Что такое высадка металла
кузнечная операция, заключающаяся в деформации заготовки частичной осадкой (См. Осадка) с целью создания местных утолщений за счёт уменьшения длины заготовки. В. производится в нагретом или холодном состоянии. Горячая В. осуществляется на горизонтально-ковочных машинах (См. Горизонтально-ковочная машина). Горячей В. изготовляют поковки шестерён, клапанов, рессор, колец, валиков и т.п. Холодная В. осуществляется на холодно-высадочных автоматах и прессах. Холодной В. изготовляют болты, заклёпки и др. По сравнению с другими процессами штампования В. отличается высокой производительностью и точностью поковок (без облоя). Получает распространение В. с местным контактным нагревом заготовок в штампе на электровысадочной машине, позволяющей за один переход получить утолщения большого объёма.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Смотреть что такое "Высадка" в других словарях:
ВЫСАДКА — ВЫСАДКА, высадки, жен. Действие по гл. высадить в 1 и 2 знач. Произвести высадку цветов на гряды. Высадка безбилетного из трамвая. Удачная высадка десанта. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ВЫСАДКА — в металлообработке кузнечная операция создание совместных утолщений на прутковых или трубных заготовках путем уменьшения их длины (частичная осадка). Высадкой получают болты, заклепки, фланцы на трубах и т. п … Большой Энциклопедический словарь
высадка — ВШЫСАДИТЬ, ажу, адишь; аженный; сов. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
высадка — сущ., кол во синонимов: 5 • высаживание (10) • дебаркация (2) • десант (5) • … Словарь синонимов
высадка — Осадка части заготовки. [ГОСТ 18970 84] Тематики оборуд. для бесстружечной обработки Обобщающие термины формоизменяющие операции … Справочник технического переводчика
Высадка — [upset, heading] технологическая операция горячей и холодной обработки металлов давлением, заключающаяся в увеличении поперечного размера части заготовки в результате ее деформации осадкой. Горячую высадку для получения поковок шестерен, клапанов … Энциклопедический словарь по металлургии
ВЫСАДКА — кузнечная операция, заключающаяся в деформации заготовки частичной осадкой с целью создания местных утолщений за счёт уменьшения длины заготовки. Горячая В. осуществляется на горизонтально ковочных машинах или электровысадочных машинах. Горячей В … Большой энциклопедический политехнический словарь
ВЫСАДКА — [upset, heading] технологическая операция горячей и холодной обработки металлов давлением, заключающаяся в увеличении поперечного размера части заготовки в результате ее деформации осадкой. Горячую высадку для получения поковок шестерен, клапанов … Металлургический словарь
высадка — 3.8 высадка (upsetting): Технологическая операция выполнения высаженного конца трубы. Примечание Термин введен с целью уточнения понятия процесса. Источник: ГОСТ Р 54383 2011: Трубы стальные бурильные для нефтяной и газовой промышленности.… … Словарь-справочник терминов нормативно-технической документации
высадка — и; ж. 1. к Высадить и Высадиться. В. овощей в открытый грунт. В. десанта. Готовиться к высадке. 2. Проф. Кузнечная операция формования сложных металлических изделий с помощью пресса. Холодная в. ◁ Высадочный, ая, ое. * * * высадка (в… … Энциклопедический словарь
Высадка — Heading Высадка. Обработка проволоки, стержней или арматуры в штампах, чтобы формировать изделия, которые обычно больше в площади поперечного сечения, чем первоначальный провод, стержень или арматурное железо. (Источник: «Металлы и сплавы.… … Словарь металлургических терминов
Холодная высадка, ее сущность, продукция
1. Объемная холодная штамповка – это процесс, при котором происходит уменьшение пластичности металла и одновременное увеличение его прочности. Благодаря упрочению, которое происходит на определенных этапах обработки, деформирование заготовки во время последующих операций оказывается затруднено. Вредное влияние упрочнения может быть устранено, для этого применяется межоперационная термообработка или рекристаллизационный отжиг.
Объемная холодная штамповка делает возможным получение деталей высокой точности. Поверхность таких деталей отличается хорошим качеством, при этом необходимости в обработке резанием в процессе изготовления детали почти не возникает. Холодная штамповка исключает нагрев изделия в процессе его производства, благодаря отсутствию нагрева формируются благоприятные предпосылки для автоматизации технологического процесса. Последнее же, в свою очередь, влияет на улучшение условий труда, что приводит естественным образом к повышению производительности.
Для массового производства небольших поковок обычно без последующей механической обработки применяют объемную штамповку металла в холодном состоянии на кузнечных автоматах – холодновысадочных, обрезных, гибочных и др.
К этому виду штамповки относят объемную штамповку без нагрева: осадку, выдавливание, высадку, калибровку, чеканку.
Холодной объемной штамповкой изготовляют небольшие детали из стали, цветных металлов и их сплавов. При этом по сравнению с обработкой резанием сокращаются технологические отходы металла и время обработки в несколько раз.
2. Холодное выдавливание – операция по формообразованию сплошных или полых изделий, благодаря пластическому течению металла из замкнутого объема через отверстия соответствующей формы. Особенностью процесса является образование в очаге деформации схемы трехосного неравномерного сжатия, повышающего технологическую пластичность материала.
Холодное выдавливание является одной из наиболее распространенных операций объемной холодной штамповки. Сущность его заключается в том, что массивная заготовка под давлением пуансона перемещается в кольцевой зазор между матрицей и пуансоном и образует полую деталь с дном или трубку с фланцем.
В зависимости от направления течения металла различают:
- прямое выдавливание – применяется для получения сплошных удлиненных поковок;
- обратное выдавливание – применяется для получения пустотелых поковок;
- боковое выдавливание – применяется для получения поковок с отростками;
Существуют четыре способа выдавливания: прямой, обратный, комбинированный и боковой.
Прямой способ (рис. 49, а)характеризуется тем, что заготовка перемещается в направлении движения пуансона. Этот способ применяется для изготовления пустотелых деталей с фланцем и иногда – для стержней с большими утолщениями, которые нецелесообразно изготовлять высадкой (трубки с фланцем, стакан с фланцем).
Обратный способ (рис. 49, б),чаще всего встречающийся в производстве, характеризуется тем, что металл течет в направлении, обратном движению пуансона. Этим способом получают полые детали с утолщенным дном, имеющие в плане круглую, прямоугольную или овальную форму, например корпуса конденсаторов, тюбики для зубной пасты и т. п.
Комбинированный способ (рис. 49, в) представляет собой сочетание прямого и обратного способов, т. е. металл течет по нескольким направлениям. Возможны сочетания различных схем.
При боковом выдавливании металл течет в боковые отверстия матрицы под углом к направлению движения пуансона. Таким образом, можно получить детали типа тройников, крестовин и т.п. Для обеспечения удаления заготовок из штампа матрицу выполняют состоящей из двух половинок с плоскостью разъема, проходящей через осевые линии исходной заготовки и получаемого отростка.
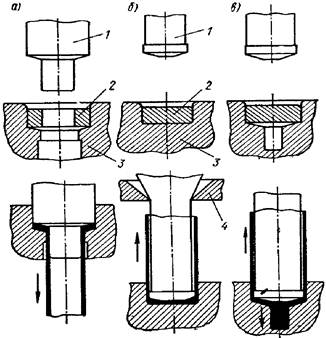
Рис.49 Способы холодного выдавливания:
а – прямой; б – обратный; в – комбинированный; 1 – пуансон; 2 – заготовка; 3 – матрица
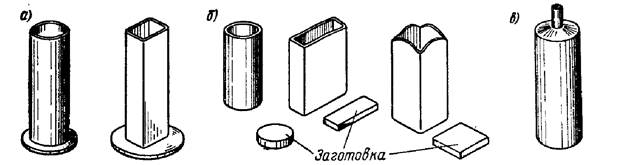
Рис.50 Примеры деталей, изготовленных холодным выдавливанием:
а – прямым; б – обратным; в – комбинированным
3. Холодная высадка изделий (рис. 51) представляет собой технологический процесс, в результате которого увеличивается поперечное сечение в заданных участках заготовки за счет пластической деформации в матрицах без предварительного подогрева металла.
Холодная высадка обеспечивает благоприятное расположение волокон макроструктуры, в результате чего повышаются прочность деталей и сопротивление истиранию. Увеличение диаметра заготовки при высадке ограничивается её продольной устойчивостью или вероятностью разрушения с образованием продольных трещин. Потери устойчивости (искривления оси) не происходит, если длина высаживаемой части меньше 2,5 диаметра заготовки. При необходимости высаживать более длинный участок заготовки высадку ведут в несколько переходов, последовательно увеличивая диаметр при соответствующем уменьшении длины высаживаемой части. Для уменьшения опасности разрушения заготовки применяют многопереходную высадку с промежуточным рекристаллизационным отжигом.
Холодная высадка
операция холодной объёмной штамповки — получение деталей (заготовок) с местными утолщениями путём уменьшения длины части заготовки (местная Осадка) без нагрева металла. Х. в. — основная операция получения деталей типа болтов, винтов, заклёпок. Для изготовления подобных деталей применяются холодновысадочные автоматы, на которых, кроме высадки (См. Высадка), производятся др. операции (отрезка, прошивка, накатка резьбы и т.п.), что позволяет получать детали, не требующие обработки резанием, с производительностью до нескольких сотен в мин. Х. в. обеспечивает благоприятное расположение волокон макроструктуры, в результате чего повышаются прочность деталей и сопротивление истиранию. Увеличение диаметра заготовки при высадке ограничивается её продольной устойчивостью или вероятностью разрушения с образованием продольных трещин. Потери устойчивости (искривления оси) не происходит, если длина высаживаемой части меньше 2,5 диаметра заготовки. При необходимости высаживать более длинный участок заготовки высадку ведут в несколько переходов, последовательно увеличивая диаметр при соответствующем уменьшении длины высаживаемой части. Для уменьшения опасности разрушения заготовки применяют многопереходную высадку с промежуточным рекристаллизационным отжигом. См. также Объёмная штамповка, Холодная штамповка.
Смотреть что такое "Холодная высадка" в других словарях:
Холодная высадка — Cold heading Холодная высадка. Обработка металла при комнатной температуре так, что площадь поперечного сечения части или всего стержня увеличивается. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО… … Словарь металлургических терминов
ХОЛОДНАЯ ОБРАБОТКА ДАВЛЕНИЕМ — технологические процессы обработки металлов давлением при комнатной температуре или, реже, с незначительным подогревом (ниже температуры рекристаллизации). Процесс обеспечивает получение металлических изделий с чистыми поверхностями, точными… … Большая политехническая энциклопедия
ХОЛОДНАЯ ОБРАБОТКА ДАВЛЕНИЕМ — процессы обработки металлов давлением при комнатной темп ре или, реже, с подогревом (ниже темп ры рекристаллизации). X. о. д. обеспечивает получение металлич. изделий с чистыми поверхностями, точными размерами, с более высокими механич. св вами,… … Большой энциклопедический политехнический словарь
ХОЛОДНАЯ ШТАМПОВКА — процесс штамповки без нагрева обрабатываемого материала. X. ш. получают заготовки и готовые изделия из листового и полосового материала от деталей часового механизма до кузовов автомобилей. Используется также холодная объёмная штамповка кованых… … Большой энциклопедический политехнический словарь
Холодная штамповка — процесс обработки давлением листового или сортового металла, обычно осуществляемый без нагрева заготовки. При Х. ш. процесс изготовления деталей расчленяется на операции и переходы, выполняемые в специализированных штампах. Х. ш.… … Большая советская энциклопедия
Высадка в Италии — Вторая мировая война … Википедия
высадка (металлургия) — высадка Технологич. операция горячей и холодной обработки металлов давлением, заключающаяся в увеличении поперечного размера части заготовки в результате ее деформации осадкой. Горячую в. для получения поковок шестерен, клапанов, полуосей,… … Справочник технического переводчика
Ковка (свободная ковка)
Ковка – вид горячей обработки металлов давлением, при котором металл деформируется с помощью универсального инструмента (бойка) путем его удара или нажатия. Нагретый металл укладывают на нижний боек, а верхним бойком последовательно деформируют металл на отдельных частях заготовки. Металл свободно течет в стороны, не ограниченные рабочими поверхностями инструмента (отсюда второе название – «свободная ковка»).
Ковкой получают заготовки для последующей механической обработки. Эти заготовки называют кованными поковками, или просто поковками.
В качестве исходной заготовки для ковки используются слитки массой до 320 т, а также прокат квадратного, круглого или прямоугольного сечения. Крупные слитки имеют многогранное сечение (6 – 12 граней), слитки небольшого веса (до 2 – 3 т), особенно из легированных сталей, имеют круглое или квадратное сечение. По форме слитки подразделяются на малоприбыльные; бесприбыльные (из таких слитков изготавливают поковки типа труб, колец, венцов шестерен, пустотелых валов и.т.п.); полые, используемые для изготовления поковок баллонов и труб, испытывающих высокие давления (полые слитки из легированных сталей); удлиненные, обычно используемые для изготовления относительно длинных осей, валов и др., поковок подобного типа.
Ковка является единственно возможным способом изготовления тяжелых поковок (до 250 т и более) типа валов гидрогенераторов, турбинных дисков, коленчатых валов судовых двигателей, валков прокатных станов и.т.п. Ковку подразделяют на ручную и машинную. Ручной ковкой получают мелкие поковки в единичном производстве и при ремонтных работах с помощью наковальни и кувалды. Машинная ковка производится на молотах и гидравлических прессах.
Величина деформации при свободной ковке может быть выражена либо относительным изменением площадей поперечного сечения , либо коэффициентом уковки , где – большая площадь поперечного сечения; – меньшая площадь поперечного сечения.
При ковке (прокатке) литого металла первичные кристаллы (дендриты) дробятся и вытягиваются в направлении наибольшей деформации; т.е. при этом идут те же процессы и явления, что и при прокатке (образование волокнистой структуры, анизотропия свойств; заваривание пузырей, трещин, пор и т.п.). Практикой установлено, что для получения качественных поковок из конструкционных сталей коэффициент уковки для слитков должен превышать 2, 5, 3, а для проката не менее 1,1-1,3. В тех случаях, когда производится ковка сталей карбидного класса, например, быстрорежущей или инструментальной стали марки X12M, в которых содержатся трудноразрушаемые карбиды и ледобуритная эвтектика, коэффициент уковки для слитков должен приниматься не менее 10-12.
Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций. К основным операциям ковки относится (рис.3.14): осадка, протяжка, прошивка, отрубка, гибка, скручивание.
Осадка – операция увеличения площади поперечного сечения исходной заготовки за счет уменьшения ее высоты. Применяется для изготовления шестерен, дисков и т.п., а также как предварительная операция при изготовлении пустотелых поковок типа колец, барабанов, и т. п.
Разновидность осадки – высадка – заключается в местном увеличении поперечного сечения. Применяется для получения головок болтов, буртов, фланцев и т. п.
Протяжка (вытяжка) – операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения. Производится последовательными ударами или нажатием на отдельные участки заготовки, примыкающие один к другому.
При деформации заготовки образуется выпучивание ее граней, не соприкасающихся с бойками. Для устранения этого явления в процессе вытяжки заготовку периодически или после каждого удара (нажима) кантуют (поворачивают) на 90 о вокруг ее оси. При протяжке на плоских бойках в центре изделия могут возникнуть (особенно при протяжке круглого сечения) значительные растягивающие напряжение, приводящие к образованию осевых трещин.
При протяжке в вырезанных бойках силы, направленные с четырех сторон, к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности образование осевых трещин.
 а) б) г) 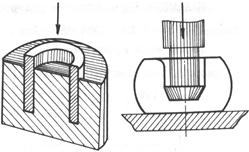 | 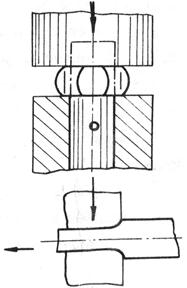 в) |
Рис.3.14. Операции при ковке: осадка (а), высадка (б), протяжка (в), прошивка (г).
К разновидностям протяжки относится:
Разгонка – операция увеличения ширины части заготовки за счет уменьшения ее толщины.
Протяжка с оправкой – операция увеличение длины пустотелой заготовки за счет уменьшение толщины ее стенок.
Протягивают к расширяющемуся концу оправки, что облегчает ее удаление из поковки.
Раскатка на оправке – операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок.
Прошивка – операция получения в заготовке за счет вытеснения металла сквозных отверстий или углублений (глухая прошивка) с помощью прошивня, диаметр которого, примерно равен половине или одной трети наружного диаметра заготовки. При большом диаметре прошивня заготовка искажается.
Отрубка (рубка) – операция отделения части заготовки по незамкнутому контору путем внедрения в заготовку деформирующего инструмента топора.
Гибка – операция предания заготовке изогнутой формы по заданному контору. Гибкой получают угольники, скобы, крючки, кронштейны и т. п.
Скручивание – операция, посредством которой часть заготовки поворачивается вокруг продольной оси. Применяется при развороте колен коленчатых валов, при изготовлении сверл и т.п. При скручивании обычно одну часть заготовки зажимают между бойками, другую разворачивают с помощью различных приспособлений – воротков, ключей, лебедок.
При изготовлении небольшой партии лебедок с относительно сложной конфигурации (головки гаечных ключей, головки болтов, диски со ступицей, втулки с буртом и др.) применяют штамповку в подкладных штампах.
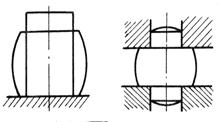
При осадке, протяжке и др. кузнечных операциях в очаге деформации наблюдается неравномерное формоизменение. Последнее проявляется в бочкообразности осаживаемой заготовки, принятым квадратной исходной формы близкой к круглой и т.д. При равномерной осадке, когда силы трения между поверхностями заготовки и бойков пренебрежимо малы, исходная заготовка сохраняет форму поперечного сечения, например, прямоугольную (рис.3.15а).
В действительности на поверхностях контакта металла и инструмента действуют подпирающие силы трения, которые обусловливают переход от линейного напряженного состояния к объёмному. При этом каждая точка деформируемого тела перемещается в горизонталь, плоскости в том направлении, в котором создается наименьшее сопротивление ее перемещению со стороны контактных сил трения. Тормозящее действие этих сил проявляется тем сильнее, чем больше протяженность контакта инструмента и деформируемого тела в данном направлении.
В этом состоит сущность закона наименьшего сопротивления, сформированного С.Н. Губкиным: в случае возможности перемещения точек деформируемого тела в различных направлениях, каждая точка деформируемого тела в различных перемещается в направлении наименьшего сопротивления. Направление наименьшего сопротивления является направление кратчайшей нормали из этой точки к периметру сечения. Для точки (а) на рисунке направление кратчайшей нормали к периметру – по стрелке 1. Направления 2, 3, 4 и любое другое имеют большую протяженность к периметру. Благодаря такому характеру течения металла в начальный период осаживании в горизонтальной плоскости появятся области течения с условными линиями раздела, образуемые биссектрисами углов . Соответственно точка b будет перемещаться при осадке не по линии раздела, а по стрелке. Следствием такого характера течение металла при осадке является то, что квадратное сечение превращается в круглое, а прямоугольное – в эллиптическое (рис.3.15, б). Если продолжить осадку заготовки эллиптического сечения, то оно также будет превращаться в круглое сечение. Превращение при осадке прямоугольного или эллиптического профиля в круглое сечение характерно для любой формы профиля. Это положение называют правилом наименьшего периметра при осаживании. При больших степенях осадки угол наклона линии раздела , где arcctg .
Рис.3.15. Осадка заготовок прямоугольного и квадратного сечений при отсутствии сил трения (а) и при наличии больших сил трения (б).
Описанный характер течения металла используют при протяжке заготовки плоскими или выпуклыми бойками, когда уменьшением подачи достигают увеличение длины поковки. Для этого при протяжке пользуются узкими бойками – давление возрастает, а значит, возрастают силы трения, и материал будет течь главным образом в длину.
Машинную ковку производят на ковочных молотах или ковочных прессах.
| Рис.3.16. Схема молота для ковки. |
Различают следующие виды молотов:
1. Пневматические. Применяются для ковки мелких поковок (массой до 20 кг), их изготавливают с массой падающих частей 50-1000 кг. Частота ударов верхнего бойка 95 – 210 мин -1 . Можно наносить удары регулируемой энергии, осуществлять силовой прижим поковки к нижнему бойку и держать бабу на весу.
2. Паровоздушные. Применяют для изготовления поковок средней массы (20-350 кг); масса падающих частей 1000…8000 кг. Приводится в движение паром или сжатым воздухом. Могут совершать удары регулируемой энергии, прижимать поковки между бойками и удерживать бабу на весу.
Прессы – машины статического действия, продолжительность деформации у них может составлять от единицы до десятков секунд. Для ковки применяют гидравлические прессы, в которых усилие создается с помощью жидкости (водной эмульсии или минерального масла) высокого давления (20-30 МН/м 2 ), подаваемой в рабочий цилиндр. Основная характеристика пресса – наибольшее усилие, развиваемое плунжером. Для изготовления крупных поковок из слитков применяются ковочные гидравлические прессы усилием 5-100 МН.
Кроме массы поковки на выбор того или иного оборудования оказывает влияние химический состав деформируемого металла. Такие металлы как высоколегированные стали (особенно инструментальные), жаропрочные и некоторые цветные сплавы обладают низкими скоростями рекристаллизации и пониженной пластичностью, поэтому не допускают большой скорости деформации. При ковке таких металлов рекомендуется применять прессы, а не молоты. При большой массе поковки из-за динамического характера деформирования пластическую деформации получают только верхние слои, внутренние слои (вследствие затухание ударных волн) остаются не деформированными.
Технологический процесс свободной ковки состоит из следующих операций:
1) Подготовки исходного металла (осуществление в заготовленном отделении цеха, при этом удаляются поверхностные дефекты, резка заготовки на мерные длины);
2) Нагрева металла перед ковкой;
3) Собственно ковки;
4) Отделки поковки (удаления поверхностных дефектов; очистки от окалины, шлака и песка; отжига или нормализации).
Разработка технологического процесса ковки включает:
а) Составление чертежа поковки;
б) Расчет размеров и веса заготовки;
в) Выбор кузнечных операций и установление их последовательности с указанием необходимого основного и вспомогательного инструмента и приспособлений;
г) Выбор печи для нагрева;
д) Установление режимов нагрева, охлаждения, промежуточной термообработке, если требуется;
е) Выбор кузнечного оборудования и его мощности:
ж) Определение состава кузнечной бригады и норм выработки.
Чертеж поковки составляют на основании разработанного конструктором чертежа готовой детали припусков, допусков и напусков.
Припуск – предусмотренное превышение размеров поковки против номинальных размеров детали, обеспечивающее после обработки резанием требуемые чертежом размеры детали и чистоту ее поверхности. Величина припуска определяется размером детали, ее конфигурацией и типом применяемого ковочного оборудования и др. факторов.
Допуск – допустимое отклонение от номинального размера поковки, т.е. разность между наибольшим и наименьшим предельными размерами поковки.
Напуск – увеличение припуска, упрощающее конфигурацию поковки ввиду невозможности или нерентабельности изготовления поковки по контуру детали.
Припуск, допуск, напуск назначают в строгом соответствии с ГОСТ.
Расчет заготовки включает в себя определение объема слитка , его массы , среднего поперечного сечения и длины заготовки . Объем заготовки определяют из следующих уравнений:
в случае заготовки-слитка:
а в случае заготовки из проката
где – объем поковки; – объем прибыльной части, поставляющей 20 – 30 % от объема слитка; – объем донной части, составляющий 5 – 10 % от объема слитка; – объем обсечек, равный 5 – 8 от объема слитка для простых поковок и 20 – 30 % для сложных поковок; – угар металла, равный 2 – 3 % от объема слитка при первом нагреве, а при последующих нагревах 1 – 1,5%.
Вес (массы) заготовки определяют с учетом плотности металла.
Площадь поперечного сечения заготовки определяют по заданному коэфффициенту уковки:
где у (для слитка) или в случае заготовки из проката.
Длина заготовки определяется по формуле
Для ковки оборудование выбирают в зависимости от режима ковки данного металла или сплава, массы поковки и ее конфигурации. Аналитический расчет необходимой мощности оборудования во многих случаях – сложный вопрос, поэтому часто используют приближенную формулу и таблицы из справочников.
Последовательность операций устанавливают в зависимости от конфигурации поковки и технических требований на неё, от вида заготовки (слиток, прокат).
Технологические требования к деталям, получаемым из кованных поковок сводятся главным образом к тому, чтобы форма поковок должна быть наиболее простой, очерченной цилиндрическими поверхностями и плоскостями. Следует избегать в поковках конических и клиновых форм. Надо учитывать трудность выполнения ковкой участков пресечение цилиндрических поверхностей между собой и с призматическими поверхностями. В поковках необходимо избегать ребристых сечений, бобышек, выступов и т.п., так как эти элементы ковкой изготовить в большинстве случаев невозможно. В местах сложной конфигурации приходится прибегать к напускам в целях упрощения конфигурации поковки, что вызывает удорожание детали. Необходимо стремиться, чтобы конфигурация поковки позволяла получить при ковке наиболее благоприятное расположение волокон.
Читайте также: