Что называется правкой металла
Правка (выпрямление) - представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться.
В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка бывает ручная и машинная.
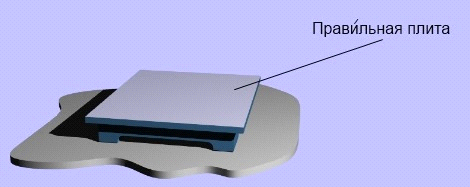
При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 - 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
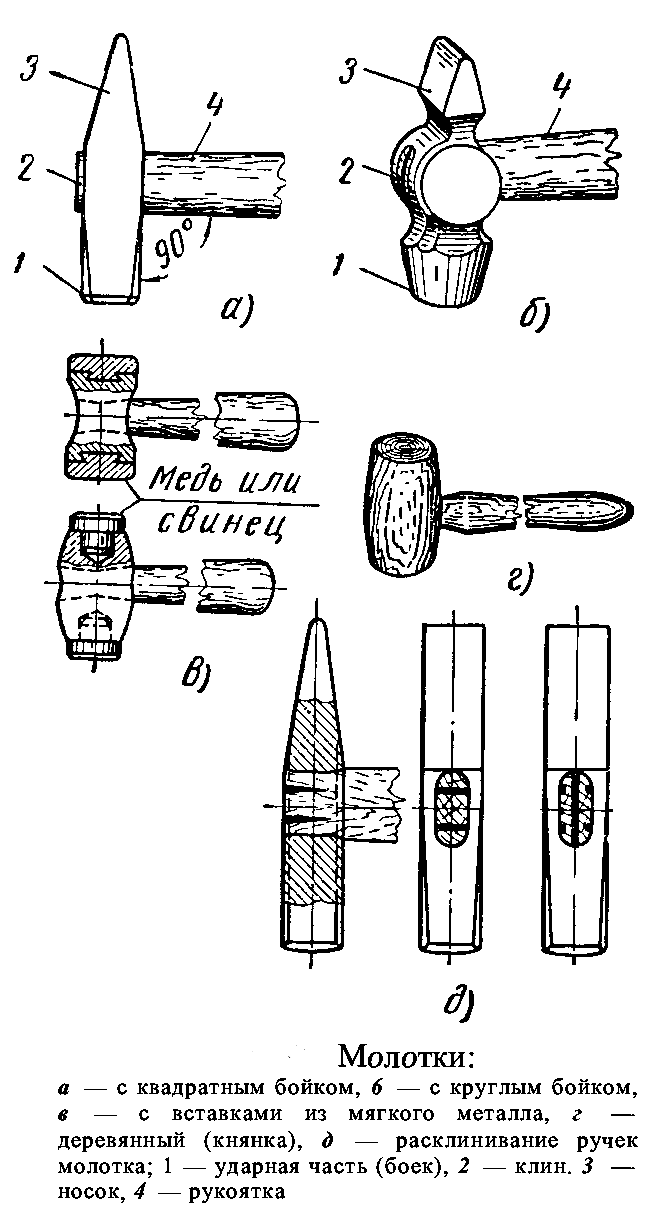
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист
Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.
Гибка - это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм - плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей - одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).

Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом. На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Гибка труб в горячем состоянии.
При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной пробкой. Для предупреждения смятия и появления трещин при гибке трубу наполняют мелким сухим песком. После заполнения песком второй конец трубы забивают пробкой, у которой должны быть отверстия для выхода газов, образующихся при нагреве мест изгиба трубы. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Тонкостенные трубы диаметром больше 30 мм гнут только в нагретом состоянии с наполнителями. После окончания гибки пробки выколачивают и высыпают песок. Плохое, неплотное заполнение трубы песком, недостаточный или неравномерный прогрев перед гибкой приводят к образованию складок или разрывов.
Гибка труб в холодном состоянии выполняется при помощи различных приспособлений.
Простейшим приспособлением для гибки труб диаметром до 10—15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри, служащие упорами при гибке.
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 87). Гибочная оправка крепится к верстаку с двух сторон скобами. Трубу для гибки вставляют между гибочной оправкой и хомутиком, зажимают и руками гнут по желобообразному углублению гибочной оправки.
Рис. 87. Приспособления для гибки труб в холодном состоянии: 1 — плита, 2 — подвижный ролик, 3 — рукоятка, 4 — скоба,
5 — труба, 6 — ролик-шаблон, 7 — хомутик
Гибка медных и латунных труб.Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью. Канифоль после гибки выплавляют начиная с концов трубы во избежание разрыва.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок.
Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350—400 °С и охлаждают на воздухе.
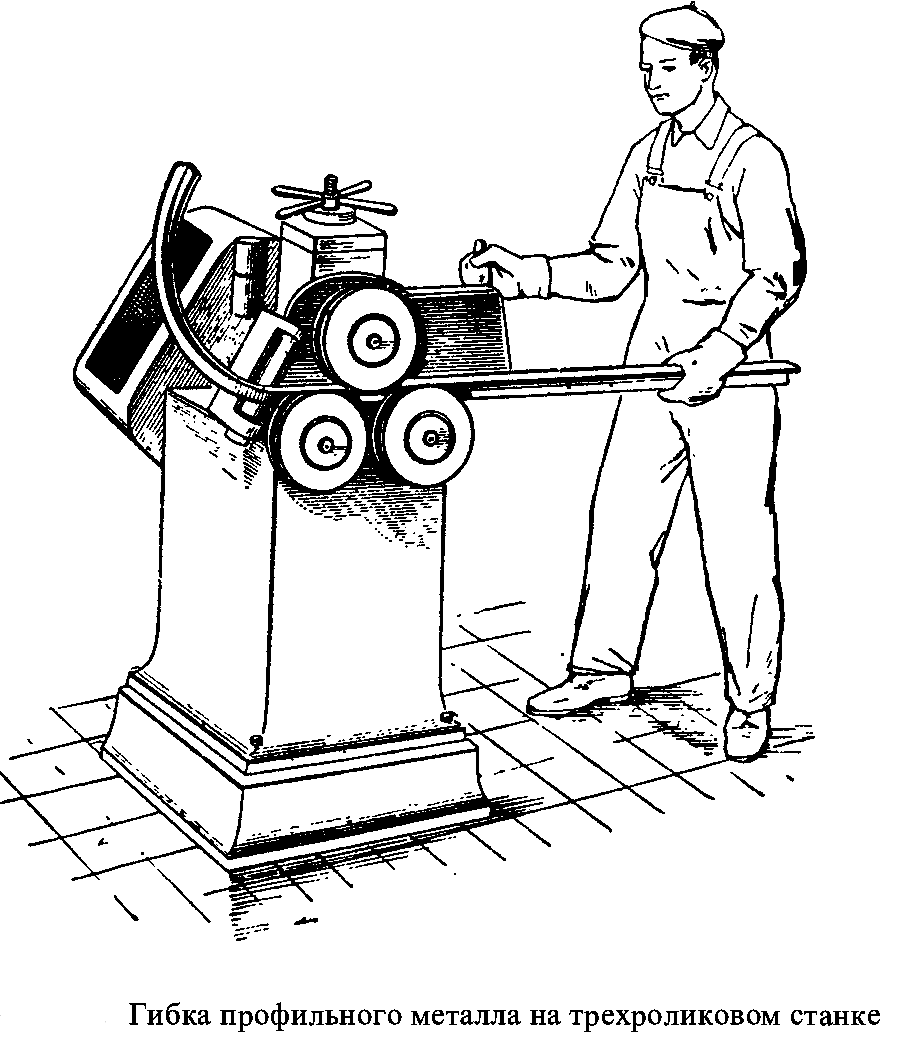
Гибка труб в кольцо производится на трехроликовом гибочном станке без наполнителя.
Правильно изогнутыми считаются трубы, не имеющие вмятин, вы- пучин и складок.
При гибке труб необходимо соблюдать следующие условия:
- — тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы;
- — учитывать, что внешняя стенка трубы легче вытягивается, чем происходит посадка внутренней стенки;
- — трубу гнуть плавно, без рывков: появившиеся складки правят молотком.
Развальцовка (вальцевание) трубзаключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой). Для этого вальцовочное приспособление зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отверстие, а затем ударами молотка по оправке развальцовывают конец трубы до необходимых размеров.
Правка металла: листового, полосового, проволоки, круглого и уголка

Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Правка — технологическая операция, при помощи которой у заготовок устраняют отклонения от формы. Заготовки могут иметь как простую, так и сложную форму. В зависимости от этого применяется соответствующий инструмент и оснастка.
Когда и зачем проводится операция: наличие выпуклостей на заготовках и прочие причины
Заготовки должны иметь определенные параметры, чтобы с ними было возможно выполнить следующие технологические операции. Невозможно выполнить качественную слесарную разметку на волнистой поверхности, искривленная заготовка при выполнении штамповочной операции может привести к поломке пуансона и матрицы. Существует много подобных примеров, когда правка обеспечивает качественное изготовление изделий.
Листовой металл: технология, в чем особенность и другие важные моменты
Наиболее распространенные поверхностные дефекты на листе, которые устраняются правильными операциями: волнистость, выпуклость или вогнутость. Причем на одном листе они могут находиться одновременно в разных местах — на краю и в середине.
Толстые и тонколистовые заготовки
При правке более толстых листов существуют определенный технологический порядок проведения работ. Наносить удары непосредственно по выпуклой части листа недопустимо. Возникающая большая концентрация напряжений может привести к образованию трещины и испортить заготовку. Если выпуклость находится в центре заготовки, следует начинать ее обстукивать с краев, уменьшая силу удара и увеличивая частоту по мере приближения к краям выпуклости.

Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
При имеющейся волнистости на краях следует наносить удары, наоборот, от центра к периферии. Возникающие при ударном воздействии растягивающие напряжения способны убрать ее, достигнув краев возникновения дефекта.
Полезное видео
Посмотрите, как операция выполняется вручную.
И как это делается с помощью промышленного оборудования.
Цветной и черный металл
Из всего многообразия черных и цветных металлов технологической операции правка могут подвергаться только металлы с хорошими пластическими свойствами. Среди черных металлов это прежде всего малоуглеродистые стали. Алюминий, медь, титан и некоторые их сплавы (латунь, дуралюмин и другие) также хорошо поддаются рихтовке.
Следует знать! При выполнении правки цветных металлов важно, чтобы боек молотка был выполнен из более мягкого материала, чем рихтуемый (дерево, свинец и другие).
Полосовая сталь
Дефекты, которые исправляются правкой, на полосовой стали:
- полоса, имеющая изгиб в плоскости;
- полоса, имеющая изгиб по ребру;
- скрученная полоса;
- в полосе имеются все виды дефектов.

Правка полосового металла на специальном оборудовании. Фото Подольский завод оборудования
Изгиб по ребру таким методом убрать не удастся. Удары по ребру будут создавать напряжения, изгибающие полосу в стороны и сминать кромку, прилегающую к плоскости. Здесь следует положить полосу на плоскость и распределять удары по всей длине, проходя по ней рядами от нижней кромки к верхней. Сила ударов с приближением к верхней кромке должна уменьшаться, а частота увеличиваться. Технология позволяет нижней части растягиваться больше, чем верхней и полоса выравнивается.
Скрученную заготовку зажимают в тисках и с помощью рычага раскручивают. Далее правка заканчивается выравниванием полосы по плоскости или по ребру.
Видео
А от так это делают на станке.
Профильный металл
Понятие «профильный металл» включает в себя различные виды проката. Это могут быть швеллера, двутавровые балки, профильные трубы и другие виды. При использовании профильные заготовки не должны быть изогнутыми и закрученными вдоль продольной оси. Такие дефекты устраняются технологической операцией правка.
Для большинства видов профильного проката для устранения дефектов требуются значительные усилия. В наличии имеется специальное оборудование на которых выполняется правка: роликовые правильные станки, горизонтальные гибочные прессы, растяжные станки.
Проволока из бухты
Удобная для проволоки упаковка в бухты, создает некоторые проблемы для ее применения в прямолинейном виде. Для этих целей используется оборудование, разматывающее проволоку с помощью роликов, или последовательным пропусканием через фильеры.

Правка прутка на роликовом станке. Фото Подольский завод оборудования
Для выполнения разовых работ и небольшой длины размотки можно применить следующее одно из многих приспособлений: пропускаете проволоку через согнутую U-образную трубку вращая ее, например, дрелью.
Детали круглого сечения
Уголок
Способы: вручную и механические, с нагревом и без
В зависимости от размеров могут использоваться для маленьких заготовок — ручные методы правки, для габаритных и тяжелых — применяется специальное механическое оборудование.

Правка крупногабаритной заготовки на специальном механическом оборудовании. Фото Подольский завод оборудования
Свойства некоторых материалов не позволяют убрать дефект заготовки методом холодной деформации, так как возможна потеря ее целостности. В таком случае помогает нагрев заготовки, увеличивающий способность заготовки к растяжению.
Оборудование и инструменты: на вальцах, прессах и не только
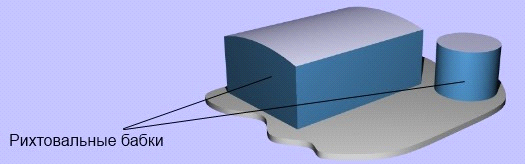
Для ручной правки основными инструментами являются правильные плиты, наковальни, рихтовальные бабки, которые выступают в качестве базовой поверхности для заготовок.
Для приложения усилия к месту правки применяют различные виды молотков. Для листовой и полосовой стали с черновой обработкой поверхности применяют молотки из углеродистой стали с круглым бойком, который в отличие от квадратного, не оставляет вмятины на поверхности. Обработанные поверхности правятся деревянными киянками или молотками с мягкими вставками (из медных или алюминиевых сплавов). При праве тонколистового металла используются гладилки, изготовленные из твердых пород дерева.
Вальцы гидравлические STALEX
HER-2070×4.5. Фото Сталекс
В производственных условиях, где широко применяется прокат в виде листов, полосы, прутков и других разнообразных профилей, применяется оборудование для правки заготовок. В зависимости от размеров и формы заготовок можно выделить несколько видов.
- Правильные прессы с механическим или более мощным гидроприводом. На этом оборудовании правят крупный прокат: круглый, квадратный, швеллера и другой профиль, включая трубы диаметром до 300 мм. Правку толстых листов и полос выполняют на специализированных гидравлических прессах.
- Роликовые правильные машины, использующиеся для работы с мелким и средним профильным прокатом. Роликовые листоправильные машины исправляют дефекты листов и полос небольшой толщины.
- Растяжные правильные машины. Применяются для правки листов из специальных сплавов и цветных металлов.
- Ротационные косовалковые машины. Применяются для правки труб и прутков от простой формы профиля до сложной.
Где заказать
Необходимые оборудование, инструмент и оснастку для проведения правильных работ, можно заказать в отдельном разделе нашего сайта, где представлен широкий выбор компаний предлагающих такой вид продукции.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых предлагают выполнение качественной правки метала.
Способы правки металла
Технологической операцией правка достигается подготовка детали к проведению дальнейшей ее качественной обработки. Размеры, материал и степень дефектности определяют способы, которыми выполняется правка.
Технология
Суть технологической обработки при правке — создать такие напряжения растяжения/сжатия в заготовке, которые при взаимодействии с напряжениями, вызванными дефектами, смогли бы их нивелировать. Основные технологические способы выполнения правки следующие:
- изгиб заготовки в холодном состоянии;
- правка заготовки растяжением в холодном состоянии;
- местный нагрев отдельных участков, например, газовыми горелками.
Когда необходима правка, назначение
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Некоторые технологические операции (резка ножницами, вырубка зубилом, сварка и другие) выполняются с остаточным деформированием на заготовках, нарушающих их форму. Для дальнейшей обработки следует устранить возникшие дефекты. Правка здесь является обязательным участником технологического процесса.
Листовые и другие типы заготовок
Заготовки, получаемые прокатом, обладают повышенными пластическими свойствами, так как при производстве испытывают большие степени деформации. Это позволяет применять к ним способы, которые дают положительный результат при выполнении технологической операции правка. Прокат любой формы: пруток, свернутую в бухту проволоку, круглые и профильные трубы, листы, полосы, ленты, уголки, балки, швеллера и другие, могут быть в качестве заготовок для правильных операций.
Какие бывают виды, приемы правки, применяемые инструменты и оборудование
Правят заготовки как вручную, холодным или горячим способом, так и с помощью механического оборудования. Каждый из способов имеет свою специфику, только ему присущие инструменты, приспособления и оснастку.
Ручная

Наковальня RIDGID. Фото 220Вольт
Ручная правка используется в домашних мастерских и на производстве при изготовлении единичных деталей. Основными атрибутами ручной правки являются правильные плиты, наковальни и большое количество молотков различного вида.
Для проведения некоторых видов ручной правки применяются приспособления из области самодеятельного творчества, позволяющие улучшить ее качество. Более подробно о специфике технологии ручной правки различных по форме заготовок смотреть в статье «Правка металла: листового, полосового, проволоки, круглого и уголка».
Механическая: растяжением и не только
Вальцы гидравлические STALEX
HER-2070×4.5 используется для правки. Фото Сталекс
В условиях серийного производства используется специальное правильное оборудование. Далее представлен краткий анализ каждой группы оснащения:
Правильное оснащение пользуется высоким спросом, что обуславливает широкий выбор оборудования, предлагаемого производителями и поставщиками.
В холодном состоянии
При дефектах поверхности, которые не создают больших деформаций, для их устранения применяется холодная правка. Она заключается в приложении нагрузки к деформированному объекту или созданием наклепанной определенным образом поверхности.
Недостатком холодной правки является возможность возврата заготовки в исходное дефектное состояние. Здесь трудно контролировать распределение напряжений по телу заготовки, есть возможность возникновения значительных неуравновешенных напряжений. Они как раз будут причиной образования на заготовке таких же дефектов через некоторое время. Наклепанная поверхность значительно снижает усталостную прочность заготовки.
Правка холодного металла. Фото Подольский завод оборудования
Повысить качество холодной обработки помогут следующие действия:
- оставить заготовку после обработки под нагрузкой на длительный промежуток времени;
- выполнять процесс с перегибом в противоположном направлении, чтобы затем сделать правку в обратную сторону.
Термическая, горячая, с местным нагревом, греть или нет
Устранить значительные отклонения от номинальных размеров поможет правка с нагревом. При таком способе, до приложения необходимой нагрузки, деформированную часть заготовки равномерно прогревают до достижения требуемой температуры по всей длине дефектного участка. Нагрев можно проводить, например, газовой горелкой (газом), при этом он не должен превышать температуру отжига исправляемого металла. После такой правки обычно выполняют термообработку заготовки типа нормализации или отжига для выравнивания структуры металла.
В некоторых случаях эффективно применение правки с местным нагревом (особенно для массивных деталей). При этом методе место заготовки с наибольшей величиной дефекта быстро прогревается до температуры отжига. Концы заготовки должны быть закреплены, в таком варианте нагретый металл не имея возможности расширяться, получит деформации сжатия. При дальнейшем охлаждении будут возникать растягивающие напряжения, способствующие распрямлению заготовки.
Газопламенная

Ацетиленовая горелка. Фото ВсеИнструменты.ру
Этот термический способ отличается универсализмом, он не зависит от формы заготовки, может использоваться для любых видов металлов. Каких-то конкретных рекомендаций здесь дать невозможно. Характер и форма нагрева выбирается индивидуально после анализа деформаций на исправляемой заготовке. Основные параметры газопламенной правки следующие:
- температура нагрева;
- скорость нагрева;
- выбор мест нагрева;
- определение формы нагрева.
Температура и скорость нагрева зависят от газа, который используется в горелке. Наиболее высокая теплотворная способность у ацетилена. Меньшую интенсивность можно получить, если применить природный газ, пропан и другие.
Форма и расположение мест нагрева бывают следующие:
- нагрев в одной сосредоточенной точке;
- нагрев полосой — здесь для создания нужных напряжений используется разное линейное расширение в поперечном и продольном направлении, например, на заготовках из листа;
- клиновидный нагрев, чтобы убрать продольный изгиб или саблевидную форму.
Важно! Использование дополнительного источника тепловой энергии может привести к созданию критических величин напряжений и образованию трещин непосредственно во время прогрева или во время эксплуатации. Необходимо после такой правки проводить термообработку, стабилизирующую структуру металла.
Оказанием услуги по правке металла занимается достаточно большое количество компаний, некоторые из которых представлены в отдельном разделе нашего сайта.
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.

Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.

Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.

Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.

Правка полосового металла, изогнутого в плоскости
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.

Правка закаленного металла (рихтовка)
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.

Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.

Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.

Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.

Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Тема 3: «Правка металлов»
Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Ее сущность заключается в сжатии выпуклого слоя металла и расширении вогнутого.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор того или иного способа правки зависит от величины прогиба, размеров и материала заготовки (детали).
Правка может быть ручной (на стальной или чугунной правильной плите) или машинной (на правильных вальцах или прессах).
Для правки, гибки металла, для нанесения ударов по рубящим инструментам в мастерской должны присутствовать ударные инструменты -различные молотки.
Прежде всего молоток со стальной рабочей частью; используется он в основном для нанесения ударов по зубилу при операции рубки металла; вес такого молотка может колебаться от 50 до 1000 г (молоток весом 50–200 г применяется при разметке; весом свыше 200 г – при рубке, причем на каждый миллиметр рабочей поверхности зубила должно приходиться по 30–40 г веса молотка, а крейцмейселя – по 80 г).
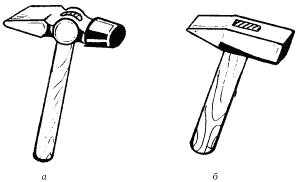
Слесарные молотки: а – молоток с круглым бойком; б – молоток с квадратным бойком.
Правильная плита, так же как и разметочная, должна быть массивной. Ее размеры могут быть от 400X400 мм до 1500Х Х3000 мм. Устанавливаются плиты на металлические или деревянные подставки, обеспечивающие устойчивость плиты и горизонтальность ее положения.
Для правки закаленных деталей (рихтовки) используют рихтовальные бабки. Они изготовляются из стали и закаливаются. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150—200 мм.
Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой (деревянным молотком).
Кроме молотков, применяются деревянные и металлические гладилки и поддержки.
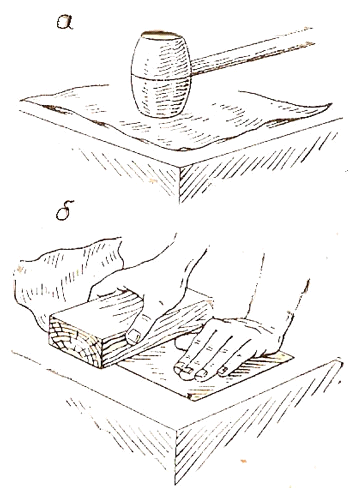
а- деревянный молоток; б- гладилка из твердых пород;
Так как ручная правка является малопроизводительной операцией и ее применяют при небольших партиях деталей. В основном на предприятиях применяется машинная правка, осуществляемая на правильных вальцах, прессах и специальных приспособлениях.
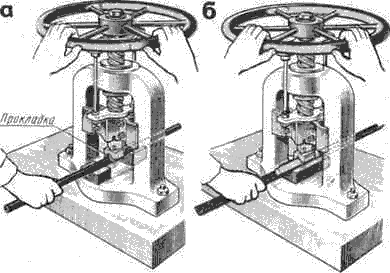
Правка на винтовом прессе: а — трубы, б — углового проката
При правке металла очень важно правильно выбрать места, по которым следует наносить удары. Силу удара необходимо соизмерять с величиной кривизны металла и уменьшать по мере перехода от наибольшего прогиба к наименьшему.
При большом изгибе полосы на ребро удары наносят носком молотка для односторонней вытяжки (удлинения) мест изгиба.
Полосы, имеющие скрученный изгиб, правят методом раскручивания. Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы — лекальной линейкой или на проверочной плите.
Наиболее сложной является правка листового металла. Лист кладут на плиту выпуклостью вверх. Удары наносят молотком от края листа по направлению к выпуклости. Под действием ударов ровная часть листа будет вытягиваться, а выпуклая выправляться.
При правке закаленного листового металла наносят несильные, но частые удары носком молотка по направлению от вогнутости к ее краям. Верхние слои металла растягиваются, и деталь выпрямляется.
Валы и круглые заготовки большого сечения правят с помощью ручного винтового или гидравлического пресса.
Техника безопасности при правке листового материала
1. Проверить исправность молотка:
а) надежно ли молоток насажен на ручку и прочно ли на ней закреплен;
б) не имеют ли бойки молотка выбоин или трещин.
2 При проверке стальных листов и изделий больших и средних толщин на руки обязательно надевать рукавицы во избежание пореза рук об острые края листа.
Читайте также: