
Прессование плитки своими руками
Вибропресс для тротуарной плитки своими руками – экономия на ремонте
К тому же, в отличие от традиционного асфальта, не требует наличия специальной техники. Это немаловажно, поскольку не всегда есть возможность загнать асфальтовый каток во двор.
Бетонное покрытие укладывается проще, но об эстетике придется забыть. К тому же мало кому захочется иметь во дворе утилитарное покрытие в стиле промзоны. Поэтому укладка брусчатки или тротуарной плитки все более востребована, тем более, что материал стоит не так уж дорого.
Разумеется, оплата работ в комплексе (бригада плюс материал), выльется в копеечку, поэтому заказчики стараются максимально сэкономить:
- Во-первых, плитка покупается точно под площадь покрытия, то есть нет необходимости переплачивать за излишки.
- Во-вторых, подготовку поверхности для укладки тротуарной плитки легко выполнить своими руками.
- И наконец, сам процесс укладки не такой уж сложный, чтобы оплачивать труд гастарбайтеров из Таджикистана или Молдавии.
Однако, для продления срока службы поверхности, надо выполнить вибропрессование, без которого дорожки из тротуарной плитки будут буквально расплываться после очередного дождя.
Простое трамбование деревянной колодой не подойдет, усадка брусчатки производится без ударных нагрузок, равномерно на большой площади. Профессиональные строительные бригады используют специальный вибропресс для тротуарной плитки.

Можно укладывать брусчатку и с помощью резиновой киянки, но качество работ при этом значительно снижается. К тому-же, с помощью такого вибратора вы сможете утрамбовать стартовое покрытие (подложку). Это также положительно влияет на долговечность площадки.
Если речь идет об экономии, то можно изготовить оборудование самостоятельно. Кроме того, такое приспособление пригодится и для других задач.
Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине. Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси. Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Основное преимущество данного метода – простота производства и возможность выполнять даже большие объемы сравнительно недорого и быстро, при минимальных трудозатратах. В технологическом процессе используются лишь вибропрессы для производства тротуарной плитки, никакого сложного оборудования больше не требуется.
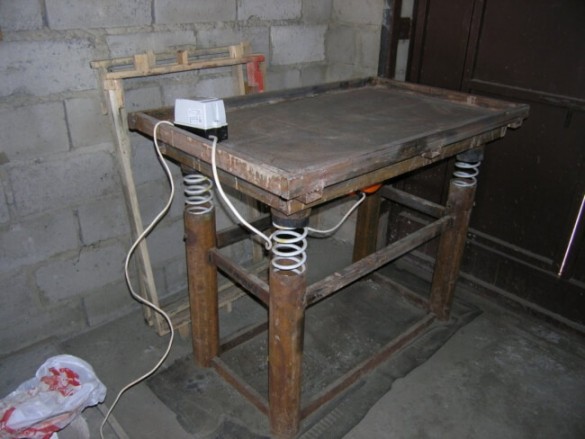
Самодельный вибростол и его применение
Вибростол представляет собой подвижный стол с закрепленным на нем вибратором – уже знакомым электродвигателем с эксцентриком. Его назначение – производство тротуарной плитки, фигур, статуй и т.д. методом вибролитья, а также из композитных блоков.
Для изготовления строительных блоков на поверхность стола устанавливаются формы, заполненные раствором. Процесс формирования блоков происходит примерно так же, как на вибростанке. Для формирования пустот иногда используют бутылки из-под шампанского.
При изготовлении тротуарной плитки и других строительно-архитектурных элементов методом вибролитья, на стол устанавливаются соответствующие формы. для изготовления цветной тротуарной плитки такова:
- песок – 1 часть;
- цемент М500 – 1 часть;
- щебень с размером гранул 10-20 мм – 2 части;
- краситель – 5%;
- пластификатор – 2%.
Технология ее производства была описана выше.
Надеемся, что приведенные описания помогут не только изготовить самодельный вибростанок или вибростол, но и наладить с их помощью производство нужных бетонных изделий.
Не нашли ответа в статье? Больше информации
Эстетичность дорожек и площадок, мощенных тротуарной плиткой, бесспорна. Но цена такого покрытия, когда речь идёт о десятках квадратных метров, довольно высока. Поэтому одним из способов снизить стоимость этих работ является изготовление брусчатки своими руками. При этом качество изготовленной плитки должно обеспечивать долговечность и долгосрочную эстетичность покрытия, поэтому для изготовления этого отделочного материала применяют вибростанки и вибропрессы, уплотняющие смесь в формах и этим повышающие плотность готовых изделий.
Методы производства плитки: гиперпрессование, вибропрессование, вибролитьё
Продукция, изготовленная этими двумя методами, существенных отличий по качеству не имеет, но производство брусчатки вибропрессованием имеет более высокую производительность, так как при этом способе изделие извлекается из матрицы сразу же, не дожидаясь отверждения смеси, и форма снова готова для заполнения. Поэтому, имея потребность в нескольких сотнях квадратных метров брусчатки, целесообразнее использовать станок для производства тротуарной плитки методом вибропрессования.
Стоимость такого станка, изготовленного в промышленных условиях, в зависимости от его назначения и производительности составляет от 25 (мини-станок) до нескольких миллионов рублей, поэтому, обладая навыками производства слесарных и сварочных работ, в целях экономии вполне реально изготовить его самостоятельно.
Для сборки самодельного вибропресса рассмотрим его составные части, технологию их изготовления своими руками, а также требования, предъявляемые к готовому станку для эффективной и безопасной эксплуатации.
Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.
Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами. До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно. Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.
Создавая вибростол своими руками, желательно сразу определиться, какие части будут выполнены самостоятельно, а какие проще и дешевле купить уже готовыми. Нужно помнить, что вибропресс в эксплуатации испытывает немалые нагрузки, поэтому станок желательно делать из стали, а элементы крепить электросваркой, которая будет гарантировать жесткое соединение деталей, не боящееся вибрации.

Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам). Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница. Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание. Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы. Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.

Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12. Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки. Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Чтобы обеспечить более жесткое соединение, между ножками и рамой желательно продумать вставки-косынки, сделанные из листовой стали толщиной минимум 3-4 миллиметра (выполняются в формате прямоугольного треугольника). Дополнительные связи для обеспечения жесткости также желательно сделать между ножками примерно на средине их длины по всему периметру.










Вибростанок для изготовления блоков
Использование блоков (шлакобетонных или керамзитобетонных) в качестве строительного материала при малоэтажном строительстве обусловлено их относительно невысокой стоимостью и возможностью, благодаря крупным габаритам, вести строительство быстрее. Изготавливаются полнотелые и пустотелые блоки. Полнотелые используют для возведения наружных стен, фундаментов и цокольных этажей. Пустотелые обычно используются для кладки перегородок и внутренних стен. Для изготовления качественных блоков своими руками необходим вибростанок или вибростол.
Для начала следует определиться, для чего, собственно, он нужен. Для строительства гаража или даже дома вполне достаточно одноматричного (на один блок) вибростанка промышленного производства или сделанного своими руками. Для производства блоков в значительных объемах понадобится уже вибростанок с двумя, тремя или четырьмя матрицами. Для производства не более 1000 блоков в смену можно обойтись одноматричным станком промышленного типа. Они надежны, производительны, но и стоят немало.
Чертеж вибростанка: 1 – развертка матрицы; 2,3,4 – заготовки поддона; 5,6,7 – обрамление матрицы снизу (уголок 25х25); 8 – планка крепления пустотников; 9 – пустотник; 10 – верхняя заглушка пустотника; 11 – нижняя заглушка пустотника.
Обычно самодельный одноматричный вибростанок состоит из следующих элементов:
- пресс-матрицей (формой) служит корпус, изготовленный из листового металла;
- пустотообразователи обязательно должны иметь конусность, для того чтобы форма легко снималась с еще сырого блока. Они могут быть как круглыми, так и квадратными;
- давление на пуансон создают вручную, нажимая руками на его рукоятки;
- вибрация создается маломощным электродвигателем с закрепленным на его оси эксцентриком.
Параметры эксцентрика следует подобрать экспериментально. При слишком большом размере и весе, вибрации могут стать чрезмерно сильными и бетонный слепок просто разрушится.
Эта конструкция может быть усовершенствована за счет устройства передвижной платформы с системой рычагов, которая облегчает перемещение станка по площадке.
Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.





Процесс производства блоков

Состав бетонного раствора для таких блоков (в частях):
- шлак (лучше доменный, без золы и угля) – 14 частей;
- песок крупный (керамзитовый) – 4 части;
- гравий с размером гранул 5-15 мм – 4 части;
- цемент (М400-М500) – 3 части;
- вода – 3-6 частей.
В качестве наполнителя могут быть использованы шлак, отходы горения угля, отходы кирпича, керамзит, перлит, щебень, опилки и т.д. Важно следить за содержанием воды в смеси. Раствор при падении на землю должен рассыпаться, но при сжатии в кулаке вновь соединяться. Сначала перемешиваются сухие компоненты, а лишь потом к ним добавляется вода.
Последовательность операций при изготовлении блоков на вибростанке:
- в форму закладывается раствор с горкой;
- включается вибратор на 3-5 секунд, раствор осаживается;
- если раствора мало – добавить, вставить пуансон (прижим) и снова включить вибратор;
- формовка завершена, когда прижим сядет на ограничители;
- включить вибратор еще на 5-10 секунд и снять форму при еще работающем вибраторе.
Сохнуть блоки должны в течение 5-7 дней, но на полное затвердевание нужно около месяца.
Устройство подвижного соединения стола со столешницей
Чтобы станок для вибропрессования тротуарной плитки работал правильно, необходимо сделать соединение стола и столешницы не очень жестким, но с определенным ограничением амплитуды вибрирования. Часто столешницу устанавливают на пружины, прикрепленные к столу.
Нужно найти 6 стальных пружин достаточной жесткости длиной до 12 сантиметров и сечением 5-6 сантиметров. Потом из трубы соответствующего диаметра (пружина должна входить внутрь свободно и без большого зазора) нарезают 12 стаканов длиной, равной трети длины пружин каждый.
Шесть стаканов приваривают по двум срединам длинных сторон и четырем углам стола сверху, другие шесть – с таким же расположением, но к столешнице снизу. До начала работ лучше столешницу положить на стол, вставить стаканы между ними и наметить соответствующие места мелком.
Выбор и установка электродвигателя или вибратора
Чтобы создать вибропресс для тротуарной плитки своими руками, не обойтись без двигателя для вибрирования. Двигатель должен быть достаточно мощным, при учете одновременного воздействия на конструкцию давления пресса. При сборке самодельного станка лучше приобретать качественные и надежные двигатели-вибраторы заводского производства, в которых предусмотрена возможность регулирования амплитуды колебаний, частоты. Подойдет ВИ-99/Е.
Давление на формы будет осуществляться вертикально, поэтому качественное уплотнение материала будет происходить горизонтально. Двигатель вибропресса крепят вертикально к столешнице снизу, примерно в точке пересечения диагоналей (там, где расположен центр тяжести). Чтобы крепление было возможным, снизу к столешнице приваривают кронштейн из стали со специальными отверстиями для крепления электродвигателя.
Лучше всего двигатель вибропресса крепить на болтах и резных шайбах, которые в процессе вибрации защитят крепеж от отворачивания и ослабления.

Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
Создать вибропресс с гидравлической системой своими руками трудно, намного проще сделать механический пуансон, который в действие приводится физической силой работника.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Работа вибропропресса
Чтобы запустить в работу станок (вибропресс) для тротуарной плитки, достаточно выполнить несколько простых действий.
Технология создания плитки вибропрессованием:
- Матрицу смазывают маслом.
- Заливают смесь в форму, ставят ее на столешницу так, чтобы пуансон точно совпадал с матрицей.
- Рычагом прессуют смесь в форме и в этот же момент ненадолго включают вибродвигатель.
- Изделие изымается из матрицы для просушки и отверждения.

Состав смеси для тротуарной плитки на вибропрессе определяют, исходя из нужных характеристик итогового изделия. Обычно в состав входят песок, цемент, вода, отсев щебня, пигмент.
Создание вибропресса для тротуарной плитки своими руками – вполне выполнимая задача. При наличии оптимального чертежа, электросварки и всех необходимых деталей собрать качественный и надежный станок не составит труда.
Делаем вибратор для плитки своими руками
Конструкция состоит из металлической либо фанерной плиты (используется многослойная фанера толщиной не менее 10 мм), вибратора с эксцентриком и приводного двигателя. Обычно применяется электромотор.

Важно! Устанавливать эксцентрик на вал электромотора нежелательно, поскольку подшипники быстро выйдут из строя.
Такая механическая виброплита может применяться не только при подготовке поверхности и непосредственном уплотнении уложенной тротуарной плитки. С ее помощью вы можете подготовить любую ровную площадку.

Но самая существенная экономия – это изготовление (а не покупка) тротуарной плитки или брусчатки. При этом не обязательно приобретать промышленное оборудование, можно сделать вибропресс своими руками.
Как изготовить тротуарную плитку высокого качества в домашних условиях
Изготовление тротуарной плитки в домашних условиях – это не только экономия средств, но и возможность организации мини-производства с рентабельностью более 100%. Прочтите статью, и вы узнаете: как открыть домашний цех по изготовлению плитки уникальных расцветок, какое оборудование и материалы необходимы в производстве.
Содержание:
- Помещение и оборудование для производства
- Формы и материалы для плитки
- Технология
- Рецептура расцветок натурального камня
Технология, о которой рассказано далее – это методика производства искусственного мрамора, и других имитаций натурального камня, подходящая для изготовления:
- тротуарной плитки, брусчатки;
- облицовочной плитки, панелей;
- изделий садово-парковой архитектуры;
- еврозабора;
- лестниц и балясин;
- бордюра и водоотвода.
Организация домашнего цеха потребует незначительных затрат. При покупке полного комплекта оборудования на вторичном рынке ориентировочные затраты составят 30000 рублей. Плитка, изготовленная своими руками, будет дешевле покупной в два раза.

Помещение и оборудование для производства
Для изготовления тротуарной плитки в домашних условиях необходимо:
- помещение от 12м2;
- бетономешалка;
- вибростол;
- вспомогательный инструмент;
- формы;
- расходные материалы.
В качестве помещения подойдет гараж, сарай, любая постройка со стенами и крышей. Важно, чтобы помещение было оборудовано качественной проводкой для подключения электроприборов. В помещении вдоль стен нужно сделать надежные стеллажи для сушки готовых изделий. Рекомендуемая площадь стеллажей – 20 м2.
Для производства понадобятся два основных агрегата – это бетономешалка и вибростол. Бетономешалка подойдет как принудительного типа, так и обычная груша. Обычно в домашнем производстве используются бытовые бетономешалки, работающие от сети 220 вольт. Рекомендуемый объем мешалки – от 180 литров. Бетономешалка принудительного типа подойдет только с низкой частотой вращения вала: от 16 до 24 оборотов в минуту.

Вибростол подойдет абсолютно любой. Основная функция вибростола – это утряска раствора в форме. Его стоимость на вторичном рынке начинается от 5000 рублей. При наличии сварочного оборудования можно изготовить вибростол самостоятельно. Для этого нужен уголок или труба, лист металла, пружины, электродвигатель.
Электродвигатели можно применять как специализированные, которые сделаны для виброоборудования, так и бытовые, применяемые для заточки ножей. Главное, чтобы число оборотов двигателя было от 1800 до 3000 в минуту.
В качестве вспомогательного оборудования будут нужны: лопаты, кельма, ведра, корыто, емкость для воды и пластификатора, весы большие и малые, строительный фен. Для сушки плитки будет необходима целлофановая пленка площадью 6 – 10 м2.
Формы и материалы для плитки
Плитка отливается в пластиковые формы, которые можно купить как б/у, так и новые. Стоимость новых форм начинается от 400 рублей за кв. метр. Б/у формы можно приобрести по цене от 70 рублей за кв. метр. Для производства тротуарной плитки своими руками достаточно купить 20 м2 форм.

При покупке форм нужно знать, что самые практичные формы – это изделия их ПВХ. Они выдерживают до 150 отливок. Также, можно использовать формы из АБС-пластика. Они дают более гладкую поверхность, но их ресурс ограничен 50 – 70 использованиями.
При покупке форм нужно учесть, где будет лежать плитка. Если она будет уложена в виде садовой дорожки, то подойдет толщина 30 или 50 мм. В случае если плитка будет уложена перед гаражом, то стоит купить формы для плитки толщиной не менее 70 мм.

В изготовлении плитки понадобиться:
- песок строительный;
- щебень фракции 5 – 20;
- цемент М – 400 или М – 500;
- пластификатор для бетона;
- железооксидный краситель (белый, красный, зеленый, желтый, черный).
Все эти материалы имеются в свободной продаже.

Технология, от раствора до сушки
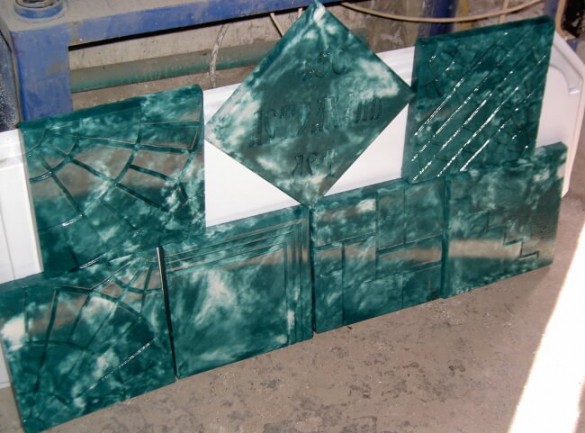
Искусственный мрамор или камень – это громкое название. На самом деле просто смешиваются два бетонных раствора окрашенные в разные цвета и заливаются в форму. Причудливый узор, напоминающий срез натурального камня получается под воздействием вибрации.
Начинается производство с замеса бетонной смеси. В бетоносмеситель помещаются компоненты из расчета:
- 1 часть цемента;
- 2 части песка;
- 1,5 части щебня.
Компоненты нужно взвешивать и пропорции составлять от веса, а нет от объема. Все компоненты размешиваются в бетономешалке без добавления воды в течение 10 минут. После размешивания на сухую от смеси нужно отобрать 10% от общей массы в отдельную емкость.

Далее, в бетономешалку насыпается белый краситель (диоксид титана) и раствор мешается на сухую еще в течение 5 – 7 минут. Белый цвет добавляется из расчета 3% от общей массы смеси.
Важно! Белый цвет сложный для окрашивания и он добавляется в пропорции 3% от массы раствора. Все остальные цвета железооксидных красителей добавляются из расчета 5% от массы цемента.
В емкость с отобранной смесью добавляется черный краситель из расчета 5%, но уже от массы цемента. К примеру, если в общем растворе использовано 50 кг. цемента, то в отборе будет всего 5 кг. 5% от 5 килограммов цемента – это 250 грамм. Следовательно, в отбор добавляется 250 грамм черного красителя.

Пока белый раствор перемешивается в бетономешалке, черный следует перемешать в отдельной емкости вручную. Для этого можно использовать кельму. Когда растворы перемешаны, необходимо добавлять воду затворения.
Вода затворения готовится одновременно с раствором. Для ее приготовления нужен пластификатор. Нужное количество воды рассчитывается по специальному коэффициенту, который составляет значение 0.33. К примеру, если в замесе присутствует 50 килограмм цемента, то эти килограммы нужно умножить на коэффициент 0.33. 50*0.33=16.5 литров. В такой раствор нужно 16.5 литров воды. Далее в воду надо добавить пластификатор для бетона из расчета 1% от веса цемента. На данный замес необходимо 500 грамм пластификатора. Пластификатор нужно размешать до полного растворения.
После приготовления воды затворения от нее отбирается 10%, и меньшая часть идет в емкость с черной краской, а большая в бетономешалку. Если рассмотреть на предыдущем примере, то в бетономешалку нужно налить 14.8 литров воды затворения, в отбор 1.65 литра. Раствор с водой затворения нужно перемешивать в бетономешалке в течение 15 минут. Одновременно с этим нужно размешать вручную черный раствор.
Важно! Готовый раствор не должен растекаться. Излишек воды приведет к высокому количеству брака.

После перемешивания в бетономешалку с белым раствором точечно и небольшими порциями выкладывается черный раствор. Далее бетономешалка включается и делается три оборота лопастей. Это необходимо для получения равномерно окрашенного раствора со структурой натурального мрамора.

После того, как раствор готов его нужно укладывать в формы. Требования к формам одно – они должны быть чистыми и сухими. Смазка форм не требуется, так как пластификатор не дает раствору прилипать к стенкам.

Готовый раствор аккуратно укладывается в формы. Брать раствор нужно кельмой и при укладке в форму переворачивать его, чтобы раствор лег на поверхность нетронутой стороной. Это придаст красивую структуру цвета изделию.
Далее, формы с раствором помещаются на включенный вибростол. Эту операцию можно проводить по принципу конвейера: пока одна форма вибрирует на столе, можно наполнять другую. При утряске форм смесь будет оседать и нужно заполнять раствором пустой объем. Главное, не допускать воздействия вибрации на одну плитку более 45 секунд. Это может вызвать смешивание цветов и прилипание раствора к форме.

Формы с готовой плиткой нужно укладывать на стеллажи или рядами на ровную площадку, используя в качестве прослойки листы фанеры. Плитку при сушке нужно обязательно накрывать целлофановой пленкой и ни в коем случае не допускать воздействие ветра или прямых солнечных лучей. Сушка проводится трое суток. В холодную погоду сушку рекомендуется продлить до 5 суток.

После сушки готовую плитку следует извлечь из форм. При использовании пластификатора плитка выходит без проблем. Если выемка плитки затруднительна, то можно прогреть форму строительным феном. Форма расшириться и плитка легко выйдет.
Рецептура расцветок натурального камня
Данная технология позволяет имитировать расцветки нескольких пород натурального камня.
Черный мрамор изготавливается, так же как и белый, но только в большой объем добавляется черный краситель в пропорции 5% от массы цемента, а в малый объем белый краситель в пропорции 3% от массы раствора.
Имитация красного гранита делается путем добавления в основной цвет красного красителя, а в дополнительный черного. Соотношение цветов 8 к 2. Красная и черная краска добавляется в пропорциях 5% от массы цемента. При смешивании цветов рекомендуется сделать 5 оборотов бетономешалки.

Сланец изготовляется из основного желтого и дополнительного белого цвета. Пропорции окрашенных частей составляют 8 к 2. Также можно изготовить имитацию малахита путем соединения основного зеленого и дополнительного белого. Пропорции малахита 9 к 1. Число оборотов бетономешалки при смешивании – 2.

Полет фантазии здесь не ограничен и помимо представленных рецептур, можно придумать уникальные цветовые гаммы, состоящие из двух и более цветов. Количество оборотов при смешивании может варьироваться от 2 до 7. Большое количество оборотом сделает разводы цвета более размытыми.
Изготовление вибропресса для тротуарной плитки своими руками – чертежи
Вибропресс для производства тротуарной плитки – основное оборудование, использующееся в процессе создания качественного и прочного покрытия. Современные производители выпускают станки разной мощности, для определенных масштабов производства, с теми или иными функциями, но все они стоят немало. Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.

Вибропресс для тротуарной плитки позволяет делать элементы из двух слоев: базового и фактурного (лицевого). Базовый слой создается из песка, цемента и щебня, получается прочным и качественным. Второй слой готовят с добавлением специального пигмента, который позволяет получать любые оттенки и цвета плитки.
Производство тротуарной плитки с помощью вибропресса:
- Загрузка смеси в один или два бункера (большая емкость предназначена для основной смеси, малая – для бетона с пигментом для формирования лицевого слоя).
- Поступление смеси из первого бункера в пресс-форму, которая находится на вибростоле. Включение вибратора на 1-2 секунды для распределения смеси в матрице равномерным слоем.
- Загрузка цветного бетона в пуансон, включение режима вибропрессования на 35-40 секунд для уплотнения.
- Снятие матрицы и пуансона, перемещение готовых изделий в место, где они будут набирать прочность. Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
- Отправка готовых плиток на склад, потом в транспортировочные поддоны, доставка к потребителю.
Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине. Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси. Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Основное преимущество данного метода – простота производства и возможность выполнять даже большие объемы сравнительно недорого и быстро, при минимальных трудозатратах. В технологическом процессе используются лишь вибропрессы для производства тротуарной плитки, никакого сложного оборудования больше не требуется.Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.
Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами. До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно. Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.
Создавая вибростол своими руками, желательно сразу определиться, какие части будут выполнены самостоятельно, а какие проще и дешевле купить уже готовыми. Нужно помнить, что вибропресс в эксплуатации испытывает немалые нагрузки, поэтому станок желательно делать из стали, а элементы крепить электросваркой, которая будет гарантировать жесткое соединение деталей, не боящееся вибрации. 
Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам). Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница. Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание. Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы. Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.

Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12. Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки. Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Чтобы обеспечить более жесткое соединение, между ножками и рамой желательно продумать вставки-косынки, сделанные из листовой стали толщиной минимум 3-4 миллиметра (выполняются в формате прямоугольного треугольника). Дополнительные связи для обеспечения жесткости также желательно сделать между ножками примерно на средине их длины по всему периметру.Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.

Устройство подвижного соединения стола со столешницей
Чтобы станок для вибропрессования тротуарной плитки работал правильно, необходимо сделать соединение стола и столешницы не очень жестким, но с определенным ограничением амплитуды вибрирования. Часто столешницу устанавливают на пружины, прикрепленные к столу.Нужно найти 6 стальных пружин достаточной жесткости длиной до 12 сантиметров и сечением 5-6 сантиметров. Потом из трубы соответствующего диаметра (пружина должна входить внутрь свободно и без большого зазора) нарезают 12 стаканов длиной, равной трети длины пружин каждый.
Шесть стаканов приваривают по двум срединам длинных сторон и четырем углам стола сверху, другие шесть – с таким же расположением, но к столешнице снизу. До начала работ лучше столешницу положить на стол, вставить стаканы между ними и наметить соответствующие места мелком.
Выбор и установка электродвигателя или вибратора
Чтобы создать вибропресс для тротуарной плитки своими руками, не обойтись без двигателя для вибрирования. Двигатель должен быть достаточно мощным, при учете одновременного воздействия на конструкцию давления пресса. При сборке самодельного станка лучше приобретать качественные и надежные двигатели-вибраторы заводского производства, в которых предусмотрена возможность регулирования амплитуды колебаний, частоты. Подойдет ВИ-99/Е.
Давление на формы будет осуществляться вертикально, поэтому качественное уплотнение материала будет происходить горизонтально. Двигатель вибропресса крепят вертикально к столешнице снизу, примерно в точке пересечения диагоналей (там, где расположен центр тяжести). Чтобы крепление было возможным, снизу к столешнице приваривают кронштейн из стали со специальными отверстиями для крепления электродвигателя.
Лучше всего двигатель вибропресса крепить на болтах и резных шайбах, которые в процессе вибрации защитят крепеж от отворачивания и ослабления. 
Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
Создать вибропресс с гидравлической системой своими руками трудно, намного проще сделать механический пуансон, который в действие приводится физической силой работника.К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Работа вибропропресса
Чтобы запустить в работу станок (вибропресс) для тротуарной плитки, достаточно выполнить несколько простых действий.
Технология создания плитки вибропрессованием:
- Матрицу смазывают маслом.
- Заливают смесь в форму, ставят ее на столешницу так, чтобы пуансон точно совпадал с матрицей.
- Рычагом прессуют смесь в форме и в этот же момент ненадолго включают вибродвигатель.
- Изделие изымается из матрицы для просушки и отверждения.
Состав смеси для тротуарной плитки на вибропрессе определяют, исходя из нужных характеристик итогового изделия. Обычно в состав входят песок, цемент, вода, отсев щебня, пигмент.
Создание вибропресса для тротуарной плитки своими руками – вполне выполнимая задача. При наличии оптимального чертежа, электросварки и всех необходимых деталей собрать качественный и надежный станок не составит труда.
Читайте также: