
Литье поликарбоната в домашних условиях
Дефекты при литье из поликарбоната
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Сделал жидкий пластик, который принимает нужную форму. Делюсь рецептом качественного пластика
Пару месяцев назад я писал статью о том, как без следов удалить секундный клей с деталей. Проверял средство на пластике и дереве, оно хорошо сработало и очистило клей без проблем.
На время я оставил пластик с нанесенным средством и заметил, что он начал размягчаться и в этот момент в голову мне пришла идея для мастерской.
Сделать пластиковые детали в домашних условиях не так просто, нужно плавить пластик на определенной температуре, а в процессе плавления выделяется много вредных веществ и, как минимум, нужна хорошая вытяжка.
В данной статье я поделюсь рецептом жидкого пластика, который легко принимает нужную форму и после застывания получается крепкая и качественная деталь.
Для начала понадобится металлическая или стеклянная емкость, в которую нужно добавить средство Димексид, в аптеке оно стоит около 60 рублей.
Димексид также хорошо удаляет секундный клей с пальцев и предметов. Димексид также хорошо удаляет секундный клей с пальцев и предметов.Изначально я нарезал крупные кусочки оргстекла и залил их средством, но даже через полчаса ничего не произошло. Поэтому оргстекло я заменил на пластик от сгоревшего блока питания. (Листаем галерею).
Как сделать поликарбонат своими руками из бутылок. Сам научился и научил соседа на даче
Все жители частных домов, дачники, да и не только знают что такое поликарбонат.
Его цена довольно не дешевая, а порою необоснованно завышена, по крайней мере в моем городе.
Маленькими кусками он не продается, а порую нужен именно маленький отрезок, что бы накрыть, к примеру, парничек для зелени и редиски.
Так вот мне в голову пришла отличная идея, а почему бы не попробовать сделать самому? Из пластиковых бутылок! Уж этого материала хватает с лихвой, и что самое главное, он абсолютно бесплатен!
На самом деле все очень просто!
В конце статьи я прикреплю видео материал, с подробным процессом изготовления, а также там будут другие интересные решения из пластиковых бутылок.
Итак для работы понадобится самый простой инструмент, немного времени и сами бутылки.
Поликарбонат. Как его резать, сгибать, крепить и другие работы
Информация для тех, кому предстоит сделать что-то, используя поликарбонат. Теплицу, дачный душ, навес над крыльцом или парковкой для любимого железного коня, а может, калиткой, площадкой для отдыха.
Здесь в основном информация про сотовый поликарбонат , но кое-что пригодится, если вы задумали работать с другими разновидностями. Какими? Например, монолитным поликарбонатом . Он сплошной, внутри нет ячеек с перегородками. Он намного дороже сотового поликарбоната.
Ещё есть гофрированный поликарбонат, или поликарбонатный шифер . Поверхность листа волнистая, структура материала – монолит.
А теперь ближе к делу!
Как резать поликарбонат?
С помощью болгарки, электролобзика или циркулярной пилы . В руках при этом лист поликарбоната держать нельзя. Положите его на твердую поверхность и надежно зафиксируйте. После линию разреза не забудьте зачистить от стружки.
Как изолировать «соты» поликарбоната и зачем?
На торцы листов нужно надеть специальные п-образные заглушки. Либо в верхней части листа кромку с отверстиями-«сотами» заклеить герметизирующей лентой для поликарбоната. Это делают для защиты от попадания влаги и инородных предметов (пыль, насекомые и т.п.).
Нижнюю кромку обычно изолируют перфолентой. Через ее микроскопические отверстия наружу смогут выходить пары конденсата, но пыль, насекомые, даже дождевые червяки (!) внутрь не попадут.
Если этими мерами пренебречь, поликарбонат быстро потеряет презентабельность, станет менее прозрачным.
Как сгибать сотовый поликарбонат?
Можно гнуть только перпендикулярно ребрам жесткости. Если попробуете согнуть параллельно рёбрам жёсткости, наверняка сломаете.
На теплице или парнике все ребра жесткости нужно ориентировать вертикально, а на арочных конструкциях так, чтобы ребра шли вдоль изгиба.
Как крепить поликарбонат к каркасу?
При монтаже листы устанавливаются так, чтобы защитный слой от УФ-лучей был с наружной стороны. Если ошибётесь, поликарбонат долго не прослужит.
Для крепежа поликарбоната к каркасу используют саморезы , под которые подкладывают небольшие резиновые шайбы . Ещё лучше купить специальные термошайбы , из того же поликарбоната или стальные. А вот из пропилена нежелательно, так как они менее долговечные.
Отверстия под крепеж должны быть на 1–2 мм больше диаметра самореза или ножки термошайбы.
Не делайте отверстия на ребрах жесткости сотового поликарбоната, только между ними.
Крепеж всегда начинают, отступив от края листа минимум 4–5 см. Расстояние между саморезами или термошайбами 30–40 см. Причём их вкручивают не до упора, чтобы при расширении в жару поликарбонат не растрескался.
Как стыковать листы поликарбоната?
Нельзя крепить внахлест. Между собой и с другими частями конструкции их соединяют с помощью специальных профилей (коньковых, стыковочных, угловых и пр.).
Эти профили выпускают для листов поликарбоната стандартной толщины: 4,6,8,10 мм.
Как осуществляется формовка поликарбоната

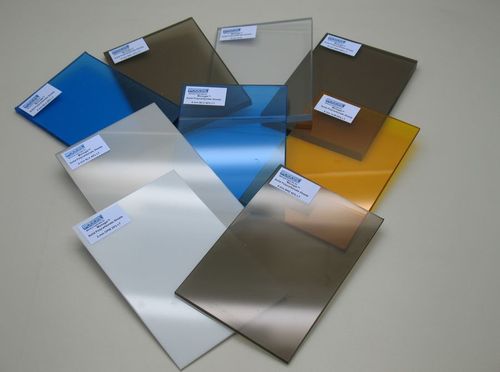
Двумя наиболее интересными качествами поликарбоната являются его прозрачность и гибкость. Первое свойство позволяет использовать материал вместе силикатного стекла – полимер прочнее, дешевле в изготовлении и уступает стеклу в прозрачности всего лишь на 10–15%. Второе качество охотно используют дизайнеры, создавая светопропускные конструкции самой разной конфигурации.
Как формуется поликарбонат?
Области применения
- Мебель – прозрачный пластик вместо стекла не только снижает стоимость суперсовременной мебели в стиле техно, но и придает ей крайне необычные контуры. Стулья и столы, кресла и полки округлой изогнутой формы, оригинальных очертаний с легкостью превращают обычный интерьер в уникальный.

- Посуда – та самая, небьющаяся прозрачная утварь, которая и выглядит привлекательно, и не деформируется: прочность полимера в 250 раз превышает прочность стекла.
- Внутренние и внешние конструкции – перегородки, шумозащитные экраны, двери, входные группы, облицовка фасада – прозрачный гнущийся материал незаменим.
- Малые архитектурные объекты – теплицы, парники и, конечно, беседки. Именно последние чаще всего изготавливаются своими руками. На фото – круглая беседка.
- Светопропускные конструкции – остекление стадионов, цирков, крупных зданий, каркасные навесы, ангары, световые фонари и так далее. На сегодня абсолютное большинство арочных конструкций обшивается поликарбонатом, так как придать ему нужный изгиб значительно проще.

Формовка материала
Под формовкой понимают процесс придания материалу некоей криволинейной формы. Как правило, для этого требуется термическая обработка листа, матрица для придания формы и прочее. Однако в случае поликарбоната возможны и другие способы, вполне доступные в домашних условиях.

Термическая обработка
Способность гнуться, сохранять изгиб и не деформироваться при этом обеспечивается достаточным показателем текучести. При повышении температуры текучесть увеличивается в некоторой степени, то есть, листам можно придать не только изгиб, но и сложную форму. Обрабатывается и монолитный, и сотовый поликарбонат.
- Для полимера оптимальной температурой нагрева считается 150–190 С. Чтобы провести формовку дома, потребуется обустройство печи с нижним и верхним нагревательными ТЭНами.
- Листы предварительно просушиваются – помещаются в печь при температуре 115 С.
- Сушка продолжается около 2,5 часов. Материал сличается готовым, если после высушивания и нагревания образца до 200 С на нем не появляются пузыри.
- Для формования поликарбонат прогревается до 180–220 С, а затем укладывается на матрицы – шаблон формы.
- Листы нагреваются с обеих сторон.

В зависимости от особенности последней стадии формовки различают три вида.
- Вакуумное – листы, закрепленные на раме, прогреваются, затем укладываются в форму, откуда удаляется воздух. Вакуумная формовка редко используется в домашних условиях, так как требует дополнительного оборудования, и предназначена для получения тонкого сложного рельефа – посуда, маски, игрушки.
- Формовка давлением – в этом случае процесс просушивания можно игнорировать, а сразу нагревать материал до 200 С. Затем лист помещается в форму и под собственным весом принимает требуемый вид. Таким образом изготавливают простые сферические элементы своими руками.
- Механическое усилие – материал придавливается отрицательной частью матрицы.

Гибка по линиям
Этот метод чаще всего используют дома. Монолитные или сотовые листы для арочных конструкций – козырька, теплицы, не нуждаются в сложной форме, только в плавном изгибе или изгибе под углом, если речь идет о многоугольной арке.

Технология проста: требуемый участок прогревают строительным феном и сгибают под нужным углом. Возможная величина угла указывается в паспорте изделия, так как для материалов с разной толщиной она отличается. На фото – рабочий момент.
Холодная формовка
Требует исключительно физических усилий. Поликарбонат не прогревается и не высушивается, а подвергается обработке при нормальных условиях. На производстве для этого используются металлические вальцы.

Своими руками лист закрепляется в тисках и вручную ему придается требуемая форма.
- Сгибать без прогрева нужно медленно, желательно использовать шаблон. Деформировать материал довольно просто, но в отличие от других вариантов, на монолитном поликарбонате начало деформации визуально не определяется, а проявляется при дальнейшей эксплуатации.

- Максимальный угол при этом рассчитывается исходя из толщины листа: величина умножается на 150.
- Однако если при термической формовке материал застывает, принимая форму, то при холодной остаточное напряжение заставляет лист пытаться вернуть прежнее положение. Чтобы материал держал требуемый угол, сгибать нужно на величину большую на 25%.
На видео формовка изделия рассматривается более подробно.
Литье форм из жидкого силикона в домашних условиях

В прошлый раз я описывал разработку набора для фокуса «Растворимая ложка», в котором фигурировала форма из силикона.
Сегодня подробно распишу сам процесс литья таких форм из жидкого силикона на основе платины. Предупреждаю, под катом много фото!
Материалы и оборудование
Двухкомпонентный жидкий силикон
Какой именно и где я покупал жидкий силикон описал в прошлый раз.

Форма для отливки силикона
Форму мне изготавливали на заказ из алюминия, но для простых и домашних задач ее можно сделать своими руками из гипса. Этот процесс я еще не описывал, так что будет тема для очередного поста.

Вот пример гипсовой формы, которую делали сами в самом начале:
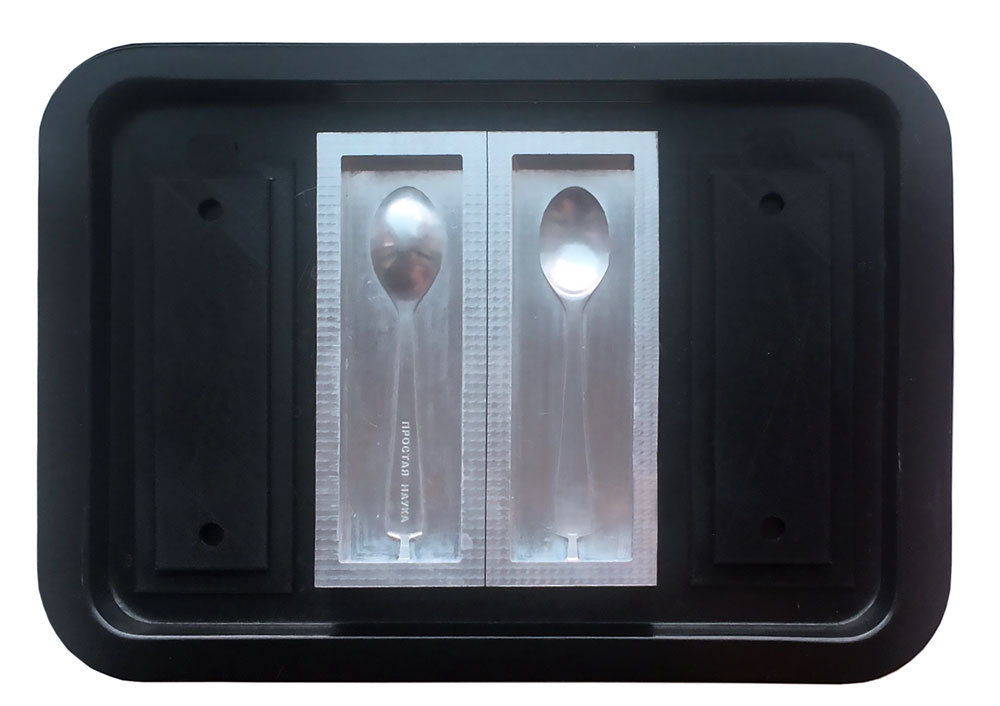
А это уже промышленная форма:
Емкость для замешивания
Лучше использовать прозрачные емкости с мерными рисками. Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Палочка для перемешивания
Силикон состоит из двух компонентов которые нужно смешать вместе в равных пропорциях. Для перемешивания отлично подходят китайские палочки для еды, которые можно прихватить по дороге домой в любом фастфуде с роллами.

Воронка
Как правило, формы для отливки имеют небольшое отверстие для заливки в них силикона. Поэтому пригодится воронка, изготовить которую можно из глянцевой бумаги, сверху зафиксировав скотчем.

Перчатки
При работе использовал обычные латексные перчатки. Но подойдут любые, лишь бы в них было удобно.

Обезжириватель
Форму, куда будет заливаться силикон, нужно очистить и обезжирить. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
Для очистки я использовал очиститель, купленный на строительном рынке. Фотку его забыл сделать, к сожалению. Но можно спирт или WB использовать.
Что еще может пригодится
Восковая смазка
У поставщика силикона продается специальная восковая смазка в виде спрея. Ее наносят на форму перед заливкой и это гарантирует легкое извлечение готовой силиконовой детали из формы. Но я пока обошелся без нее.
Вакуумная камера
Можно еще использовать центробежную или вакуумную камеры, чтобы удалять пузырьки воздуха из силикона. Но для моей цели это было не так критично, да и пузырьков почти не оказалось.
Процесс изготовления
Установка по уровню
Так как мои формы для отливки имеют форм-фактор ванночки, то их нужно установить горизонтально при помощи уровня. После замера я подложил под низкий край картонки и все готово.

Определение объема формы
Для начала нужно понять сколько понадобится силикона для изготовления конкретной формы. Проще всего использовать воду.
Заполняем форму водой и выливаем ее из формы в мерный стаканчик. В моем случае объем составил 130 мл. Вторая форма почти так же. Итого получилось 260 мл.

Теперь про емкость для замешивания силикона. По сути, нужен мерный стаканчик с двумя метками 130 мл и 260 мл, чтобы по очереди залить два компонента силикона.
Я вышел из положения так: взял одну из двух китайских палочек, поместил ее в емкость и залил внутрь 130 мл воды. В том месте, где оказалась грань между сухой палочкой и мокрой, прочертил линию. Затем добавил в емкость еще 130 мл и прочертил вторую риску.

Приготовление силиконовой смеси
Для приготовления силиконовой смеси нужно смешать два компонента жидкого силикона в равных пропорциях и тщательно перемешать.

Компонтент А



Компонент B:



Очень важно хорошо перемешать, иначе реакция произойдет не равномерно и часть силикона останется жидким и форма будет испорчена.
На все про все есть 15 минут, после силикон станет застывать и его невозможно будет вылить в форму.
Заливка силикона в форму
В первую форму медленно и в одну точку стал лить приготовленную силиконовую смесь. Важно лить в одну точку, чтобы силикон сам распространялся по форме и выгонял воздух. Если начать перемещать струю, то может образоваться полость с воздушным пузырьком, и из-за этого внутри силиконовой формы окажется либо дырка, либо пустое место.

Когда почти вся форма заполнилась силиконом, закрыл ее специально приготовленной крышкой с отверстиями. В одно из них вставил воронку и стал подливать в нее силикон. Вторая дырка нужна для выхода воздуха.


Важно отметить, что крышки нужно плотно прижимать к форме. Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.

После того, как формы полностью заполнились силиконом, сверху поставил груз. В таком виде будет находится 24 часа для полного застывания.

Извлечение готовых силиконовых форм
Через сутки силиконовые формы готовы и их можно извлекать из оснастки. Для этого аккуратно плоским предметов (я использовал металлическую линейку) нужно поддеть с краю и медленно приподнять.



Если два компонента жидкого силикона были хорошо перемешены и после заливки прошло 24 часа, то изделие легко отстает от формы. А вот если плохо перемешать смесь, то местами она останется жидкая и деталь будет испорчена.
Дефекты и удаления излишек
Все таки образовались воздушные полости и теперь форма немного с браком. Для моей задачи это вообще не критично, но страдает товарный вид. В следующий раз это учту.


Между крышкой и формой существует небольшой зазор, силикон в него проникает и на форме остаются излишки. А еще в отверстиях для заливки тоже остается силикон и получаются наросты. Их легко удалить при помощи ножниц и канцелярского ножа.



Для чего могут еще пригодится формы из силикона
При выборе силикона для литья основным ограничителем является температура, поэтому заливать что-либо с температурой выше 120°C не получится. Конкретно в эти силиконовые формы будет заливаться галлий, металл с низкой температурой плавления (около 30 градусов), поэтому проблем не будет.
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.

В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
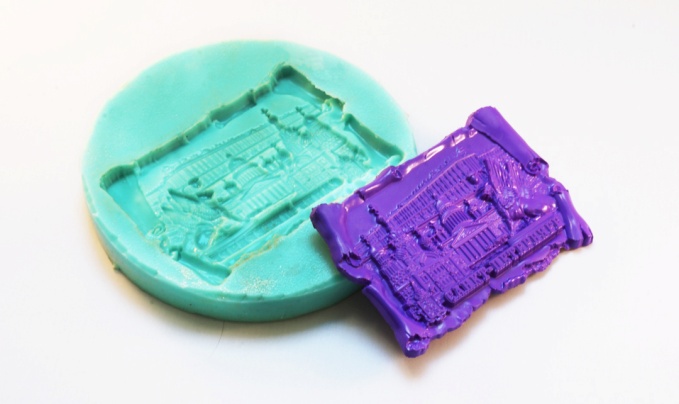
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.

Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»

Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков

Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Обзор процесса
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.
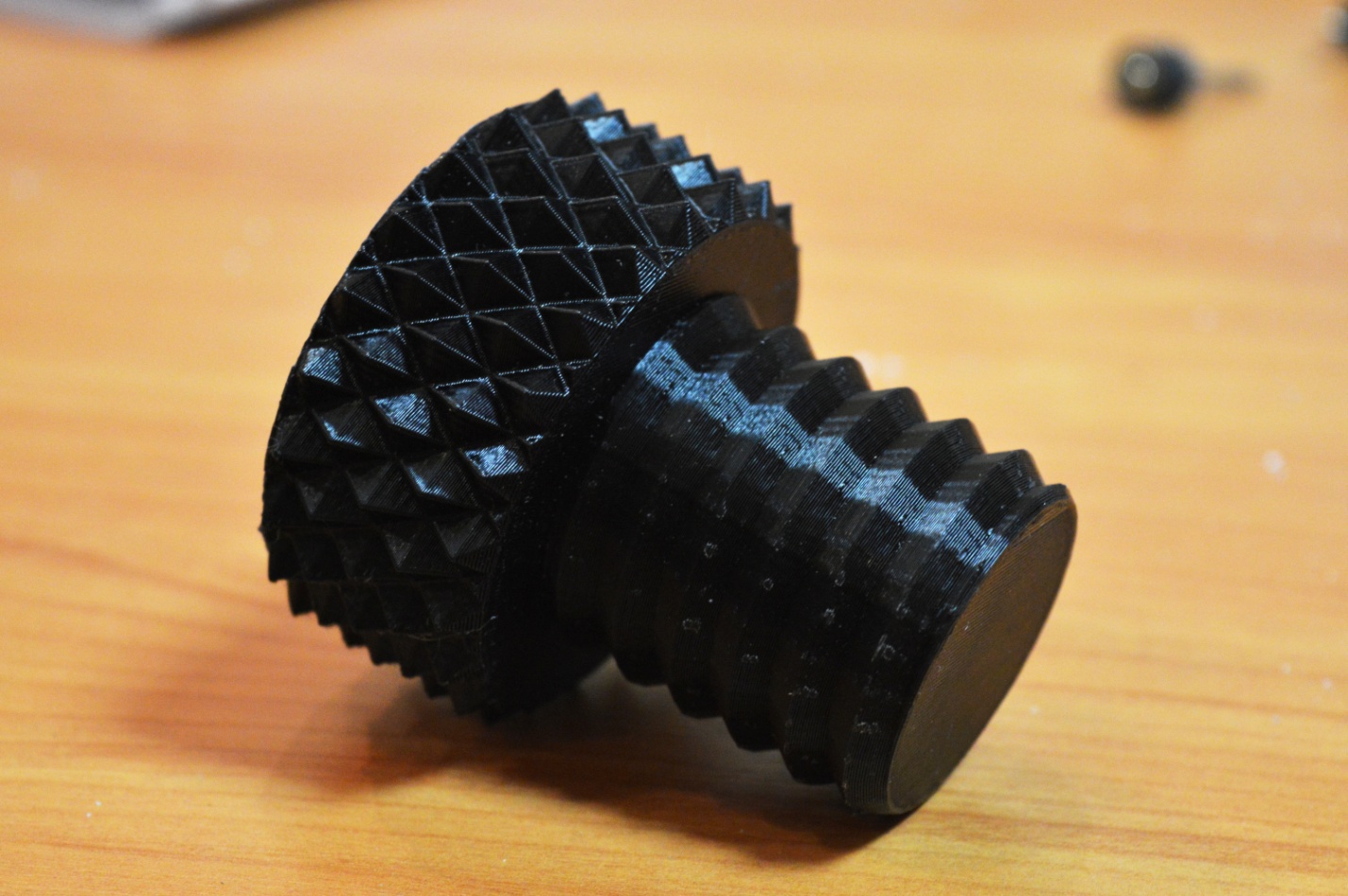
Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

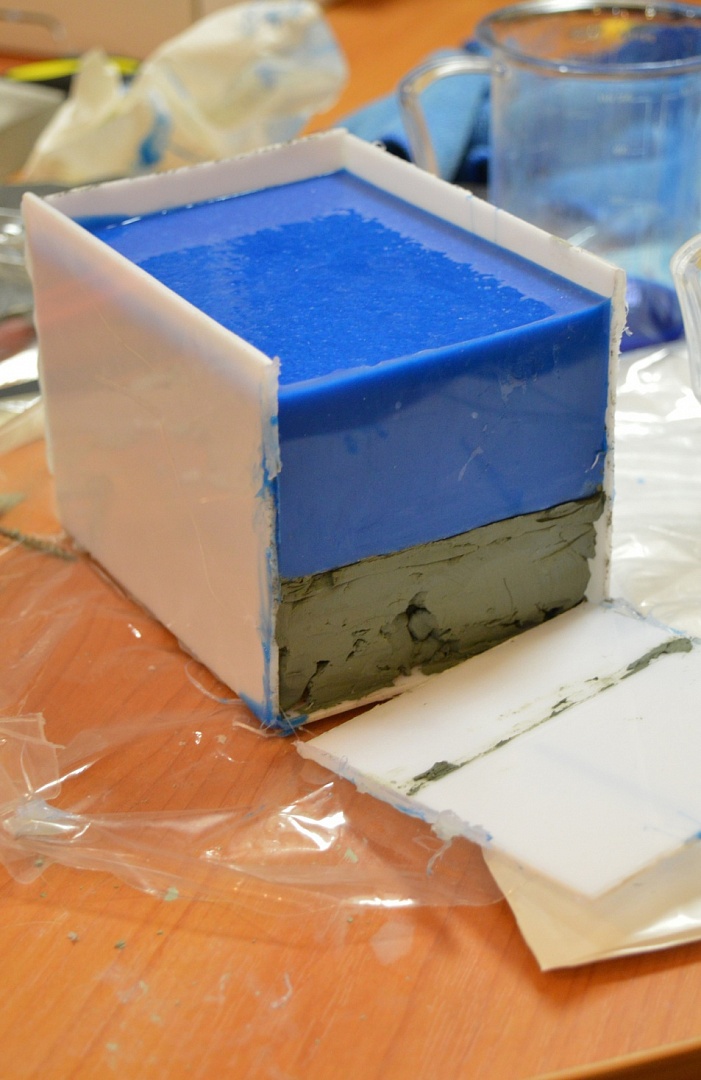
Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.




Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
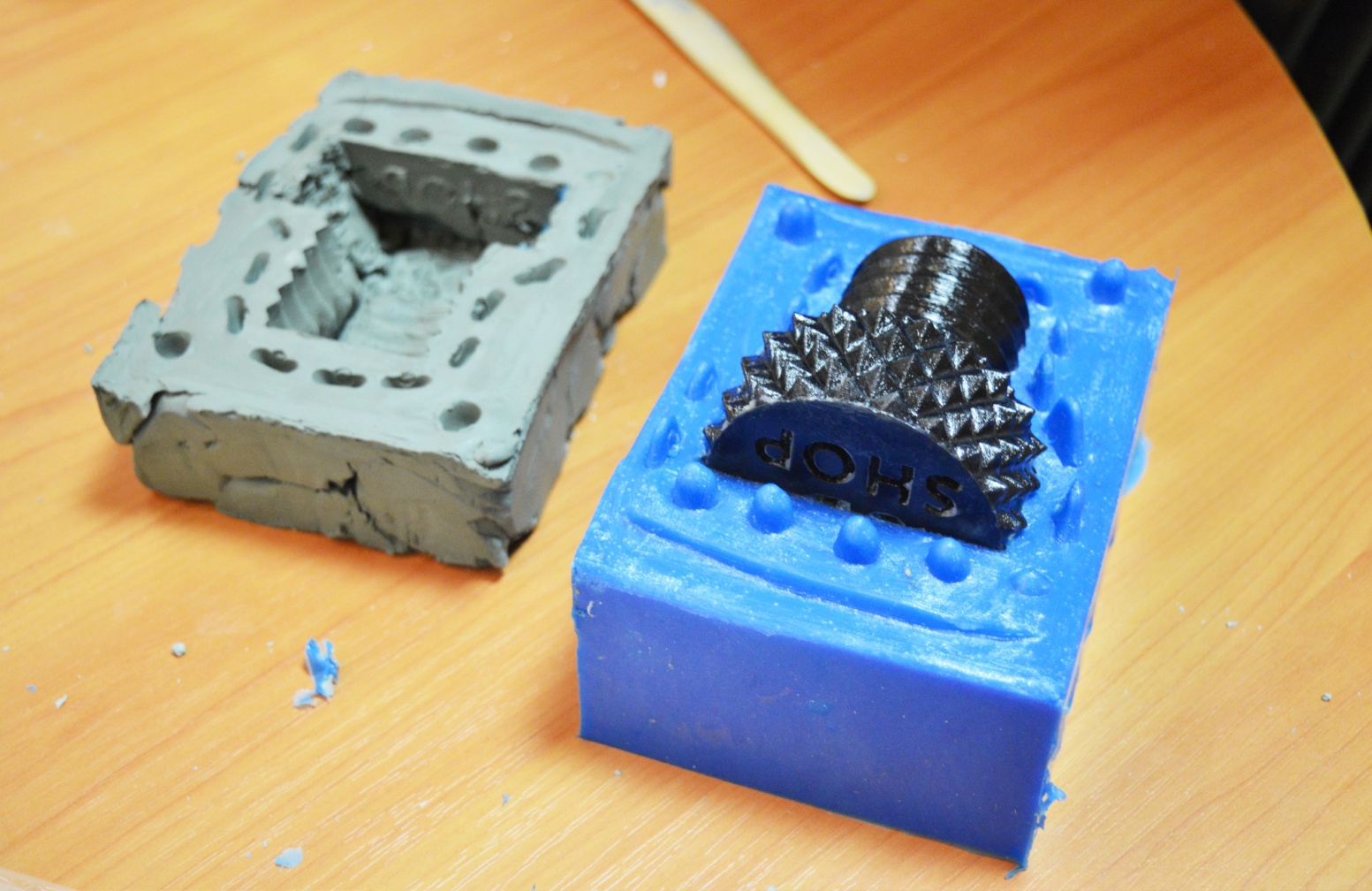
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.

Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
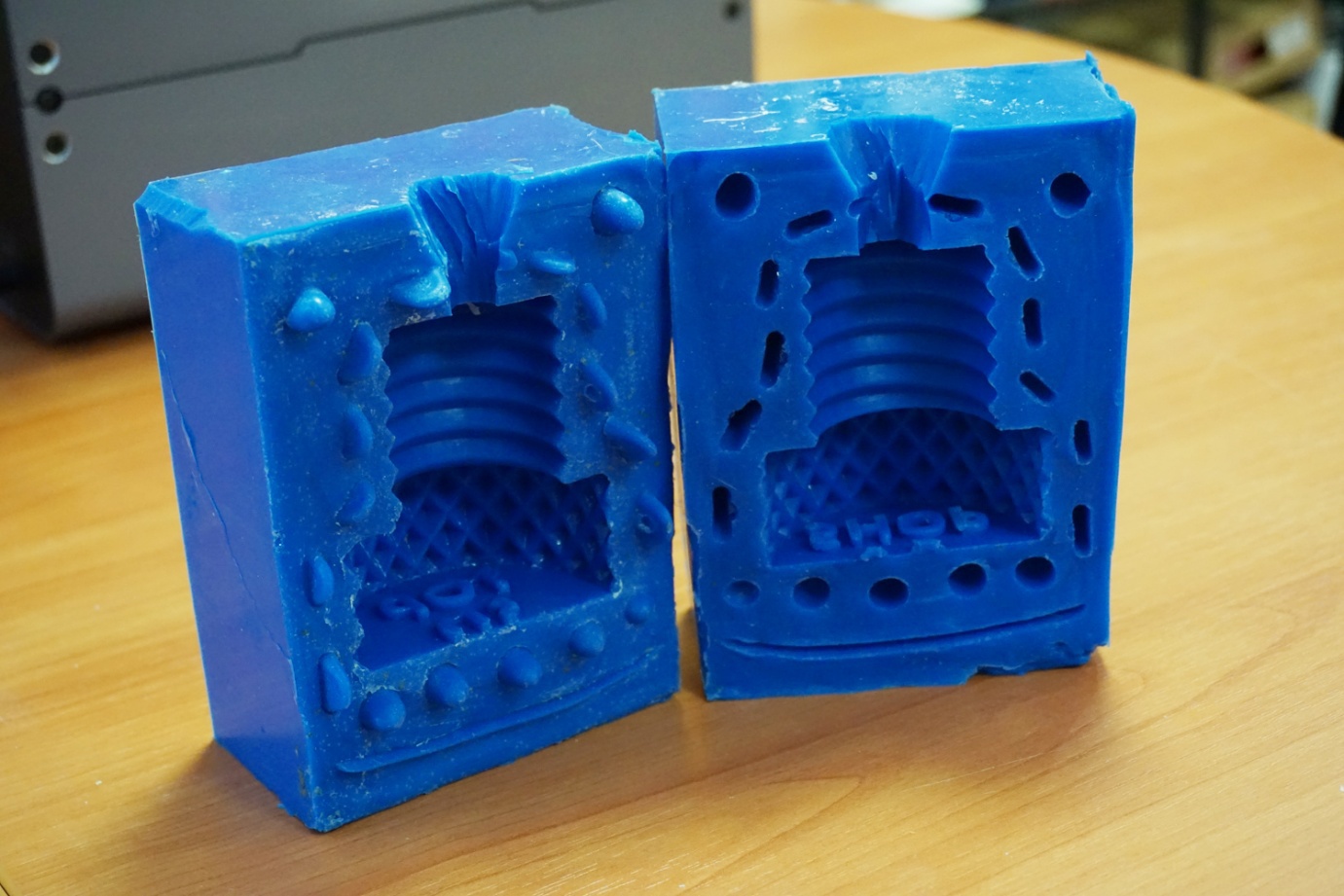
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
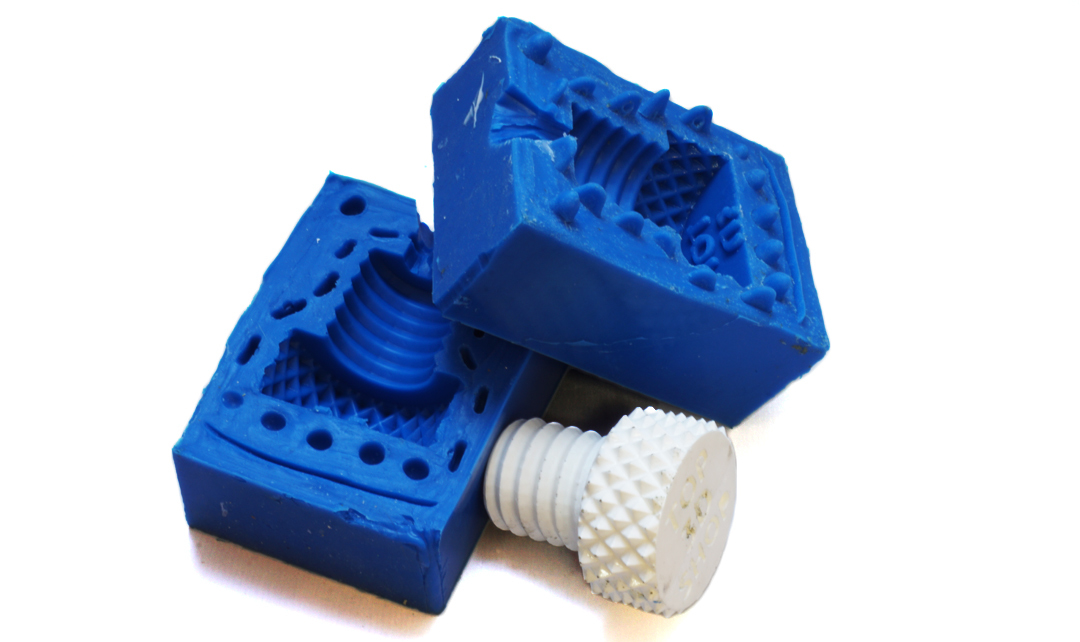
Модель готова. Переданы абсолютно все детали оригинала.
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.
V Международная студенческая научная конференция Студенческий научный форум - 2013

ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ ПОЛИКАРБОНАТА МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Костаков А.В. 1 1 Владимирский государственный университет Работа в формате PDF Текст работы размещён без изображений и формул.Полная версия работы доступна во вкладке "Файлы работы" в формате PDF ВВЕДЕНИЕ
Области применения пластмасс с каждым годом все увеличиваются. В настоящее время пластические массы широко применяются в автомобильной и авиационной промышленности, судостроении, железнодорожном транспорте, медицине и других отраслях народного хозяйства. Из пластических масс можно производить разнообразные конструкционные, декоративные, тепло- и звукоизоляционные трубы, пленки, изделия электротехнического назначения, детали для радиоэлектроники.
Стимулом для развития производства шин, пластмасс, резинотехнических изделий и других химических материалов является планируемое удвоение производства автомобилей в России за счет реализации режима «промышленной сборки», который предполагает 30-ти процентную локализацию.
Доля пластмассы в среднем составляет 14% общего веса транспортного средства среднего класса. Пластмассы делают автомобиль легче. Вследствие этого больше чем 2,3 млн. т топлива экономятся каждый год только в Западной Европе. Это значит, что выбросы СО2 сокращаются примерно на 9,2 млн. тонн в год. В 2008 году доля пластмасс в автомобиле увеличилась примерно на 18%, что существенно сказывается на сокращении выбросов вредных газов в атмосферу.
Дверные ручки, решетка радиатора, корпус зеркала изготавливаются из пластмасс, способных выдерживать большую нагрузку, например, из полиамида, полибутилентерефталата или сополимеров стирола.
В некоторых машинах на настоящий момент присутствует более 30 кг подобных материалов. Чехлы для сидений делаются с нанесением специальных покрытий, прочных и износостойких. В панели приборов используется полиамид, полиуретан, поликарбонат.
Уже сегодня в каждой машине с завода использованы несколько десятков видов полимерных материалов - и каждый килограмм пластмассы заменяет значительно более тяжелые металлы, помогает экономить горючее. В 2020 году, по мнению специалистов, каждый новый автомобиль будет на одну четверть состоять из полимерных материалов. Неудивительно, что эксперты прогнозируют значительные темпы роста использования полиамида, полиформальдегида и поликарбоната в европейском автомобилестроении.
Поэтому можно сделать вывод, что производство комплектующих деталей из поликарбоната для автомобильной промышленности будет экономически выгодно и целесообразно.
1. Технологическая часть
1.1. Обзор методов переработки.
Поликарбонат перерабатывают всеми известными для термопластов способами, однако, главным образом – экструзией и литьем под давлением при 230-310 °C, а также вакуумформованием. Выбор температуры переработки определяется вязкостью материала, конструкцией изделия и выбранным циклом литья. Давление при литье 100-140 МПа. Литьевую форму подогревают до 90-120 °C. Для предотвращения деструкции при температурах переработки поликарбонат предварительно сушат при 115±5 °C до содержания влаги не более 0,01 %.
1.1.1.Обоснование выбранного метода
Данную деталь можно изготавливать литьем под давлением и прессованием. Однако, литье под давлением - наиболее распространенный и прогрессивный метод переработки пластмасс. Этим способом можно перерабатывать все без отключения термопластичные полимеры. Этот метод позволяет получать изделия сравнительно сложной конфигурации и тонкостенные изделия. Литьем под давлением изготавливают изделия с высокой точностью размеров и высоким классом чистоты поверхности. Литье под давлением - периодический процесс, в котором технологические операции выполняются в определенной последовательности по замкнутому циклу. Поэтому процесс литья под давлением довольно просто автоматизируется. Этот метод позволяет получать изделия при небольших затратах труда и энергии. Литье под давлением также является более высокопроизводительным, по сравнению с прессованием, методом переработки пластмасс.
Исходя из вышеизложенного, получать данное изделие предпочтительнее методом литья под давлением.
1.2. Характеристика сырья.
Поликарбонат – синтетический термопластичный полимер, один из видов сложных полиэфиров угольной кислоты и дигидроксисоединений (линейный полиэфир угольной кислоты и двухатомных фенолов). Образуются из соответствующего фенола и фосгена в присутствии оснований или при нагревании диалкилкарбоната с двухатомным фенолом при 180-300 °С. Продукт полимеризации полибисфенол-А-карбоната. Твердое прозрачное аморфное вещество. Выпускается в виде прозрачных гранул.
Поликарбонат (ПК) получают поликонденсацией в расплаве при температуре 230±10 0 С. Для уменьшения вероятности протекания побочных реакций (окисление, деструкция, декарбоксилирование и т.д.) процесс проводят сначала в токе инертного газа, а завершают в вакууме, чтобы полнее удалить низкомолекулярные вещества. Высокие температуры ускоряют процесс, способствуют быстрому удалению побочных веществ и низкомолекулярных продуктов. Расплав выдавливают из реактора в виде ленты, которую затем измельчают. Упаковывают ПК в трехслойные мешки с полиэтиленовым вкладышем или в мягкие контейнеры.
Реакция поликонденсации бисфенола-А с фосгеном:
Поликарбонат предназначен для изготовления методом литья под давлением и экструзией различных изделий конструкционного и электроизоляционного назначения, применяемых в машиностроении, радио-свето-электротехнике и прочих отраслях промышленности. Устойчив к воздействию водных растворов минеральных и органических кислот, бензина, спиртов, масел, нестоек к действию хлорсодержащих углеводородов жирного и ароматического ряда, диоксана, метакрезола и тетрагидрофурана.
Массовая доля гранул размером 2-8 мм по длине и ширине, %, не более
Массовая доля золы, %, не более
Массовая доля летучих, %, не более
Показатель текучести расплава, г/10мин
Разброс показателя текучести расплава в пределах партии, %, не более
Показатель текучести при растяжении, МПа, не более
Относительное удлинение при разрыве, %, не более
Тангенс угла диэлектрических потерь при частоте 10 6 Гц, не менее
Диэлектрическая проницаемость при частоте 10 6 Гц, не менее
Электрическая прочность, кВт/м, не более
Гранулы бело-прозрачного цвета
Обычное обозначение поликарбоната на российском рынке – ПК или PC. Высокотермостойкий поликарбонат иногда обозначается как PC-HT.
Условное обозначение российского поликарбоната состоит из обозначения химической природы материала: ПК – поликарбонат; букв Л или Э, указывающих рекомендуемый метод переработки: Л – переработка литьем под давлением, Э – переработка экструзией; обозначения добавок в составе марки: Т – термостабилизатор, С – светостабилизатор, О – краситель; числа, соответствующего максимальному показателю текучести расплава: 7,0 или 12 или 18 или 22; цвета и обозначения нормативного документа, в соответствии с которым произведен поликарбонат.
Основными промышленными способами получения поликарбонатов являются:
фосгенирование бисфенолов в органическом растворителе в присутствии третичных органических оснований, связывающих соляную кислоту — побочный продукт реакции (способ поликонденсации в растворе);
фосгенирование бисфенолов, растворенных в водном растворе щелочи, на поверхности раздела фаз в присутствии каталитических количеств третичных аминов (способ межфазной поликонденсации);
переэтерификация ароматических эфиров угольной кислоты (диарилкарбонатов) бисфенолами (способ поликонденсации в расплаве).
Способ поликонденсации в растворе (в среде пиридина или смеси пиридина с метиленхлоридом) и способ межфазной поликонденсации (одна фаза — водно-щелочной раствор бисфенола, другая фаза — метиленхлорид, гептан, дибутиловый эфир и другие растворители, не смешивающиеся с водой) осуществляются при невысокой температуре и дают возможность получать поликарбонат с различными значениями молекулярной массы. Но в каждом из них применяются разбавленный растворы компонентов и поэтому приходится пользоваться аппаратурой большого объема, регенерировать органические растворители и подвергать очистке промывные воды.
Способ переэтерификации обеспечивает получение поликарбонатов повышенной чистоты и не нуждается в применении растворителей, но он обладает меньшей универсальностью в сравнении с предыдущими способами (получается поликарбонат с невысокой молекулярной массой), протекает только при высоких температурах (250-300 °С ) и при использовании особо чистых компонентов, что значительно удорожает сырье.
Под действием повышенной температуры и влаги в процессе переработки может происходить деструкция полимера заключающаяся в реакции гидролиза, при этом происходит пожелтение полимера.
1.3. Характеристика готовой продукции.
Поликарбонат — бесцветная прозрачная масса с температурой размягчения 180-300°С (в зависимости от метода получения) и молекулярной массой 50000-500000. Характеризуется сравнительно небольшим коэффициентом теплопроводности (0,198 Вт/м·К при 200 ºС и 0,255 Вт/м·К в состоянии расплава), это значение приблизительно такое же, как для полипропилена, но в 2 раза меньше, чем для полиэтилена низкого давления. От коэффициента теплопроводности зависит скорость передачи тепла от стенок пластицирующего цилиндра к полимеру, а также от полимера к стенке формы. Поскольку поликарбонат гигроскопичен, то его необходимо перед переработкой высушивать.
Максимально допустимая температура сушки поликарбоната равна 130 ºС. Для сушки можно использовать сушилки с подвижным и неподвижным слоем, а также вакуум-сушилки. Содержание влаги в перерабатываемом поликарбонате на практике определяет приближенными методами, не требующими специального оборудования и позволяющими установить степень сушки полимера с достаточной точностью.
Имеет высокую теплостойкость - до 153 °С. Термостойкие марки (PC-HT), представляющие собой сополимеры, выдерживают температуру до 160-205°С. Обладает высокой жесткостью в сочетании с очень высокой стойкостью к ударным воздействиям в том числе при повышенной и пониженной температуре. Выдерживает циклические перепады температур от -253 до +100 °С. Базовые марки имеют высокий коэффициент трения. Рекомендуется для точных деталей. Имеет высокую размерную стабильность, незначительное водопоглощение. Нетоксичен. Подвергается стерилизации. Имеет отличные диэлектрические свойства. Допускает пайку контактов. Обладает хорошими оптическими свойствами. Чувствителен к остаточным напряжениям. Детали с высокими остаточными напряжениями легко растрескиваются при действии бензина, масел. Требует хорошей сушки перед переработкой. Поликарбонат обладает высокой химической устойчивостью к большинству неинертных веществ, что дает возможность применять его в агрессивных средах без изменения его химического состава и свойств. К таким веществам относятся минеральные кислоты даже высоких концентраций, соли, насыщенные углеводороды и спирты, включая метанол. Но следует также учитывать, что ряд химических соединений оказывают на материал ПК разрушающее действие (среди полимеров не много таких, которые стойко выдерживают контакт с ними). Этими веществами являются щелочи, амины, альдегиды, кетоны и хлорированные углеводороды (метиленхлорид используют для склеивания поликарбоната). Материал частично растворим в ароматических углеводородах и сложных эфирах.
Несмотря на кажущуюся устойчивость поликарбоната к таким химическим соединениям, при повышенных температурах и в напряженном состоянии листового материала (например, изгиб) они будут действовать как трещинообразователи. Это явление повлечет за собой нарушение оптических свойств поликарбоната. Причем максимальное трещинообразование будет наблюдаться в местах наибольших изгибных напряжений.
Еще одной отличительной чертой поликарбоната является высокая проницаемость для газов и паров. Когда требуются барьерные свойства (например, при ламинировании и применении декоративных виниловых пленок средней и большой толщины от 100 до 200 мкм), необходимо на поверхность поликарбоната предварительно нанести специальное покрытие.
Поликарбонат - не имеет аналогов по механическим свойствам среди применяемых в настоящее время полимерных материалов. Он сочетает такие свойства, как высокая термостойкость, уникальная ударопрочность и высокая прозрачность. Его свойства мало зависят от изменений температуры, а критические температуры, при которых этот материал становится хрупким, находятся вне диапазона возможных отрицательных температур эксплуатации.
Характеристики марочного ассортимента (минимальные и максимальные значения для промышленных марок) представлены в табл. 2.
Литье поликарбоната
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Читайте также: