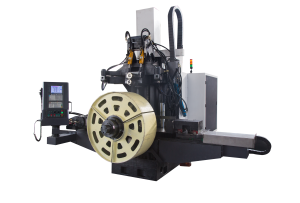
Давильно раскатной станок для ротационной вытяжки металла
Желаете узнать больше о давильно-раскатных станках с ЧПУ ? Узнайте о ротационной вытяжке, классификации, особенностях и преимуществах таких агрегатов.
Давильно-раскатные станки с числовым программным управлением – оборудование, используемое для обработки листовых металлических заготовок. Давильно-обкатная обработка ролика – современный способ, осуществляемый на давильно-раскатных станках с ЧПУ.
Данный способ предполагает использование устройств, имеющих гидравлические и электрогидравлические поддерживающие части металлорежущего устройства. Они перемещают давильные ролики, являющиеся основными инструментами при переработке деталей.
Что такое ротационная вытяжка
Способ переработки металлических изделий листового типа, при котором объемная деталь превращается в полую с осесимметричным внешним видом, имеет название ротационная вытяжка. Она предполагает существенную деформацию и утонение стенок запчастей. Этот способ обработки металла листового типа вытяжкой имеет древние корни. В современной манипуляции стальных заготовок он осуществляется давильно-раскатном станком.
Используя метод ротационной вытяжки, эти устройства способны производить принадлежности хозяйственного использования со стенками небольшой толщины и сложными формами. Комплекс таких приборов представлен:
- чайниками;
- черпаками;
- губками;
- сосудами;
- кофейниками.

С их помощью осуществляется изготовление комплектующих, благодаря которым производятся:
- вентиляторы;
- установки для варки пива;
- бетоньерки.
Классификация станкового оборудования с ЧПУ
Давильно-ротационная вытяжка имеет множество свойств и функций токарных аналогов В отличие от них, давильно-ротационные устройства обладают более высокой скоростью работы. Приборы этого вида бывают трех типов:
- ручного настольного;
- ручного напольного;
- с наличием ротационной вытяжки.
Ротационная вытяжка сопровождается дополнительными действиями, такие как прокатка, эспандирование и сварка. Раскатный станок способен как изготовить раскатным способом цельную деталь, так и закончить вытяжку и производство запчастей, изготовленных при помощи другого оборудования. Наиболее востребованными изделиями данного рода, к примеру, являются трубчатые запчасти, имеющие различную комбинацию сечения.
Станки могут быть использованы не только для обработки металлических деталей, но и медных, имеющих коническую форму. Преимущество приборов с ЧПУ – менее трудоемкий процесс, чем на прессах. Современные технологии позволяют наблюдать за работой устройств удаленно. В качестве основного сырья для работы на давильно-ротационном станке используются круглые металлические пластины.
Преимущества станков данного типа
Все виды давильно-ротационных станков имеют одинаковый принцип использования. Роликовый инструмент используется наиболее часто. При работе с данным оборудованием имеется возможность производить уникальные запчасти сложной формы, одновременно осуществляя оснащение. Оснащение станка осуществляются по низкой цене. При других видах манипуляции металла цена на оснастку будет значительно выше.
Среди основных преимуществ агрегатов с наличием ротационной вытяжки выделяются:
- возможность осуществления массового, мелкосерийного и единичного производства;
- возможность эксплуатации в больших и малых цехах;
- возможность изготовления деревянной оснастки;
- производство деталей для хозяйственной, химической и пищевой отраслей производства;
- экономичность использования.

Особенности комплектации
Модели станков с ЧПУ имеют высокий показатель производительности. Благодаря числовому программному управлению они обладают автоматическим режимом производства. Пользуясь таким станком, можно обеспечить себя целым рядом преимуществ. Одним из них является наличие двух инструментальных роликов, которые оказывают одновременное увеличенное усилие давления.
Комплектация вышеуказанных моделей состоит из примеров:
- кругоцентрующего прибора;
- опционального манипулятора;
- инструментальной головки двойного типа;
- 4+4 позиционирования механизма;
- гидростанции;
- дополнительного ролика, имеющего компенсатор.
Толщина алюминиевых заготовок для обработки должна составлять от 0,6 до 4 миллиметров. Для стальных заготовок – от 0,6 до 2,5 миллиметров. Для заготовок из коррозиизносостойкой стали – от 0,6 до 1,5 миллиметров. Указанные характеристики актуальны исключительно для оригинальных моделей.
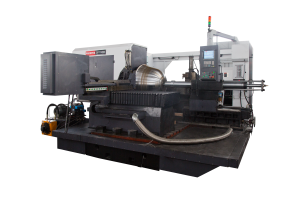
Станки ротационной вытяжки
Оборудование для изготовления днищ, полусфер и конусов методом ротационной вытяжки.
Принцип работы
Давильно-раскатные станки позволяют методом ротационной вытяжки эффективно обрабатывать различные детали типа днищ, полусфер, конусов.
Технология ротационной вытяжки применяется для изготовления деталей с переменной толщиной стенок и с наружными кольцевыми ребрами. В комбинации с ротационной вытяжкой для получения сложной формы деталей можно применять дополнительные операции: прокатку, штамповку, сварку. Ротационную вытяжку можно применять как вспомогательную операцию для придания окончательной формы полученным вытяжкой заготовкам.
Исходной заготовкой для ротационной раскатки чаще всего служит круглый металлический диск, но также используются и другие плоские геометрические формы, и трубчатые заготовки, в зависимости от потребностей.
С помощью ротационной вытяжки металла изготавливаются также хозяйственные принадлежности и аналогичные тонкостенные изделия сложной формы: ковши, кубки, бидоны, кастрюли, чайники, кофейники, котелки, бочонки, диффузоры, фасонные медные детали пивоваренных установок, барабанов бетономешалок, крупных сосудов и посуды, изделий для химической и пищевой промышленности. Так же давильные станки применяются в ювелирной промышленности.
Преимуществом метода ротационной вытяжки является возможность достигнуть упрочения металла, что приводит к снижению веса детали и экономии материала при минимальных затратах на инструмент.
Характеристики
| Макс. диаметр заготовки | 300−1500 мм |
| Мощность двигателя главного шпинделя | 3.7−132 кВт |
| Скорость вращения двигателя | 600−4000 об/мин |
| Перемещение по оси X | 380−600 мм |
| Перемещение по оси Z | 300−750 мм |
| Перемещение задней бабки | 300−1200 мм |
| Толщина заготовки (алюминий) | 0.5−10.0 мм |
| Толщина заготовки (медь) | 0.5−10.0 мм |
| Толщина заготовки (нелегированная сталь) | 0.5−6.0 мм |
| Толщина заготовки (нержавеющая сталь) | 0.5−6.0 мм |
| Вес станков | 3000−55000 кг |
Преимущества
Централизованное управление Низкий уровень шума Автоматическая система смазки Добавление рабочих устройств Высокая износоустойчивость Высокая точность операций Безопасность управления Откатка детали с двух противоположных сторон Обработка толстых материалов до 10 мм Нагрев в месте деформации детали Быстрая смена инструмента Резцы для подрезки заготовки Использование на частных предприятиях и крупных заводах Переналадка станка с одного изделия на другое Каталожные комплектующие Не требовательны к подготовке помещений Высокая жесткость корпуса
Готовые изделия
Диапазон возможных изготовляемых деталей на раскатном станке огромен: от металлической посуды до осветительных приборов из различных видов металла, таких как медь, серебро, олово, алюминий, сталь, нержавеющая сталь.
Продам Давильно раскатной станок с ЧПУ для ротационной вытяжки металла. Ф-заготовки: 250/360/600/800/900/1200/1400/1650/2050/2500/3500мм в Екатеринбурге






. Теперь можно заказать санок + технологию (ПНР со сдачей на детали заказчика и обучение) .
Предоставляем услуги по ПНР давильно-раскатных станков с ЧПУ (Siemens) а также обучение персонала заказчика.
Ротационное формование широко применяется в металлообрабатывающей промышленности. Этот метод изготовления тонкостенных и полых изделий используется в производстве деталей корпусной мебели, лодок, деталей приборов, бочек и контейнеров.
Данная установка специально разработана для производства тонкостенных бесшовных объемных изделий из металла.
Давильно раскатной станок для ротационной вытяжки металла с ЧПУ модель PS-CNCSXY 250/350/400/600/800/900/1000/1200/1400/1650/2050/2500/3500 Высокоскоростная серия HD
Данная установка специально разработана для производства тонкостенных изделий конической, параболической и цилиндрической формы.
Особенности:
Автоматическая установка с ЧПУ. Скорость движущейся дорожки, скорость и направление вращающегося роликов, и скорость шпинделя контролируются программой. Установка проста в эксплуатации.
Система управления Siemens 828dsl. Возможность программирования и внесения изменений в программы, возможность сохранения до 100 программ.
Цифровые настройки параметров скорости шпинделя. Преобразователь частоты, бесступенчатая регулировка скорости вращения.
Высокая точность обработки за счет применения для линейного позиционирования шариковой передачи винт-гайка и серводвигателя.
Оснащена двумя револьверными головками с возможностью установки до 4 инструментов (4+4). Возможность установки нескольких типов вращающихся роликов или режущего инструмента.
Гидравлическое прижимное устройство и устройство позиционирования: регулируется ход и усилие прижима. Специальная гидравлическая система, обеспечивающая высокую точность позиционирования.
Параметры работы:
Обрабатываемый материал: сплавы алюминия, сталь, нержавеющая сталь.

| Дополнительные характеристики | |
|---|---|
| Max диаметр заготовки, мм | 620 |
| Расстояние между центрами, мм | 800 |
| Мощность двигателя, кВт | 15,0 Servo / с инвертором |
| Скорость вращения шпинделя | 10-2000rpm |
| Перемещения, ось Х | DIA-600мм |
| Перемещения, ось Z | 600мм |
| Точность позиционирования | 0.01мм |
| Мощность двигателя гидростанции | 2.2 |
| Количество инструмента (Optional) | 4+4 Шт. |
| Толщина обрабатываемого материала | Сплавы алюминия 0,6-6.0мм |
| Толщина обрабатываемого материала | Сталь 0,6-3.0мм |
| Толщина обрабатываемого материала | Нержавеющая сталь 0.6-2,5мм |
| Габаритные размеры | 3,660*2,370*2,465мм |
Купить Давильно раскатной станок с ЧПУ для ротационной вытяжки металла. Ф-заготовки: 250/360/600/800/900/1200/1400/1650/2050/2500/3500мм в Екатеринбурге по цене $ 60 000
Давильно раскатной станок для ротационной вытяжки металла
Многопроходная ротационная вытяжкапредставляет собой процесс постепенного формоизменения заготовки в полую деталь путем приложения локального деформирующего давления. Прижим металла к оправке происходит ступенчато, за несколько проходов, с применением различных режимов вытяжки и траекторий движения давильных инструментов.
Многопроходная ротационная вытяжка может проводиться без преднамеренного утонения стенок и с заданным утонением.
Ротационная вытяжка без утонения — операция, при которой толщина стенок остается неизменной, а формоизменение происходит за счет уменьшения диаметра заготовки.
Ротационная вытяжка с заданным утонением — процесс, при котором формообразование происходит за счет изменения толщины стенок, а наружный диаметр заготовки при этом не меняется. В результате произведенного утонения повышаются прочностные характеристики материала (нагартовка), и полученная деталь будет обладать увеличенной прочностью и сроком службы.
Однопроходная ротационная вытяжка без утонения осуществляется за один ход инструмента, при этом превращение плоской заготовки в полую деталь происходит при уменьшении поперечных размеров исходного материала. Отсутствие преднамеренного утонения возможно при условии, что расстояние между роликом и оправкой сохраняется больше толщины первоначальной заготовки.
Проецирование представляет собой способ ротационной вытяжки металла, при котором заготовка укладывается на оправку за один проход инструмента, в результате чего материал утоняется, сдвигается в осевом направлении и как бы проецируется на поверхность оправки. Данный процесс характеризуется тем, что диаметр исходной заготовки и детали после обработки равны между собой.

Ротационная протяжка — процесс удлинения полой цилиндрической заготовки за счет уменьшения толщины стенок при приложении локальной давящей силы. Различают прямую и обратную ротационную протяжку. При прямом способе перемещение металла совпадает с направлением движения давящего ролика, а при обратном — перемещение металла противоположно направлению движения инструмента.
Закатка металла заключается в ступенчатом уменьшении диаметра полой вращающейся заготовки за счет перераспределения металла и утолщения стенок исходного материала. Ролик при этом движется по направлению к центру вращения. Данный способ чаще всего используют для образования горловины или дна емкости.
Раздача — процесс формирования детали, при котором происходит увеличение диаметра полой заготовки на некоторой длине — в середине или конце изделия.
Профилирование как вид ротационной вытяжки является способом поэтапного формирования выемок, пазов и т. д. в цилиндрических заготовках. Чаще всего обработку проводят несколькими роликами, которые дополняют друг друга и формируют окончательную форму обрабатываемой детали.
Ротационная вытяжка металла
Ротационная вытяжка — широко распространенный способ обработки металлов, он применяется для изготовления тонкостенных полых деталей в форме тел вращения.

Ротационная вытяжка металла
Осуществляется путем приложения давления к вращающейся листовой или полой заготовке, приобретающей в результате форму оправки.
Вытяжка металла и ее виды
Основные виды ротационной вытяжки металла:
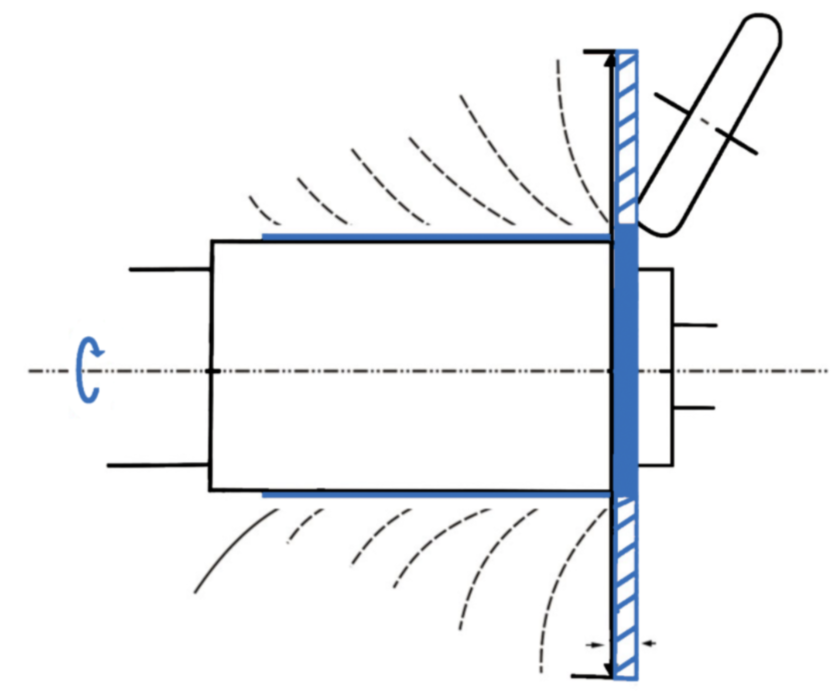
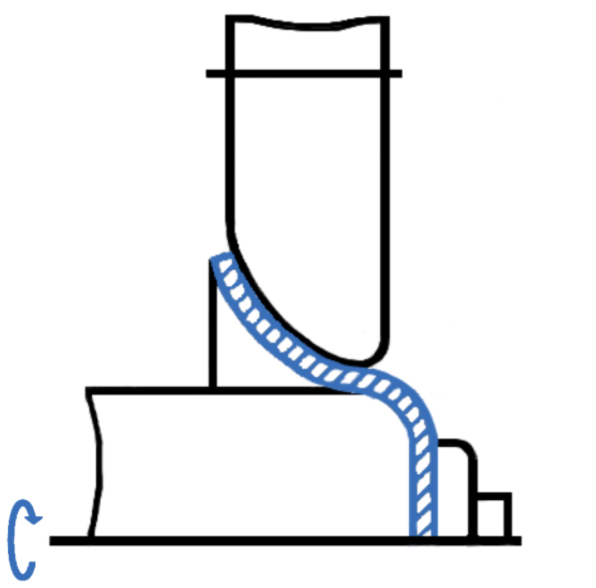
Поступенчатое формование
Листовая заготовка в форме круга закрепляется между оправкой и суппортом. Оправка должна совпадать с внутренней конфигурацией изделия. Привод начинает вращать болванку, а управляемое формовочное давление осуществляется специальным пассивным роликом, приводимым в движение вращением заготовки. Давление осуществляется как в продольной, так и радиальной плоскостях. Ролик прижимает металл к оправке и двигается по сложной кривой то к краю болванки, то назад.
Прижим осуществляется за несколько проходов, ступенчато. В конце обработки проводится серия сглаживающих движений ролика с пониженным прижимом для получения высококачественной поверхности.
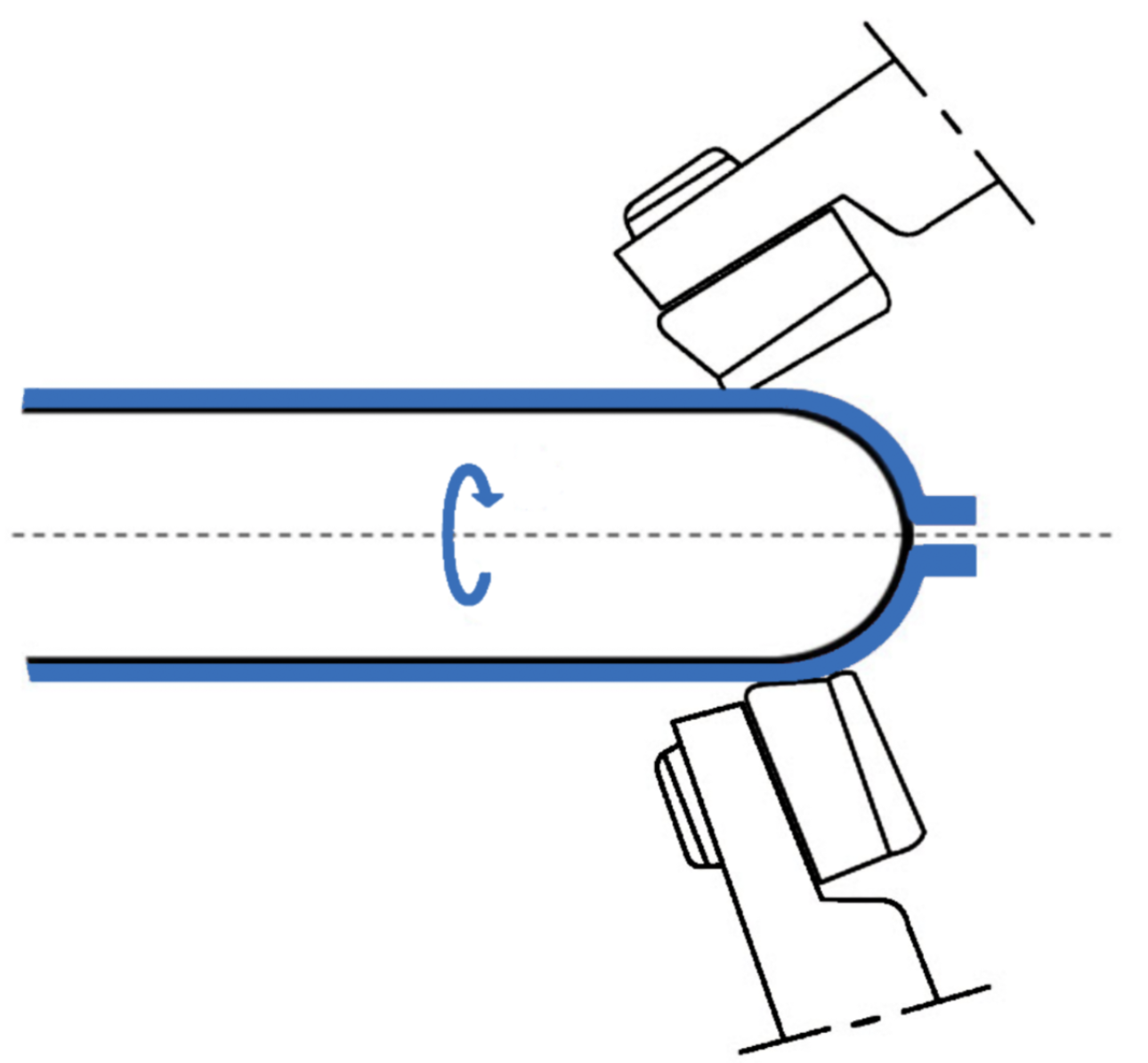
Проецирование — формование за один проход
Вытяжка осуществляется за один проход. Ролик перемещается параллельно оправке, в зависимости от угла его установки осуществляется большее или меньшее утонение стенки болванки, материал ее смещается под воздействием ролика в осевом направлении.

Проецирование — формование за один проход
Способ отличается экономичностью и точностью соблюдения размеров, а также высоким классом получаемой поверхности..
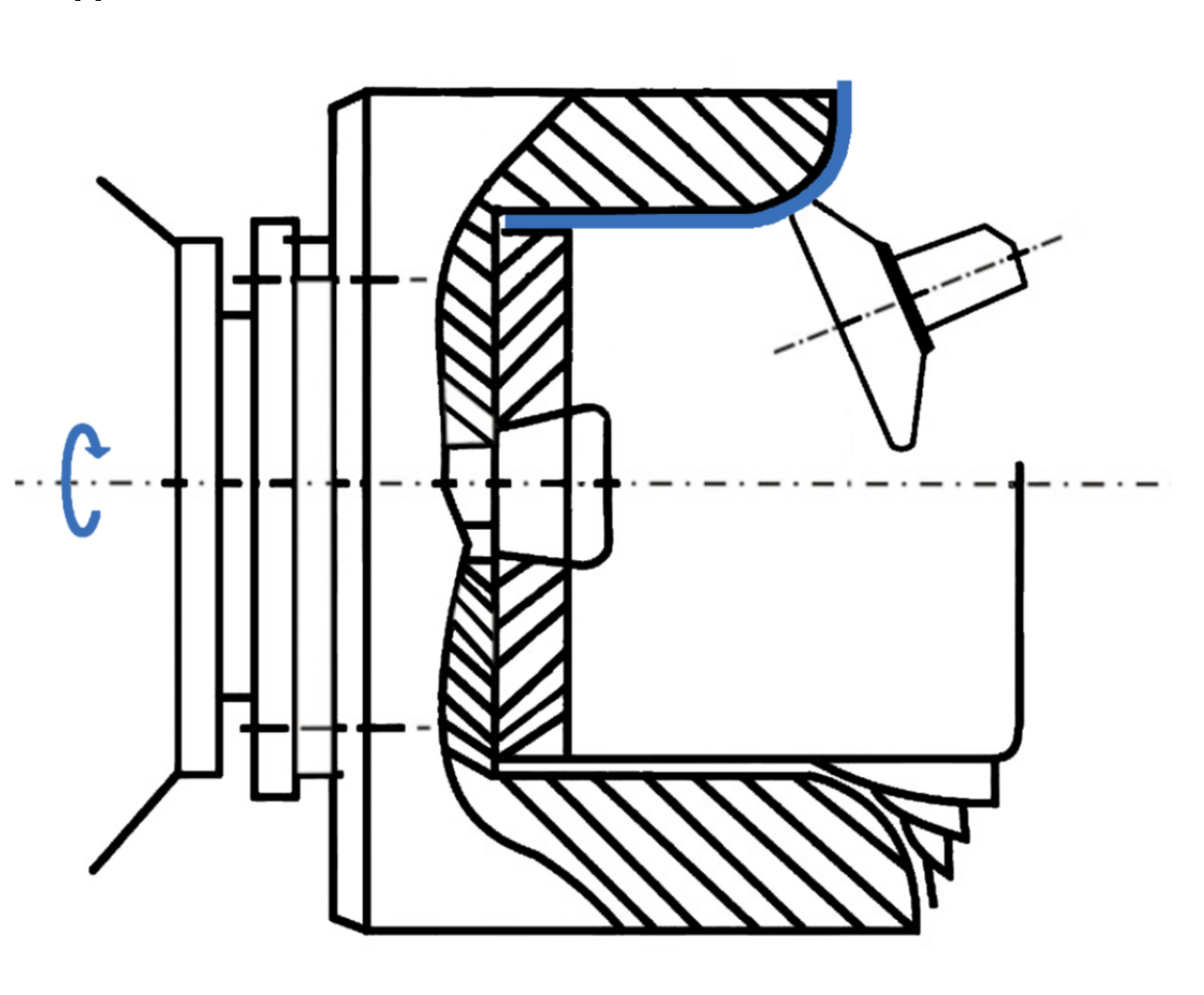
Закатка с оправкой или без нее
В этом случае осуществляется уменьшение внешнего диаметра заготовки с одновременным утолщением ее стенки за счет перераспределения материала. Закатка осуществляется по направлению к центру, в несколько проходов.

Закатка с оправкой или без нее
Как вариант применяется формование детали отдельными сегментами оправки посредством ролика со смещенным центром. Резка, дополнительное профилирование или отбортовку проводят в качестве завершающих операций.
Комбинированный
Для деталей сложной конфигурации поступенчатое формование, закатки, профилирования и резки применяются совместно в различных сочетаниях.
Процесс ротационной вытяжки металла
В качестве заготовки, как правило, используются листовая пластина в форме круга. Кроме того, для некоторых деталей используют и другие плоские фигуры — овал или эллипс, а также сложные криволинейные замкнутые контуры. Применяют и заготовки — отрезки труб, чаще всего круглых.
Подготовительные операции для уникальных деталей и небольших серий выполняются на кругорезах. В случае больших серий раскрой эффективнее выполнять на станках гидравлической резки, ввиду того, что лазерный или плазменный раскрой связан с воздействием высокой температуры в зоне разреза. Это может ухудшить пластичность материала.

Процесс ротационной вытяжки металла
Технология ротационной вытяжки используется в производстве трубообразных изделий с изменяющимся диметром и толщиной стенок, Кроме того, снаружи возможно сформировать ребра жесткости. Ротационную вытяжку металла используют и в сложных технологических процессах совместно с штамповкой, сваркой, клепкой и слесарными операциями.
Способы формоизменения ротационной вытяжкой металла
Многообразие приемов ротационной вытяжки металла сводится к одному из двух видов:
- Прямой. Перемещение металла происходит по ходу формующего ролика.
- Обратный. Перемещение металла происходит против хода формующего ролика.
Прямой способ
Наружный контур пуансона соответствует внутреннему контуру будущего изделия (с учетом необходимых припусков). Из-за этого оправка делается длиннее изделия. Устройство пуансона усложняется, вес, себестоимость и трудоемкость отладки технологического процесса возрастает.

Прямой способ ротационной вытяжки металла
Этот метод применим для формовки деталей в виде конуса и цилиндра с большим соотношением длины к диаметру и диаметра — к толщине стенок.
Обратный
В этом случае оправка должна совпадать по размерам и форме с внутренней поверхностью заготовки, что дает возможность выполнить оправку намного короче, чем будущее изделие.

Толстостенная ротационная вытяжка
Метод используют в производстве изделий с малым отношением длины к диаметру и относительно толстыми стенками.
Операции ротационной вытяжки металла делятся также на формовку:
- С утонением — сохраняется наружный размер, толщина стенок снижается.
- Без утонения — толщина стенок при обработке сохраняется, наружный диаметр меняется.
- С раскатом — сохраняется наружный диаметр, толщина стенок увеличивается.
Основные виды ротационной вытяжки металла
Заготовку закрепляют между оправкой, зафиксированной на приводе, и прижимом суппорта.
Станки для ротационной вытяжки металла
Для реализации технологии применяют следующие виды станков:
- Давильно-раскатные станки для ротационной вытяжки металла.
- Станки ротационной ковки.
- Кругорезы.
На ручных токарно-давильных станках формовка производится мышечной силой рабочего. Используются для выпуска уникальных изделий или особо малых серий. Для средних и больших серий применяют давильно-обкатные (раскатные) станки с числовым программным управлением. Гидравлика или электроприводы, управляемые контроллером согласно программе, загруженной в центральный блок ЧПУ, позволяют с большой точностью контролировать силу и направление прижима, равно как и направление движения ролика, включая самые сложные криволинейные траектории. Такие станки обеспечивают абсолютную идентичность изделий в серии, что особо важно для деталей реактивных двигателей и другой высокотехнологичной продукции

Схема ковки на станках ротационного типа
Станки ротационной ковки позволяют формовать изделия конической формы из труб путем обжимки трубы специальным инструментом — ковочным штампом. Особенность и главное преимущество заключается в уникальной возможности производства изделий, у которых:
- длина во много раз превышает диаметр.
- по длине возможно неоднократное изменение диаметра и угла раскрыва конуса.
- требуется накатка ребер жесткости.

Кругорезы предназначены для раскроя листового проката на плоские заготовки в форме круга или эллипса. Также применяются как с ручным приводом, так и электрогидравлические.
Область применения ротационной вытяжки металла
Метод применяется для производства:
- деталей реактивных двигателей в системах вооружения;
- днищ и крышек резервуаров;
- различных экранов в радиотехнике, включая радарные экраны;
- тонкостенные сосуды сложной формы: бидоны, чайники, баллоны, котелки;
- детали корпусов строительных миксеров;
- детали вентиляторов и вытяжных зонтиков.

Изделия изготовленные путем ротационной вытяжки
Метод применяется также в производстве предметов современного искусства и в ателье по кастомизации уникальных мотоциклов и автомобилей.
Читайте также: