее затвердевает второй слой, и так дальше по всей ванне.
Кристаллизационные слои имеют толщину от десятых долей миллиметра до нескольких миллиметров – конкретный показатель определяется объемом сварочной ванны и особенностями теплоотвода. Столбчатые кристаллы каждого нового слоя становятся продолжением предыдущего, благодаря чему кристаллы перерастают из слоя в слой.
Чтобы запустился процесс первичной кристаллизации, должны сформироваться ее центры или зародыши, которые будут непрерывно расти. Данную роль выполняют оплавленные зерна металла, оказавшиеся на дне сварочной ванны.
Далее могут появиться дополнительные центры кристаллизации – обычно это тугоплавкие частицы, обломки зерен или самопроизвольно сформировавшиеся в жидком металле центры.
Во время многослойной сварки функция центров ложится на кристаллы предыдущего слоя. Они растут, присоединяя атомы из окружающего жидкого металла.
Каждый кристалл представляет собой группу элементарных столбчатых кристаллов, один конец которых соединен с общим основанием или оплавленным зерном основного металла. По форме и расположению кристаллов специалисты различают зернистую, столбчатую и дендритную или древовидную структуру остывшего металла.
Испытание металла сварного шва на прочность
Механические испытания сварных швов позволяют определить эксплуатационные характеристики и на их базе рассчитать возможные нагрузки.
Подобные проверки металла сварного шва проводятся различными способами, но всегда предполагают разрушение образцов при помощи разнонаправленных нагрузок. Также здесь используется специальное контрольное оборудование.
В первую очередь выбирают несколько серийных образцов, чтобы при помощи ряда идентичных операций определить пластичность, устойчивость шва к разрушениям.

Для швов, сформированных посредством различных видов сварки существует комплекс исследований. Речь идет о группах методов испытаний с направленными напряжениями:
- Статический метод предполагает постепенное повышение разрушающей нагрузки. Чтобы обеспечить постоянное напряжение, на испытания отводят много времени.
- Динамическое напряжение является мгновенным, не требуя большого отрезка времени для проведения проверки.
- Усталостные способы связаны с неоднократным воздействием на образец, причем количество циклов достигает десятков миллионов, а нагрузка изменяется по знаку, значению.
Без механических испытаний металла сварных швов не обходится серийное производство деталей. При помощи статических проверок оценивают стыковые соединения, замеряют такие физические характеристики швов, как твердость, ползучесть, растяжимость, пластичность, способность к изгибу, пр.
Для этого соединение сравнивают с образцом из целостного металла. На исследования отправляют образцы с зачищенным и не зачищенным валиком.
Стоит пояснить, что условный предел текучести – это напряжение, на фоне которого длина изделия увеличивается на 0,2 %. Испытание на изгиб позволяет контролировать пластичность диффузного слоя. Подобная нагрузка замеряется до появления первой трещины на продольном и поперечном сечении сварного шва.
Такие эксперименты проводят с плоскими и трубчатыми образцами.
С помощью динамических испытаний устанавливают вероятность усталостной деформации шва, прочность на ударный изгиб. Для проверки задают разные условия, а именно нормальную, пониженную и повышенную температуру. Все полученные показатели фиксируются в протоколе в формате графиков, после чего исследуются по типу кривых.
Иногда могут использоваться иные, нормативно утвержденные исследования и расчеты показателей металла сварного шва.
Твердость замеряют в области диффузного слоя и зоны термического воздействия. Для проверки структурной прочности металла задействуют метод металлографии, с помощью которого исследуют такие области, как:
- диффузный слой шва;
- зона термического влияния;
- металл изделия, не испытывавший воздействия повышенной температуры в процессе сварки.
Причины возникновения дефектов
Дефекты могут появляться по объективным и субъективным причинам. Дело в том, что любой вид металлопроката имеет определенный уровень свариваемости, который зависит от метода его изготовления и состава сплава. Если планируется работа с плохо свариваемыми деталями, то в технологических картах изначально прописывается значительный процент брака.
Обычно сварка швов связана с такими проблемами, как:
- нарушение целостности металла;
- деформация элементов под действием внутренних напряжений;
- нарушение формы валика шва;
- изменение геометрии наплавочного валика;
- структурные изменения в металле, а именно меняется размер зерна в зоне фазового перехода сварного соединения.
Внешние дефекты несут меньшую опасность, чем внутренние, и могут быть обнаружены при помощи неразрушающих методов проверки. Однако важно понимать, что рискованно формировать ответственные сварные швы, не имея достаточных знаний и навыков, и лучше обратиться за помощью к специалистам.

Обычно нарушение целостности металла сварных швов и зоны, подвергавшейся температурному воздействию, происходит по таким причинам:
- некачественно проведена обработка стыков, например, плохо выполнена зачистка металла сварных швов от окалины, ржавчины, остатков оксидной пленки, жира и грязи, допущены нарушения в процессе удаления кислорода из металла сварного шва;
- использована наплавочная проволока, электроды, не подходящие к металлу заготовки;
- неисправно оборудование;
- неправильно установлены параметры на регуляторах сварочного аппарата, такие как сила тока, напряжение;
- допущена ошибка при укладке деталей, не учтен коэффициент линейного расширения;
- нарушено расстояние между электродом и заготовкой, из-за чего дуга имеет слишком большую или недостаточную длину.
Сварочные работы сильно влияют на механические свойства низкоуглеродистой стали. А обработка конструкционных сталей приводит к структурным изменениям в зоне термического воздействия, из-за чего снижаются механические показатели соединения. При этом в металле сварного шва появляются закалочные структуры, трещины.
Нужно понимать, что шов, зона термического влияния и металл заготовки, не подвергавшийся воздействию, имеют разную прочность. А значит, во время исследования важно расценивать сварное соединение как неоднородное тело. Разрушения могут происходить в любой из трех названных зон – все зависит от того, где наблюдается самая низкая прочность.
Рекомендуем статьи
Сегодня удается добиваться равнопрочности сварных швов и основного металла при помощи электродов с качественными покрытиями и других расходников.
Надежность соединений обеспечивается прочностью металла сварного шва, а также зависит от ширины перегретого металла в зоне термического участка, общей ширины материала шва и перегретого металла. Немаловажными факторами становятся характер приложения внешней нагрузки, температура, при которой эксплуатируется изделие, пр.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Деформация металла при сварке

Деформация металла при сварке – это явление, которое приводит к нарушению геометрии изделий и, следовательно, к браку продукции. Подобное может наблюдаться даже в работе опытных сварщиков. Соблюдение ряда правил позволяет снизить вероятность появления деформации и получить качественное и надежное соединение.
Существует множество причин возникновения деформации металла при сварке. О том, с чем они связаны, какие меры принимают для профилактики этого явления и что делают для исправления, читайте в нашем материале.
Причины деформации металла при сварке
Если на металлический предмет оказывается механическое воздействие, то в нем возникают напряжение и искажение. Первое характеризуется силой давления, оказываемой на единицу площади. Второе – нарушением габаритов и формы изделия из-за силового воздействия.

Напряжения появляются в деталях под влиянием практически любого усилия. Это может быть растягивание, изгиб, сжимание или резка. В ходе сварки следует внимательно следить за показателями как деформации, так и напряжения. Если превысить допустимые значения, то конструкция (частично или полностью) может разрушиться.
Рекомендуем статьи по металлообработке
Сварочные деформации возникают под влиянием различного рода напряжений, появляющихся внутри изделия. Основные причины их появления специалисты объединяют в две большие группы: основные, которые считаются неизбежными и постоянно появляются в ходе сварки, а также сопутствующие, устранение которых вполне возможно.
К основным причинам возникновения деформации и напряжения в ходе сварочных работ относят следующие:
- Структурные видоизменения, которые, влияя на металл, вызывают напряжения (растягивающие и сжимающие). Происходит это в ходе охлаждения деталей из легированных или высокоуглеродистых стальных сплавов. При этом размеры изделия, а также зернистая структура материала нарушаются. В итоге изначальный объем изменяется, что приводит к увеличению напряжения внутри детали.
- Неравномерный прогрев. Первичному нагреву в ходе сварочных работ подлежит только рабочая зона изделия. По мере увеличения температуры материал расширяется, воздействуя на мало прогретые слои металла. При прерывистом прогреве концентрация напряжений сварного шва достигает высоких значений. Ее показатель зависит от рабочей температуры, теплопроводности материала и уровня линейного расширения.
- Литейная усадка. Она происходит в ходе кристаллизации материала, характеризуется уменьшением объема металла, возникает из-за сварочного напряжения (продольного и поперечного), которое появляется в процессе усадки расплава.
Сварочное напряжение могут вызвать не только механические воздействия. Сплавам различных металлов вообще свойственны свои деформации и напряжения. Они делятся на временные и на остаточные. Пластичная деформация металла при сварке вызывает остаточные, не исчезающие и после остывания материала. Временные же возникают при сварке прочно закрепленной детали.
К побочным или сопутствующим деформациям при проведении сварочных работ можно отнести:
- любые отклонения от нормативов в технологическом процессе – примером может быть плохая подготовка детали к сварке, неправильный выбор электрода, нарушение режима сварочного процесса и пр.;
- несоответствия и ошибки, допущенные в конструировании изделия, – это могут быть неверно выбранный тип шва, часто расположенные соединения, малый зазор между сварными швами и пр.;
- низкий профессионализм и небольшой опыт мастера.
Концентрацию напряжений в сварном шве может вызвать практически любая ошибка. Из-за них возникают технологические дефекты соединения: непровары, трещины, пузыри и прочий брак.
Виды деформаций металла после сварки
Существует несколько видов напряжений. Они отличаются временным интервалом (периодом действия), характером появления и прочими факторами.

Ниже представлена таблица возможных напряжений (какие встречаются и из-за чего появляются в сварном шве).
По причинам возникновения
Неравномерность прогрева, возникающая из-за перепада температуры при сварке
В случае нагрева металла выше максимально установленной температуры происходят изменения в структуре материала
По времени существования
Возникает в ходе фазовых видоизменений, но в процессе остывания уходит
Остается в деталях и после устранения причин возникновения
По задействованной площади
Имеющееся во всей конструкции
Проявляющееся исключительно в зернах структуры металла
Присутствующее в кристаллической решетке материала
По направленности воздействия
Появляется по линии шва
Размещается поперек оси соединения
По состоянию напряжения
Происходит только в одном направлении
Распространяется на два различных направления
Воздействие происходит по трем осям
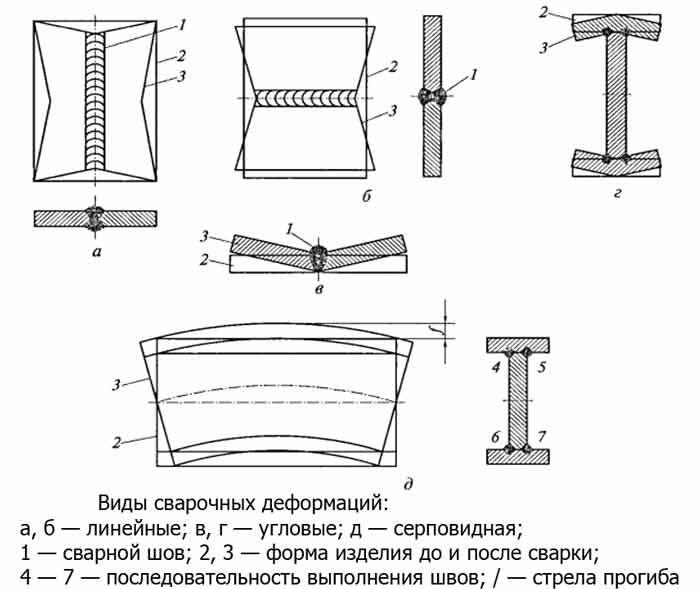
В ходе сварочного процесса происходят следующие виды деформации:
- Местные и общие. При местных деформациях изменениям подвержены только части конструкции. Общие же деформируют изделие полностью и сразу, меняя его размеры и искривляя геометрическую ось.
- Временные и конечные. Остаточные (конечные) деформации остаются в изделии даже после его охлаждения, а временные появляются в отдельные моменты времени.
- Упругие и пластичные. При восстановлении формы и габаритов изделия по окончании сварки деформация считается упругой. При наличии постоянных дефектов – пластичной.
Материал может быть деформирован вне плоскости сварного изделия или внутри него.
Разнонаправленность сил, действующих относительно сечения материала, приводит к возникновению различных напряжений: сжатия либо изгиба, растяжения, кручения, среза.
Тестирование сварных швов и расчет деформаций металла при сварке
Швы обязательно проходят тестирование на надежность и прочность соединений. В ходе проверки проверяется также наличие дефектов. Это позволяет быстро обнаружить и устранить возникший в процессе сварки брак.

Существует несколько типов контроля, позволяющих найти изъяны:
- разрушающий – процесс, который часто используется на промышленных предприятиях, дает возможность провести проверку физических свойств шва;
- неразрушающий – включает внешний осмотр шва, ультразвуковую или магнитную дефектоскопию, капиллярный метод, проверку проницаемости и прочие методы.
Важным в изготовлении сварных конструкций является определение вероятных напряжений и деформаций в ходе работ. Причина заключается в том, что они изменяют форму и размер изделия, снижают его прочность, что приводит к изменениям в эксплуатационных качествах конструкции далеко не в лучшую сторону.
Необходимо проводить тщательный расчет деформаций и напряжений при различных процессах сварки, правильно запланировать последовательность операций для того, чтобы в результате на конструкцию воздействовало минимум напряжений, а количество дефектов стремилось к нулю.
Способы устранения деформации металла при сварке
Убрать деформацию материала, возникшую в ходе сварки, можно с помощью правки. Она бывает холодной механической, термомеханической и термической, включающей как местный, так и общий нагрев. Перед проведением последнего изделие жестко фиксируют в устройстве, оказывающем давление на изменяемые части конструкции. Затем оно размещается в разогревающей печи.

Суть термического метода заключается в сжимании металла при его охлаждении. Происходит процесс разогрева растянутого участка горелкой или дугой. При этом окружающий место разогрева материал должен оставаться холодным, что не дает значительно расшириться горячему участку. Далее при остывании изделия происходит постепенное выпрямление конструкции. Больше всего данный метод подходит для устранения деформаций балок, полос листового материала и пр.
Принцип холодной правки заключается в постоянном воздействии на изделие нагрузок. Для этого используют различные прессы и валки, существующие для прокатки по ним длинных конструкций. Для исправления деформаций растянутых конструкций применяют термическую правку. Сначала происходит сбор лишнего металла, а затем – разогрев проблемного места.
Сложно сказать, какой из методов является предпочтительным. Для каждого вида, места (снаружи или изнутри), особенностей деформации и напряжения, а также габаритов и формы изделия существуют свои способы их устранения. Важным являются трудозатраты и эффективность метода.
Способы избежать деформации металла при сварке
Устранение проблем значительно сложнее их предупреждения. Эта аксиома в равной степени относится и к сварке. Брак всегда приводит к дополнительным финансовым вложениям. Для его предотвращения необходимо сосредоточиться на мерах, помогающих бороться с деформациями и напряжениями.

Отвечая на вопрос о том, как избежать деформации при сварке листового металла или свести ее к минимуму, следует запомнить связь между причинами появления и мерами предупреждения. Следовательно, перед началом работ необходимо все тщательно рассчитать и подготовиться. Только после окончания данного этапа можно будет проводить сварку металлических конструкций.
Сила, приложенная к конструкции, прямо пропорциональна степени ее деформации. Значит, чем большая сила воздействует на изделие, тем значительнее его деформация.
- Сопроводительный и предварительный подогрев.
Данные виды разогрева способствуют улучшению качественных характеристик как самого сварного соединения, так и участков, расположенных в непосредственной близости от него. Кроме того, уменьшаются пластические деформации и остаточное напряжение. Этот метод чаще всего используют для сплавов, которые имеют склонность к закалке и появлению кристаллизационных трещин.
При протяженности более 1 000 мм шов разбивается на части длиной от 100 до 150 мм. Новое соединение создается в противоположную от основной сварки сторону. При этом металл разогревается более равномерно, что снижает деформацию. Данный способ не является методом последовательного наложения.
Проковке подлежит и нагретый, и холодный материал. Удар как бы разжимает металл в стороны. Тем самым снижается напряжение растягивания. Данный метод не используется на конструкциях, сделанных из металла, склонного к возникновению в нем закалочных структур.
Суть метода заключается в том, чтобы подобрать порядок, в котором нужно будет делать швы. Новый шов должен обязательно создать деформацию, которая будет противодействовать предыдущему. Этот способ часто применяется при сварке двусторонних соединений.
Сварка предваряется прочным и жестким креплением изделия в кондукторах. После завершения процесса конструкция полностью охлаждается, после чего вынимается из крепежа. Существенным недостатком метода является вероятность возникновения внутреннего напряжения изделия.
Сварка без деформации металла может быть проведена с помощью термической обработки. При этом существенно улучшаются характеристики соединения и окружающего его металла, снижается напряжение внутри изделия и выравнивается структура шва. Отпуск, отжиг (состоящий из низкотемпературного или полного) и нормализация – это операции, составляющие термическую обработку металла.
Нормализация считается оптимальным способом обработки швов изделий, выполненных из низкоуглеродистых сталей.
Деформации и напряжения при сварке
В производстве металлоконструкций самые надежные и долговечные соединения обеспечивает сварочная технология при условии безошибочного проведения работ. Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач.

Что являют собой напряжения и деформации
Появлением напряжений и искажений сопровождается любое силовое воздействие на металлическое изделие. Силу, которая оказывает давление на единицу площади называют напряжением, а нарушение целостности форм и размеров в результате силовой нагрузки называют деформацией.
Напряжение может быть вызвано физическим усилием сжимающего, растягивающего, срезающего или изгибающего характера. Когда сварочные напряжения и деформации превышают допустимые значения, то это влечет за собой разрушению отдельных элементов и всей конструкции.
Почему образуются деформации и напряжения
Деформации при сварке появляются из-за вызванных разными факторами внутренних напряжений. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке:
структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
- неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои. Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
- литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
- отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
- несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
- отсутствие опыта и соответственных знаний у сварщика.
Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.
Виды деформаций и напряжений
Различают разные виды напряжений в зависимости от характера их возникновения, периода действия и других факторов. В таблице ниже показано что вызывает концентрацию напряжений в сварных соединениях и какими они бывают.
| Характер возникновения | Тип напряжения | Чем вызвано нарушение |
| В соответствии причины появления | Тепловые | Неравномерный прогрев из-за перепада температур в процессе сварки |
| Структурные | Изменения в структуре металла при нагревании его выше предельно допустимой температуры | |
| По времени существования | Временные | Образуются при фазовых видоизменениях, но постепенно исчезают вследствие охлаждения |
| Остаточные | Даже после ликвидации причин их появления присутствуют в изделии | |
| По охватываемой площади | Действующие в пределах всей конструкции | |
| Действующие только в зернах структуры материала | ||
| Присутствующие в кристаллической решетке металла | ||
| По направленности действия | Продольные | Образуются вдоль линии сварочного шва |
| Поперечные | Располагаются перпендикулярно к оси соединения | |
| По виду напряженного состояния | Линейные | Только в одном направлении распространяется действие |
| Плоскостные | Образуются в двух разных направлениях | |
| Объемные | Оказывают одновременно трехстороннее воздействие | |

Виды деформаций при сварке бывают:
- местные и общие. Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
- временные и конечные. Возникающие в конкретный момент сварочные деформации называют временными, а те, которые после полного охлаждения изделия остаются в нем - остаточными;
- упругие и пластичные. Когда после сварки размер и форма конструкции полностью восстанавливаются, деформация упругая, если дефекты остаются - пластичная.
Деформации металла возможны как в плоскости сварной конструкции, так и вне нее.
Тестирование сварных швов и расчет деформаций
С целью определения прочности и надежности шва, и выявления возникших дефектов проводится тестирование сварных соединений. Такой контроль позволяет своевременно обнаружить браки и оперативно их устранить.
Для выявления изъянов используют следующие типы контроля:
- разрушающий. Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
- неразрушающий. Проводится посредством внешнего осмотра, капиллярного метода, магнитной или ультразвуковой дефектоскопии, контролем на проницаемость и другими способами.
При производстве конструкций с применением сварки одним из важных нюансов является точное определение возможных деформаций и напряжений. Их наличие приводит к отклонениям от первоначальных размеров и форм изделий, понижает прочность конструкций и ухудшает эксплуатационные качества.

Расчет сварочных напряжений и деформаций позволяет проанализировать разные варианты проведения сварочных операций и спланировать их последовательность так, чтобы в процессе работ конструкция подвергалась минимальным напряжениям и образованию дефектов.
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Способы устранения деформации
Деформация металла при сварке устраняется термомеханической, холодной механической и термической правкой с общим или местным нагревом. При полном отжиге конструкция прочно фиксируется в специальном устройстве, которое на требуемые участки образует давление. После закрепления изделие помещается в печь для нагрева.
Принцип термического способа состоит в том, что в процессе охлаждения металл сжимается. Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Холодная правка проводится с применением постоянных нагрузок, которые образуют с помощью разнообразных прессов, валков для прокатки длинных конструкций. В сильно растянутых конструкциях для ликвидации деформаций используют термическую правку. Сперва собираются излишки металла, после чего проблемные участки прогреваются.
Какой из методов считается самым лучшим? Однозначного ответа здесь не существует. При выборе технологии следует учитывать тип, размеры и формы металлического изделия, какие особенности вызвали деформации и сварочные напряжения, и деформации, возникшие в плоскости или снаружи. Также внимание стоит обратить на эффективности методики и предстоящих трудозатратах.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
- при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски;
- швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей;
- очень важно, чтобы в одной точке не было пересечений более чем трех швов;
- перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров;
- понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции;
- при выполнении длинных швов применять обратноступенчатый способ на проход;
- использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева;
- накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации;
- подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Методы противодействия сварочным деформациям и напряжениям
Намного проще предотвратить проблему, нежели ее устранять. Касается это также сварочных работ. Чтобы не столкнуться с устранением брака, а также избежать лишних финансовых затрат следует обратить внимание на некоторые меры борьбы со сварочными напряжениями и деформациями.
Сопроводительный и предварительный подогрев
Выполнение таких видов подогрева улучшает качественные характеристики шва и прилегающих к нему участков. Также метод способствует уменьшению остаточного напряжения и пластических деформаций. Применяют подогрев для склонных к возникновению кристаллизационных трещин и закалке сталей.
Наложение швов в обратно ступенчатом порядке
Если длина шва превышает 1000 миллиметров, то следует разбить его на отдельные участки протяжностью 100-150 мм каждый и вести их нужно противоположно к направлению сварки. Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.

Проковка швов
Как холодный, так и нагретый металл можно проковывать. Металл от силы удара разжимается в разные стороны, понижая таким образом растягивающее напряжение. Если конструкция создана из склонного к появлению закалочных структур металла, то на таких изделиях проковка не выполняется.
Выравнивание деформаций
Сущность способа состоит в подборе порядка выполнения швов. При этом каждое последующий шов должен создавать противодействующую деформацию предыдущему соединению. Очень актуально это при сваривании двусторонних соединений.
Жесткое крепление деталей
В течение всего процесса сварки обрабатываемые детали необходимо жестко и прочно закреплять в кондукторах. Вынимать можно только после полного охлаждения. Следует обратить внимание, что у такого метода есть один недостаток - повышенные риски появления внутренних напряжений.
Термическая обработка
Улучшает механические характеристики шва и расположенных вблизи участков, выравнивает структуру соединения, понижает внутренние напряжения. Термическая обработка состоит из разных операций: отпуск, отжиг (полный или низкотемпературный), нормализация.
Наилучшим способом обработки для сварных изделий считается нормализация, особенно хорошо подходит метод для изделий из низкоуглеродистых сталей.
Интересное видео
Читайте также: