Алюминиевые и металлические конструкции
Основные материалы, применяемые в строительстве,— сталь обыкновенного качества и алюминиевые сплавы.
Сталь: В зависимости от механических свойств конструкционные стали подразделяются на стали обычной прочности (обыкновенного качества), высокой прочности и повышенной прочности. К наиболее употребительным конструкционным сталям обыкновенного качества относятся углеродистые стали ВСтЗспб, ВСтЗГпсб, ВСтЗпсб и ВСтЗкп2; низколегированные маргандовистые стали 09Г2 и 14Г2;
Недостатками стальных конструкций являются их подверженность коррозии и сравнительно малая огнестойкость. Сталь, не защищенная от контакта с влагой, в сочетании с агрессивными газами, солями, пылью подвергается коррозии. При высоких температурах (для стали - 600°С, для алюминиевых сплавов - 300°С) металлоконструкции теряют свою несущую способность. Основными достоинствами стальных конструкций по сравнению с конструкциями из других материалов являются надежность, легкость, непроницаемость, индустриальность, а также простота технического перевооружения, ремонта и реконструкции.
Надежность стальных конструкций обеспечивается близким соответствием характеристик стали нашим представлениям об идеальном упругом или упругопластическом изотропном материале, для которого строго сформулированы и обоснованы основные положения сопротивления материалов, теории упругости и строительной механики. Сталь имеет однородную мелкозернистую структуру с одинаковыми свойствами по всем направлениям, напряжения связаны с деформациями линейной зависимостью в большом диапазоне, а при некотором значении напряжений может быть реализована идеальная пластичность в виде площадки текучести. Все это соответствует гипотезам и допущениям, взятым за основу при разработке теоретических предпосылок расчета, поэтому расчет, построенный на таких предпосылках, в полной мере соответствует действительной работе стальных конструкций.
Непроницаемость. Металлы обладают не только большой прочностью, но и высокой плотностью - непроницаемостью для газов и жидкостей. Плотность стали и ее соединений, осуществляемых с помощью сварки, является необходимым условием для изготовления резервуаров, газгольдеров, трубопроводов, различных сосудов и аппаратов.
Индустриальность. Стальные конструкции изготовляют на заводах, оснащенных специальным оборудованием, а монтаж производят с использованием высокопроизводительной техники. Все это исключает или до минимума сокращает тяжелый ручной труд.
Алюминиевые сплавы применяются в ракетной технике, в авиа-, авто-, судо- и приборостроении, в производстве посуды и во многих других отраслях промышленности. По широте применения сплавы алюминия занимают второе место после стали и чугуна. Алюминий, кроме того, применяется как легирующая добавка ко многим сплавам для придания им жаростойкости. При накаливании мелко раздробленного алюминия он энергично сгорает на воздухе.
Алюминий получают из минерального боксита, месторождения которого практически неисчерпаемы. Он является экологически чистым материалом, не содержит примесей тяжелых металлов, не выделяет вредных веществ под воздействием ультрафиолетовых лучей, и сохраняет работоспособность в любых климатических условиях при перепадах температур от -80°С и до +100°С.
Алюминий - легкий, прочный и некоррозирующий материал, обладающий высокой устойчивостью к воздействию окружающей среды, и в течение всего срока эксплуатации практически не требующий ремонта. Долговечность алюминиевых конструкций составляет свыше 80 лет (минимальный расчетный срок службы). Алюминий лучше, чем любой другой материал, сохраняет свои структурные свойства при перепадах температур. После обработки поверхности алюминиевых изделий, они становятся устойчивыми к коррозии, вызываемой дождями, снегом, жарой и смогом.
Одним из недостатков алюминия является то, что непосредственный или косвенный контакт алюминия с другими металлами, например, при попадании дождевой воды, может вызвать протекание электролитических реакций, что приводит к сильной электрокоррозии алюминия, вплоть до его разрушения. Особенно опасно сочетание алюминия и меди, из-за чего необходимо избегать их совместного использования.
Изготовление алюминиевых корпусов

Изготовление алюминиевых корпусов требует наличия качественного и высокоточного оборудования, а полный цикл включает в себя линию покраски и упаковки. Причем существует несколько способов изготовления данной продукции.
С конвейера сходят различные виды алюминиевых корпусов, которые применимы в различных сферах. Все они производятся по разработанным технологиям и требуют «своей» защиты. Это важно учесть при заказе таких изделий и обязательно уточнить этот момент у исполнителя. Рассказываем, на что именно надо обратить внимание.
Преимущества корпусов из алюминия и сферы их применения
Корпуса из алюминия часто используются в промышленной отрасли для установки схем. Однако это не единственная их область применения – оболочки такого типа необходимы также для изготовления:
- датчиков любого формата;
- коробок распределения;
- измерительных приборов;
- приборов контроля;
- радиоприборов;
- сетевых фильтров;
- управляющей техники.
Универсальные корпуса применяются для производства радиоприборов и прочих устройств, работающих в разных погодных условиях. Применение корпусов РЭА из алюминиевого профиля способствует отведению тепла из готового устройства во многом за счет целостности их конструкции. Они отлично подходят в тех случаях, когда теплоотвод имеет важное значение.

Алюминиевый сплав имеет сразу несколько преимуществ: металл под ним становится более защищенным, не подвергается разрушительному воздействию УФ-лучей, устойчив к химикатам. Такой корпус имеет высокую прочность и хорошо отводит тепло, не разрушается под действием высоких температур. В отличие от стальных конструкций, алюминиевые – более легкие и не подвержены окислению даже без специального антикорозийного слоя.
6 этапов технологии изготовления алюминиевых корпусов
Изготовление алюминиевых корпусов, а именно листового материала для них, происходит на координатно-пробивных прессах или при помощи лазерной резки. После этого осуществляется чистовая обработка.
Пошаговое описание работ:
- Раскрой металла. На этом этапе из прокатного материала вырезают лист нужного размера, выполняют на нем отверстия и пазы, предусмотренные чертежом. В этих целях используют координатно-пробивные прессы или установки для лазерной резки.
Преимуществом первого способа является высокая скорость выполнения работ, однако после него изделие нуждается в дополнительной обработке кромок. Погрешность координатно-пробивного пресса достигает 0,05 мм, для некоторых случаев это может быть критичным. Изделия, вырезанные на лазерной установке, отличаются высокой точностью и чистотой кромок, они не требуют последующей обработки краев. Однако такой агрегат имеет ограничения по толщине заготовки – она не должна превышать 6 мм.
Изготовление алюминиевых корпусов может производиться также на токарных станках или фрезерных установках с ЧПУ. После раскроя деталь проходит этап обработки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Во время использования фрезерного или токарного станка листовая заготовка приобретает нужную геометрическую форму, на ней выполняются пазы, перфорации или вырезы.
Рекомендовано к прочтению
В качестве антикоррозийной защиты наносится либо краска, либо гальваническое покрытие.
Финальным этапом создания корпусов такого типа является нанесение логотипа, фразы или прочих надписей. Это происходит с применением тампопечати, гравировки, шелкографии или УФ-краски.
Изготовление корпусов РЭА из алюминиевого профиля происходит в соответствии с техническим заданием заказчика. Стандартное время выполнения работы составляет 55–70 трудодней, но этот показатель может варьироваться в зависимости от сложности заказа. После обсуждения деталей задания происходит тестирование пресс-формы и ее настройка при необходимости. Тестовые детали отправляются заказчику для оценки качества и, если оно соответствует требованиям, начинается процесс производства партии.

Срок эксплуатации пресс-формы исчисляется количеством ее смыканий. Как правило, оно составляет 1-2 тыс. раз – все зависит от технического задания.
К преимуществам изготовления алюминиевых корпусов при помощи пресс-форм относятся высокая производительность, низкая стоимость работ, широкая палитра цветовых решений. Среди недостатков: длительный и дорогостоящий процесс изготовления самой пресс-формы и ее недолговечность.
4 вида алюминиевых корпусов
В зависимости от типа конструкции алюминиевые корпуса подразделяются на:
- герметичные – они могут быть цилиндрической формы или в форме параллелепипеда;
- многоцелевые;
- стандартные;
- фланцевые – за счет специальных отверстий на фланцах элементы корпуса легко соединяются между собой.
Выбор корпуса из алюминия оказывает весомое влияние на то, как будет работать устройство в целом.
К конструкциям со свободными фланцами можно с легкостью присоединить крепления колодок (на клеммах), оснащенные электромеханическими составляющими. Кроме того, к ним легко прикрепить фланцы. Визуально корпуса такого типа представляют собой мощную литую алюминиевую конструкцию, оснащенную 4, 6 или 8 отверстиями (на фланцах).
Изготовление алюминиевых корпусов должно происходить с учетом потенциального напряжения и степени деформации, которые будут влиять на оболочку готового прибора. Если эти параметры рассчитаны верно, то толщина листа и зазоры будут подобраны оптимально. На показатели напряжения и деформации напрямую влияют окружающие условия, в которых будет использоваться прибор. Так, на большой высоте будет повышено внутреннее давление, а на большой глубине – внешнее. Если эти показатели не будут учтены, то при подъеме стенки прибора могут раздуться, а при погружении – сплющиться.
Если за основной критерий выбора металлического корпуса поставить цену, то лучше всего отдать предпочтение конструкции из алюминиевого профиля. Несмотря на бюджетную стоимость подобных изделий, их качество на достойном уровне.
Обычно для их исполнения применяются П-образные алюминиевые заготовки. Затем из них делают корпуса для зарядных устройств, блоков питания, автоусилителей, адаптеров сети и прочих приспособлений, предполагающих активную теплоотдачу.
Для сильно нагревающихся приборов часто изготавливают алюминиевые корпуса из герметичных замкнутых радиаторных заготовок. Изделия такого типа, как правило, производятся сериями и могут иметь разную длину.
Для устройств, предполагающих периодическую разборку (для прочистки, наладки, техобслуживания и т. п.) применяют разъемную герметизацию корпуса.
Оборудование для производства корпусов из алюминия
Изготовление алюминиевых корпусов выполняется на специальном профессиональном оборудовании для работы с данным материалом и его соединениями. Чтобы все операции были выполнены качественно, машины должны отвечать современным требованиям безопасности, точности и экономичности процесса.
Максимально неопасным считается обрабатывающий центр с числовым программным управлением осями хода. Аппараты такого типа легки и понятны в эксплуатации, в них имеется возможность программирования заданных операций и при необходимости внесения корректировок.
Сравнение эффективности строительных стальных и алюминиевых сплавов при различных условиях эксплуатации
Рассмотрены различные характеристики алюминиевых сплавов и сплавов из стали. Определены области эффективного применения данных сплавов в строительстве. Приведенные данные свидетельствуют о рациональности применения алюминиевых сплавов в строительной отрасли.
Ключевые слова
ЭФФЕКТИВНОСТЬ, МЕТАЛЛОКОНСТРУКЦИИ, СТРОИТЕЛЬНЫЕ АЛЮМИНИЕВЫЕ КОНСТРУКЦИИ, СТРОИТЕЛЬНЫЕ СТАЛЬНЫЕ КОНСТРУКЦИИ, АЛЮМИНИЕВЫЕ СПЛАВЫ
Текст научной работы
В России применение металлических конструкций в строительстве в качестве несущих и самонесущих конструкций имеет довольно широкое распространение.
В первую очередь это конструкции, выполненные из прокатных и сварных профилей различных марок конструкционных углеродистых сталей, появление которых в нашей стране можно отнести к 40-м годам XIX века.
Первые же конструкции из алюминиевых сплавов, не смотря на дороговизну, были применены в начале XX века. Решающее значение применению данных сплавов в строительных конструкциях дали исследования профессора В. И. Трофимова, проводимые с 1957 года. Именно с середины 60-х годов XX века в СССР появилась проблема эффективности применения стальных и алюминиевых сплавов [1].
Металлоконструкции из алюминиевых сплавов имеют как преимущества, так и недостатки. Для дальнейшего сравнения приняты характеристики алюминиевого термически упрочняемого сплава АД31Т1 и стали конструкционной углеродистой Ст3сп, как наиболее распространенные в строительной отрасли, сравнительная таблица приведена в приложении 1.
Главным преимуществом алюминиевых сплавов можно назвать малый собственный вес (в 2,9 раз меньше чем у стали), относительно прочностных характеристик (отличающихся примерно в 2 раза). Для характеристики прочности строительных материалов с учетом собственного веса принято отношение предела прочности R к удельному весу γ [2]. Это отношение измеряется высотой столба постоянного сечения (C), в основании которого напряжения от собственного веса равны пределу прочности при сжатии:
Хотя алюминиевые сплавы по сравнению со сталью имеют высоту столба постоянного сечения в 1,5 раза большую, чем у сталей, для эквивалентного сравнения эксплуатационных качеств необходимо учитывать увеличенный расход материала для алюминиевых конструкций, чтобы обеспечить местную и общую устойчивость сжатых стержней. Изгибаемые элементы должны удовлетворять, в том числе и условиям жесткости, что требует высоких показателей по модулю упругости E материалов. Данная характеристика у стали в 3 раза выше, в сравнении с алюминиевыми сплавами.
Вышеприведенные показатели означают, что стальные конструкции эффективнее алюминиевых, кроме случаев, когда собственная масса конструкции составляет большую часть нагрузки.
Важным фактором, влияющим на несущую способность конструкций при динамическом воздействии на них, можно назвать логарифмический декремент затухания колебаний. Данный параметр у алюминиевых сплавов в 2,5 раза выше, чем у сталей, что позволяет рационально использовать его в конструкциях подверженных сейсмическим воздействиям.
Алюминиевые сплавы также имеют высокую стойкость против коррозии, за счет образования тонкой пленки окисла алюминия, в отличие от стали. Это свойство алюминиевых сплавов позволяет не только применять их в условиях воздействия химически агрессивных сред без устройства специального защитного покрытия, но и широко применять замкнутые в сечении профили. Применение же конструкций из стали замкнутого сечения довольно ограниченно в связи с тем, что необходимо обеспечивать герметизацию самой конструкции [3].
На работу конструкций в условиях низких отрицательных температур оказывает свойство материалов изменяться в объеме в связи с изменением температуры. Коэффициент линейного температурного расширения стали в 2 раза меньше алюминиевых сплавов, что позволяет выполнять из стальных конструкций более крупные температурные блоки. Однако, у стали в условиях низких и крайне низких температур значительно быстрее по отношению к алюминиевым сплавам снижается пластичность, предел прочности и ударная вязкость, что затрудняет эксплуатацию стальных конструкций и элементов при температурах ниже -40°C.
В последнее время все больше уделяется внимания пожарной безопасности [4]. Несмотря на высокую температуру плавления стали, превышающую аналогичный показатель у сплавов из алюминия на 800°, опыт обследования и испытания конструкций показал лучшую способность алюминиевых конструкций сохранять несущую способность и целостность конструкции [5]. Данные факты объясняются удельной теплоемкостью данных материалов, отличающихся в 2 раза.
Твердость алюминиевых сплавов в 1,6 раз меньше, чем стали, что значительно упрощает обработку материала, а также, учитывая малую массу, позволяет снизить энергоемкость на стадии изготовления, транспортировки и монтажа конструкций.
Вывод: несмотря на то, что стоимость алюминиевых сплавов за единицу массы в 5-8 раз превышает стоимость сплавов из стали, сплавы из алюминия являются конкурентоспособными, при использовании в несущих и самонесущих конструкциях зданий и сооружений, эксплуатируемых в условиях крайнего севера, в условиях сейсмической активности или при воздействии других динамических нагрузок, с высокими требованиями к коррозионной защите, огнестойкости, огнеупорности или долговечности, а также для конструкций с большими пролетами.
Технология изготовления металлоконструкций

Технология изготовления металлоконструкций – достаточно сложный процесс, содержащий несколько этапов. На каждом из них все работы должны быть выполнены идеально – и дело тут не только и даже не столько в возможных претензиях заказчика.
Металлоконструкции сейчас используются повсеместно: в промышленности, энергетической сфере, строительстве. На их основе возводят жилые дома и административные здания, разного рода склады и спортивные комплексы. Поэтому от того, насколько точно соблюдена технология производства металлоконструкций, в буквальном смысле слова зависят жизни людей.
Основные виды металлоконструкций
Область применения металлоконструкций разнообразна как по виду назначения построек, так и по уровню сложности возводимых объектов. Они широко используются в строительстве складских помещений, автомоек и СТО, производственных и сельскохозяйственных комплексов, зернохранилищ и т. д. Учитывая обширный набор сфер использования, требуется четкая классификация металлоконструкций в соответствии с конкретными критериями.

Один из таких критериев – технология изготовления металлоконструкций и способ их сборки. Так, различают:
- болтовые (винтовые) – сборка производится с применением метизов;
- клепаные – сборка с использованием клепок;
- кованые – объединение элементов конструкции посредством ковки;
- сварные – соединение деталей при помощи сварки;
- штампованные – изготовление бесшовных металлоконструкций путем штамповки металлопроката;
- комбинированные – объединение нескольких способов изготовления и сборки металлоконструкций: например, сварно-болтовые, сварно-литые и др.
По типу использования металлоконструкций выделяют:
- Сборно-разборные, когда конструкция может собираться непосредственно на объекте и разбираться при необходимости. Такая технология изготовления металлоконструкций позволяет использовать их повторно.
- Цельнолитые (стационарные), когда создается стационарная конструкция для продолжительной эксплуатации. Такие металлоконструкции демонтажу не подлежат.
- Трансформируемые – данный вариант напоминает сборно-разборные конструкции, но в этом случае из одного и того же набора элементов можно создавать металлоконструкции различных конфигураций и размеров.
По назначению металлоконструкции можно разделить на два типа: несущие и ограждающие. К первому относятся каркасы деталей, которые обеспечивают жесткость и устойчивость всей конструкции, ее техническую конфигурацию. Ко второму типу относят комплекс деталей (сэндвич-панели и фасадные, ограждения, воротные системы и пр.), выполняющих защитную функцию.
Рекомендуем статьи по металлообработке
Технологии изготовления металлоконструкций классифицируют также по материалу, из которого они выполняются. Для этих целей применяют металлические сплавы: алюминиевые, стальные, титановые, чугунные и др. или их соединения.
Этапы изготовления металлоконструкций
Технология изготовления металлоконструкций на заводе из листового, профильного, сортового или фасонного проката включает в себя:

- Проектирование элемента. Будущее изделие должно быть выполнено с учетом типа его механических нагрузок, сферой и особенностями эксплуатации, спецификой соединения деталей в готовой конструкции. На этом же этапе происходит определение материала для изготовления элемента.
- Заготовка. На этом этапе определяется вес будущей детали и происходит проверка качества. При необходимости ей придается нужная конфигурация с помощью рубки, резки (механической или термической) либо других способов и инструментов.
- Обработка будущих деталей. Технология изготовления металлоконструкции из профильного металлопроката предполагает придание заготовке спроектированной формы посредством гибки, шлифовки, сверления, стыковки листа в карты и обработки стыковочных швов и т. д.
- Сборка конструкции. Происходит скрепление элементов в соответствии с чертежами при помощи сварки или путем механизированной сборки. Подробнее этот этап мы рассмотрим далее в этой статье.
- Покрытие металлоконструкции антикоррозийными средствами.
- Готовые конструкции маркируют, упаковывают и проверяют качество.
- Изделия, прошедшие предыдущие этапы, доставляются на объект. Здесь же выполняется их установка.
Сборка как важная часть технологии изготовления металлоконструкций
Как отмечалось выше, технология изготовления металлоконструкций включает в себя несколько этапов. Сборка при этом имеет далеко не последнее значение. Она может производиться путем сварки, склейки и с использованием болтов или заклепок.
Остановимся подробнее на каждом из способов.

- Сварка выполняется за счет активного нагрева материала до тех пор, пока края элементов не начнут расплавляться по линии соединения (сварочной кромке). Во время использования электродугового сварочного аппарата происходит расплавление электрода – именно он обеспечивает сцепление деталей. Кроме электродуговой, может быть применена газовая (с применением инертных газов) или точечная сварка (когда соединяемые детали прижимаются максимально плотно друг к другу, а через линию стыка пропускается электрический импульс).
- Склейка выполняется с помощью специальных клеевых составов, позволяющих как бы спаять детали на молекулярном уровне. Сегодня такая технология изготовления металлоконструкций считается одной из наиболее надежных.
- Сборка при помощи болтов и заклепок относится к механическим способам соединения деталей конструкции. Заклепки чаще всего применяются в тех случаях, когда на объект предполагается воздействие вибраций в ходе эксплуатации. Гайки и болты в таком случае не подойдут, поскольку их крепления могут ослабнуть под динамичным движением конструкции.
Важнейшим условием изготовления и выпуска металлоконструкций (вне зависимости от их типа и способа эксплуатации) является проверка качества на каждом этапе обработки.
Технологии борьбы с коррозией при изготовлении металлоконструкций
Способы предупреждения и устранения коррозии относят к отдельной категории технологий изготовления металлоконструкций, поскольку этот шаг нельзя пропустить при эксплуатации, ремонте и обслуживании объекта.
Выделяют следующие способы борьбы с окислением и порчей металла:
- Исключение контакта металлических элементов с водой. Этот способ применим лишь в тех случаях, когда нет ограничения функционала объекта. Решение о его использовании должно приниматься в каждом конкретном случае.
- Добавление в сплав, из которого изготовлена металлоконструкция, химических элементов, принимающих на себя воздействие воды в первую очередь. Такие элементы более устойчивы к коррозии, чем металл, что дает конструкции в целом существенный запас прочности.
- Нанесение на конструкцию водоотталкивающих средств (краски, лака, эпоксидных составов и пр.). Наличие гидрофильного слоя препятствует прямому контакту металла с водой, что защищает детали от появления коррозии. Как правило, такие средства наносятся на уже собранные объекты.
- Биметалл. Такая технология изготовления металлоконструкций предполагает использование в качестве материала сплава из двух металлов, один из которых более уязвим к коррозии, а другой – менее (например, сталь и хром/алюминий/цинк). Такая мера защиты конструкции от окисления применяется еще на этапе заготовки, зато на выходе получается прочная деталь с улучшенными характеристиками.
Применение антикоррозийных мер значительно увеличивает срок эксплуатации объекта, а своевременное обслуживание металлоконструкции продлевает его вдвойне.

Контроль качества изготовления металлоконструкций
Любой завод по изготовлению металлоконструкций может установить собственные правила и закрепить их во внутренних приказах или актах. Однако контроль качества изделий происходит на основании определенной нормативно-технической документации.
Проверка подразумевает несколько этапов:
Происходит оценка основных и вспомогательных материалов, поступающих на склад, для последующего использования в изготовлении металлоконструкций. Проверяются:
- сопроводительные документы;
- внешний вид материалов;
- качество металла при помощи ультразвука;
- сорта, классы и марки стали, соответствие их геометрических характеристик;
- расходные материалы и газы для сварки;
- типы и марки средства для борьбы с коррозией;
- классы болтов, гаек и пр. материалов.
После завершения экспертизы ее результаты вносятся в специальный журнал для учета.
2. Операционный контроль.
Технология изготовления металлоконструкций на этом этапе предполагает случайный отбор нескольких деталей из поступившей партии для последующей проверки на соответствие проектной документации и установленным нормам. Оцениваются:
- геометрические характеристики деталей и их конструкций, качество их механической обработки;
- сборка элементов, их подготовка к сварочным операциям;
- качество соединений;
- антикоррозийное покрытие и особенности его нанесения.
После завершения экспертизы ее результаты отмечаются в карте операционного контроля качества.
3. Периодический и приемосдаточный контроль.
Периодический контроль качества предполагает проведение запланированных (установленных технологическими нормами) или незапланированных испытаний (в случае, когда возникают проектные несоответствия). Инспектируется:
- способность деталей к геометрически правильной сборке;
- несущие характеристики конструкции;
- соблюдение технологии изготовления металлоконструкций на заводе;
- точность и соответствие технологических операций;
- достоверность результатов входного и операционного контроля качества.
Приемосдаточный контроль применяется к выходной продукции в целом, будь то элементы, детали или их партии. Проводится проверка:
- визуальная на наличие дефектов металлоконструкции (сколов, коррозий и пр.);
- качества нанесения средства для борьбы с коррозией (однородность и целостность покрытия);
- геометрического соответствия готового изделия проектируемому (применяются маяки: лазерные линейки и теодолиты);
- прочностных характеристик изделий (при помощи УЗ-дефектоскопа);
- прочности соединений (сварки), качества отверстий для болтов и заклепок;
- маркировки (в соответствии с ГОСТом);
- целостности упаковки.

Результаты проведенных проверок заносят в отчет и в сертификат соответствия.
Особенности монтажа металлоконструкций
Металлоконструкции широко применяются в строительстве: при возведении высотных зданий, одноэтажных домов с большой площадью, цехов и других промышленных зданий, резервуаров, технических построек и пр.
Технология изготовления металлоконструкций – в частности их монтаж – подразумевает сложный комплекс работ по установке деталей и оборудования и соединения их в единую конструкцию. Объект может быть представлен как в виде отдельных деталей, так и в формате полноценного сооружения.
Поскольку металлоконструкции имеют способность к деформации, принимаются особые меры по защите элементов от повреждений. Это особенно важно при складировании деталей, их транспортировке и установке.
Все элементы металлоконструкций, кроме вертикальных секций и колонн, хранятся и транспортируются в проектном положении. Если детали крупные, фермы, как правило, усиливают в верхних и нижних поясах деревянными щитами. Обхватывая изделия металлическими тросами, между ними устанавливают прокладку. Это предохраняет «нити» от протирания, а детали от деформации.
Металлические фермы для складирования металлоконструкций устанавливают в непосредственной близости от объекта возведения. Детали укладываются на специальные подкладки, а между элементами устанавливаются прокладки. Очень важно, чтобы их края были скруглены, а поверхность не имела шероховатостей.
Технология монтажа металлоконструкций предполагает два возможных варианта:
- Монтаж элементов или их блоков согласно проектным отметкам. Такой способ часто применяется при возведении каркасов зданий.
- Сборка металлоконструкции на земле с последующей установкой в проектные точки объекта. Этот вариант используется при возведении линий электропередач, радиоантенн, башен и пр.
Перед монтажом металлоконструкции на объекте необходимо выполнить приемку фундаментов. Она включает в себя комплекс проверок:
- отклонения опорных плит и фундаментов, положение опорных устройств, анкерных болтов;
- состояния резьбы анкерных болтов – они должны быть защищены от коррозии и деформаций при монтаже.
Технология изготовления металлоконструкций и их монтажа требует обязательного использования анкерных болтов. Они устанавливаются при заливке фундамента и в нем же фиксируются.
Башмаки стальных колонн опираются на фундаменты одним из следующих способов:
- Непосредственно на поверхность фундамента, который был возведен до проектной отметки подошвы колонны. Дополнительной заливки бетона при этом не требуется.
- На опорные плиты с верхней строганой поверхностью. При этом они установлены, их положение выверено, раствор подлит заранее.
- На опорные балки, которые установлены и выверены заранее. После установки башмаков стальных колонн требуется подливка раствора.
Для того чтобы спроектированное строение было надежным и выполняло свои функции как можно дольше, металлоконструкции следует заказывать у профессиональных производителей, которые имеют большой опыт выполнения работ такого типа, высокую квалификацию и первоклассные стандарты качества.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Алюминиевый профиль как универсальный ресурс для сборки чего угодно. Часть 1
Еще недавно профиль типа Т-слот (T-slot) был не самым популярным, но после того, как его стали применять в конструкции многих моделей 3D-принтеров, он появился везде и всюду. Теперь он используется для сборки тех же 3D-принтеров, лазерных резаков, станков с ЧПУ.
Кроме того, профиль подходит для изготовления верстаков, осветительных приборов, даже рамок для фотографий, если, конечно, такая мысль возникнет. Давайте чуть изучим возможности профиля и посмотрим, для чего, кроме чисто строительных нужд, его можно применять. В первой части рассматриваются особенности профиля и соединений.
Почему профиль удобен?
В общем-то, если у вас прямые руки, то можно строить нужные конструкции из чего угодно, включая дерево, арматуру или обычный алюминий. Профиль же хорош тем, что он относительно недорогой и без проблем поддается модификациям. Все, что нужно мастеру — устройство для разрезания профиля и дрель для сверления отверстий в нем. Возможно, пригодится еще и приспособление для нарезания внутренней резьбы — иногда это нужно. Имея все это, можно собрать, что угодно — от мелких конструкций до масштабных систем.
Но одного профиля недостаточно — нужны еще специфические запчасти вроде креплений, гаек, болтов, стяжек и прочих аксессуаров. Большим плюсом является наличие в хозяйстве 3D-принтера — многие необходимые элементы можно распечатать самостоятельно.
Типы профилей и их особенности
Говоря о «профиле» мы подразумеваем одновременно несколько типов изделий из алюминия с разной геометрией. Чаще всего встречается профиль в форме квадрата или прямоугольника. Наиболее распространенная разновидность — профиль с квадратным сечением, продольным отверстием в центре и Т-образными пазами для «подключения» самых разных объектов.
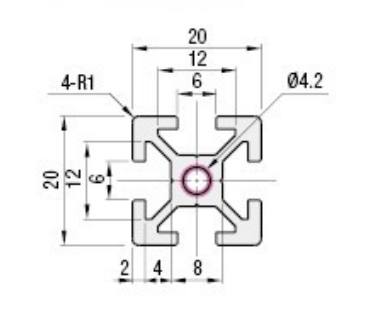
Кстати, есть профили, изготовляемые по метрической системе, есть — по имперской. Называют профиль (в данном случае квадратный) по его размерности. Например, квадратный профиль с длиной стороны 20мм будет называться профиль 20Х20. Официально такой профиль называется «алюминиевый станочный профиль 20Х20».
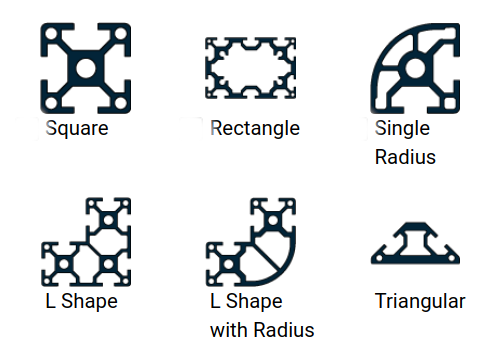
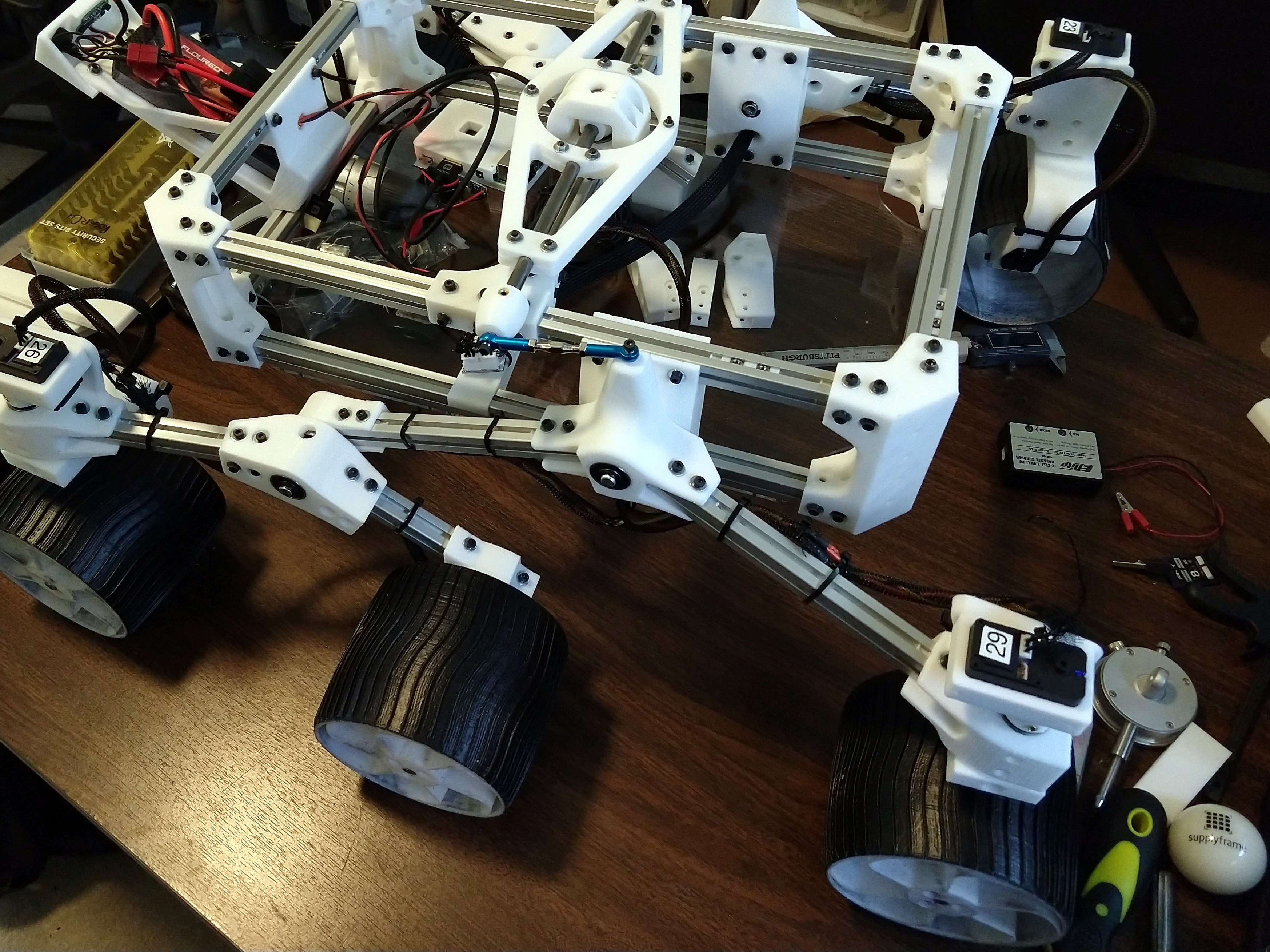
Конечно, есть и другие формы профиля, некоторые из них весьма экзотические. Есть профили с полукруглым корпусом, есть — с треугольным. У каждой формы — собственное предназначение, все зависит от цели мастера и проекта. Пример такого проекта — ниже. Авторы его, семейная пара, собрали шикарный стол из профиля и ДСП.
Крепление к профилю
Чаще всего аксессуары вроде ножек или кронштейнов крепятся к профилю при помощи болтов и гаек, которые вставляются в пазы. Для крепления у мастера должен быть доступ к открытому концу паза профиля. Если нужно вставить дополнительный аксессуар между двумя другими гайками или паз заблокирован кронштейном, дело чуть усложняется — придется конструкцию разбирать. Правда, такие вопросы решаются и при помощи Т-гайки, это популярный крепежный элемент, который обеспечивает надежное соединение в любом профиле в системах из любых материалов. Об этом — ниже.
Проще всего сразу вкрутить болт в кронштейн, навернуть гайку, потом вставить конструкцию в паз профиля, установить на место и потом уже закрутить гайку. Здесь стоит учитывать длину болта — она должна быть такой, чтобы пройти через кронштейн и гайку, не касаясь профиля с другой стороны. Например, если толщина кронштейна 10мм, толщина гайки — 6мм, то длина болта в идеале должна составлять 15 мм. Если болт будет слишком коротким, то закрепить деталь надежно не удастся, более того, гайка может просто соскочить в самый неожиданный момент.
Что касается T-гаек, то у них есть большое преимущество по сравнению с любыми другими. Если оба конца профиля уже заняты или по какой-либо другой причине вставить крепление в паз с открытого конца нельзя, приходит на помощь Т-гайка. Она входит в паз без проблем, а затем, при закручивании болта, поворачивается на 90 градусов и застревает в пазу. Есть специализированные гайки с пружинами или установочными винтами. Есть и болты с Т-образной головкой.
Соединение профилей между собой
При необходимости концы профилей можно надежно закрепить друг с другом при помощи специальных коннекторов. Большинство вариантов соединений показаны вот в этом видео:
Крепления для профилей выполняются из алюминия или стали. Если есть возможность, их можно и распечатать на 3D-принтере, учитывая, конечно, цели и особенности каждого крепления.
В простейшем случае нужно просто соединить профиль при помощи линейного соединителя — полоски металла, которая вставляется в прорезь (слот).
Еще концы профилей можно закрепить без использования креплений. В этом случае используется болт, для чего требуется высверлить отверстия в закрепляемых профилях, вставить болт и затянуть его.
Аксессуары
Их огромное количество, продаются они там же, где и профили. Есть накладки, ножки, ролики, пружины, ручки и петли, равно, как и другие элементы. На любом сайте 3D-печати есть файлы как этих, так и любых других элементов для крепежей. Это могут быть держатели катушек, держатели для инструментов, лампы и т.п.
Главное, о чем нужно помнить, используя подобный элемент — для его закрепления нужна гайка, так что распечатайте или закупите достаточное их количество.
Где достать профиль?
Профиль можно купить во многих строительных и/или специализированных магазинах. Если есть возможность разрезать профиль, то лучше купить набор новых профилей, затем разрезав их по чертежу/схеме. В некоторых магазинах/мастерских вам могут нарезать профиль так, как нужно — естественно, за деньги.
Немного о 3D-печати креплений
Кронштейны и крепления можно печатать на принтере, о чем говорилось выше. Если есть достаточное количество пластика, можно распечатать и сам профиль. Т-гайки, о которых говорилось выше, тоже можно печатать.
Но здесь нужно быть осторожным. Каким бы хорошим и качественным ни был бы ваш принтер, пластиковые элементы никогда не будут такими же прочными, как металлические.
Еще один нюанс — профили от разных производителей могут чуть отличаться, поэтому и крепления для них будут другими. Крепление от производителя Х могут не подходить к профилям производителя Y.
В следующей статье расскажем и покажем, что можно сделать из профиля, учитывая информацию, изложенную здесь.
Читайте также: