Центровка токарного станка по металлу
Во время работы за токарном станком, очень часто возникает необходимость в центровке цилиндрических заготовок. Биение порой такое, что диву даёшься, как такое может вообще быть, ведь она же круглая? И здесь не всегда дело в геометрии заготовки, хотя и это исключать нельзя. Часто мы сами того не желая, фиксируем заготовку немного не соосно (криво). При установке материала этого не видно, пока не включишь станок или не провернёшь рукой токарный патрон. Конечно же бывает так, что зажмёшь заготовку и хоть «стреляй» из неё — биения практически никакого нет, но это редкость.
Как выйти из такой ситуации? Первый вариант. Переустановить заготовку в токарном патроне. Иногда это помогает.
Второй вариант. Ослабляем кулачки токарного патрона так, чтобы заготовка не выпадала, но могла быть скорректирована под действием небольшого усилия. Поправляем центровку лёгкими ударами металлическим предметом, периодически контролируя её положение. Центровку лучше контролировать при помощи стрелочного индикатора, установленного на стойку. Этот вариант хоть и хлопотный, но вполне работоспособный.
Третий вариант. Как достоверно называется этот метод неизвестно, но он очень эффективен. В этом поможет приспособление, уникально ещё и тем, что с ним не только удобно работать, но оно и просто в изготовлении. Нужна всего лишь оправка и небольшой подшипник.
Перейдём к изготовлению этого приспособления. Иной раз многие вещи можно сделать самим, но очень часто для этого отсутствует нужный материал. Здесь какого-то специального материала не потребуется. Мы будем использовать то, что лежит под рукой и то, что ещё не успели утилизировать. В нашем случае это: небольшой алюминиевый брусочек и отбракованные детали электроинструмента. Брусочек будет оправкой - держателем, а с узлов от электроинструмента нам понадобятся подшипники, их мы уже частично демонтировали.

Начнём с того, что укоротим одну из сторон будущей оправки. Чрезмерно длинным приспособление быть не должно.

Далее, под внутренний диаметр подшипника вытачиваем две небольших оси.

С одной из сторон, ось должна иметь небольшую «шляпку». Она будет ограничителем для подшипника.

Часть деталей готова.

Теперь в оправке в одном из углов необходимо выбрать технологический паз.

Поскольку отправка в резцедержалку помещается почти впритык, то винты, фиксирующие её, слишком сильно выступают и не позволят ослабить поворотную часть резцедержателя. Тем самым в процессе работы у нас не будет возможности (если это потребуется) скорректировать рабочий угол приспособления. Чтобы этого избежать, для винтов сверлим углубления.


Далее установив отправку в резцедержалке, сверлим отверстия для установки осей.

Отверстия сверлим диаметром 7 мм, чуть меньше, чем внутренний посадочный диаметр подшипника, это нужно для последующей доработки деталей и запрессовки осей.

Отверстия готовы. Устанавливаем на ось подшипник, а сверху подшипника на ось надеваем резиновую манжету. Здесь необходимо отметить длину, на которую будет запрессована ось в оправку.

Протачиваем ось под плотную запрессовку.

Первый подшипник установлен переходим ко второму.

Смонтировав второй подшипник, переходим к работе с оправкой дальше. Устанавливаем её в резцедержалку и фиксируем. Крепящие болты оставят следы где нужно будет сделать новые углубления. Вот здесь отчётливо видно на сколько выступает крепёж.

Немного укоротив заготовку, приступаем к фрезеровке. Конфигурация этой стороны будет отличаться от той, которую мы уже сделали. Здесь установим один ролик, но побольше, его немного утопим внутрь заготовки.

Далее, для винтов резцедержателя просверлим три углубления.

Теперь вытачиваем ось подшипника.

Также, как и в предыдущем случае, с обратной стороны вытачиваем «шляпку».

Все основные детали готовы, осталось их немного доработать.

Сверлим в оправке отверстие для оси ролика.

Далее дорабатываем ось, и хотим заметить, что технологические проточки в кулачках позволяют зажать деталь, не повредив ранее созданную «шляпку».

Подгоняем диаметр оси под запрессовку.

Все детали готовы.

Единственное, перед завершением последней операции, необходимо просветить маленькое сквозное отверстие.
Это не позволит создать воздушное напряжение после запрессовки оси с подшипником.

После запрессовки, наше приспособление можно считать готовым.





Теперь возьмём несколько разных цилиндрических заготовок и опробуем наше изделие в работе.
Устанавливаем приспособление в резцедержалку и подводим ролик к заготовке. Силу зажима заготовки нужно чуть-чуть ослабить. Рукой прокручиваем токарный патрон, прокатывая роликом по заготовке и контролируем процесс центровки. По необходимости подаём или отводим ролик. Ниже представлен принцип работы центрующего приспособления на большой заготовке двумя роликами.



Большая сложность центровки возникает тогда, когда в работе используются заготовки, отлитые в консервные банки. Они в большинстве случаев имеют неправильную геометрию. Тут точно можно потерять драгоценное время, пока удастся приемлемо зажать заготовку.

Длинные заготовки более капризны, нарушить их соосность при установке достаточно просто. Здесь тоже на выручку придёт роликовая центровка.


Совет: при установке и фиксации деталей/заготовок следите за чистотой как кулачков, так и самого зажимаемого материала.
Сверла центровочные – характеристики, применение, ГОСТ
Центровочное сверло относится к категории инструментов комбинированного типа: с его помощью можно создавать отверстия в деталях из различных материалов (чугуна, обычных и легированных сталей, металлокерамических сплавов, которые получены на основе бронзы и железа). При помощи таких сверл, как понятно из их названия, создаются отверстия для выполнения дальнейшей обработки заготовок при их фиксировании в центрах металлорежущего оборудования.

Центровка будущего отверстия на токарном станке
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.
Следует отметить, что ни один другой инструмент по обработке металла не позволяет добиться такой точности формирования отверстий, а также их высокого качества.

Разнообразие видов и типоразмеров центровочных сверл
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
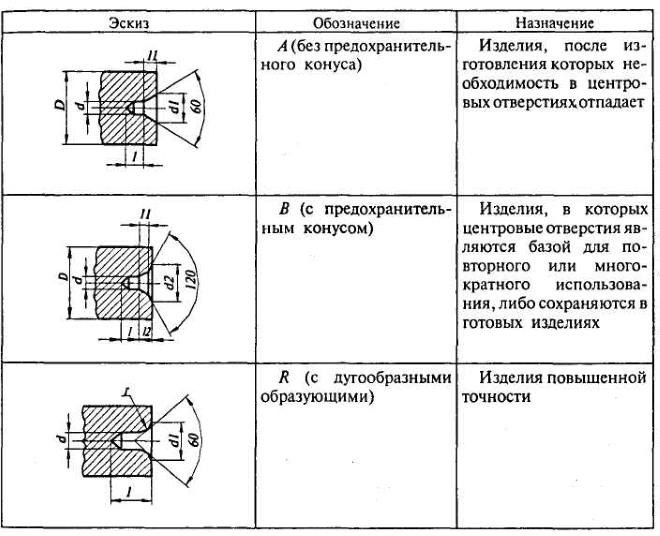
Размеры и формы центровых отверстий
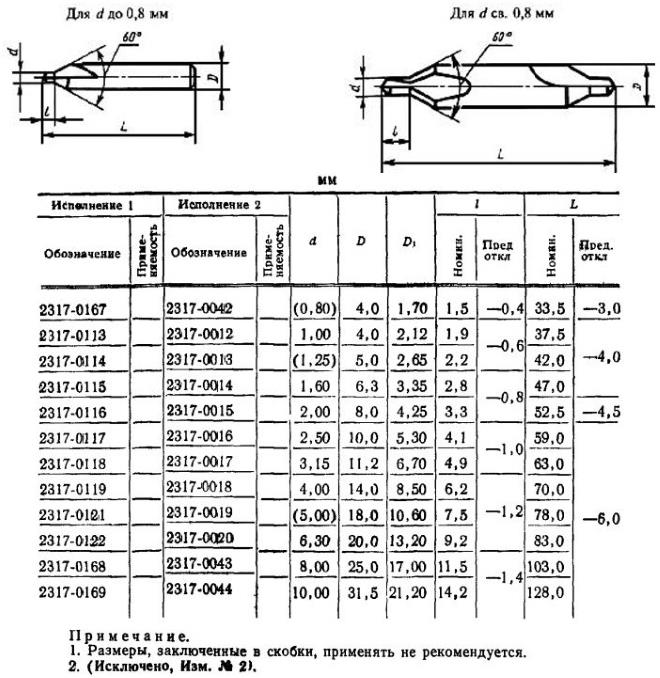
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.

Центровочное сверло из быстрорежущей стали
Все геометрические параметры центровочных сверл разных типов определяет ГОСТ 14952-75, в котором они представлены в соответствующих таблицах.
Основные требования
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из быстрорежущей стали. Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Отдельная категория центровочных сверл, материал изготовления которых содержит кобальт (5%) и ванадий (3%), должны иметь твердость, минимум на одну единицу превышающую вышеприведенные параметры.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.
Геометрические размеры центровочноых свёрл
В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
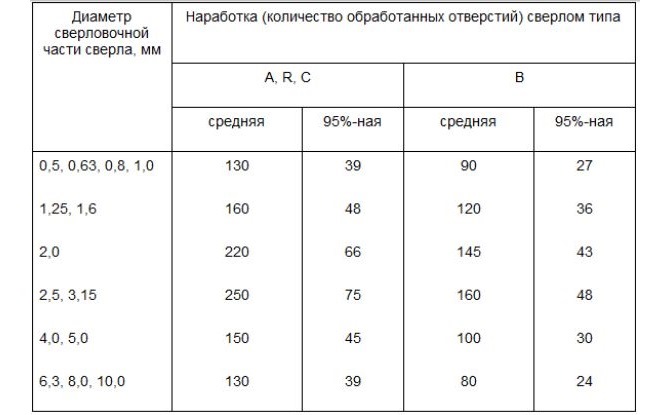
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.

Сверление отверстий в печатной плате
В домашних условиях используются преимущественно сверла центровочного типа, диаметр которых составляет от пяти до восьми десятых миллиметра. Объясняется это тем, что именно инструмент с режущей частью небольшого диаметра наиболее эффективно решает многие бытовые задачи.
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.

Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.

Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Важной характеристикой сверл Дормер является их способность к самоцентрированию, что позволяет получать с их помощью отверстия с высокой точностью расположения. Как и остальные производители, компания Dormer выпускает сверла центровочного типа в большом диапазоне рабочих диаметров.
Центровка
Главнейшей операцией при обработке валов является обточка, которая производится, главным образом, в центрах.
Центра являются базой для ряда операций: чистовой и черновой обточки, нарезки резьбы, фрезерования шпоночных канавок, шлифования и др., а также для правки и проверки.
При ремонтных работах также пользуются сохранившимися центровыми отверстиями для обточки изношенных или поврежденных шеек, для правки, полировки и при других работах.
Центровые отверстия в таких режущих инструментах, как: метчики, свёрла, зенкеры, развёртки и т. д., нужны не только для обработки, но и для проверки, заточки и переточки во время эксплуатации.
Ввиду такого значения центровых отверстий центровку необходимо выполнять весьма тщательно.
Центровые отверстия должны быть правильно засверлены и с начала обработки изделия должны поддерживатьсят в исправном состоянии.
Они должны иметь достаточные размеры, и угол их конусности должен точно совпадать с углом конусности центров станка.
Несоблюдение этих правил ведёт к быстрой разработке центровых отверстий и повреждению самих центров.
Конструкция и размеры центровых отверстий
На практике применяются чаще всего центра с углом 60°.
Иногда при обработке тяжёлых изделий этот угол увеличивают до 75° и даже до 90°.
Центр станка соприкасается с центровым отверстием лишь по своей конусной поверхности,
Вершина центра не должна упираться в изделие.
Поэтому центровые отверстия всегда имеют цилиндрическую часть малого диаметра и коническую зенковку (фиг.52).

Фиг. 52. Центровые отверстия.
Иногда центровое отверстие имеет ещё вторую зенковку с углом 120°, чтобы избежать появления на торцах заусенцев при небольшой разработке центровых отверстий, предохранить их при случайном повреждении торцов вала и, наконец, допустить некоторую подрезку этих торцов без уменьшения опорной поверхности отверстий.
Такая конструкция центровых отверстий применяется, главным образом, для оправок и режущего инструмента.
Способы центрования
Центрование кернером посредством удара молотка является самым примитивным способом; при этом получается углубление, которое служит центровым отверстием.
Такой приём ни при каких условиях не может быть признан удовлетворительным и не должен разрешаться, так как при таких центровых отверстиях может произойти вырывание изделия при обработке.
Другой способ состоит в засверливании, а затем зенковке центрового отверстия при помощи дрели (ручной или электрической).
Такой способ часто применяется при центровке крупных изделий, крупных поковок и может служить в лучшем случае только для предварительной центровки, так как при нём трудно получить точные центровые отверстия, а в особенности трудно достигнуть совпадения осей.
Более совершенным способом является центрование крупных изделий на горизонтально-сверлильных станках или передвижных радиально-сверлильных станках с поворачиваемым шпинделем (на угол 90°).
Все вышеперечисленные способы центрования производятся после разметки.
Короткие валы удобно центровать без разметки и без накернивания на вертикально-сверлильных станках при помощи патрона, изображенного на фиг. 53.

Патрон для центрования. Фиг. 53.
На револьверном или токарном станках можно применять этот же патрон, устанавливая его в револьверную головку или в заднюю бабку; если же шпиндель станка пустотелый, то центровку производить удобнее, пропуская конец вала сквозь шпиндель.
Валы можно зацентровывать на токарном станке двумя способами.
Первый способ,—-менее рекомендуемый, ввиду возможности вырывания изделия и неточной центровки, — заключается в следующем: один конец упирается в центр задней бабки, а второй засверливается центровочным сверлом, вставленным в шпиндель; заготовка удерживается от вращения хомутиком, опирающимся на супорт станка, или сам рабочий удерживает её рукой; последнее является опасным. Подача производится шпинделем задней бабки.
Второй способ: вал закрепляется одним концом в патроне или упирается в передний центр, другой его конец направляется на центровочное сверло, вставленное в заднюю бабку. При зацентровке чистотянутого материала применяют специальный патрон (фиг 54), который вставляется в шпиндель задней бабки.

Специальный патрон для центрования. Фиг. 54.
В серийном и массовом производстве для центровки применяются специальные од-но-или двухсторонние центровочные станки, которые центруют оба конца вала одновременно. Станки эти изготовляются для валов диаметром до 150 мм и длиной до 1500 и 3000 мм.

Двусторонний центровочный станок. Фиг. 55.
Центровка изделий на вышеуказанных станках производится специальными комбинированными центровочными свёрлами (фиг. 56).
В настоящее время распространен способ центровки при помощи двух инструментов: спирального сверла и зенковки. При этом способе получается более правильное центровое отверстие, что особенно необходимо при изготовлении точных изделий, как, например, режущий инструмент; инструмент, применяемый при таком способе, на много дешевле комбинированного сверла и ломается значительно реже.
Отрицательной стороной последнего способа является увеличение основного и общего времени на обработку, так как вначале приходится зенковкой наметить отверстие, потом сверлить спиральным сверлом и, наконец, опять зенковкой окончательно обработать конус. Метод разделения центровки на сверление и зенкование требует применения станка с качающейся головкой, имеющей два шпинделя -— для сверла и зенковки.
Числа оборотов зенковки в 1,6—2 раза меньше, чем сверла. Скорости резания 12—20 м/мин, а подачи 0,03 до 0,2 мм/об в зависимости от материала и размера сверла.
Режимы резания при токарной обработке
При токарной обработке с заготовки за определенное число проходов снимается лишний металл, называемый припуском. В результате получается изделие заданной формы с требуемыми размерами и классом шероховатости поверхностей. В общем виде операция точения детали на токарном станке выглядит следующим образом: резец последовательно перемещается с заданной подачей вглубь металла вращающейся заготовки, при этом его режущая кромка за каждый оборот удаляет с заготовки заданную толщину металла.

Режимы резания при токарной обработке
Режимы резания при токарной обработке определяют на основании ряда технических показателей, среди которых самые значимые — это подача инструмента и частота вращения детали, закрепленной в шпинделе станка. Правильный выбор и применение режимов обработки гарантируют не только геометрическую точность и экономичность изготовления, но и сохранность детали, инструмента и оборудования, а также безопасность станочника.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
Еще одним ограничением являются характеристики отдельных материалов. К примеру, титан и нержавеющая сталь для токарной обработки являются одними из наиболее сложных материалов и требуют особого подхода при определении параметров технологической операции.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.

В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
Производительность токарного оборудования напрямую связана с величиной подачи.
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Выбор режима на практике
Расчет режимов резания при токарной обработке производится специалистами отдела главного технолога предприятия или технологического бюро цеха. Полученные результаты заносят в операционную карту, в которой приводится последовательность этапов, перечень инструмента и режимы изготовления требуемой детали на конкретном токарном станке. Заводские и цеховые технологи рассчитывают параметры технологического процесса и выбирают соответствующие инструмент и оснастку, используя конструкторские чертежи, эмпирические формулы и табличные показатели из технологических справочников. Но на практике реальные условия точения могут отличаться от нормативных по следующим причинам:
- снижение точности оборудования в результате износа;
- отклонения в геометрических размерах и физических характеристиках заготовки.
- несоответствие характеристик материала расчетным.

Элементы резания при токарной обработке
Поэтому для уточнения расчетных технологических режимов применяют метод пробных проходов: точение небольших участков поверхности с подбором режимов и последующим замером геометрии и качества поверхности. Главные недостатки такой отладки технологического процесса — это возрастание трудозатрат и сверхнормативное использование производственных ресурсов. Поэтому его используют только в особых случаях:
- единичное изготовление без операционной карты;
- определение точности работы токарного оборудования перед запуском партии;
- работа с неполноценными заготовками (брак и неточность размеров);
- обточка литейных и кованых заготовок, не прошедших предварительную обдирку;
- запуск в производство изделий из новых материалов.
При первом запуске в производство нового изделия, обрабатываемого на автоматизированном оборудовании, также производят пробное точение и подбирают вручную режимы резания. Токарный станок с ЧПУ выполняет все операции по программе, поэтому оператор не всегда может корректировать параметры его работы.
Кроме углеродистых сталей на токарном оборудовании обрабатывают такие металлы как легированная сталь, чугун, титан, сплавы алюминия, бронза и другие сплавы меди. Помимо этого, такую обработку используют для точения материалов с низкой температурой плавления и воспламенения, таких как пластики и дерево. При работе с пластмассами токарные станки чаще всего применяют при обработке деталей из фоторопласта, полистирола, полиуретана, оргстекла, текстолита, а также эпоксидных и карбомидовых композитов. Все перечисленные группы материалов имеют свои особенности расчета и практического применения режимов точения. Это хорошо видно на примере токарной обработки нержавейки — самого распространенного после углеродистой стали конструкционного материала.
Нержавеющая сталь характеризуется низкой теплопроводностью, вязкостью, коррозионной стойкостью, сохранением прочности и твердости при высоких температурах, а также неравномерным упрочнением. Кроме того, в состав некоторых сортов нержавеющей стали входят легирующие добавки повышенной твердости с абразивными характеристиками. Поэтому при работе с ней на практике применяют специальные режимы точения и методы охлаждения и смазки детали.

Обработка нержавейки ведется на повышенных оборотах при уменьшенной подаче. Высокая вязкость этого материала способствует созданию непрерывной вьющейся стружки.
Для решения этой проблемы применяют резцы со стружколомом. Для отвода тепла и смазки обрабатываемой поверхности в рабочую зону подается специальная СОЖ (смазочно-охлаждающей жидкости) на основе олеиновой кислоты. Это уменьшает нагрев заготовки и снижает износ резца. В последнее время все чаще применяют современные методы, которые также уменьшают износ инструмента: направление в рабочую зону ультразвуковых волн и подвод к металлу слаботочных импульсов.
Вычисление скорости резания
Время точения металла (tосн, основное время) — самая затратная составляющая в суммарном времени изготовления единичного изделия. Поэтому от скорости выполнения этой технологической операции напрямую зависит экономическая эффективность использования токарного оборудования. Правильный расчет скорости резания при токарной обработке важен не только с точки зрения стоимостных показателей производственной операции. Ошибки в расчете и применении этого параметра может привести не только к браку детали, но и к повреждению токарного оборудования, оснастки и инструмента. Далее приводится последовательность расчета этого показателя для самой распространенной операции — обточки цилиндрической поверхности.

Основные факторы, влияющие на скорость резания
Скорость резания v имеет размерность м/мин и в общем виде вычисляется по формуле:
где D — диаметр заготовки в мм; n — скорость шпинделя в об/мин.
Но на токарном оборудовании невозможно количественно задать v в качестве параметра управления. При работе на токарных станках предусмотрена регулировка только оборотов шпинделя и подачи инструмента, которые зависит не только от значения v, но и от ряда других факторов: материала детали, мощности главного привода, вида точения и характеристик режущего инструмента. Поэтому при расчете режимов в первую очередь определяют расчетные обороты шпинделя:
На основании полученного результата по таблицам справочной литературе выбирают соответствующее значение v, которое зависит глубины точения, подачи, материала, типа резца и вида операции.
Для расчета теоретической глубины резания t на основании чертежа определяют размерные характеристики детали и заготовки, а затем с учетом геометрических параметров инструмента вычисляют ее по формуле:
где D — диаметр заготовки; d – конечный диаметр детали.
После вычисления величины t по справочникам определяют табличное значение подачи S в мм/об. В справочных таблицах учтены: вид материала (различные стали, бронза, чугун, титан, алюминиевые сплавы), тип точения (черновое, чистовое), параметры резца и геометрия его подхода к обрабатываемой поверхности. Затем по технологическим таблицам на основании полученных величин t и S определяют vτ — табличное значение скорости резания.
Далее vτ должна быть скорректирована в соответствии с реальными условиями точения, к которым относят: период стойкости и технические параметры резца, прочностные характеристики материала, физическое состояние обрабатываемых поверхностей, геометрия резания.
Корректировка vт осуществляется с помощью группы поправочных коэффициентов:
где vут — уточненная скорость резания; K1 — коэффициент, зависящий от времени работы резца; K2, K4 — коэффициенты, зависящие от технических параметров резца; K3 — коэффициент, зависящий от состояния обрабатываемой поверхности; K4 — коэффициент, зависящий от материала резца; K5 — коэффициент, зависящий от геометрии обработки.
После расчета vут вычисляют уточненную скорость вращения шпинделя nут по следующей формуле:
Значение nут должно лежать в диапазоне паспортных скоростей главного привода станка, которые приведены в заводской документации токарного оборудования. Если полученная в результате расчетов nут не имеет точного соответствия в таблицах станка, то необходимо применить ближайшее самое меньшее число.

Формулы для токарной обработки
На последнем этапе рассчитывают фактическую скорость резания vф:
Vф напрямую связана с мощностью главного двигателя станка. Поэтому она является основным параметром при выборе конкретного типа токарного станка для обработки требуемой детали.
Центровочные сверла
Центровочные сверла – разновидность металлорежущих инструментов. Они используются для сверления центровочных отверстий, предназначенных для дальнейшего закрепления деталей в центрах металлорежущих станков и их последующей обработки.

Центровочные сверла обладают целым рядом преимуществ:
- они исключают повторное перетачивание металлорежущих инструментов;
- они снижают время подготовки и настройки станка;
- они обладают низкой величиной отклонения осей (до 0,00005 м);
- они продлевают срок эксплуатации закрепляемых деталей.
При использовании данного вида режущих инструментов центровочные отверстия получаются максимально точными и качественными. Центровочные отверстия позволяют мастеру многократно закреплять детали на станках для их комплексной обработки.
Особенности конструкции
Центровочные сверла изготавливаются в соответствии с ГОСТ 14952-75 и делятся на 3 главных части:
- Центр – рабочая область с меньшей величиной диаметра. Эта часть режущего приспособления предназначена для непосредственного сверления металлической поверхности.
- Основание – вторая рабочая область. Она увеличивает диаметр проделанного отверстия.
- Область фиксации – зона, с помощью которой режущее приспособление присоединяется к металлорежущему инструменту.
При сверлении отверстия рабочая зона с меньшей величиной диаметра конической частью располагается на коническом углублении в детали. Если мастер предварительно не сделает коническое углубление, то режущее приспособление потеряет опору и будет скользить. Во время проделывания отверстия сверло входит в деталь, образуя большое количество металлической стружки, удаляемой при помощи особых канавок в виде спиралей. Подобный принцип работы режущего инструмента исключает возможность возникновения отклонений. Полученное отверстие строго соответствует разработанному чертежу.

Все центровочные сверла имеет двухстороннюю конструкцию. Все рабочие области расположены на 1 уровне с 2 сторон инструмента.
Каждая сторона может применяться в равной степени. Благодаря такой конструкции, режущий инструмент обладает высокой прочностью и практически не требует дополнительной заточки. Также центровочные сверла входят в группу инструментов комбинированного типа: они могут проделывать отверстия в деталях, изготовленных из разных материалов (чугун, железо, бронза, металлокерамические сплавы и легированные стали). Выделяют следующие виды комбинированных центровочных сверл:
- Категория A: отсутствует предохранительный конус. Конусность сторон сверла равняется 60°.
- Категория B: обладают режущей поверхностью, образующей предохранительный конус с углом разворота, равняющимся 120°.
- Категория C: не имеют режущей поверхности и используются для создания отверстий с углом разворота, равняющимся 75°.
- Категория D: применяются для проделывания отверстий, обладающих овальной формой.
Каждая категория сверл изготавливается в 2 различных вариациях. Первый тип обладает диаметром наконечника рабочей области до 0,8 мм, второй тип – более 0,8 мм.
Перед началом применения режущего инструмента мастер обязан определить вид комбинированного центровочного сверла, потому что от его параметров зависит степень шероховатости стенок проделываемого отверстия. Определить разновидность инструмента можно при помощи маркировки, находящейся на его основании.
Область применения
Центровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.

Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.

В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).
Как правильно подобрать сверло
Выбор центровочного сверла зависит от веса изначальной заготовки, в которой будет проделываться отверстие. Размер инструмента прямо пропорционален весу. В следующей таблице приведены точные данные о размерах режущего инструмента, в соответствии с ГОСТ 14952-75:
При подборе инструмента для проделывания центрирующих поверхностей необходимо производить проверку его шероховатости. Для этого инструмент сравнивается с эталонным типом сверл. При проверке важно учитывать наличие режущих поверхностей и предохранительного конуса. Во время сравнения проверяются следующие параметры:
- Твердость: эта характеристика измеряется при помощи твердомера Роквелла. Она должна находиться в интервале от 63 до 66 HRC (по шкале твердости Роквелла). При низкой твердости инструмент лишится эксплуатационной стойкости, при повышенной – станет чрезмерно хрупким.
- Точность: этот параметр определяет величину отклонения диаметров отверстий. Если рабочий диаметр режущего сверла меньше 0,08 см, то величина отклонения не должна превышать 0,005 см. Если рабочий диаметр больше 0,08 см, то диаметр наклонения должен равняться 0,01 см.
- Длина: эта характеристики указывает на производительность сверла. Этот параметр должен подбираться, относительно длины детали. Самой низкой производительностью располагают удлиненные сверла.
- Внешний вид: на инструменте не должны присутствовать царапины, вмятины и иные механические дефекты.


При подборе центровочных сверл необходимо обращать внимание на марку производителя. На территории СНГ самым популярным производителем инструментов для сверления центрующих отверстий является фирма Dormer.
Данная компания производит режущие приспособления из быстрорежущих металлов, включая кобальт. Во время процесса изготовления инструменты подвергаются термической обработке, что улучшает их твердость. Отличительной особенностью продукции Dormer является то, что её сверла способны самостоятельно центроваться, что повышает точность инструмента.
Ключевые технические требования к сверлам
Центровочные сверла должны изготавливаться из быстрорежущих сплавов. Согласно ГОСТ 14952-75, они обязаны обладать следующими параметрами:
- Твердость рабочей зоны должна равняться от 63 до 66 HRC. Для изделий, изготовленных с применением кобальта или ванадия, минимальные и максимальные показатели твердости увеличиваются на 1 HRC.
- Пределы отклонения размеров центровочного инструмента должны быть в пределах от 0,15 до 0,05 мм. Диаметр конструкции не может быть меньше 0,8 мм и больше 0,5 см.
- На поверхности инструмента не должны присутствовать пятна побежалого цвета, образующегося в результате чрезмерной термообработки режущего приспособления во время процесса производства.

После изготовления инструмента производители обязательно производят проверку на работоспособность. Центровочное сверло проверяется на деталях, произведенных и стали, твердость которой составляет 187-207 HB. После завершения процедуры сверления осуществляется комплексный осмотр металлорежущего инструмента. Рассматривается внешний вид и геометрические характеристики изделия. Изучаемый образец сравнивается с эталонным изделием, технические параметры которого известны. При выявлении изношенности или поломки проверяемый образец списывается с производства.
Применение в домашних мастерских
В бытовых условиях комбинированные центровочные сверла применяются преимущественно для проделывания небольших отверстий и выкручивания застрявших крепежных изделий. В домашних мастерских используют конструкции с диаметром 0,8 мм.
Перед применением данного инструмента необходимо произвести его первоначальную заточку:
- Приобрести инструмент для заточки сверл. Чаще всего для затачивания металлорежущих конструкций используются электрические машинки с отверстиями для сверл.
- Определить диаметр сверла. Для этого нужно изучить таблицы размеров, где указывается диаметр для каждого из видов центровочного сверла.
- Поместить изделие в соответствующее отверстие электрической машинки. Процесс заточки производится автоматически, без контроля человека.
- Вынуть инструмент из отверстия машинки и произвести его очистку от лишней стружки и иных видов загрязнений.
Если во время процесса заточки нарушить геометрию инструмента, то у сверла снизятся показатели скорости реза и точности. Это может привести к избыточному выделению теплоты и быстрому износу изделия.

Также перед началом сверления важно проделать в детали небольшое углубление в 3-5 мм для центровки инструмента.
Рабочая область располагается на проделанном углублении. Процедуру проделывания отверстия нужно производить с легкой подачей и без лишних нажимов. После окончания процедуры инструмент очищается от грязи. Для дальнейшей эксплуатации центровочного сверла его нужно хранить в закрытых ёмкостях (ящиках или футлярах).
Читайте также: