
Пропорции смеси для тротуарной плитки вибропрессованием
Технологии производства тротуарной плитки: сравнение вибролитья и вибропрессования
При всем разнообразии материалов для мощения, в частной сфере наиболее востребована бетонная тротуарная плитка. Ее укладывают во въездных зонах, на отмостку, в зонах отдыха и, конечно, именно ею чаще всего мостят садовые дорожки. Однако плитка плитке рознь, ведь ее основные технические и эксплуатационные характеристики зависят от технологии производства. На сегодняшний день основных способов два: вибролитье и вибропрессование. Соответственно, и выбирать приходится между вибролитой и вибропрессованной плиткой. А разобраться, чем они отличаются и какой материал предпочесть в различных ситуациях, нам поможет специалист компании Цемсис. Он даст максимально развернутые ответы на вопросы участников портала.
Содержание
- Сырьевая база и технология производства вибролитой и вибропрессованной плитки
- Потребительские свойства вибролитой и вибропрессованной плитки
- Преимущества вибропрессованной плитки
- Как количество водоцементное соотношение влияет на характеристики плитки, способ визуального контроля

Сырьевая база и технология производства

А между литьевой и вибропрессованной бетонной брусчаткой (45-60 мм толщиной) – что выбрать для отмостки? Я так понял, что вибропрессованная чуть дороже, чем литье. Почему? Она крепче, чем вибролитье?

Прежде всего, необходимо разобраться в технологиях производства тротуарной плитки. Вибролитье – архаичная технология изготовления, является полностью ручным методом, осуществляется, как правило, в кустарных условиях. Пескоцементная смесь (цемент+песок+добавка) загружается я в пластиковые многоразовые формы мастерком и уплотняется на вибростоле. Далее формы с изделиями переносят на стеллажи на хранение. Затвердевший камень называется «тротуарной плиткой».

– Процесс производства тротуарного камня методом вибропрессования является полностью автоматизированным.
На первом этапе бетонная смесь (цемент, песок, щебень, добавка) загружается в специальную матрицу – пресс-форму, смесь уплотняется под воздействием давления и вибрации. Продолжительность вибрации контролируется с помощью специальных датчиков и происходит до максимального уплотнения бетонной смеси и требуемой высоты изделий на всём технологическом поддоне. Далее проводится немедленная распалубка изделий и автоматическая передача поддонов с продукцией в специальные камеры тепло-влажностной обработки с требуемыми параметрами влажности и температуры для достижения необходимой прочности бетона.
Производитель попросту не может использовать любой песок, щебень и цемент для производства плитки. По ГОСТу жестко регламентируются показатели качества инертных материалов и вяжущего на входном контроле, и физико-механические характеристики качества бетона готового изделия на приемочном:
- прочность на сжатие;
- прочность на изгиб;
- водопоглощение;
- истираемость;
- морозостойкость.
Безусловно, плитка, изготовленная методом вибропрессования, будет «крепче», прочнее и плотнее, чем плитка, изготовленная методом вибролитья.

Что же касается отмостки, основное ее назначение – защита цокольной части строения от возможного переувлажнения, обеспечение надежного водоотвода осадков в систему ливневки и уменьшение потери тепла, связанное с резким перепадом температуры. Высокой эксплуатационной нагрузки на отмостку не предполагается, машины заезжать не будут, поэтому достаточным будет выполнить мощение из тротуарной плитки, толщиной 40 мм.

Потребительские свойства вибролитой и вибропрессованной плитки

Подскажите, в чем отличаются по своим потребительским свойствам вибропрессованная и вибролитая тротуарная плитка?
Вибропрессованный камень производится при строгом соблюдении требований по водо-цементному соотношению. Тщательный подбор рецептуры с обязательным применением крупного и мелкого заполнителей (щебня и песка различных фракций) в строго определенной пропорции обеспечивают плотную упаковку заполнителей при послойном уплотнении бетонной смеси. Такая плитка имеет высокие показатели по прочности на сжатие, морозостойкости (не менее 200 циклов в солевом растворе) и низкое водопоглощение (менее 6%) – основные критерии качества и долговечности. Кроме того, лицевой слой вибропрессованной плитки в силу технологических особенностей производства имеет шероховатую поверхность, что в свою очередь, обеспечивает противоскользящий эффект в период зимней эксплуатации.





Вибролитая тротуарная плитка
Вибролитая тротуарная плитка
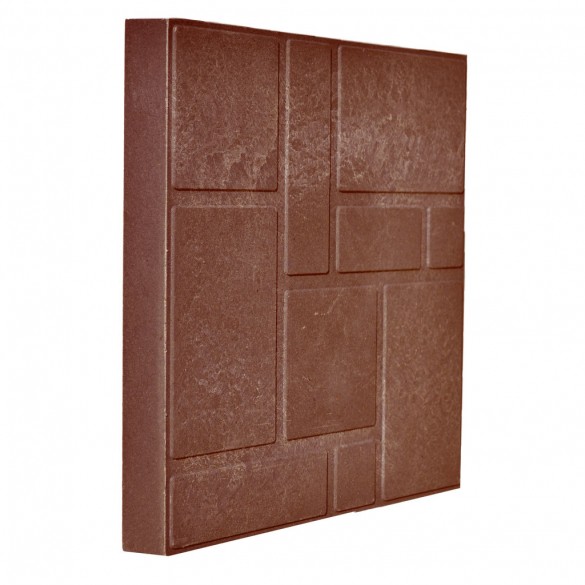
Вибропрессованная тротуарная плитка "Песчаник"
Вибропрессованная тротуарная плитка с фактурной поверхностью StoneMix
Вибропрессованная тротуарная плитка ClorMix "Клинкер"
– Вибролитая тротуарная плитка вследствие высокого содержания воды в бетонной смеси имеет высокую пористость и, следовательно, низкую плотность и долговечность. В зимний период эксплуатации вследствие частых перепадов температур, что особенно актуально для условий климатического типа Северо-Западного региона, в имеющиеся поры и капилляры попадает вода и своим расклинивающим действием разрушает структуру бетона. Поверхность вибролитой плитки гладкая, глянцевая, что отрицательно сказывается на межсезонной эксплуатации – образование наледи на покрытии, в зимнее время поверхность плитки может напоминать каток.
В таблице ниже представлены сравнительные характеристики бетона изделий, изготовленных по различным технологиям.
Наименование физико-механических свойств
Значение физико-механических свойств
Прессование
Вибролитье
Класс бетона по прочности на сжатие
В30
В22,5
Водопоглощение
Менее 6 %
Более 7%
Истираемость
Не более 0,5 г/см 2
0,8 г/см 2
Морозостойкость
F200
F100 максимум
*Примечание. Марку бетона по морозостойкости принимают не ниже F200, при этом морозостойкость бетона определяют с насыщением образцов бетона плит перед испытанием 5 % водным раствором хлорида натрия, в соответствии с ГОСТ 10060.0.
Преимущества вибропрессованной плитки

Хочу положить брусчатку под стоянку. Перечитал кучу сайтов и тем. Так и не понял для себя:
- Вибролитая все-таки менее прочная, чем вибропрессованая?
- Есть ли у вибролитой какие-то эксплуатационные преимущества? Или только более яркие цвета?
- Строители говорят, что с вибролитой проще смывать грязь тем же керхером, плюс, мол, много лет у них уже такая лежит и ничего. Но я же вижу, что в городе она часто расколота (хотя и вибропрессованая тоже). В принципе, не сказал бы, что однозначно хочу «глянцевую» поверхность, поэтому, может остановиться на вибропрессованой и не париться? Но для себя хочу разобраться, может, есть у вибролитой какие-то плюсы (помимо внешнего вида, который кому-то нравится).
1) Вибролитая плитка является менее прочной и плотной, чем вибропрессованная, потому что:
- А) в ней нет щебня (основного компонента, отвечающего за прочность и долговечность бетона изделия).
- Б) при ее производстве требуется высокое содержание воды, которая при затвердевании бетонной смеси испаряется и оставляет за собой крупные поры и сообщающиеся капилляры. В период зимней эксплуатации они насыщаются водой атмосферных осадков и солевыми реагентами, вода при замерзании расширяется в объеме и бетон разрушается. В случае вибропрессования образующиеся поры в бетоне являются разрозненными и закрытыми, вода проникнуть в них извне не может.
- В) при технологии вибролитья бетон изделия уплотняется под действием вибрации, при технологии вибропрессования уплотнение происходит одновременно под действием и вибрации и давления пуансона, плотность бетона свежеотформованного изделия существенно выше.
– 2) Только яркие цвета. В общем считается, что вибролитая тротуарная плитка более привлекательна для покупателя за счет многообразия форм и расцветок в полном прокрасе. При предельно допустимой дозировке красителя цветная вибролитая плитка получается более тусклой вследствие высокого водо-цементного отношения при производстве. Поэтому производители добавляют больше пигмента для достижения более ярких и сочных оттенков.
Кроме того, в технологии вибропрессования стал применяться высококачественный гранулированный пигмент, который обладает высокой светостойкостью, абсолютно не выгорает, может использоваться в низких дозировках, при этом получается яркий, красивый продукт.

– 3) Безусловно, с гладкой поверхности грязь смывается гораздо лучше, но керхером можно прекрасно отмыть грязь и с поверхности вибропрессованной плитки. Расколотую вибропрессованную плитку на городских общественных пространствах действительно можно встретить. Связано это с тем, что существует два способа производства вибропрессованной плитки – однослойное прессование и двухслойное. При однослойном способе основные компоненты бетонной смеси – цемент и песок, при двухслойном – основной слой – цемент, песок и щебень, лицевой слой – цемент и песок. Основной слой бетона отвечает за прочность и долговечность всей конструкции, а лицевой слой – за эстетический внешний вид и износостойкость. Это две разные по смыслу конструкции, которые только в единой целостности обеспечивают все предъявляемые требования к бетону.

Двухслойная плитка является более плотной, прочной и морозостойкой, чем однослойная, и тем более чем вибролитая. Обычно однослойная плитка может крошиться в случае несоблюдения технологии производства, однако, бывают и случаи, что лицевой слой двухслойной вибропрессованной плитки может отлетать в процессе эксплуатации. Причина – нарушение технологии изготовления: неправильно подобранная влажность лицевого и основного слоев бетона. Но это редкость, как правило, технология двухслойного вибропрессования предусматривает полную автоматизацию процесса и влияние человеческого фактора в этом случае сводится к минимуму.
Как водоцементное соотношение влияет на характеристики плитки, способ визуального контроля

По вибропрессованной также как и вибролитой плитке много нюансов: если при производстве вибролитой превысить объем воды, плитка будет разрушаться при соблюдении всех остальных норм. А производство вибропрессованой требует жесткой ЦПС и превышение воды ведет к залипанию в прессе, а более сухая смесь – к разрушению. Плитка из сухой смеси очень сильно впитывает воду и долго сохнет, а при максимально возможном количестве воды, на грани залипания, мало впитывает и быстро сохнет как природный камень. Два эти фактора очень важны и влияют также на сроки эксплуатации и внешний вид, о чем прекрасно известно производителям.
Это действительно так. Необходимо правильно подбирать водоцементное отношение при любом способе производства тротуарной плитки. Однако в случае вибропрессования этот нюанс лимитирован, процесс производства автоматизирован, любой смеситель оборудован датчиками влажности, дозировка расхода воды регулируется гигрометром. В случае вибропрессования необходимо получать максимально возможную влажность бетонной смеси, которая оценивается по критерию образования «рисок», «протяжек» по боковым поверхностям изделия визуально.

На фото слева – плитка с оптимальной влажностью, справа – из сухой смеси
Вывод
Вибропрессованная тротуарная плитка – универсальный, максимально прочный и долговечный материал. И если в начале развития технологии выбор форм и цветов был ограничен, сегодня вибропресс по декоративности ни в чем не уступает литью. Естественно, если говорить о качественной заводской продукции. Вкупе с соблюдением технологии мощения, привязанной к типу грунта и уровню грунтовых вод, финишный слой из вибропрессованной плитки, это «уложил и забыл» пока не надоест.
Состав бетона для вибропрессованной тротуарной плитки
При изготовлении тротуарной плитки способом вибропрессования большое значение имеет знание правильной рецептуры бетонной смеси. В противном случае готовая продукция не будет отвечать требованиям качества.
Среди обязательных компонентов, входящих в состав бетона для вибропрессованной тротуарной плитки, следует назвать:
Если вы хотите придать изделиям тот или иной оттенок, необходимо использовать соответствующий пигментный краситель.
Обратите внимание на то, что изготовление брусчатки путем вибролитья требует несколько другой рецептуры. В частности, становится необходимым присутствие различных модификаторов, пластификаторов, фиброволокон. Эти добавки придают готовой продукции дополнительные свойства. Кроме того, пластификаторы помогают получить литую плитку без использования метода вибрации.
При подборе компонентов для вибропрессованной плитки следует иметь в виду, что покрытие для тротуара должно обладать высокой прочностью, надежностью и морозостойкостью.
Составляющие для вибропрессованной тротуарной плитки
В качестве вяжущего вещества используется портландцемент, имеющий маркировку М500. Его конкурентными преимуществами являются высокая степень прочности и быстрое схватывание.
В роли наполнителя выступает мытый карьерный песок. В дальнейшем это позволит избежать луж на территории, покрытой тротуарной плиткой. Позаботьтесь о том, чтобы песок был крупнозернистым — размер фракций должен составлять не менее 2,5 миллиметров.
Для получения качественной вибропрессованной тротуарной плитки важно соблюдать правильное соотношение компонентов. Чтобы изготовить один кубический метр бетонной смеси, необходимо взять 700 кг цемента, 1350 кг песка и 160 литров воды (это самый простой рецепт учитывающий, что песок уже содержит определенное количество воды, если песок полностью сухой, то на 700 кг цемента потребуется 300-350 л воды).
При желании получить облицовочный материал определенного цвета следует также добавить пигментный краситель. Как правило, дозировка пигмента составляет 3% от массы цемента. Обратите внимание что пигмент дозируется именно от массы цемента буз учета песка и других заполнителей! Как правило, его производители указывают нужную пропорцию на упаковке.
Создание раствора осуществляется с помощью бетономешалки либо вручную, в емкости достаточного размера. В последнем случае придется приложить много усилий и следить, чтобы качество смеси находилось на высоком уровне.
Технология изготовления тротуарной плитки методом вибропрессования
Основные свойства вибропрессованной тротуарной плитки
Вибропрессованная брусчатка – прекрасный материал для мощения тротуаров, улиц, площадей, пешеходных дорожек, автостоянок и др., так как обладает рядом достоинств, а именно:
Технология производства тротуарной плитки методом вибропрессования позволяет получить изделия, устойчивые к высокой влажности и колебаниям температур.
Такая плитка выдерживает значительные механические, а также локальные нагрузки. Поэтому ее используют не только для мощения пешеходных зон, но и для площадей с интенсивным движением транспорта.
Благодаря точности геометрических размеров и форм, вибропрессованная брусчатка легко укладывается, имеет ровные стыки.
Шершавая структура плитки более безопасна для передвижения.
Возможно производить как однослойную, так и двухслойную тротуарную плитку. Изготовление двухслойной брусчатки вибропрессованием позволяет снизить себестоимость изделия за счет введения красящего пигмента только в верхний облицовочный слой бетона.

Устойчивость к истиранию, сохранение насыщенности цвета на протяжении многих лет эксплуатации.
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).

Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании - вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
Полусухое вибропрессование: технология и оборудование
Вибропрессование – это технология производства строительных материалов, заключающаяся в уплотнении полусухих (жестких) бетонных смесей, благодаря воздействию на них вибрации и высокого давления. В производстве используется три основных компонента:

1.Вяжущее вещество (цемент);
2.Заполнитель (песок, щебень, керамзит, шлак и др). В зависимости от свойств применяемого заполнителя, готовая бетонная продукция различается своими физико-механическими показателями (прочностью, теплопроводностью и др.);
3.Вода. Благодаря низкому содержанию воды в смеси, получаемые строительные материалы обладают высокими эксплуатационными качествами (морозостойкость, прочность). Технология вибропрессования подразумевает заполнение формы не за счет текучести смеси, как в обычном жидком бетоне, а за счет вибрации и давления на полусухую смесь;
4.При необходимости - красители, пластификаторы, ускорители затвердевания;
Производство изделий методом вибропрессования практически или полностью автоматизировано, что позволяет наладить выпуск продукции в промышленных масштабах.
Что можно производить технологией полусухого вибропрессования
Вибропрессование – популярный метод производства мелкоштучных строительных материалов, так как позволяет изготавливать широкую номенклатуру бетонных изделий. В этот список входят:

Стеновые и перегородочные камни (шлакоблоки, керамзитоблоки, арболитоблоки и др.)
Фасадный кирпич
Тротуарная плитка/брусчатка
Дорожные и садовые бордюры, поребрики
Водосточные лотки
Фундаментные блоки и блоки несъемной опалубки
Элементы ландшафтной архитектуры
Для выпуска принципиально нового вида изделий достаточно сменить формообразующую оснастку на вибропрессе. Производители вибропрессового оборудования при необходимости могут создать пресс - форму по вашим чертежам.
Оборудование, необходимое для производства вибропрессованных изделий
От соблюдения технологии производства и используемого оборудования зависит качество производимых изделий. Оборудование для полусухого вибропрессования включает в себя:
· Вибропресс – это прессующий агрегат, который может выпускать широкую номенклатуру мелкоштучных строительных материалов, благодаря применению ударной или гармонической вибрации. Вибропрессы бывают мобильные, стационарные и ручные.
Ручные станки имеют низкую производительность и предназначены для использования в индивидуальных целях. Мобильные агрегаты производят формование бетонного изделия непосредственно на подготовленную рабочую площадку в помещении или на улице, пошагово передвигаясь по ней. Такой станок часто называют «шагающим» или «несушкой». Стационарный вибропресс устанавливается на фундаментную площадку и эксплуатируется в одном месте. Его преимуществом является то, что он может работать в составе целого формовочного комплекса, включающего в себя бетоносмесители, дозаторы, транспортеры и др.
· Бетоносмеситель. Для приготовления полусухих бетонных смесей используются бетоносмесители принудительного типа (горизонтальные лопастные, планетарные). Их особенность заключается в перемешивании бетонной смеси не за счет вращения барабана, как в гравитационных бетономешалках, а за счет вращения внутри неподвижной емкости вала с лопастями.
· Формообразующая оснастка. Для изготовления вибропрессованных строительных материалов необходима формообразующая оснастка: пуансоны и матрицы. Матрица - это металлическая форма, определяющую параметры будущего готового изделия. Пуансон - выполняет функцию пресса и имеет форму, обратную форме матрицы, точно входя в нее в процессе формования.
· Технологические поддоны - сменное оборудование для оснащения вибропрессов при формовании бетонных изделий, а также их перемещения в зону сушки.
· Ленточный конвейер или скиповый подъемник предназначены для транспортировки бетонной смеси из бетоносмесителя в бункер вибропресса.
· Вибросито применяют для механического просеивания сыпучих материалов для получения необходимой фракции. Его использование помогает повысить качество готовых вибропрессованных изделий.
· Дробилка позволяет из более крупной фракции наполнителя получать более мелкую. Крупная фракция дешевле, поэтому использование дробилки позволяет сэкономить деньги на закупе керамзита, щебня и т. д.
Этапы производства вибропрессованных изделий
Процесс вибропрессования делится на несколько этапов:
1.Замешивание бетонной смеси в бетоносмесителе.
2.Формование изделий. На вибростол вибропресса помещается технологический поддон, на который устанавливается матрица. Форма заполняется подготовленной смесью. Пуансон, опускаясь, давит на смесь и, при включенной вибрации, происходит формование. После завершения процесса пуансон и матрица поднимаются, оставляя на поддоне готовые изделия.
Жесткие бетонные смеси не требуют выдержки в пресс формах перед распалубкой, так как только что отформованные изделия сохраняют свою форму и могут быть сразу перемещены в зону сушки.
3.Сушка готовой продукции происходит либо в специальных пропарочных камерах – до 8 часов, либо в естественных условиях при температуре не менее 10°С – до 24 часов.
Технология вибропрессования, благодаря высокой степени механизации и автоматизации, позволяет производить большие объемы бетонных изделий с минимальным использованием ручного труда.
Достоинства вибропрессованной продукции
Вибропрессование позволяет получать качественные строительные материалы, обладающие высокой прочностью и долговечностью. К основным достоинствам вибропрессованных изделий относятся:
·Точность геометрических форм и размеров,
·Высокая устойчивость к постоянным нагрузкам, механическим и химическим воздействиям
·Низкий показатель водопоглощения, благодаря чему вибропрессованные изделия можно использовать в любой климатической зоне.
·Соответствие производимых материалов требованиям государственного стандарта (ГОСТ 6133-99 "Камни бетонные стеновые. Технические условия").
·Изделия, произведенные с использованием красящего пигмента, не теряют насыщенности цвета на протяжении всего срока эксплуатации.
·Вибропрессованные блоки, хорошо поддаются оштукатуриванию и другим видам отделочных работ; при этом, они сами могут быть фасадным материалом (цветной кирпич, колотый кирпич).
Возможности линий полусухого вибропрессования
·Применение технологии вибропрессования позволяет производить распалубку сразу же после завершения процесса формования. Это сокращает время изготовления изделия.
·Высокая производительность оборудования и минимизация влияния человеческого фактора на результат.
·Использование различных наполнителей в приготовлении бетонных смесей: песок, шлак, бой кирпича, щебень, керамзит, арболит и др.
·Стоимость вибропрессового оборудования зависит от его производительности, поэтому для индивидуального использования легко найти модель, которая будет соответствовать вашему бюджету.
·Простота управления вибропрессом, быстрая смена формообразующей оснастки без обращения к специалистам.
·Возможность производить изделия различной формы и размеров: блоки могут иметь различное количество и форму пустот; дорожные камни (бордюры, тротуарная плитка) имеют широкую номенклатуру.
Полусухое вибропрессование – это современный высокопроизводительный метод производства строительных материалов. Высокая степень автоматизации используемого оборудования позволяет наладить выпуск большого объема продукции с минимальным использованием ручного труда. К тому же, вибропрессы просты в эксплуатации и не требуют наличия специального образования.
Состав цементно-песчаной смеси и технология вибропрессования тротуарной плитки

Технология вибропрессования тротуарной плитки — это мелкоштучное производство бетонных компонентов покрытий для тротуаров и площадок из полусухой смеси методом формовки (виброусадка состава с дальнейшим уплотнением под специальным прессом). Схематически вибропрессование - это последовательный цикл работ:
- подача полусухого бетона в матрицу (пресс-форму), установленную на вибростоле;
- уплотнение смеси в матрице пуансоном (подвижно-прессующая деталь матрицы);
- параллельная вибрация стола, выдавливающая пузырьки воздуха из бетона;
- извлечение прессованного изделия на поддон для полной просушки.
Технология допускает автоматизацию большинства технологических процессов. Следует также отметить, что существенную роль в производственном цикле играют и промежуточные рабочие процессы — подготовка сырья и изготовление смеси в растворо-бетонном узле, чистка и подготовка форм, точный расчет давления пуансона, а также распалубка, сушка и влажностная обработка готовых изделий.
Каждая партия проходит отбор проб (контроль качества), после чего транспортный пакет формируется, обвязывается, маркируется и складируется до отправки готовой продукции на строительные объекты заказчиков.
Преимущества вибропрессования
Очевидные «плюсы» производства вибропрессованной тротуарной плитки общеизвестны:
- автоматизация и высокая скорость производственных процессов;
- массовый выпуск продукции с единым качеством и техническими характеристиками;
- повышенная прочность и износостойкость продукции;
- возможность выпускать плитку с цветным лицевым слоем и усиленным покрытием из гранитной и мраморной крошки.
Изделия получают устойчивую строгую форму и четкую геометрию. Поверхность плитки не растрескивается, хорошо поддается шлифовке, полировке, бучардированию, а цветовое покрытие максимально устойчиво и сохраняет свою яркость и насыщенность до 25 лет эксплуатации плитки.
Вибропрессованная плитка дешевле вибролитой, имеет шершавую поверхность, выдерживает намного большие нагрузки и более эффективна при мощении тротуаров, технических площадок, городских территорий, складов грузовых терминалов, остановок транспорта.
Особенности процесса вибропрессования тротуарной плитки
При создании цементно-песчаной смеси для вибропрессования тротуарной плитки на 1 куб смеси используется:
Бетонная смесь имеет минимальное содержание воды (7-11%) и считается тяжелой (от 2000 кг/м3), остается достаточно сухой и пластичной. Это позволяет существенно экономить на расходе цемента и получать продукцию высокой плотности, которая выдерживает нагрузки до 30-50 МПа (слабо истирается) и не менее 200 циклов замораживания/размораживания (минимальное водопоглощение+Б200).
- Объем засыпки готовой смеси в формы регулируется датчиками уровня в зависимости от качаний ящичного питателя и длительности цикла вибрации (в среднем в бункере — 0.1-0.43 м3).
- Уплотнение в зависимости от состава смеси регулируют дисбалансные валы (частота колебаний — до 3000 оборотов).
- Давление прессования сырца пуансонами — не менее 0.2 МПа. Этого достаточно для перемещения и штабелирования отформованных плиток.
Далее готовая плитка пакетируется и обвязывается на поддонах, проходит технический контроль и вывозится на склад.
Как сделать бетон для тротуарной плитки в домашних условиях

Даже при больших объемах изготовления фигурных элементов мощения и поребриков раствор для тротуарной плитки не целесообразно заказывать с растворного узла. Проще приготовить его в небольшом количестве для конкретного числа имеющихся форм с соблюдением указанных в данном руководстве рекомендаций.
Компоненты бетона
Для вибролитья применяется классический состав раствора для тротуарной плитки:
- вяжущее – цемент;
- вода – необходима для гидратации цементного камня;
- наполнитель – песок, щебень, гранотсев;
- добавки – пластификаторы, диспергаторы, пигменты.

Компоненты бетона для ФЭМ.
Поскольку объемы бетона для элементов ФЭМ небольшие, застройщик может облегчить свой труд за счет перемешивания миксером. В домашних условиях это вполне заменит бетономешалку. Основными задачами при замешивании бетона своими силами являются:
- подбор правильного соотношения компонентов;
- контроль качества при их покупке;
- обеспечение водоцементного соотношения В/Ц = 0,4;
- применение вибростола при формовке тротуарной плитки;
- окрашивание в массе или двухслойное.
Важно! Вся нижеуказанная информация справедлива, не только для элементов ФЭМ, но и для лотков ливневки, садовых бордюров, которые изготавливаются в домашних условиях силами индивидуального застройщика.
Цемент
Для обеспечения высоких эксплуатационных качеств в состав бетона для тротуарной плитки запрещено добавлять цемент с добавками. Необходимо использовать чистый портландцемент марки М400 и выше, обладающий свойствами:
- продукт способен связать во время химической реакции формирования цементного камня 15 – 22% содержащейся в смеси воды;
- пластичность резко снижается после 45 минут с момента затворения;
- отвердевание происходит через 7 – 12 часов;
- набор прочности 70% завершается на 7 сутки при нормальных условиях (влажность в пределах 60%, температура воздуха + 15 – 20 градусов).
- усадка 1 мм/1 м 2 при изготовлении тротуарной плитки не учитывается ввиду малой площади ФЭМ.

Совет! Основное требование производителей цемента – хранение согласно инструкции на упаковке и выработка в течении 3 месяцев. Поскольку уже на 4 месяц цемент теряется 20% прочности, а через полгода качество ухудшается на 30%.
В отличие от заливки фундамента, бетон замешивается в ведрах или небольших бадьях. Важнейшим показателем является водоцементное соотношение В/Ц, влияющее на показатели бетона:
- морозостойкость и влагонепроницаемость;
- пористость и расслоение;
- трещинообразование и время гидратации.
Поэтому при самостоятельном замешивании раствор для тротуарной плитки пропорции должен иметь В/Ц = 0,4. Бетон получается жестким, с низкой удобоукладываемостью. Поэтому в него вводят Суперпластификатор или повышают пластичность народным способом – столовая ложка моющего средства (например, Фейри) на замес бетономешалки.

Совет! В связи с применением в технологии метода виброуплотнения смеси низкая пластичность в принципе не имеет особого значения. Сделанный раствор качественно распределяется внутри формы по действием вибраций.
Мелкий и крупный наполнитель добавляются в смесь для решения нескольких задач:
- снижения себестоимости тротуарной плитки;
- увеличения прочности, износостойкости и твердости;
- повышения водонепроницаемости и морозостойкости.

Другими словами – добавляя песок и щебень конкретной горной породы в бетон, можно максимально приблизить характеристики цементного камня к свойствам гранита, гравия или доломита, придав при этом изделию нужную конфигурацию и размеры. Основными нюансами наполнителей являются:
- запрещено приготовление раствора для тротуарной плитки из щебня/песка с высоким содержанием глины;
- предпочтительнее мелкая фракция щебня и крупная песка;
- гранотсев является самым прочным и морозостойким крупным заполнителем;
- рваная форма частичек карьерного песка обеспечивает более высокую адгезию с прочими компонентами смеси, нежели окатыши речного песка;

Песок карьерный мытый.
- для снижения расслоения следует использовать заполнитель непрерывный рядовой с содержанием камешков разного размера;
- ввиду небольших размеров плитки лучше использовать щебень 5/10.
Совет! Для снижения себестоимости элементов ФЭМ смесь должна изготавливаться из песка с пустотностью 35% максимум. Эту характеристику производители нерудных материалов обязаны указывать в паспорте и сертификате на месторождение. Количество глины не может превышать 3% массы сыпучего продукта, ила и прочих органических примесей – 2%.
Пропорции для вибролитья
Специалисты рекомендуют для самостоятельного вибролитья тротуарной плитки в домашних условиях следующее соотношение компонентов:
- М250/В20 – 1 ведро цемента, 2 песка, 3,5 ведер щебня, выход бетона составит 4,2 ведра;
- М300/В22,5 – 1 ведро цемента, 1,7 песка, 3,2 щебня, выход продукта равен 4 ведрам;
- М350/В25 – 1 ведро цемента, 1,5 песка, 2,8 щебня, выход составляет 3,5 ведра товарного бетона;
- М400/В30 – ведро цемента и столько же песка, 2,5 ведер щебня, выход составляет 3 ведра бетона.
Смесь можно сделать более качественной, если вместо объемных единиц измерения использовать массовые. Взвесить сырье для замешивания малых объемов не составит труда, на 10 кг цемента потребуется:
- В20 – 39 кг щебня и 21 кг песка;
- В22,5 – 37 кг щебня и 19 кг песка;
- В25 – 27 кг щебня и 16 кг песка;
- В30 – 26 кг щебня и 12 кг песка.
- вода – 4 л на 10 л ведро вяжущего;
- колер – 3 – 5% от массы цемента.
Совет! Некоторые натуральные пигменты способны связать до 25% жидкости, распределенной в бетонной смеси. В этом случае допускается увеличение В/Ц до 0,6 – 0,7 единиц.
Для серой тротуарной плитки
Пропорции бетона указаны выше для обычного бетона без красителя и люминесцентных добавок. Перед тем, как сделать замес, необходимо учесть следующие нюансы:
- регион эксплуатации – влияет на проектную морозостойкость фигурных элементов мощения;
- грунтовые условия и климат – при высоком УГВ, обильных осадках и повышенной влажности следует снизить В/Ц и ввести специальные добавки для повышения водонепроницаемости бетона;
- технология изготовления – при вибролитье поверхность плитки гладкая, лучше использовать песок с различным размером частиц, для шероховатой поверхности, вибропрессованной брусчатки больше подходит песок крупной фракции.

Литье серой плитки.
В отличие от технологий монолитного строительства, где глубинный вибратор можно заменить ручным штыкованием бетона внутри опалубки, изготовление элементов мощения собственными силами в домашних условиях невозможно без вибростола, хотя бы даже и самодельного. Вибрированием решаются две задачи:
- равномерное заполнение полимерной формы жесткой смесью с низким водоцементным соотношением;
- удаление воздуха из бетона для снижения пористости и создания прочной мелкозернистой структуры, обладающей низкой гидрофобностью.
Важно! Для платформы вибростола необходима малая амплитуда 1 – 1,5 мм и высокая частота вибраций, повышающая подвижность смеси и способствующая выводу пузырьков воздуха.
Для цветных фигурных элементов мощения
Тротуарную плитку можно окрашивать при изготовлении слоями или в массе. Первый способ дешевле, но сложнее в реализации собственными силами:
- для тротуарной плитки своими руками изготавливается две порции бетона – 2/3 от всего объема обычного серого товарного, 1/3 интенсивно окрашенного пигментами;
- внутрь формы укладывается цветной бетон слоем 1/3 от общей высоты;
- вибродвигатель включается на 20 секунд;
- затем форма наполняется бетоном, но уже обычным, доверху;
- находится на вибростоле еще 40 секунд;
- оборачивается полиэтиленом и удаляется на сушку.

Цветной бетон для ФЭМ.
При окрашивании в массе колер добавляется в смесь внутри бетономешалки. Плитка получается бледнее, зато даже при интенсивном истирании отдельных участков сохраняется дизайн садовой дорожки.
Порядок замешивания
Для удовлетворительного качества самодельных фигурных элементов мощения недостаточно знать рецепт смеси. Не менее важно соблюдать технологию замешивания:
- внутрь бытовой бетономешалки загружается весь песок и 2/3 щебня и цемент;
- затем производится сухое перемешивание;
- после подачи воды барабан вращают 1 минуту;
- засыпают остатки щебня, сбивающего скопления бетона на лопастях.

Общее время перемешивания составляет 1,5 – 2 минуты, подмешивать бетон допускается в течение 3 часов. Однако испарившуюся за это время воду запрещено заменять добавлением новых порций – конструкционный материал при этом резко теряет основные характеристики. Поэтому лучше делать небольшие замесы и расходовать смесь за 20 – 25 минут максимум.
Совет! Ручным способом (лопатой или мотыгой) невозможно обеспечить заявленную марочную прочность бетона, даже при соблюдении указанной рецептуры. Качество будет хуже, чем в бетономешалке или при использовании миксера в патроне электродрели на 30% минимум.
Пропорции смеси для тротуарной плитки вибропрессованием


Рецепты
Рецепт для изготовления плитки
на 10м квадратных плитки толщиной 60 мм :
Гранит. щебень ( отсев) просеянный -450кг
Пигмент 2-5 % от массы цемента.
Бетономешалку использовать для жестких полусухих смесей.
Штабелирование изделий.
Свежеотпрессованную плитку на малых поддонах сверху накрывают клеенкой (клеенку просто кладут на штабеля плитки) и плитка высыхает при естественных условиях на малых поддонах ориентировочно до 6…7 утра следующего дня. Затем плитку перекладывают на большие поддоны вручную, обматывают пленкой для того, чтобы штабеля «не развалились» и сверху поливают водой из шланга, пока весь объем тротуарной плитки сверху вниз не будет пропитан. Затем пленкой обматывают поддоны сверху, то есть создаются благоприятных условий для реакции гидратации цемента и твердения «методом термоса». В таком состоянии плитка находится 2…3 дня на улице или в помещении, но в условиях, исключающих падение солнечного света на плитку.
Затем большие поддоны с плиткой транспортируются на склад.
Калькуляция себестоимости на один квадратный метр тротуарной плитки «» высотой 45 мм:
Читайте также: