
Стенд для тротуарной плитки своими руками
Тротуарная плитка для дорожек на даче: от выбора материала до тонкостей укладки
От чего зависят характеристики плитки
В плане дизайна сегодня нареканий не возникает к любой плитке – у каждого производителя большой выбор коллекций, отличающихся и формой, и фактурой, и гаммой. Дизайн, несомненно, важен, но красивая плитка еще не равно качественная, и как она будет выглядеть не в каталоге или на стенде, а на дорожках, и как себя поведет в различных эксплуатационных условиях, зависит не от презентабельности. Технические и эксплуатационные характеристики бетонной плитки определяются способом производства – в основе всех изделий цементное связующее, заполнители и функциональные добавки, но то, как именно готовится смесь, как она формуется, уплотняется и «созревает», влияет на все свойства продукта.
Наиболее плотной, прочной и долговечной является бетонная плитка, произведенная методом вибропрессования. А еще лучше, если это двойное вибропрессование – основное «тело» плитки содержит крупный заполнитель (гранитный щебень), а, как известно, прочность бетонных изделий напрямую привязана к прочности самого крупного заполнителя.

Что касается вибролитья, то такие изделия прочнее самодельных, уплотняемых вручную, но вибропрессованным уступают по всем качественным характеристикам.
На что обращать внимание при выборе плитки
В отличие от вибролитья, выпускаемого сотнями «гаражных кооперативов», в лучшем случае по ТУ, все качественные параметры вибропрессованных изделий регламентируются соответствующим ГОСТом. Да и производят их только крупные специализированные предприятия, способные приобрести немецкую автоматическую линию. А там, где автоматика, там и жесткий контроль качества на каждом этапе, и даже с нашим менталитетом недоложить цемента или подлить побольше водички, чтобы снизить себестоимость – невозможно. Поэтому у качественной бетонной плитки, которая прослужит минимум, пятнадцать лет и быстрее надоест, чем испортится, три главных признака:

Но на глаз можно определить только откровенный самопал, а если вибролитье от более-менее ответственной компании, разобраться, что именно на стенде, проблематично. Поэтому не стоит приобретать тротуарную плитку на первой попавшейся базе, где вполне могут и сертификат «нарисовать». Обращаться нужно или напрямую, на завод, или, если нет такой возможности, к официальным дилерам, списки которых всегда есть на сайтах производителей. И стоимость доставки при выборе будет иметь решающее значение.
Роман Чижов Главный технолог завода SteingotУ всех основных производителей качество продукции одинаково хорошее. При этом у одного из них плитка может быть чуть дешевле. Но нужно всегда считать итоговую стоимость с доставкой – у второго при более высокой цене продукции доставка может оказаться намного дешевле, и общая стоимость может получиться ниже. Ну и сроки, конечно: у одного это может быть пара дней, а у другого и две-три недели.
Как толщина плитки влияет на долговечность мощения
Напрямую. Да, вся вибропрессованная плитка характеризуется повышенной прочностью (В22,5-В30), но за то, какие именно нагрузки она способна выдерживать и как долго, отвечает толщина. Чем выше нагрузки и чем интенсивнее режим эксплуатации, тем толще должна быть бетонная плитка. И этот показатель также регламентируется, но уже не только ГОСТом, но и строительными правилами проектирования, строительства и эксплуатации – СТО 46505580-002-2020 «Мощение с применением бетонных вибропрессованных изделий». Кстати, лишнее доказательство, что именно вибропрессованная бетонная плитка рассматривается в качестве оптимального материала для мощения. Частная сфера многогранна и пешеходными дорожками не исчерпывается, кто-то и КамАЗ груженый на ночь во двор загоняет, разберем все возможные варианты.
- Отмостка, парадные, садовые и хозяйственные дорожки – толщина плитки по нормативам от 50 мм, допустимый минимум, 40 мм.
- Въезды и парковки под малую технику и легковые автомобили – по нормативам от 80 мм, но точно не меньше 60 мм.
- Въезды и парковки под тяжелую грузовую технику – по нормативам от 100, если фура не стоит постоянно, а появляется от рейса к рейсу, допустимо 80 мм, но стоит ли так рисковать, личное дело каждого.
Наиболее «ходовая» плитка толщиной 60 мм – с учетом долговечности, разница в цене не столь принципиальна, зато подстраховка на все случаи жизни.

Что необходимо учитывать, планируя укладку плитки
Залогом успеха любого строительного процесса является тщательная подготовка и ситуация с мощением дорожек и других зон участка – не исключение.
Как сделать вибростол для тротуарной плитки своими руками

Крупные бренды, выпускающие фигурные элементы мощения (ФЭМ – профессиональное название тротуарной плитки), используют формовочный и расформовочный стол для повышения производительности и снижения ручного труда. Индивидуальному застройщику для выпуска небольшого количества ФЭМ достаточно изготовить только формовочный вибростол для тротуарной плитки своими руками из металлопроката или подручных материалов (например, б/у резины легкового авто).
Конструкция и особенности эксплуатации вибростола
Проектируя станок для производства тротуарной плитки своими руками, домашний мастер должен решить следующие вопросы:
- размер виброплатформы;
- материал, конструкция и габариты станины;
- применение заводского вибратора или установка эксцентрикового узла на имеющийся электропривод.
Производительность самодельного оборудования зависит, не от размеров виброплатформы, а от технологии. Точнее, от водоцементного соотношения бетонной смеси:
- обычный бетон невозможно извлечь из формы раньше, чем через сутки;
- после виброуплотнения формы складируют штабелями высотой 15 рядов, максимум, оборачивая пленкой каждое изделие;

Сушка тротуарной плитки в формах требует много места.
Важно! При использовании полусухого бетона с низким соотношением В/Ц снизить время расформовки удастся наполовину (через 12 часов), что так же не окажет существенного влияния на производительность.
Зато, если дополнить самодельный вибростол для тротуарной облицовки прессом из домкрата, вибропрессованные фигурные элементы мощения можно вытаскивать из форм сразу, складывать на просушку руками, не боясь, что изделие разрушится. Но, вместо полимерных форм в этой технологии используются металлические пуансоны и матрицы.

Самодельный вибропресс для производства тротуарной плитки.
Поэтому размеры вибростола чаще всего бывают 1 х 2 м либо 0,8 х 1,6 м. Эти габариты позволяют сэкономить рабочее пространство внутри мастерской/гаража, обеспечить 1,28 – 2 м 2 для размещения тротуарной облицовки и сберечь вибродвигатель от перегрузок.
Технология изготовления вибростола
Перед тем, как сделать вибростол из стального металлопроката, следует учесть следующие нюансы:
- оптимальным вариантом для соединения элементов конструкции являются заклепки, длительное время выдерживающие вибрационные нагрузки без разрушения;
- на практике в 99% случаев применяют сварку, поэтому виброплощадку устанавливают на станину через демпфирующие пружины;
- высота подбирается индивидуально с учетом комплекции мастера, обеспечения обслуживания электропривода и используемой технологии изготовления элементов ФЭМ;
- вибратор всегда крепится к верхней плите хомутами или на приваренную снизу площадку.
Самым экономичным и рациональным решением для домашнего мастера станет следующий вариант:
- сборная конструкция вибростола, необходимого для изготовления садовых бордюров, лотков ливневки и фигурных элементов мощения в необходимом для участка количестве;
- после мощения тротуарной плиткой дорожек и стоянок вибратор переставляется на виброплиту для финишного выравнивания и уплотнения облицовки;
- виброплатформа превращается в столешницу циркулярного станка.

Универсальный вибростол разборный.
Для указанных условий лучше всего применить размеры площадки 0,4 х 0,8 м или 0,6 х 0,8 м для большей устойчивости. Высота основания в чистоте 0,8 м, с подпружиненной платформой около 0,9 м, что комфортно для роста пользователей в широком диапазоне 150 – 185 см.
Станина
Для работы потребуется УШМ с оснасткой по металлу и сварочный аппарат. Для изготовления станины можно выбрать любой чертеж вибростола или взять произвольные размеры. Сооружается конструкция по методике:
- сварка двух одинаковых рамок из уголка;
- сборка станины путем приваривания 4 стоек к рамкам.

Вместо уголка можно использовать любой сортамент, например ножки из круглой трубы становятся готовыми направляющими для пружины подходящего диаметра, как на нижнем фото.

Стойки из труб удобны для размещения пружин.
Для указанных условий универсального станка основание будет иметь конструкцию:
- опоры – подошва 5 х 5 см из листа 1,5 мм (можно приварить гайки для регулировки высоты), ноги из трубы 4 х 4 см со стенкой 1,5 мм;
- перекладины – нижние 2 х 2 см, верхние 2 х 4 см, толщина стенки одинаковая 1,5 мм;
- для съемной платформы на углах привариваются болты М14 х 40;
- электрика (розетка + выключатель) размещается на пластине, приваренной к стойкам.

Размещение электрики на станине.
При указанных размерах укосины и ребра жесткости не нужны с учетом небольших эксплуатационных нагрузок.
Виброплатформа
Основным условием для обеспечения ремонтопригодности и мобильности оборудования является съемная крышка-платформа вибростола для тротуарной плитки и поребриков. Ее можно изготовить из различных материалов:
-
стальной лист толщиной от 2,5 мм – стоит дорого, но обеспечивает максимальный ресурс конструкции;

Стальная крышка стола.

Платформа из листа ОСБ.
Чтобы закрепить по центру платформы вибродвигатель снизу, можно использовать следующие способы:
-
усиление рамы столешницы уголком посередине, приваривание к нему пластины, на которую и встанет электропривод;

Фиксация двигателя на болты.

Крепление вибратора к плите хомутами.

Вибростол с эксцентриковым валом. Такая конструкция позволяет дольше сохранить подшипники электродвигателя.

Пружины в стаканах.
Пружины можно, не только вставлять внутрь стаканов большего диаметра, но и надевать на куски труб меньшего размера. Длина таких направляющих должна быть меньше 1/3 от размера пружины, как на станине, так и на столе.

Пружины на направляющих.
Реже вместо пружин используются веревочные, жгутовые или ременные петли, на которые подвешивается верхняя площадка. Однако эти варианты демпфирования менее надежны, повышают материалоемкость конструкции, так как к столешнице придется приварить направляющие по углам.

Ременная подвеска столешницы.
Для нашего случая комбинированного стола следует применить конструцию:
- рама трубчатая – сортамент 2 х 2 см и 2 х 4 см;
- столешница – лист 3 мм размером 0,4 х 0,8 м или 0,6 х 0,8 м;
- направляющие – пружины надеваются на гайки М12, и прихватываются сваркой;
- площадка для двигателя – 2 швеллера 4 х 8 см (№8) поперек рамки.

Площадка для вибратора.
Важно! Вибродвигатель разворачивается вдоль длинной стороны, в швеллерах высверливаются отверстия под двигатель.
Длина швеллера должна быть чуть больше ширины лапок вибратора, чтобы обеспечить ремонтопригодность болтовых соединений и доступ к дебалансу электродвигателя (в пределах 4 см).
Вибродвигатель
Изготовить вибростол для производства тротуарной плитки невозможно без главного узла, обеспечивающего колебания верхней платформы. Для этого можно купить готовый вибратор или сконструировать эксцентриковый узел из любого имеющегося электродвигателя подходящей мощности и размеров.
Заводской вибратор
С учетом того, что вибрационный стол по окончании работ будет модернизирован в циркулярку, оптимальным вариантом привода становится заводской «Вибратор ЭВ-98Е площадный» на 220 В. Он имеет регулировки амплитуды, поэтому вынуждающую силу можно установить в пределах комфортного 1 мм. (Инструкция по эксплуатации данного двигателя здесь)

Вибродвигатель заводского изготовления.
Основная сложность заключается в регулировке электропривода:
- возмущающая сила вычисляется по формуле F = 3 (M1 + 0,3M2)/100, где М1 и М2 масса станка и бетона, соответственно;
- для рассматриваемых условий возмущающая сила примерно равна 1,84 кН для форм с 6,5 кг бетона и весе столешницы 55 кг, а вибратор выдает 5,6 кН минимум, то есть 4 мм амплитуду;
Чтобы снизить это усилие до приемлемых 0,5 – 1 мм, необходимо выполнить действия:
- блины дебаланса раздвигаются на максимальное расстояние;
- металлическая полоска 2 х 6 см крепится к одному блину (жестко зафиксирован на валу);
- второе овальное отверстие увеличивается напильником до снижения амплитуды в пределах 1 мм;
- измеряется амплитуда платформы приклеенным к ней скотчем карандашом, заточенный грифель которого рисует кривую в момент включения привода на листе бумаги.

Измерение амплитуды карандашом.
Примерные настройки при указанном весе площадки и форм с бетонной смесью следует начинать с расстояния между отверстиями блинов дебаланса 38,5 мм.

Примитивным образцом вибропривода является изогнутый в тисках кусок арматуры (болт, сверло), зажатый в электродрель. При включении закрепленного хомутом инструмента и регулировке оборотов изогнутый край вносит разбалансировку, создавая вибрации.
Указанный вариант не годится для длительной эксплуатации, поскольку разбиваются подшипники дрели, изнашиваются детали трения, горит обмотка двигателя. При использовании б/у электродвигателя обычно применяется схема, аналогичная заводским вибраторам:
- на шпонку вала сажается один или два эксцентриковых блина;
- амплитуда регулируется по вышеприведенной методике.

Совет! Сделанный по приведенным инструкциям свой вибростол необходимо заземлить, перед удлинителем для питания оборудования смонтировать УЗО .
Вибростол из автопокрышек
Практически готовым решением для станины вибростола являются б/у покрышки от авто. Они соединяются по высоте саморезами насквозь, вибратор крепится к нижней части съемной виброплатформы, находится внутри шины, предотвращая падение столешницы.

Вибростол из автопокрышек.
Если брусчатка нужна в небольшом количестве, платформу можно сделать из ламинированной или бакелитовой фанеры, ОСП/ДСП. Для мощения больших территорий придется использовать листовой прокат толщиной от 3 мм. Вибратор крепится к площадке согласно чертежу болтами насквозь.

Шляпки болтов на лицевой стороне платформы прячутся в глухих отверстиях, которые можно залить полимерным или эпоксидным составом. Силовой кабель можно завести под шинами или сквозь отверстие в протекторе любой из них.
Для малых объемов вибролитья фигурных элементов мощения ФЭМ можно применить другую технологию:
- на покрышку устанавливается столешница верстака с эксплуатируемым бытовым оборудованием (например, заточной станок);
- фиксация пространственной геометрии осуществляется вбитыми в землю колышками/трубами;
- заточной станок отгораживается от рабочей зоны бруском, чтобы на него не попадал случайный раствор/бетон.

Вибростол из точильного станка.
Это позволит отлить бордюр, несколько тротуарных плиток и элементы ливневки в сжатые сроки.

Дополнительная функция просеивания песка вибростолом.
Таким образом, из рассмотренных вариантов можно выбрать оптимальную для конкретных условий конструкцию. Например, разборный вибростол позволит использовать отдельные элементы и узлы на следующих этапах благоустройства территории и эксплуатации участка.
Как сделать форму для тротуарной плитки своими руками?
Экономия денежных средств при проведении строительных работ является одним из важнейшим моментов для любого застройщика. Можно значительно снизить затраты, если изготавливать некоторые материалы самостоятельно. В полной мере можно отнести это утверждение и к плиточным изделиям для мощения тротуаров.
Для их производства потребуется специальный инвентарь, на котором, опять же можно, сэкономить. Так, например, формы для заливки можно купить в магазине, но зачем? Кроме того, вы сможете приобрести изделия лишь той конфигурации, которую вам предложат, а вот эксклюзивное покрытие можно будет получить лишь в том случае, если будет использоваться самодельная форма для тротуарной плитки, изготовленная самостоятельно. Сделать её не так сложно, как это может показаться. Уже давно разработаны относительно простые технологии её производства из самых различных материалов.
Применяемые материалы
В случае применения формы для изготовления тротуарной плитки, внутрь ее объема заливается жидкая цементная смесь. Она уплотняется и выдерживается до момента твердения бетона.
Для того, чтобы готовую плитку можно было вынуть легко и без повреждений, внутренняя поверхность должна быть идеально гладкой или покрыта смазкой. Поэтому используемый при создании формы материал должен отвечать таким требованиям как:
- низкое водопоглощение и стойкость к влаге;
- достаточная износостойкость и жесткость;
- отсутствие тепловых расширений при изменении температуры воздуха;
- устойчивость к соприкосновению с абразивами.
Домашние мастера применяют разнообразные предметы и материалы при изготовлении форм. К наиболее популярным сегодня следует отнести:
- древесину;
- гипсовые смеси;
- пластмассы;
- металл;
- полиуретан и силикон.
Каждый из этих материалов имеет свои достоинства и недостатки. Ниже рассмотрены качества каждого из них. Поэтому, прочитав статью, вы без большого труда сможете выбрать для себя самый подходящий способ изготовления форм для тротуарной плитки своими руками.

Сравнение вариантов исходных материалов.
Изделия из древесины
Формы из дерева используют при создании самых простых конфигураций. Это может быть прямоугольник, квадрат, треугольник, трапеция, многоугольник и им подобные. По своей сути, она представляет собой небольшую разборную опалубку с плоским дном, которая может быть сделана для каждой плитки по отдельности или сразу для нескольких изделий.

Для работы вам потребуются ровные оструганные рейки шириной не менее 40 мм, фанера и крепеж для соединения отдельных частей. Любой применяемый крепеж должен быть таким, чтобы была возможность разобрать конструкцию при необходимости. Днище можно сделать не только из фанеры, но и из ДСП, ДВП, пластика и других плоских и не сильно сгибаемых материалов.
Древесина легко обрабатывается и самостоятельно сделать из нее шаблон получится очень быстро и при небольших материальных затратах. Однако такие изделия имеют существенный недостаток. Они недолговечны, поскольку дерево плохо переносит воздействие воды и легко теряет свою форму. Для того, чтобы избежать этого, все детали можно обработать любым гидрофобным составом — краской, лаком или специальной жидкостью, но это сразу увеличит стоимость.






Говоря о том, как сделать форму для тротуарной плитки из древесины, можно выделить два способа. Первый подойдет для одиночных изделий:
- из листового водостойкого материала вырезают днище нужных размеров и конфигурации с учетом толщины ограждающих планок;
- нарезают необходимое количество брусков длиной несколько больше, чем сторона днища;
- около каждого края брусков вырезают пазы до середины высоты для возможности соединения их без дополнительного крепежа;
- на соединенную в пазах конструкцию накладывается днище и в нескольких местах фиксируется крепежем.
Наличие днища необходимо для создания возможности переноса заполненного шаблона на стеллаж (чтобы, например, подождать твердения бетонной смеси). Соединение брусков можно выполнить без устройства пазов, с использованием крепежа, но тогда разборка конструкции в случае необходимости будет затруднена.
Другой способ заключается в подготовке конструкции сразу для нескольких изделий. В этом случае она делается большего размера, а внутри нее устанавливаются перегородки из планок. Причем, если располагать их не перпендикулярно стенкам, то можно получить плитки более оригинального вида. Этот способ ускоряет производство, но днище должно быть более прочным или усилено снизу накладными перемычками.
Гипсовые смеси
Гипс так же прост и удобен в работе, как и древесина, но вы сможете сделать из него формы абсолютно любой конфигурации. Для этого достаточно иметь шаблон–образец плитки, который можно купить, взять у знакомых или самому изготовить форму из дерева, пластилина или глины.
Для отливки гипсовой формы подготавливается опалубка по размерам в полтора-два раза больше, чем размеры планируемой к созданию брусчатки. Для того, чтобы не делать днище, эту опалубку можно установить на металлический лист или другую ровную поверхность, накрыв ее предварительно полиэтиленом.
Замесите густой гипсовый раствор, положите шаблон в середину опалубки и залейте его формовочным материалом. Чтобы шаблон после схватывания гипса легко вынимался, перед заливкой его необходимо смазать.

Гипсовый трафарет для плитки.
Если вам необходимо несколько форм для плитки, то просто после изготовления первой залейте в нее цементный раствор. Пока цемент схватывается, вы можете делать новые шаблоны, используя первое изделие в качестве исходного трафарета.
Недостатком гипсового изделия считается его хрупкость. Поэтому, для увеличения его прочности, рекомендуется при замешивании добавлять в раствор синтетические армирующие волокна, пластификатор и немного цемента. Застывание гипса происходит довольно быстро, но полную прочность он набирает только через сутки.
Аналогично гипсовым шаблонам изготавливаются как силиконовые формы для тротуарной плитки, так и из полиуретана. Различие заключается только в базовом наполнителе.
Шаблоны из пластмасс
Пластиковые формы для плитки отличаются гибкостью, благодаря чему вынимать из них готовые изделия намного проще. В то же время, пластиковые изделия достаточно прочны и долговечны. Они способны выдерживать 500-1000 циклов заливки бетонного раствора. Такие шаблоны не трескаются и не изменяют конфигурации при их использовании. Кроме того, они способны с высокой точностью передавать необходимую геометрию.

Заливка расплавленной пластмассы.
Существует два способа изготовления пластиковой формы для заливки тротуарной плитки. Первый предусматривает использование новых пластиковых листов, которые разогреваются и в мягком состоянии накладываются на заготовленную матрицу. Чтобы разогретый пластик точно повторил конфигурацию матрицы, его разогревают, положив на деревянную или металлическую рамку.
Плиточную матрицу устанавливают на ровную горизонтальную поверхность. После размягчения пластикового листа рамку переворачивают, с силой опускают на матрицу и небольшим гладким бруском обжимают стороны. В этом случае получение четких узоров на поверхности затруднительно. Это могут быть только самые простые сочетания.
Второй способ основан на использовании гранулированного или вторичного пластика, который расплавляют до полужидкого состояния и просто обливают им матрицу, помещенную в деревянную опалубку. Внутренний размер опалубки должен быть лишь на 5-6 мм больше размеров плитки. При этом способе изготовления пластиковых форм любой узор получается очень точным. Время полного застывания пластика составляет не менее часа и зависит от его химического состава.

Фото варианта использования пластиковой формочки.
Металлические формы

Чертеж металлической формы.
Плиточные трафареты из металла являются самыми долговечными. При надлежащем уходе за ними вы сможете делать тротуарную плитку не только для себя, но и на продажу. Однако изготовить такие изделия непросто. Здесь потребуются хорошие слесарные навыки и умение пользоваться электросваркой.
Для изготовления формы можно использовать металлический лист и стальную полосу шириной не менее 40 мм. Изгибая полосы можно получать самые различные конфигурации шаблонов, после чего приварить их к листу. При этом проварка не обязательно должна быть абсолютно герметичной. Самое главное, чтобы она не развалилась во время эксплуатации.
Простого и эффективного результата можно достичь, если использовать отрезки прямоугольных профильных труб, разрезанные по двум сторонам вдоль. В этом случае достаточно приварить торцевые заглушки и форма для производства прямоугольных плиток готова. Подобное решение можно получить, если использовать гнутый швеллер.

Варианты использования металлической формочки для плиточных изделий.
К металлическим формам относят и обрезки нижней части небольших емкостей. Например, жестяных банок из-под машинного масла. Или коробки из листа толщиной 0,3-0,5 мм, сделанные на листогибочном станке. В любом случае затраченное время с лихвой окупиться длительным сроком эксплуатации.
Варианты изготовления форм для тротуарной плитки своими руками


Мотивация
- Свобода творчества: идеи не ограничены рамками фабричных трафаретов.
- Универсальность: произвольные размеры и форма. Возможность не отменяет физику: тонкая плитка большой площади, узкие остроугольные элементы профиля ожидаемо разрушаются.
- Доступность: подручные материалы подходят для самодельных матриц.
- Дешевизна: утверждение спорное, учитывая стоимость заводских аналогов из пластика, силикона, полиуретана. Однако цены, ассортимент в гипермаркетах и удаленных местных магазинах существенно отличаются. Деревянная опалубка из отходов вовсе не потребует дополнительных трат.
- Ремонт существующего покрытия. Не всегда отыщется замена негодным отдельным кирпичам, разовая форма решает проблему.
Требования, разновидности
Форма, применяемая для изготовления уличной плитки должна:
- Точно копировать геометрию, рисунок модели.
- Обеспечивать беспрепятственное извлечение готового продукта.
- Выдерживать без разрушения, коробления и критического износа заданное количество заливок. Средние значения определяются материалом оснастки.
Металлическая
Для массового производства строительных изделий методом вибропрессования многоместные пресс-формы, пуансоны делают из износостойкой и прочной инструментальной стали. Производители, удешевляя инструмент, выбирают конструкционные стали: Ст 3, 20, 45, стойкость всё равно исчисляется тысячами штук. Ремонт осуществляют наплавкой, последующей механической или электроэрозионной обработкой.
Вариант не по плечу типичному самодельщику, хотя есть умельцы, фрезерующие матрицы, самостоятельно собирающие пресса.



Процесс литья описывает видео:

Практика сварки единичных, многоместных рамок:
Внедрялась на малых предприятиях, как альтернатива дорогой цельнометаллической. Привлекала гибкостью освоения прототипов. Этапы создания матрицы:
- Сборка опоки.
- Укладка смазанного шаблона.
- Размещение армирования.
- Заполнение смесью портландцемента, наполнителя, связующего полимера, например, различных смол, улучшающих механические показатели, закрывающих поры.
- Сушка, очистка.
Процесс трудоемкий, не подходит для рельефных деталей. Громоздкая оснастка чувствительна к ударам, требуют грузоподъемных механизмов, жестких столов. Ресурс не менее 200 формовок.
Деревянная
Принципиально представляет миниатюрную опалубку. Изготавливают из досок толщиной 20 мм или водостойкой фанеры. Обязательна шлифовка рабочих граней, иначе оттиск получится фактурным, плитка будет прилипать к опалубке. Раствор схватывается с деревом, поэтому нужна эффективная разделительная смазка.


Гипс отлично передает фактуру, но хрупкие формочки не пригодны для грубых работ с раствором. Рациональная сфера- изготовления прототипов, мастер-моделей. При крайней нужде допустимы разовые ремонтные акции, когда сохранением формочки пренебрегают.
Готовят жидкий раствор: 1 л воды на 0,7 кг вяжущего. Отливают в ящике, иногда усиливают марлей, тонкой полимерной сеткой. Изготавливая шаблон, учитывают расширение гипса после твердения на 0,3-1%.
Пластиковая
Применяется в промышленности, индивидуальной деятельности для вибролитья с уплотнением смеси на вибростоле. Ресурс исчисляется сотнями отливок, обусловлен маркой пластмассы, толщиной стенок, армированием, заливаемым составом. Распространены продукты из полипропилена (PP), ударопрочного АВС-пластика. Последний втрое долговечней.
В рекламных целях для РР указывают стойкость до 500 циклов. Цифра соответствует критическим повреждениям, началу разрушения. Фактически, контролируемые параметры выходят за допустимые пределы после меньшего числа операций.

Широко представлены образцы для бетонных тропинок, отливаемых непосредственно на участке. Не вдаваясь в плюсы, минусы технологии, отметим- пластиковая оснастка самая подходящая. Расшивка искусственного покрытия часто имитирует дикий камень, мощение булыжником. Типичные размеры кассет 600×600×60 мм, толщина перемычек 2-4 мм.
В условиях цеха полуфабрикатом служат пластиковые отходы. В гараже, сарае переплавлять мусор опасно, без измельчения, гранулирования, экструдера- ничего путного не выйдет.
Остается вариант литьевой пластмассы холодной полимеризации. Составы двухкомпонентные: основа на базе акрила, отвердитель, некоторые применяются в стоматологии. Есть композиции, например, АКР-7, получаемые смешиванием порошка с жидким мономером ММА.
Все бы устраивало, да цены кусаются. Пузырек реагентов объемом 100-200 мл стоит, как серийная форма. Приемлемые в зубопротезировании, скульптуре, моделировании объемы и расценки- чрезмерны самодеятельному строителю.

Полиуретановая
Наиболее употребительны многоместные матрицы. Материал превосходно отражает поверхностный рельеф, узор эталона; устойчив к надрезам, истиранию, не растягивается при эксплуатации, обеспечивает извлекаемость даже при отрицательных углах граней. Некоторые производители заявляют ресурс до 5000-10000 заливок, практически значение в несколько ниже.

Силиконовая
Силиконовые бюджетные формы сходны по области применения, свойствам, технологии формовки с полиуретановыми. Отмечают существенно меньший ресурс, чувствительность к надрезам, большую адгезию к бетону. По мнению специалистов, силиконовые смеси проигрывают полиуретановым одного ценового диапазона.

Приобретают двух или трехкомпонентные составы твердостью по Шору не менее 25A. Отвердитель добавляют в основу перед заливкой. Готовые герметики не подходят по консистенции, характеристикам.

Силиконы на оловянном катализаторе не требуют дегазации, не выдерживают многократного тиражирования бетонных кирпичей. Дорогие составы с платиновым катализатором износоустойчивые, точно передают мелкие детали, нуждаются в вакуумировании.
Нюансы изготовления
Конструкция
Извлекаемость изделий обеспечивают:
- Усадка бетона
- Смазка фигуры
- Разборная оснастка
- Рациональные уклоны
- Низкая шероховатость поверхностей
Для цельных пресс-форм рекомендуемый уклон вертикальных граней 1:15 (около 4º), шероховатость контура Ra≤3,2 мкм. Для гибких полиуретановых, силиконовых трафаретов уклоны не принципиальны.

Выполнять уклоны у деревянной опалубки трудоемко, ограничиваются смазкой, предусматривают разъемную конструкцию. Разборные версии стыкуют посредством стальных уголков, накладок, стягиваемых болтами, струбцинами. Стяжные элементы прикручивают к дощечкам саморезами. Аналогично фиксируют поддон.

Боковины прямоугольных разъемных рамок отрезают на 5 см длиннее сторон отливки. Выпуски необходимы для стяжки. Пазовые, шкантовые соединения капризны при многократной разборке.


Силиконовые трафареты послойно армируют марлей в ослабленных зонах: углах, глубоких выемках. Мероприятие повышает сопротивляемость надрывам, снижает вероятность досрочного выхода из строя.
Технология
Полиуретан и силикон, пожалуй, наиболее популярные среди умельцев. Привлекают отсутствием нагрева при формовке, относительной безвредностью. Принципиально техпроцессы схожи, первым делом:
- Создают, выбирают мастер-модель.
Шаблоны изготавливают из массива, желательно твердых пород, пластмассы, скульптурного пластилина. Обработка древесины потребует набора стамесок, возможно- фрезера. Сложный шаблон можно напечатать на 3D принтере, обязательна шлифовка шкуркой, сглаживающая слоистость. Скульптурный пластилин самый универсальный выбор.
Важно! Неточности, шероховатость шаблона переносятся с некоторым искажением последовательно на форму, изделие. Поэтому модель доводят особо тщательно.
Шаблоном может выступать понравившаяся тротуарная плитка. Отбирают эталон без сколов, вмятин, с четким рельефом. Острые кромки скругляют, упреждая надрывы силикона.
Определяются с тарой:
- Собирают или приобретают ящик подходящих размеров. Глубина равна сумме: высоты плитки, толщины дна трафарета, запаса (≥ 10 мм). Лишний объем по периметру придется отгораживать рамкой для экономии полимера.
- Наносят на шаблон разделительную смазку, препятствующая прилипанию, вырыву фрагментов. Также покрывают контактирующие участки тары.
Разделительные среды разнообразны: консистентные смазки на восковой или силиконовой основе; аналогичные спреи: Вс-М, Si-М, Кс-М (добавлено касторовое масло).


Технический вазелин, лак- подходят для силикона. Изготовители рекомендуют составы из воска/парафина растворенного в уайт-спирите:

До покрытия поверхности очищают от грязи, пыли, обезжиривают, сушат. Равномерно наносят кистью 1-2 слоя, пристально промазывают углы, впадины. Нанесенный аэрозоль советуют аккуратно подправлять, разглаживая кисточкой.
Не стоит полагаться на самодельные мыльные суспензии, эффективность их недостаточна. Машинное масло, солидол могут нарушить реакцию полимеризации.
Приступают к ключевым операциям:
Однородность удобно контролировать визуально, вводя пигменты, одобренные изготовителем.

Процедура приготовления полиуретановой композиции отличается:
- Компоненты тщательно перемешивают до смешения.
- Отмеряют весовые доли согласно инструкции в металлическую, стеклянную либо пластмассовую посуду чистую и сухую.
- Смешивают шпателем или насадкой дрели на скорости не более 1 об/мин. Увеличение оборотов вызывает образование пузырей и пористость застывшей массы. Работайте в помещения с относительной влажностью до 30-40%.
Внимание! Составляющие полиуретанового компаунда гигроскопичны, во избежание расслаивания после полимеризации, храните в герметично закрытой таре. Остатки продукта сохраняйте плотно закрытыми без доступа воздуха.
Профессионалы советуют сделать пробную заливку части формы. Помогает оценить функционал разделительного слоя, удостовериться в полном отверждении компаунда.
Мастер-модель иногда содержит вещества, ингибирующие катализатор, затрудняющие застывание силикона, особое внимание уделите пластилинам. Амино, серосодержащие вещества нейтрализуют отвердители на базе олова.
Оснастка, полимерная смесь подготовлены, проверены, подошла очередь заливки. Методика для полиуретанов и силиконов отличается:

Ролик иллюстрирует создание отделочных трафаретов, технология идентичная нашему случаю:
Покупная альтернатива
На потребительском рынке широко представлены два направления:
- Сквозные опалубки для бетонирования по месту
- Единичные заливные матрицы
Первые позволяют быстро сформировать покрытие из секций площадью около 0,25 м², таким образом располагая 5-6 формами дачник за неделю облагородит тропинки и дворик. Стоимость штуки- 700-800 руб.


Выгоду самоделок возможно перевесит заказ матриц на специализированных фирмах. Просмотрите перечни, прайсы, прежде чем браться за дело.
Самодельная тротуарная плитка: своими руками, опыт умельцев портала
Самостоятельным изготовлением тротуарной плитки для личных нужд уже никого не удивишь – технологии известны и многократно опробованы. Заняться самоделом владельцев подворий чаще всего заставляет желание сэкономить – когда площадь укладки большая, разница в сотню рублей на метре выливается в тысячи. А грамотный подход к процессу и соблюдение технологии позволяет умельцам получать продукт, по техническим характеристикам не уступающий покупной плитке. Естественно, речь не идет о люксовых сегментах клинкера, керамогранита или брусчатки, а вот посоперничать с продукцией мелких компаний, наводнившей рынок, самодельная тротуарная плитка вполне способна. Вот и Костя9 взялся за производство и своим опытом решил поделиться со всеми участниками портала FORUMHOUSE.
- Плитка-самоделка от Костя9
- Самодельный вибро-стол и плитка-самоделка от Командира

Плитка-самоделка от Костя9

Хочу поделиться опытом производства тротуарной плитки своими руками. На это меня подтолкнул форум и тема о том, что самодельная плитка может быть лучше покупной. Самое главное, что мне нужно сделать отмостку вокруг дома, ну и дорожки не помешали бы. От бетонной отмостки отказался, изучив печальный опыт форумчан и соседей. С тротуарной плиткой если и возникнут проблемы, то ремонт локальный.
Для воплощения задумки были изучены профильные сетевые ресурсы на тему форм и форум портала, на тему самого процесса – необходимое оборудование, сырьевая база, технология производства. Как оказалось, пластиковые и прочие формы в наличии, какие хочешь, основные материалы остались от стройки, да и имеющиеся агрегаты требуют сравнительно простой, посильной доводки. Непредвиденные осложнения возникли только с приобретением пятисотого цемента – ввиду низкого спроса у местных торговцев его просто не было, пришлось ехать в соседний городок.
Изготовление
Чтобы плитка получилась максимально прочная, под вибростол была переделана циркулярная пила – рабочая поверхность заменена тяжелой плитой (на пружины от девяточных стоек), под плитой – вибромотор. Типовая бетономешалка для приготовления раствора, готовые полимерные формы, с имитацией поверхности песчаника, для сушки – старый холодильник, поставленный боком.
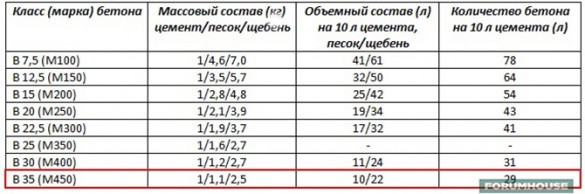
Соотношение пропорций бетона было подобрано также на форуме.
Кроме имеющегося отсева, мытого речного песка и приобретенного цемента нужной марки, для плитки потребовался пластификатор, выбор пал на СП-1. Это универсальная добавка, улучшающая характеристики раствора, ее использование увеличивает механическую прочность бетона, снижает количество пор на поверхности, придает гладкость и повышает эффективность вибрирования. Хотя мечталось о цветной плитке, стоимость красителя и белого цемента, для получения насыщенного цвета, заставили обойтись естественным, серым оттенком.
Пропорции замеса получились следующие:
- Отсев (щебень фракции 0-5) – 38 кг (три десятилитровых ведра);
- Песок (речной, мытый) – 18 кг (одно десятилитровое ведро);
- Цемент (М-500) – 17 кг (ведро на четырнадцать литров);
- Пластификатор – 80 грамм на замес (разводится литром теплой воды);
- Вода – 8,5 литров (если погода жаркая, еще 0,7 литра).

- Первым в бетономешалку закладывается отсев (весь);
- Вливается вода;
- Добавляется пластификатор;
- Смесь тщательно перемешивается;
- Добавляется цемент;
- Снова тщательное перемешивание;
- Добавляется песок;
- Последнее смешивание (если необходимо, добавляется вода).
По консистенции раствор получается достаточно густой, напоминающий мокрую землю – это сознательный выбор, хотя многие предпочитают работать с более текучими растворами.
Жидкий бетон, что жидкая грязь – прочности никакой.
Предварительно смазанные моторным маслом формы (в углах, кисточкой) выставляются на вибростоле. Заливка раствором должна быть равномерной.






Время обработки – от трех до семи минут. Вибрация должна не только уплотнить смесь, но и выгнать из нее воздушные пузырьки. В процессе обработки формы меняются местами и поворачиваются вокруг своей оси – чтобы воздействие было равномерным. По мере усадки раствор добавляется, пока форма не будет заполнена до конца, можно прихлопнуть рукой, чтобы гарантированно не осталось пустот. С вибростола формы отправляются на сутки с лишним (25-30 часов) в сушилку. По совету участников ветки старый холодильник, он же сушильная камера, был перевернут с бока, на «спину», это существенно упростило процесс закладки и выемки изделия.



После этого срока готовая плитка легко выходит из формы благодаря смазке, и благодаря идущим процессам гидротации, поддерживающим сырец в горячем состоянии. Если передержать плитку, и она остынет, достать ее из пластика будет сложнее – придется поливать кипятком, чтобы пластик расширился. Однако если передержать ее не пару часов, а пару дней, и она успеет окончательно остыть, вынуть будет сложно, даже применяя кипяток.

Набив руку на квадратной плитке, умелец перешел к фигурной и решил использовать окись хрома в качестве красителя.
Читайте также: