Аппарат для нанесения металла
Технология установок «Димет» позволяет наносить высококачественное металлическое покрытие практически на любые поверхности. Оборудование Обнинского центра порошкового напыления принесло разработчику мировую славу и в данный момент не имеет аналогов не только в России, но за рубежом (Германия, Япония, США). В чем секрет?
Купить аппарат газодинамического напыления «Димет» стоит уже потому, что принцип его работы основан на инновационной технологии напыления микрочастиц металлов с помощью сжатых газов под низким давлением (Low Pressure Cold Spray). Скорость газа в соплах уникальных агрегатов превышает звуковую, в результате чего микрочастицы порошка металла напыляются на поверхность обрабатываемого изделия под высоким давлением. Ударяясь о поверхность, они прочно привариваются к ней и образуют крепкий, долговечный и идеально ровный металлический слой.
Несколько рабочих режимов установок позволяют обрабатывать различные поверхности, наносить разные по химическому составу покрытия, регулировать степень пористости, толщину и плотность, а также предотвратить эрозию.
Обрабатываемые с помощью агрегатов поверхности различны: от современного пластика и традиционного металла до шпонированных и деревянных покрытий, хрупкой керамики и легкого акрила, включая каленое и триплексное стекло, акрил, пластик, хрусталь и керамику.
Цена оборудования для газодинамического напыления вполне доступна, если учесть, что с его помощью можно создавать следующие виды покрытий:
- Антикоррозионное;
- Герметичное с газонепроницаемыми качествами;
- Электропроводящее;
- Композитное (с примесью керамических частиц);
- Специальное (с определенными характеристиками).
Где применяется?
За счет небольших размеров установок «Димет» и отсутствия особых требований к условиям применения использовать аппарат можно практически повсеместно:
- на предприятиях самого разного формата: от микропроизводств до крупных промышленных цехов;
- в помещениях, под открытым небом, в полевых условиях.
Купить оборудование для газодинамического напыления металла «Димет» можно и с целью применения на нескольких объектах. Этому способствует мобильность и компактность установки, а также возможность создания одним агрегатом разных типов металлизации с различной плотностью и пористостью.
Оборудование для газодинамического напыления «Димет» целесообразно купить для выполнения следующих работ:
- Защита от коррозии;
- Подготовка изделия для пайки за счет нанесения дополнительного слоя металла;
- Герметизация емкостей для хранения, транспортировки, эксплуатации веществ в жидком и газообразном состоянии;
- Восстановление геометрии и объема деталей;
- Нанесение электропроводящих покрытий;
- Широкий перечень авторемонтных работ;
- Специальное применение (герметизация сварных швов в криогенной технике, покрытие инструмента для предотвращения искрения, восстановление деталей и узлов газоперекачивающих агрегатов, повышение теплоизлучения нержавейки, предотвращение схватывания резьбовых соединений, декорирование и дизайн).
На чем основана технология газодинамического напыления металлов?
Открытый еще в конце ХХ века газодинамический эффект получил широкое практическое применение только с появлением уникальной технологии газодинамического напыления металлов «Димет».
Технологически процесс нанесения металла с помощью установки «Димет» можно представить поэтапно:
- Нагревание смеси на основе сжатых газов, абсолютно безвредных и нетоксичных;
- Подача горячего сжатого газа в сопло установки;
- Образование здесь потока воздуха, движущегося по своей оси со сверхзвуковой скоростью;
- Равномерная дозированная подача частиц порошка наносимого металла (сплава) с одновременным ускорением работы оборудования;
- Узконаправленное напыление частиц металлического порошка и потока воздуха на локальный участок обрабатываемой поверхности.
С какими материалами работает оборудование «Димет»?
Установка одинаково качественно напыляет такие металлы, как свинец, олово, цинк, медь, никель, алюминий и их сплавы. Это недорогие материалы, что лишний раз подтверждает, что по цене газодинамическое напыление с помощью отечественной разработки более чем доступно.
Для использования в установке металлы и сплавы измельчают до порошкообразного состояния и добавляют частицы керамики. Частицы корунда – инертные частицы оксида алюминия – позволяют качественно очищать поверхности перед напылением. А также делают нанесенный слой:
- Однородным;
- Высокоадгезивным (от 30 до 100Мпа);
- Содержит не более 3% пор;
- Максимально плотным;
- Электропроводящим;
- Гладким;
- Пригодным для обработки любых механическим способом;
- Пригодным для высокотемпературной обработки;
- Подходящим для нанесения на любую поверхность;
- Нужной толщины.
Почему большинство отдает предпочтение газодинамическому напылению?
- Дешевизна. Цена на аппарат для напыления металла «Димет» - пожалуй, самая большая трата. Потому что расход и стоимость наносимых металлов (с учетом долговечности установки и количества рабочих циклов) минимальны.
- Удобство и практичность. Металлический слой наносится без ущерба для обрабатываемого изделия, которое практически не нагревается, не окисляется, не происходит выгорание легирующих сплавов и коробления.
- Полностью безвредно для человека и окружающей среды, так как в процессе эксплуатации не образует токсичных соединений.
- Не требует создания определенных условий для эксплуатации.
Эти преимущества делают агрегаты «Димет» удобными, практичными и очень эффективными в использовании.
E-mail: [email protected]; ООО " ПП Техинвест", ИНН 7404005960; ОГРН 1027400583210.
Часть 2 .Теория . Обработка металлических конструкций, газодинамическое (холодное ) напыление

Техобслуживание и ремонт немецких авто в СВАО: Audi, VW, Skoda, Seat, BMW, Mercedes-Benz и Volvo, Бесплатная диагностика ходовой части, подвески и тормозов ежедневно + 10% скидка на услуги сервиса!
Москва, Россия
Предисловие : На данном этапе проведения работ мне бы хотелось остановиться более подробно (прошу прощения, но будет много теории, ибо тут трудно иначе определить эффективность последующей обработки не зная о процессе ) поскольку автомобиль здесь служит больше посредником к раскрытию довольно интересного процесса по которому также существует масса не однозначных мнений, а меня в этом процессе интересовала возможность не столько антикоррозионного покрытия, сколько возможность восстановления самой поверхности при износе .
Небольшая историческая справка . Среди обширного класса методов нанесения покрытий и модификаций поверхности химических, электрохимических(гальванических), термохимических (цементация, азотирование и т.д.), физических (лазерная порошковая наплавка ) особое место занимают методы порошкового напыления (на данный момент наиболее распространенный вариант плазменное напыление ), но кроме первых двух методов любой из остальных методов предполагал, как основное условие -высокую температуру самого процесса .
Ранее предполагалось, что невозможно создать устойчивое к сдвиговым деформациям, малопористое и однородное покрытие без предварительного расплавления мелкодисперсных частиц перед подачей их в активную зону на подложку . Однако, как выяснилось -это условие оказалось совсем не обязательным )), в первые данный эффект был изучен нашими соотечественниками сибиряками (отделение РАН в г.Новосибирске ) при проведении экспериментов над механикой волн при сверхзвуковых скоростях двухфазного потока и воздействие их на предметы различной геометрической формы (исследование лопаток турбокомпрессоров ). Данное явление было обнаружено неожиданно, но учитывая перспективы не могло не захватить ученые умы . В чем же выражается перспективность такого метода, давайте разбираться . А, для начала, в качестве «противовеса» к сравниваемому методу мы возьмем из списка метод плазменного напыления и вспомним его свойства .
Хочу прежде всего выделить почему газотермические (в целом ) методы ремонта /модифицирования покрытия не столь распространены в ремонте ДВС и по-прежнему, ремонтные предприятия крайне неохотно берутся восстанавливать, например, шейки распределительных валов .
Напомню принцип -материал покрытия (порошок) нагревается и ускоряется в высокотемпературном газовом потоке и на подложку он попадает уже в расплавленном виде .Какие же недостатки имеются у такого метода ?
1. При движении порошка в таком потоке могут произойти значительные изменения его свойств (окисление, фазовые переходы, разложение )
2. Наличие самой высокотемпературной струи неминуемо приводит к локальному нагреву материала подложки (вспоминаем толщину шеек, стенок и переходов в ГБЦ современных ДВС ), что может привести к внутренним термическим напряжениям и микротрещинам в последствии .
3. Нельзя использовать мелкодисперсные порошки, обычно это частицы не менее 10 мкм, поскольку при уменьшении размеров частиц (а речь идет как понимаете о порошках не тугоплавких материалов ) они могут попросту испариться в струе .
4. Во многих случаях, наличие высоких температур не дает возможности использовать нанесение композиционных покрытий из механической смеси разных материалов .
И тут маленькое отступление для облегчения восприятия материала )) … Существует большое количество алюсиловых (никасиловых) блок- картеров (называть марки автомобилей не буду, Вы итак знаете -довольно распространенная конструкция ) в которых вместо применения, залитой описываемым сплавом стальной гильзы, используется (как раз с помощью плазменного напыления ) насыщение поверхностного слоя алюминиевого сплава(порядка 0,08 мм), например, кристаллами карбида кремния.
По идее конструкторов, такой поверхностный слой должен значительно снижать износ гильзы(воздействия излишков топлива или масляного голодания на такое покрытие я касаться не буду это тема отдельного разговора ) . Если брать практическое применение, то необходимо понимать, что такая поверхность не может быть восстановлена в условиях ремонтной мастерской, приходится после расточки гильзовать стальной /чугунной гильзой, а тут возникают вопросы к посадке ( термической напряженность), правильной геометрии (довольно тонкие стенки), правильном подборе поршневых колец, покрытия юбки поршня и т.д. и т.п.
Мысленно, пройдясь по пунктам, не трудно понять почему описываемый процесс получил «зеленый свет « и был внедрен производителями (речь идет о производителях отливок для ДВС в данном случае из которых хорошо известны два европейских флагмана отсюда и дублирование название в обозначении материала ) именно при работе с массивными блок -картерами . Но, стой же легкостью, приходит и ответ, а почему, собственно, говорят о таком высокотехнологичном ДВС — «одноразовый мотор» ))
Вывод, в целом, можно сделать очень простой — данные методы не эффективны в работе с малыми деталями или с деталями с малой толщиной переходных стенок . Скажу честно, устав в очередной раз,
искать ГБЦ из за шеек или менять очередной опорный кронштейн (VW), и ознакомившись с данным типом обработки () я был полон надежд … Однако, забегая вперед, завершилось это всего лишь антикоррозионной обработкой несущих деталей описываемого автомобиля, хотя я и встречал попытки его использования в качестве нанесения антифрикционного и износостойкого покрытия и горячего «пропагандирования « такого метода( активность которого в Ютубе, включая и создание собственных установок в противовес Димету и вызвало желание разобраться в вопросе более тщательно )) .
В процессе познания, изучил довольно весомый труд Клинкова, Алхимова с тов. с одноименным названием, а также разнообразные патенты доступные в сети, в попытках найти оправдание применения в ремонте ДВС выдержки из которых, опуская математические выкладки я и буду использовать далее ибо это не просто теория, но и практические исследования на результат которых, по моему мнению, и надо опираться . Я специально оставляю номера иллюстраций соответственно оригиналу . Перейдем непосредственно к процессу, итак .
Метод газодинамического напыления . Видимая простота и сложность применения .\
Надо сказать, что данный метод довольно давно поставлен на производственный поток (Обнинск, Димет -Зеленоград ), существуют аппараты для холодной порошковой обработки и выпускаются порошковые базы различных металлов или их смесей . В деле восстановления поверхностей различных наружных деталей (ручек, накладок, ободов, металлических деталей внешнего /внутреннего декора) -вещь просто незаменимая по эффективности трудозатрат, качества поверхности, и по достоинству оцененная любителями ретро техники, а также энтузиастов ее восстанавливающих . Но нас интересует ответы на конкретные вопросы . Каково качество слоя в противостоянии агрессивной среде ? Каким образом данный слой будет противостоять высоким сдвиговым деформациям при рабочих температурах ДВС ? Равномерность нанесения слоя в сложных геометрических формах? Возможно ли увеличение толщины слоя без потери прочностных и антикоррозионных свойств по отношению, скажем, к аналогичному слою созданным с помощью гальванопластики (где малая толщина слоя при высоких энергетических затратах -«ахиллесова пята « процесса ) ?
Кратко сам процесс в теории …
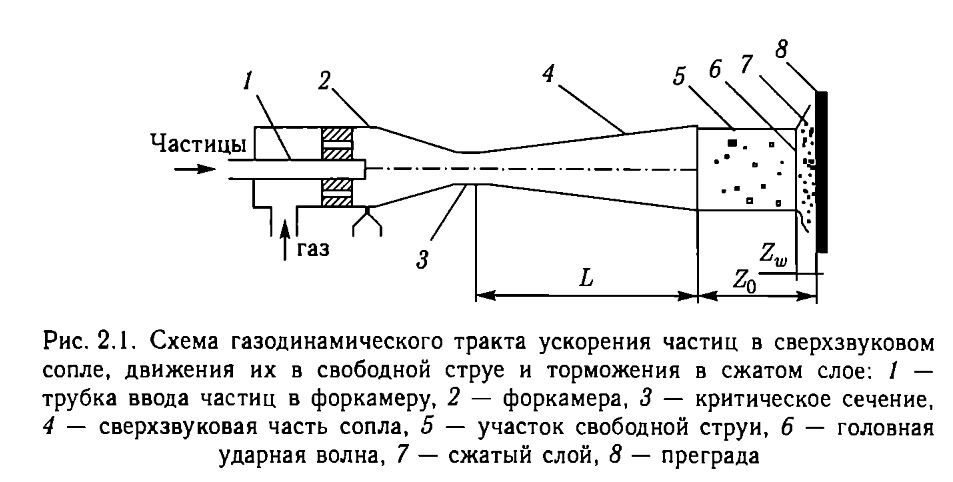
Важное значение имеет конструкция сопла аппарата, поскольку только при сверхвуковой скорости потока частиц возможен сам эффект напыления, при снижении скорости потока (или уменьшении концетрации частиц ) частицы свободно отражаются от подложки .( Тут интересная особенность в практическом применении, кстати, )) в виде налипания порошка внутри до критического сечения, после чего сопло .просто выбрасывается .)
При этом, поскольку не процесса не соударения друг о друга, происходит обычная эрозия (разрушение ) подложки . Как показали испытания показатели на отрыв (в МПа) такого покрытия, микротвердость были аналогичны покрытиям полученным при газотермическом напылении .
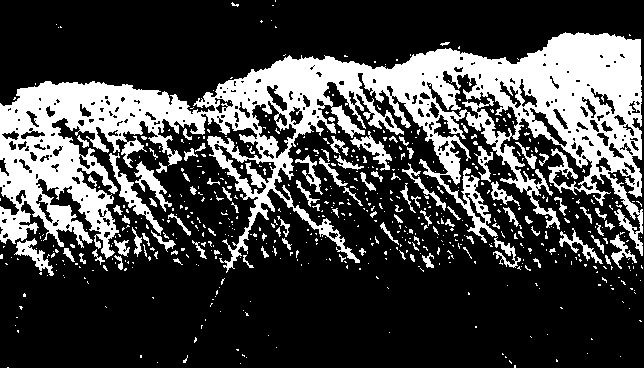
Поперечный разрез (шлиф) покрытия показывает малую пористость и хорошую однородность такого покрытия по всей толщине слоя. Кроме этого, даже в том случае если поверхность на которое наносится такое покрытие обрабатывается по высокому классу чистоты (10) все равно после процесса имеет высокую шероховатость, что говорит о физической деформации и эрозии тела, что безусловно положительно отражается на прочностных характеристиках такого покрытия (и прежде всего нас интересует сдвиговая деформация ). В реальных условиях вместе с процессом напыления идет и процесс эрозии, просто используя избыточное количество частиц это процесс практически не заметен .
Казалось бы идеальный метод восстановления металлических поверхностей и не надо тратить больших усилий ? Увы, не все так просто … ))
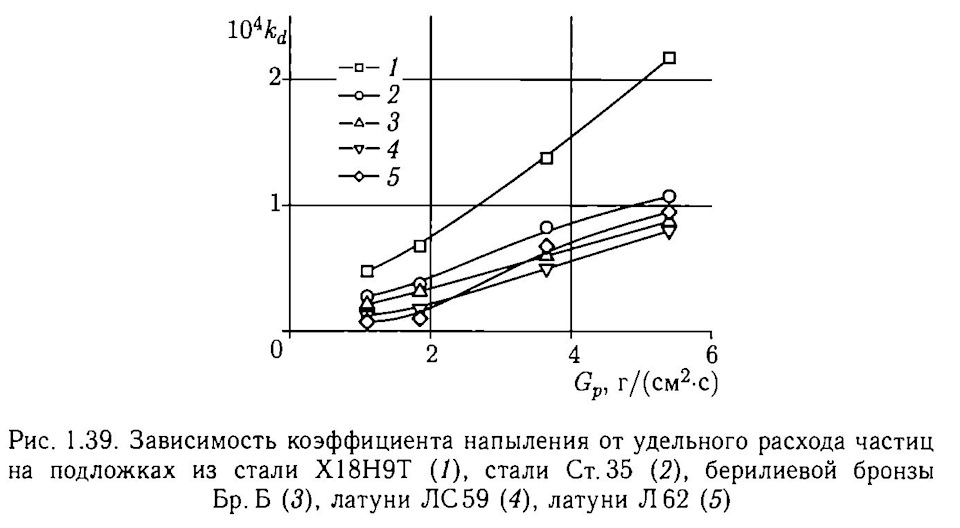
Одним из положительных моментов такого метода напыления является использование разных материалов образуя смесь частиц, но о каких частицах идет речь . Экспериментальным путем было определено, что хорошее покрытие образуют элементы с октогональной решеткой, а это прежде всего металлы которые имею низкий предел прочности, так сказать легко «разупрочняются « с ростом температуры, данные элементы также объединяет показатель низкой температуры плавления, это, например, такие элементы как медь, цинк, алюминий . Материалы имеющие железо, никель содержащие материалы, различие виды пластиков, а также тугоплавкие материалы не могут образовывать хорошее покрытие, очевидно кинетической энергии при «холодной» подачи частиц на подложку не хватает для их устойчивой повторной деформации, даже такой материал как бронза (т.е. сплав из легких металлов ) тоже не подходит для этого процесса . Расход частиц при использовании различных легирующих сплавов тоже значительно возрастает …
Если же брать материалы с тэтрагональной решеткой, то приходится признавать абсолютную невозможность образования покрытия из таких материалов этим методом .Иначе говоря, различные виды керамики, кремний, твердые минералы становятся исключением из данного процесса . Учитывая, что кремний, магний широко используется наряду с медью, в изготовлении сплава деталей ДВС (головка блока цилиндров ) становится невозможным подобрать идентичный состав .Другими словами напылить алюминий или медь, или даже смесь из них на поверхность детали можно, но обладать теми же качествами ( а следовательно и ресурсом ), что и прежняя поверхность (например пресловутые шейки распределительного вала ) она не будет . Хорошо, допустим, это временное решение, чего уж греха таить . Есть определенная категория водителей, которые с удовольствием напылили бы шейку алюминием, для кратковременного восстановления давления масла например, и продали бы машину)) . Однако есть другие факторы, вспомним, детали подшипников всегда образуют криволинейную поверхность с малым радиусом в поперечном сечении …
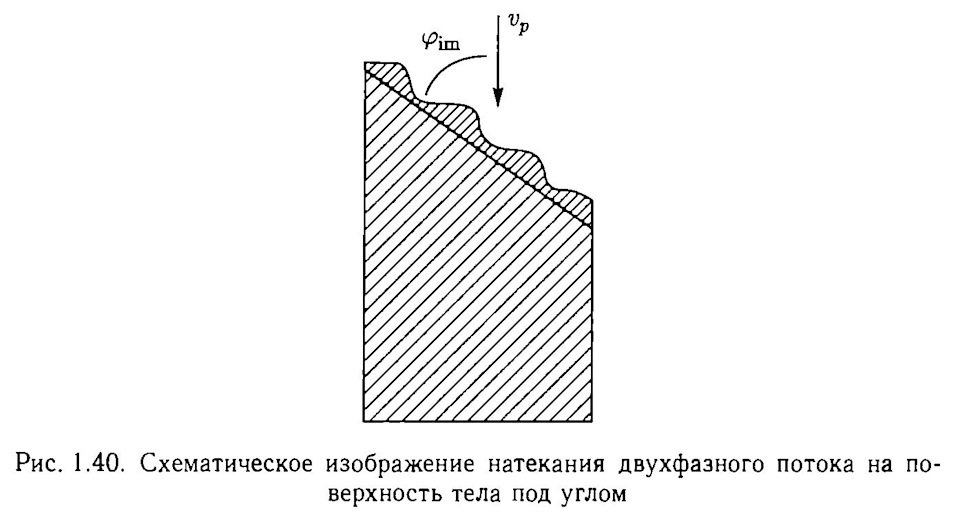
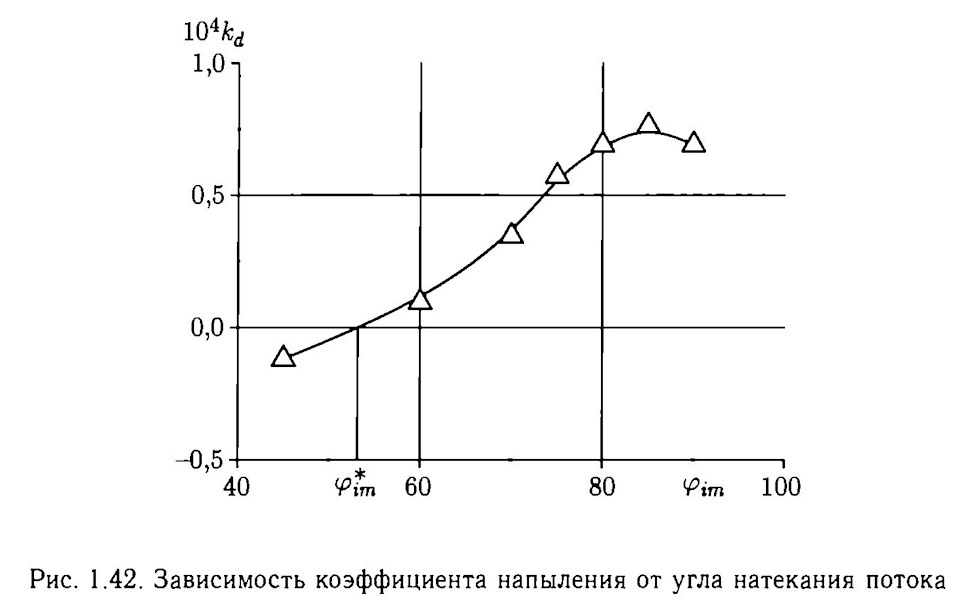
При исследовании эффективности метода во время изменения угла потока частиц было определено, что оптимальный угол образования покрытия -90 градусов, но важнее то, что начиная с 75 градусов угла напыления и далее появляется четко выраженная волнистая структура гребни которых расположены перпендикулярны к направлению движения частиц .При угле меньше 55 градусов покрытие уже не формируется, а наблюдается только эрозия частиц подложки , поскольку при углах 40 -70 градусов значительно вырастает коэффициент эрозии, возникает сильный вращающий момент при контакте частица –подложка .
Теперь нужно вспомнить, что согласно исследованиям наиболее эффективно процесс протекает при расстоянии 5-7 калибров от сопла до поверхности, а также то, что геометрические размеры такого сопла от критического сечения до среза (по длине) изменить нельзя (сверхзвук) .В итоге, мы получаем весьма значительные трудности в восстановлении таких поверхностей скольжения . Хорошо .Тогда получается, что хотя бы плоскость (например под различные фланцы охлаждения, корпусные крышки, термостаты ) восстановить можно ( а это не мало), а подшипники скольжения нет? Но, даже здесь не все просто … Тут уже вмешиваются характеристики «поровых» каналов в агрессивных средах .
Надо напомнить покрытие не однородно по своей сути, а представляет собой конгломерат постепенно уменьшающихся частиц относительно поверхности подложки .
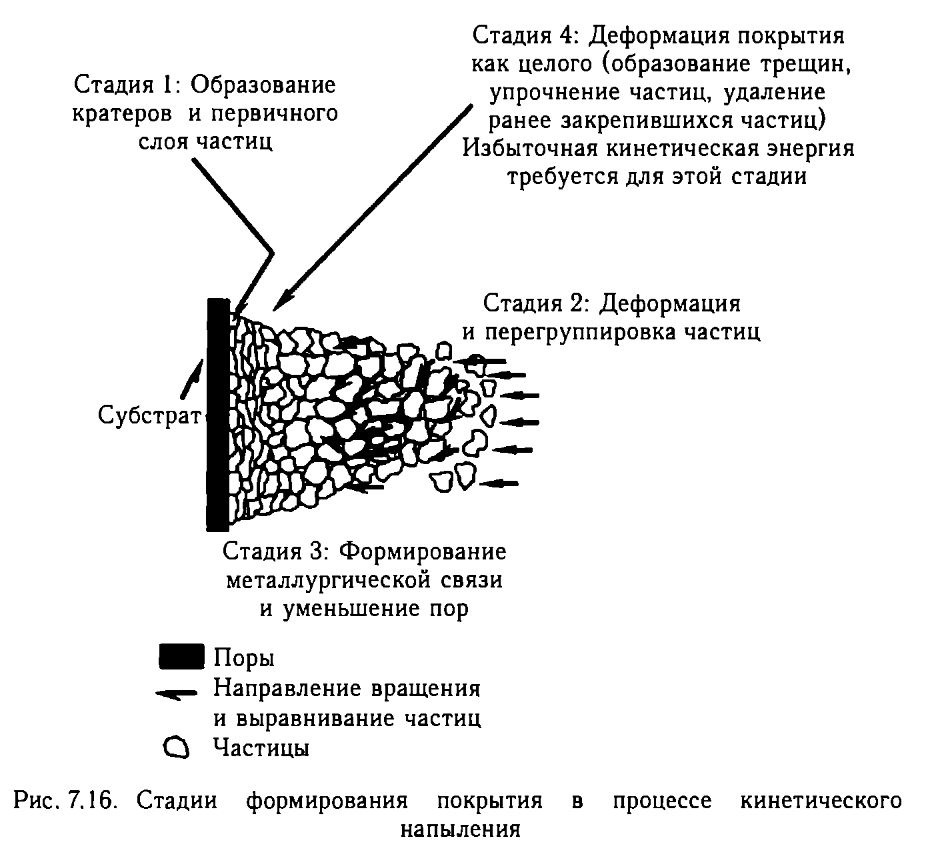
Если толщина слоя при напылении материала не большая, то пористость, находится на приемлемом уровне, если же проводится напыление в несколько этапов (сильное разрушение, каверна, скол), то пористость дальнего от подложки слоя слишком велика . А это сказывается на коррозионной стойкости такого покрытия в целом . Среди материалов наиболее сильно противостоящих коррозии нужно выделить алюминий, но чистый алюминий без смесей .
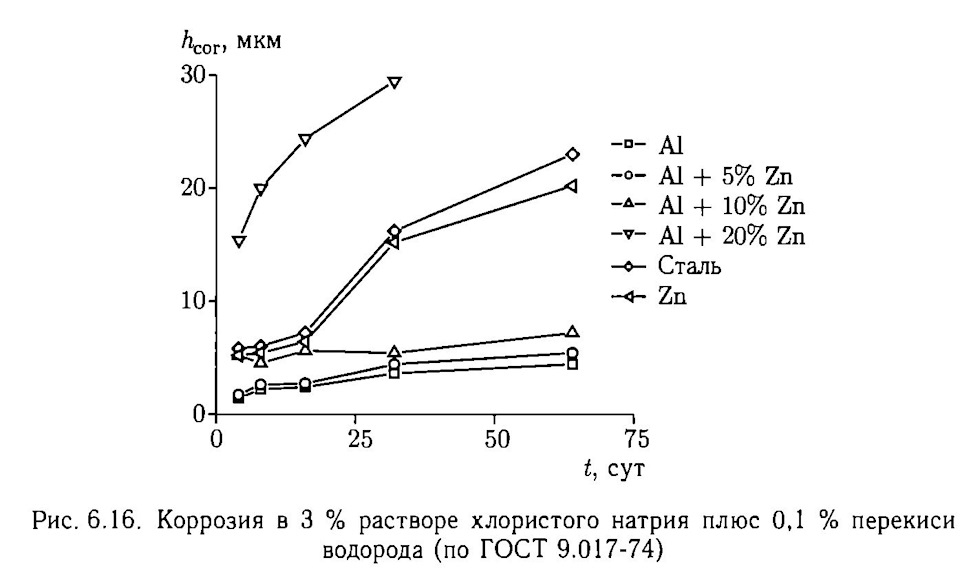
Такая особенность для данного металла связана с явлением «самозалечиванием «, когда оксид алюминия обладая лучшими характеристиками плотно «запечатывает» поры покрытия . Любая другая смесь, (и в особенности смеси с довольно дешевым цинком ) обладают прямо противоположным свойством, когда разрушение от коррозии происходит в разы быстрее основного материала .Какой же можно сделать вывод ? Для применения в деталях ДВС данный метод мало применим, как бы не хотелось, покрытия с нужными свойствами получить не удастся . Но, в то же время, данный метод напыления не плохо себе покажет в работах с кузовными деталями с учетом последующей обработки поверхности лако-красочными материалами . Приблизительно так я и представлял процесс, который ожидался при обработке рамных компонентов Лэндровера, но в нем все таки проявился один особенный аспект который значительно убавил комфорт проведения самого процесса, но изменил физические характеристики самого слоя .))Но, об этом в следующий раз …
Электродуговая металлизация

Продолжаем серию публикаций про технологии, на которых мы специализируемся, продвигаем и оказываем услуги, основанные на их применении.
Сегодня речь пойдет об электродуговой металлизации (ЭДМ).

ЭДМ — это способ нанесения металлического покрытия на различные изделия, механизмы и оборудование. При этом как покрытия, так и поверхности, на которые они наносятся могут быть совершенно различными. Наносить можно любые металлы, доступные в виде проволоки: цинк, алюминий, латунь, медь, баббит, сталь, нержавеющую сталь и их сплавы. Покрытия можно наносить на металлические, бетонные, в некоторых случаях стекло, дерево и даже МДФ.
В зависимости от типа напыляемого металла, ЭДМ позволяет решать различные задачи: защита от коррозии (напыление цинка, алюминия, нержавеющей стали), износа (напыление прочных металлов, стали), скольжения (напыление специальных сплавов титана и алюминия), создание токопроводящего слоя (напыление алюминия, меди), восстановление изношенной поверхности (напыление баббитов, стали), создание декоративного слоя (напыление латуни, меди, бронзы, алюминия) и другие задачи.
Оборудование для напыления.
В мире существует несколько известных производителей оборудования для электродуговой металлизации. Мы тесно сотрудничаем с компанией Metallisation — производителю из Великобритании с почти столетней историей (основана в 1922 году).
Обычно оборудование для ЭДМ состоит из нескольких основных компонентов:

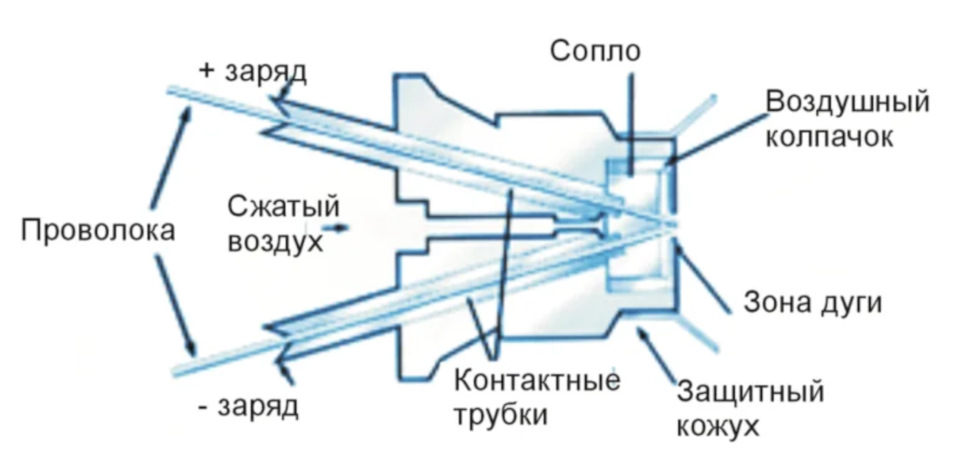
Проволока из катушек (2 штуки) подается в пистолет через лайнеры, входящие в состав шланг пакета. В пистолете две проволоки сходятся в одну точку. К ним подается постоянное напряжение из источника тока. Одна проволока имеет положительный потенциал, вторая отрицательный. Между концами двух проволок возникает электрическая дуга, в которой плавится металл обоих проволок. Как при сварке, рабочее напряжение невелико (20-40 В, в зависимости от металла), но распыление ведется на больших токах. В зависимости от мощности источника, ток может достигать 250-1500А. При этом, металлизаторы для ручного применения ограничены токами 700 Ампер. Серия промышленных металлизаторов работает в диапазоне до 1500А.
Расплавленный металл сжатым воздухом переносится на подготовленную поверхность, где застывает и образует прочную пленку. Толщина пленки зависит от материала напыления и количество слоев и обычно составляет 100-300 микрон (0,1-0,3 мм). В отдельных случаях возможно нанесение покрытия толщиной до нескольких миллиметров.
В результате получается прочное, слегка шероховатое металлическое покрытие с необходимыми свойствами. При необходимости его можно отшлифовать, отполировать, либо покрыть сверху прозрачным лаком или краской.
Прайс-лист на оборудование Димет
Оборудование газодинамического нанесения металлических покрытий ДИМЕТ
ДИМЕТ - 404
Портативное универсальное оборудование для ручной или частично автоматизированной работы.
Пять рабочих режимов, два переключаемых порошковых питателя ПВ43, два сопла: круглое СК20, плоское СП9; эргономичная рукоятка с двухпозиционной кнопкой управления.
Возможность дистанционного включения подачи воздуха и порошка. Энергопотребление: 220 В, 3,3 кВт.
Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 18 кг. Для многофункционального применения.
ДИМЕТ - 405
Портативное универсальное оборудование для ручной работы.
Пять рабочих режимов, два переключаемых порошковых питателя ПВ-43, два сопла: круглое СК20, плоское СП9.
Энергопотребление: 220 В, 3,3 кВт.
Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 17 кг. Для многофункционального применения.
ДИМЕТ - 412
Портативное оборудование для ручной работы.
Два рабочих режима, порошковый питатель ПВ43, одно круглое сопло СК20. Энергопотребление: 220 В, 2,9 кВт.
Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 9 кг. Для применения в локальном ремонте.
ДИМЕТ - 421
Портативное универсальное оборудование для автоматизированной или ручной работы. Пять рабочих режимов, два стабилизированных порошковых питателя ПВ45,
три сопла: круглое СК20, плоское СП9, круглое износостойкое СК30, эргономичная рукоятка с двухпозиционной кнопкой управления.
Возможность дистанционного выбора порошкового питателя, рабочего режима и управления подачей воздуха и рабочего порошка. Возможность компьютерного управления.
Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 19 кг. Для многофункционального применения.
Дополнительное оборудование (для организации рабочего места)
Пылезащитная камера ПЗК-С5
Камера для размещения деталей размером до 600х300х300 мм.
Специальная конструкция, предотвращающая выбросы пыли высокодинамичными воздушными потоками из камеры в зону оператора. Изменяемый размер и конфигурация входного окна для оптимизации процесса напыления на детали (группы деталей) различной формы и размеров. Внутренняя подсветка.
Фильтро-вытяжное устройство ФВК-10
Устройство для вытяжки запыленного воздуха из рабочей зоны (пылезащитной камеры) и его двухступенчатой очистки от пыли. Преимущественно для кратковременной работы.
Состав: один циклон, фильтрующий блок (со сменными фильтрами ФВУ), вентилятор с пускателем, воздуховод, переходник.
Производительность – 10 куб.м./мин
Фильтро-вытяжное устройство ФВК-20
Устройство для вытяжки запыленного воздуха из рабочей зоны (пылезащитной камеры) и его двухступенчатой очистки от пыли. Для продолжительной работы.
Состав: 2 циклона, фильтрующий блок (со сменными фильтрами ФВУ), вентилятор с пускателем, воздуховоды, переходник.
Производительность – 18 куб.м./мин
Сканирующее устройство СКУ-5
Предназначено для автоматического циклического перемещения напылительного блока и управления работой напылительного оборудования ДИМЕТ с целью обработки заданной площади плоской поверхности изделия, размещенного в пылезащитной камере (адаптирована к монтажу на ПЗК-С5).
Стойка СТ-5
Стойка специализированная – для размещения и внутрицехового перемещения портативного оборудования ДИМЕТ и, при необходимости, дополнительных блоков систем
автоматизации работы напылительного оборудования.
Стойка СТ-6
Стойка специализированная, с фильтром и пневмошлангами – для размещения и внутрицехового перемещения портативного оборудования ДИМЕТ, порошкового питателя,
дополнительных блоков систем автоматизации напылительного оборудования .
Открыть прайс лист на оборудование Димет
Купить оборудование и расходные материалы «Димет» с доставкой по России и СНГ
Так же на нашем сайте Вы найдете большую базу о применении Димет для решения различных задач и отзывы довольных клиентов. Чтобы получить бесплатную консультацию о Димет, заполните специальную форму на нашем сайте, мы свяжемся с Вами по телефону и ответим на все вопросы.
Мы уверены, что Димет станет надежным помощником в Вашем деле.
Здравствуйте. Мы поставляем оборудование Димет уже более 10-ти лет. Мы ответим на Ваши вопросы, связанные с работой установок Димет. Подберем для Вас установку, наиболее подходящую под Ваши задачи.
Узнайте больше о технологии Димет из видео роликов
Почему с нами работают десятки компаний по России и СНГ

Заключение договора
Мы работаем официально. И готовы заключить с Вами договор при необходимости.

Бесплатные консультации
Даже если Вы пока не наш клиент. Мы расскажем Вам о тонкостях работы с Диметом. По телефону или e-mail’у.

Официальная гарантия
Вы получаете 1 год заводской гарантии на установку Димет.
100% Гарантия обратного выкупа
Если по каким-либо причинам вы захотите продать установку Димет, мы выкупим её обратно.
Бесплатное обучение
Научим Вас работать с Диметом, расскажем нюансы работы и ответим на Ваши вопросы в нашем учебном центре.

Низкая цена
Мы продаем оборудование Димет по фиксированной цене, установленной заводом-изготовителем.
Достоинства технологии Димет
Ювелирная точность
Поток напыляемых частиц имеет небольшое поперечное сечение, что позволяет наносить покрытие с четкими границами.
Минимальный нагрев детали
Исключает возникновение деформаций, окисления и напряжения в обрабатываемых поверхностях.
Работает в любых условиях
Димет настолько прост, что вы сможете использовать его хоть в чистом поле! Вам потребуется только компрессор и электропитание 220
Простота в освоении
Димет не требует специального обучения для работы. Он удобен и интуитивно понятен. Работать с ним сможет любой.
Безопасность
Димет экологически безопасен. При работе с ним не выделяются вредные вещества.
Надёжность соединения
Восстановленная деталь будет служить так же долго, как новая, и может подвергаться любой механической обработке!
Отзывы
Сертификаты, награды, патенты
Области применения Димет
Нанесение защитных покрытий
Применение технологии Димет для создания защитных и антикоррозионных покрытий.
Герметизация швов, стыков, трубок, радиаторов
Применение технологии Димет для герметизации швов, стыков трубопроводов, трубок авто кондиционеров, радиаторов авто кондиционеров.
Заделка трещин
Ремонт трещины в радиаторе охлаждения
Устранение дефектов
Устранение дефектов литья, с помощью оборудования Димет.
Аппарат димет
В основу разработки установки Димет легла одна из лучших в мире технологий нанесения высококлассного металлического покрытия, разработанная Обнинским Центром порошкового напыления (ОЦПН). Металлизированные частицы на поверхность материала наносятся неиспользованным ранее революционным методом на основе сжатых газов, находящихся под низким рабочим давлением. Сжатый газ, смешанный с металлизированным порошком, в соплах аппарата Димет разгоняется до сверхзвуковой скорости. Частицы металла подаются на поверхность материала под высоким давлением, образуя высокопрочный клеящий слой.
Компактные габариты и мобильность оборудования Димет наряду с возможностью применять установки под открытым небом, буквально в «полевых условиях», делают его незаменимым при создании самых разных видов металлизации из популярных металлов с различными показателями пористости, плотности и толщины покрытия. Благодаря этому решение купить аппарат Димет целесообразно не только для крупных предприятий и небольших организаций, но и для частного пользования.
У нас вы можете бесплатно обучиться основам эксплуатации технологии Димет и купить оборудование, максимально соответствующее вашим требованиям. Мы более 10 лет являемся официальным дилером ОЦПН в России и поставляем оборудование и расходные материалы по ценам производителя. Предоставляем гарантии обратного выкупа оборудования, оказываем техническую и консультационную поддержку.
Читайте также: