Что такое пропильной металл
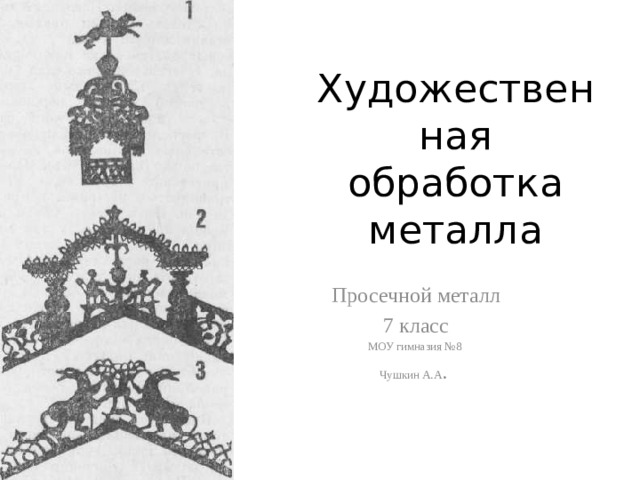
Художественная обработка листового металла известна с глубокой древности. Во многих музеях мира сохранились металлические изделия мастеров древнего мира, средневековья. С древнейших времен широко были распространены художественные работы с металлом и на территории нашей страны. Прежде всего следует назвать скифское искусство художественной обработки металла, относящееся к VII — IV вв. до н. э. Наиболее простой является техника пропильного металла (другие названия этого искусства: просечная чеканка, просечное железо). Пропильным металлом в старину обивали деревянные ларцы, шкатулки и сундуки. Просечным железом украшали свесы кровли, дымники, венчающие печные трубы, флюгера, подсвечники и накладки на замочные скважины.
Чтобы повысить выразительность пропильного металла, под него иногда подкладывали цветной тканевый фон, чаще всего красный. Иногда этот фон покрывали сверху прозрачными пластинками слюды, на которую уже крепили металлический узор.

Такой декор применен, например, русскими мастерами при изготовлении массивных дверей Успенского собора в Ростове Великом.
Для изготовления художественных изделий в технике пропильного металла используют листовую медь, латунь, бронзу, алюминий или стальную жесть.
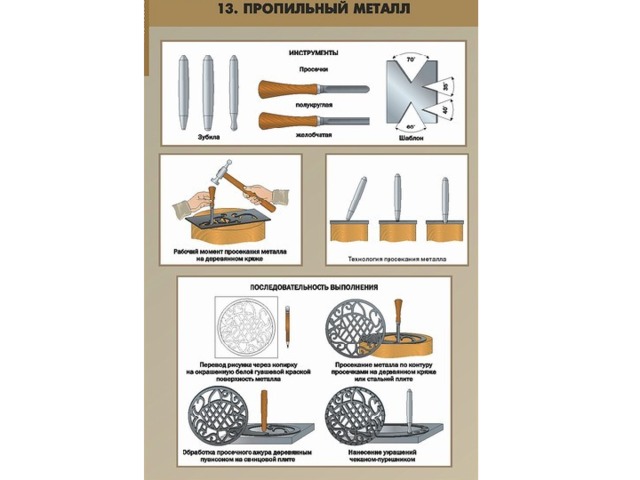
Работу начинают с правки приготовленной заготовки из листового металла . Затем выполняют разметку рисунка. Для этого на заготовку кладут копировальную бумагу, а сверху — рисунок композиции.
Твердым карандашом или шариковой авторучкой без пасты рисунок переводят на пластину. Чтобы оставшиеся от копирки следы рисунка не осыпались, их осторожно покрывают прозрачным лаком. Для более надежной разметки полученные линии слегка обводят чертилкой.
При выпиливании замкнутых контуров в металле предварительно проделывают (сверлят) отверстия. Если размеры контуров небольшие, то их опиливают (расширяют) до нужных размеров надфилями. Для выпиливания контуров сложной формы и имеющих большую протяженность используют слесарный лобзик.
Далеко-далеко за словесными горами в стране гласных и согласных живут рыбные тексты. Вдали от всех живут они в буквенных домах на берегу Семантика большого языкового океана. Маленький ручеек Даль журчит по всей стране и обеспечивает ее всеми необходимыми правилами. Эта парадигматическая страна, в которой жаренные члены предложения залетают прямо в рот.
Даже всемогущая пунктуация не имеет власти над рыбными текстами, ведущими безорфографичный образ жизни. Однажды одна маленькая строчка рыбного текста по имени Lorem ipsum решила выйти в большой мир грамматики. Великий Оксмокс предупреждал ее о злых запятых, диких знаках вопроса и коварных точках с запятой, но текст не дал сбить себя с толку.
Он собрал семь своих заглавных букв, подпоясал инициал за пояс и пустился в дорогу. Взобравшись на первую вершину курсивных гор, бросил он последний взгляд назад, на силуэт своего родного города Буквоград, на заголовок деревни Алфавит и на подзаголовок своего переулка Строчка. Грустный реторический вопрос скатился по его щеке и он продолжил свой путь. По дороге встретил текст рукопись. Она предупредила его: «В моей стране все переписывается по несколько раз. Единственное, что от меня осталось, это приставка «и». Возвращайся ты лучше в свою безопасную страну». Не послушавшись рукописи, наш текст продолжил свой путь. Вскоре ему повстречался коварный составитель
Красота металла
Художественная обработка листового металла известна с глубокой древности. Во многих музеях мира сохранились металлические изделия мастеров древнего мира, средневековья. С древнейших времен широко были распространены художественные работы с металлом и на территории нашей страны. Прежде всего следует назвать скифское искусство художественной обработки металла, от носящееся к VII — IV вв. до н.э
Наиболее простой является техника пропильного металла, (другие названия этого искусства: просечная чеканка, просечное железо). Пропильным металлов в старину обивали деревянные ларцы, шкатулки и сундуки.
Просечным железом украшали свесы кровли, дымники венчающие печные трубы, флюгера, подсвечники и накладки на замочные скважины.
Чтобы повысить выразительность пропильного металла, под него иногда подкладывали цветной тканевый фон чаще всего красный. Иногда этот фон покрывали сверху прозрачными пластинками слюды, на которую уже крепили металлический узор. Такой декор применен, например, русскими мастерами при изготовлении массивных дверей Успенского собора в Ростове Великом.
Для изготовления художественных изделий в технике пропильного металла используют листовую медь, латунь, бронзу, алюминий или стальную жесть.
Работу начинают с правки приготовленной заготовки из листового металла . Затем выполняют разметку рисунка. Для этого на заготовку кладут копировальную бумагу, а сверху — рисунок композиции. Твердым карандашом или шариковой авторучкой без пасты рисунок переводят на пластину. Чтобы оставшиеся от копирки следы рисунка не осыпались, их осторожно покрывают прозрачным лаком. Для более надежной разметки полученные линии слегка обводят чертилкой.
При выпиливании замкнутых контуров в металле предварительно проделывают (сверлят) отверстия. Если размеры контуров небольшие, то их опиливают (расширяют) до нужных размеров надфилями. Для выпиливания контуров сложной формы и имеющих большую протяженность используют слесарный лобзик.
Слесарный лобзик представляет собой облегченную ножовку с тонкой пилкой. Зубья лобзиковых пилок направлены к ручке, поэтому пилят лобзиком сверху вниз, если пластина лежит горизонтально. Приемы работы этим лобзиком аналогичны приемам работы столярным лобзиком при выпиливании изделий из фанеры). При выпиливании контуров в листовом металле также пользуются выпиловочным столиком. Заготовку необходимо придерживать свободной рукой на месте, чтобы она при работе не подскакивала. Следует всегда начинать выпиливать не с внешнего контура, а с внутренних элементов рисунка.
При выпиливании очень тонкого металла, тоньше 1 мм лучше поместить его между двумя фанерками, скрепив между собой по углам, и выпиливать все вместе.
Шлифованную и полированную поверхность метал можно покрывать стойкими химическими соединениям образующими на металле пленки, окрашенные в различные цвета. Завершают работу лакированием поверхности.
Готовый узор монтируют на изделии (например, шкатулке) мелкими гвоздиками, которые тоже могут служить дополнительными декоративными элементами. Чтобы повысить декоративную выразительность рисунка, под него можно подложить цветной фон.
Чеканка была известна еще в древнем Египте, античной Греции и Риме. Высокого совершенства чеканка достигла в древнерусском искусстве XV — XVII вв. В настоящее время чеканные панно прочно вошли в оформление интерьеров общественных зданий, станций метрополитена и т.д.
Чеканку производят на листовом металле толщиной 0,3..0,5 мм. Чаще всего используют медные, латунные, алюминиевые листы, а также листы из мягкой отожженной стали. Для некоторых простых декоративных изделий можно применять листовую кровельную сталь (кровельное железо).
В прошлом для чеканки ювелирных изделий и церковной утвари применялись драгоценные металлы - золото, серебро и их сплавы.
Основными инструментами для чеканки являются чеканы, которые представляют собой стальные стержни особой формы длиной 120. 170 мм.
При работе чекан держат в левой руке тремя пальцами, опираясь безымянным пальцем (мизинец остается свободным). Локоть должен быть на весу, что обеспечивает подвижность руки. Чеканы держат не строго вертикально, а слегка наклоняют назад, чтобы его рабочая поверхность (бой) была косо приподнята и вследствие этого при ударе молотком постоянно двигалась вперед. В правой руке держат молоточек, которым наносят легкие частые удары по чекану, продвигая его.
Их изготавливают из твердых пород дерева - граба, бука или дуба. Боевую часть деревянного чекана тщательно выравнивают напильником с мелкой насечкой, а затем обрабатывают шлифовальной шкуркой.
Из всех разновидностей плоскорельефной чеканки наиболее выразительная и простая в изготовлении — расходка с опусканием фона. Выполняется она в несколько этапов.
На первом этапе на листе бумаги выполняют рисунок в натуральную величину, без теней с чистыми полями (по 30. 40 мм) с каждой стороны для приклейки его на металл.
Второй этап состоит в подготовке металлической пластины. Ее вырезают ножницами по металлу с таким расчетом, чтобы на ней свободно размещался весь рисунок и еще кругом оставался небольшой свободный край (поля) шириной 25. 40 мм. Эти поля будут нужны, если потребуется уточнить рисунок или отогнуть (отбортовать) кромки. За эти поля берутся щипцами при отжиге пластины.
Отрезанную заготовку кладут на правильную плиту и выравнивают легкими ударами киянки. Иногда на лист особенно мягкого металла кладут ровную доску и по ней наносят удары молотком.
На третьем этапе переводят изображение рисунка на металлическую пластину. Для этого ее поверхность с помощью кисти или ватного тампона покрывают акварельными белилами или светлой тушью, в которую добавляю немного столярного клея. После высыхания краски на не кладут копировальную бумагу, а сверху рисунок, края которого приклеивают к металлу или крепят обыкновенными канцелярскими скрепками. Рисунок обводят шариковой ручкой со стержнем без пасты. Чтобы готовый рисунок на металле не стирался при работе, его покрывают нитролаком.
На следующем этапе выполняют расходку рисунка. Для этого листовую заготовку укладывают на лист плотной резины и чеканом-расходником обводят контуры рисунка сплошной линией. Все повороты, изгибы контура проходят с более частыми ударами и большим наклоном чекана внутрь закругления. После расходки рисунок становится хорошо видным и с лицевой, и с обратной сторон.
Пятым этапом является опускание фона вокруг рисунка при помощи чеканов-лощатников. Эту работу можно выполнять на металлической плите. Следы лощатника как бы оконтуривают очертания рисунка. Рисунок начинает ясно выступать, несколько возвышаясь над осаженным фоном.
Если рисунок несложный и не требует уточнения (подъема) рельефа, приступают к выравниванию всех участков фона с тем, чтобы они лежали в одной плоскости. Это достигается их простукиванием лощатником по стальной плите, особенно около границ выпуклых участков рисунка.
Если предусматривается дальнейшая работа с рельефом, то прежде, чем к ней приступать, необходимо выполнить термическую обработку заготовки. Дело в том, что за время обводки контуров и опускания фона металлическая пластина после множества ударов чеканами нагартовалась, то есть стала хрупкой, потеряла пластичность. Для восстановления ее пластичности проводят отжиг пластины. При отжиге меди, латуни, кровельной стали заготовку нагревают (на улице) до темно-красного цвета паяльной лампой или газовой горелкой. Остывшая пластина покрыта темным налетом — окалиной. Для ее удаления металлическую поверхность промывают в 10. 15%-ных растворах кислот — соляной и серной. Осветленную пластину промывают водой и сушат.
Следующим этапом (если это предусмотрено рисунком) является подъем рельефа. Рельеф выколачивают чеканом-бобошником с обратной стороны пластины на резиновой подкладке. При этом важно, чтобы металл тянулся эластично и не рвался.
Готовое чеканное изделие при необходимости шлифуют шкуркой и полируют абразивной пастой ГОИ (выпуклые участки).
Следующим этапом является цветовая декоративная отделка (патинирование) изделия. Наиболее удобными являются "нехимические" способы патинирования. Цветные защитные пленки на стальных изделиях можно получить при нагреве металла на электроплитке с закрытой спиралью. На диск плитки укладывают массивную (толщиной 5. 8 мм) пластину металла, а сверху — готовое изделие-чеканку.
По мере нагревания изделие будет покрываться красивыми и чистыми цветовыми пленками. Сначала появится светло-желтый цвет (220 °С), затем желтый (230 °С) и т.д. Цвета переходят один в другой постепенно. На любом оттенке можно остановиться, достаточно снять изделие с плитки.
Поверхность чеканной пластины надолго сохраняет блеск, если ее покрыть лаком. Лак наносят кистью ровным и тонким слоем.
Готовые чеканные декоративные пластины можно закрепить на специально подготовленных деревянных подложках.
Пропильной металл
Художественная обработка металла: Просечной металл

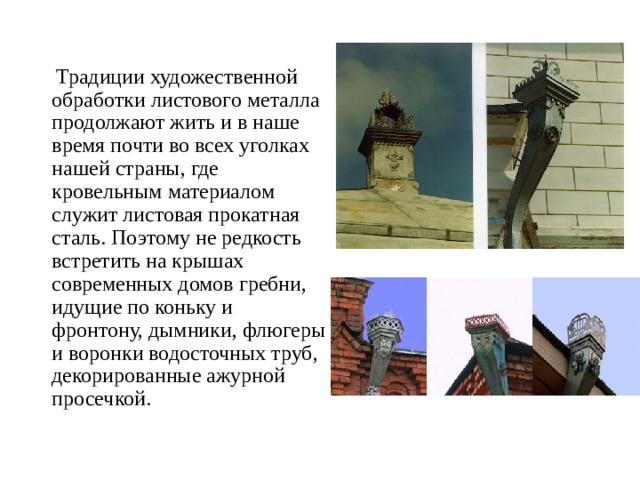
Традиции художественной обработки листового металла продолжают жить и в наше время почти во всех уголках нашей страны, где кровельным материалом служит листовая прокатная сталь. Поэтому не редкость встретить на крышах современных домов гребни, идущие по коньку и фронтону, дымники, флюгеры и воронки водосточных труб, декорированные ажурной просечкой.
Просмотр содержимого документа
«Художественная обработка металла: Просечной металл»
Художественная обработка металла
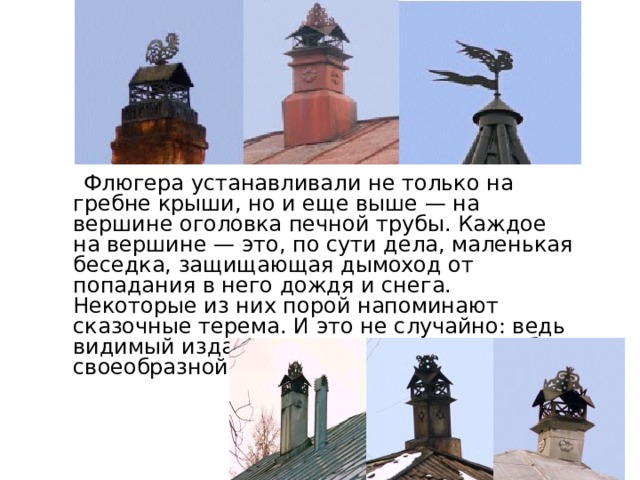
Флюгера устанавливали не только на гребне крыши, но и еще выше — на вершине оголовка печной трубы. Каждое на вершине — это, по сути дела, маленькая беседка, защищающая дымоход от попадания в него дождя и снега. Некоторые из них порой напоминают сказочные терема. И это не случайно: ведь видимый издалека дымник служил как бы своеобразной визитной карточкой дома.

В XVI–XVII веках на Севере, особенно в Вологодской области, технику ажурной просечки листового металла применяли при изготовлении многих предметов быта. Листами и полосками с просечными узорами обивали сундуки, подголовники, шкатулки и ларцы. Часто просечными узорами украшались выполненные из листового металла подсвечники и другие светильники.
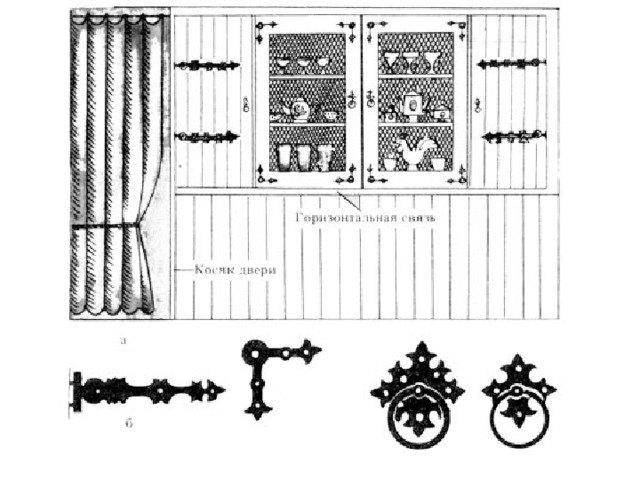
Просечные украшения петель в старину называли диковинами. Они преображали деревянную дверь, делали ее более нарядной. Декоративное убранство двери дополняла накладка под дверное кольцо и личина замка, тоже украшенные просечными узорами.
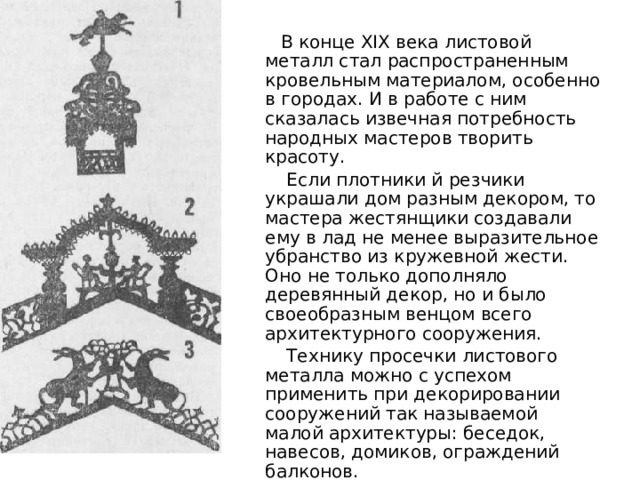
В конце XIX века листовой металл стал распространенным кровельным материалом, особенно в городах. И в работе с ним сказалась извечная потребность народных мастеров творить красоту.
Если плотники й резчики украшали дом разным декором, то мастера жестянщики создавали ему в лад не менее выразительное убранство из кружевной жести. Оно не только дополняло деревянный декор, но и было своеобразным венцом всего архитектурного сооружения.
Технику просечки листового металла можно с успехом применить при декорировании сооружений так называемой малой архитектуры: беседок, навесов, домиков, ограждений балконов.
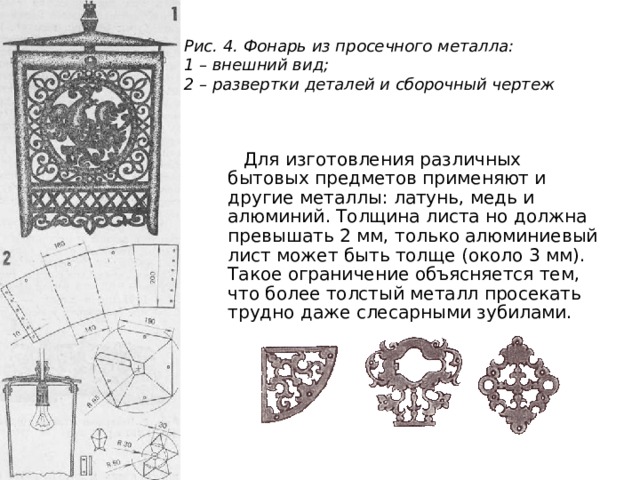
Рис. 4. Фонарь из просечного металла:
1 – внешний вид;
2 – развертки деталей и сборочный чертеж
Для изготовления различных бытовых предметов применяют и другие металлы: латунь, медь и алюминий. Толщина листа но должна превышать 2 мм, только алюминиевый лист может быть толще (около 3 мм). Такое ограничение объясняется тем, что более толстый металл просекать трудно даже слесарными зубилами.
Работу надо выполнять с эскиза , объект выбирать по желанию самих изготовителей, украшение предметов быта. Вначале на поверхность ватмана или картона наносят основные контуры рисунка, а затем приступают к детальной проработке; при этом нужно помнить о перемычках, которые необходимы для удержания остальных участков металла на высекаемом поле. Эти места целесообразно выделить на рисунке штриховкой. В соответствии с эскизом делаются рабочие выкройки из картона или плотной бумаги, при этом учитываются припуски на опиливание и на загиб кромок, участки для соединения между собой смежных деталей, элементов, при помощи которых готовое изделие будет крепиться на месте установки, и т.д.
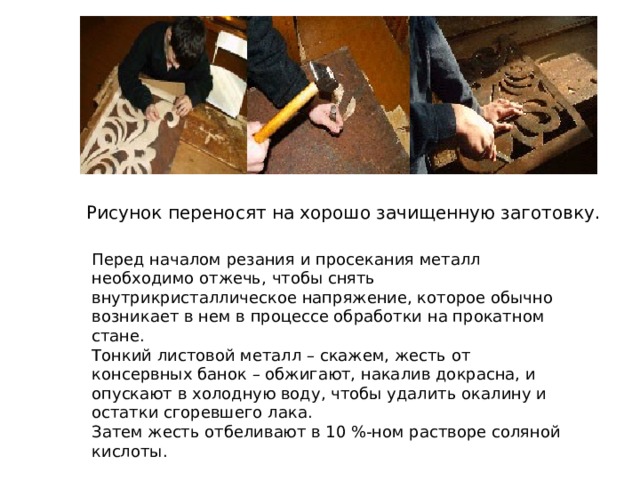
Рисунок переносят на хорошо зачищенную заготовку.
Перед началом резания и просекания металл необходимо отжечь, чтобы снять внутрикристаллическое напряжение, которое обычно возникает в нем в процессе обработки на прокатном стане.
Тонкий листовой металл – скажем, жесть от консервных банок – обжигают, накалив докрасна, и опускают в холодную воду, чтобы удалить окалину и остатки сгоревшего лака.
Затем жесть отбеливают в 10 %-ном растворе соляной кислоты.
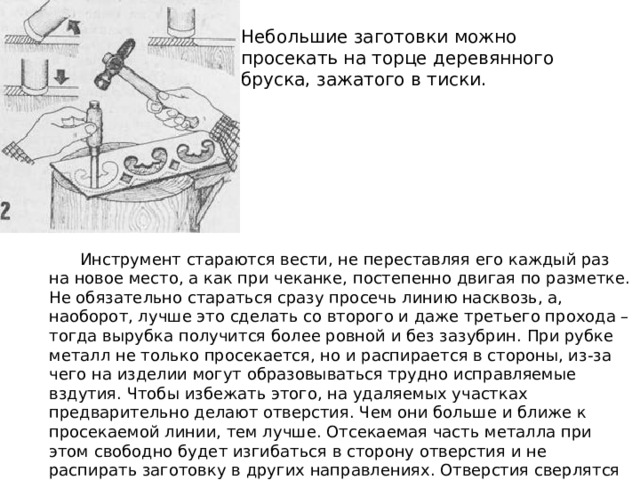
Небольшие заготовки можно просекать на торце деревянного бруска, зажатого в тиски.
Инструмент стараются вести, не переставляя его каждый раз на новое место, а как при чеканке, постепенно двигая по разметке. Не обязательно стараться сразу просечь линию насквозь, а, наоборот, лучше это сделать со второго и даже третьего прохода – тогда вырубка получится более ровной и без зазубрин. При рубке металл не только просекается, но и распирается в стороны, из-за чего на изделии могут образовываться трудно исправляемые вздутия. Чтобы избежать этого, на удаляемых участках предварительно делают отверстия. Чем они больше и ближе к просекаемой линии, тем лучше. Отсекаемая часть металла при этом свободно будет изгибаться в сторону отверстия и не распирать заготовку в других направлениях. Отверстия сверлятся или прошиваются бородками.
Читайте также: