
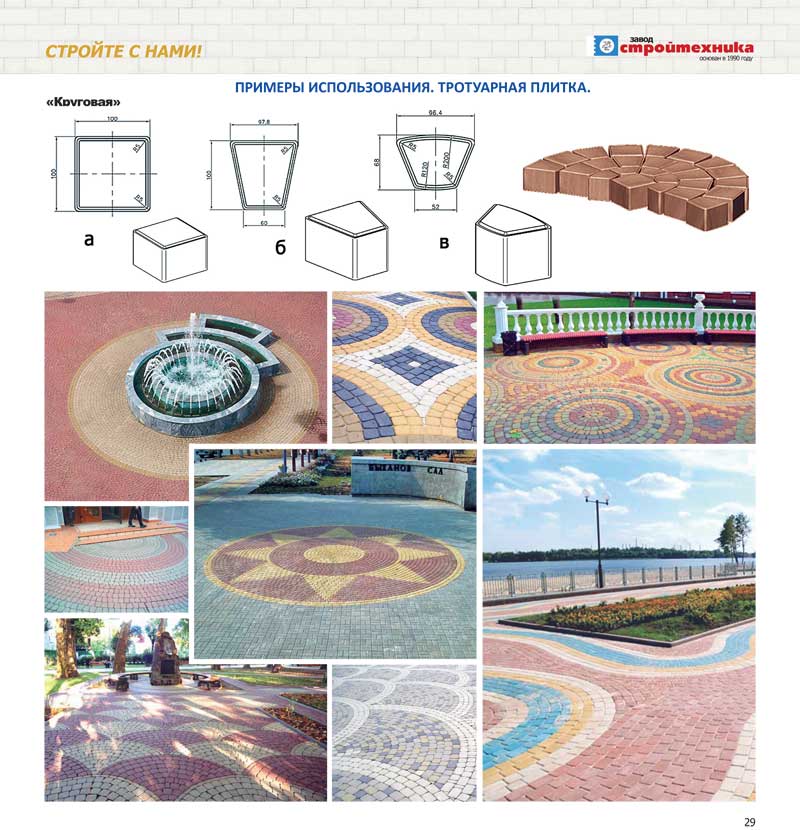
Изготовление вибролитой тротуарной плитки
Производство тротуарной плитки: какую технологию выбрать?
Сегодня тротуарной плиткой никого в России не удивишь. Не то, что в середине 90-х годов прошлого века, когда этот строительный материал стал настоящим откровением для россиян. Тогда на нее был ажиотажный спрос, и покупатели не особо вникали в технологию производства плитки, разбирая с колес то, что есть.
Но и сегодня спрос на тротуарную плитку очень высок. Однако покупатель стал более грамотным, а рынок зрелым. Соответственно, при приобретении плитки человек все больше задумывается над тем, по какой технологии она сделана, как долго прослужит и так далее. И здесь он неизбежно оказывается перед выбором: покупать вибролитую тротуарную плитку, или вибропрессованную. О различиях плитки, выполненной в соответствии с данными технологиями, мы сейчас расскажем, а помогут нам в этом специалисты завода «Стройтехника», выпускающего оборудование для производства тротуарной плитки.
Вибролитье
При вибролитье бетонную смесь заливают в форму, сделанную из пластика, ставят форму на вибростол, поверхность которого находится в постоянной вибрации. Когда завершается процесс утрамбовки смеси, форму снимают со стола и выдерживают в тёплом месте на протяжении не менее 12 часов. После чего производство тротуарной плитки закончено, и ее можно извлекать из формы.

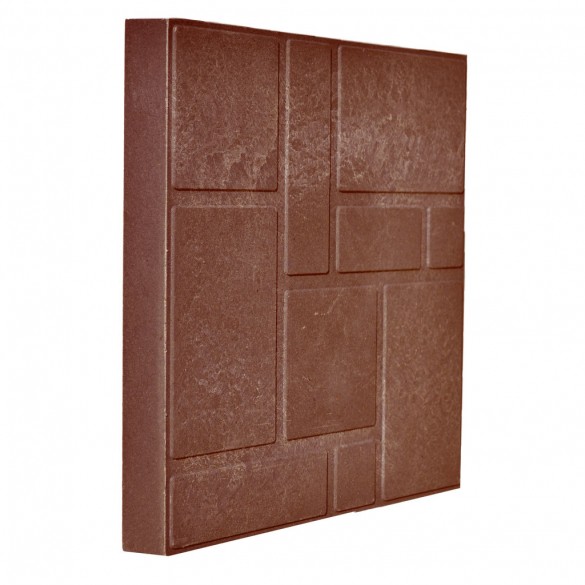
У данной технологии есть ряд плюсов. Это, во-первых, гладкая поверхность плитки. Во-вторых, этот метод позволяет получать плитку практически любой формы и с различной фактурой поверхности. В-третьих, вибролитая тротуарная плитка легко окрашивается в различные цвета. Именно вибролитая плитка и стала хитом 90-х годов, во многом благодаря простоте производственного процесса. Но сегодня она сдает свои позиции, а все потому, что, зачастую, ее достоинства сводятся на нет минусами. Особенно сильно они проявляются в суровых российских климатических условиях.
Главный минус вибролитой тротуарной плитки – ее невысокая прочность. Даже при точном соблюдении рекомендуемого технологического процесса и пропорций, такая плитка с трудом укладывалась в требования, предъявляемые действующим ГОСТом в части истираемости бетона. Так, у литой тротуарной плитки показатель истираемости практически не опускаются ниже 1.4г/кв. см., хотя истираемость плитки, используемой даже в местах с малой интенсивностью движения по требованиям ГОСТ 13015.0-83должна быть не выше 0.9г/кв. см.
Кроме того, производство тротуарной плитки методом вибролитья довольно долгий процесс, и говорить о действительно массовом производстве здесь нельзя. Судите сами, прежде чем извлечь готовую плитку из формы, смесь должна простоять и высохнуть в течение долгого времени.
При этом объемы производства ограничены числом форм для плитки, и чтобы увеличить количество выпускаемых изделий, придется раскошелиться на новые формы, а это весьма затратно. Ну и не стоит забывать, что в основе производства тротуарной плитки методом вибролитья лежит ручной труд, автоматизация здесь практически невозможна. Все это ведет к тому, что себестоимость вибролитой тротуарной плитки достаточно высока, и снизить ее очень сложно.
Вибропрессование
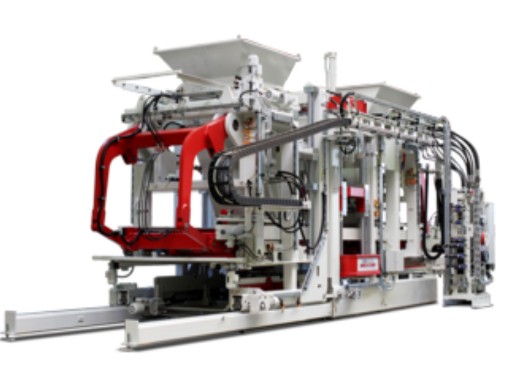
В случае с производством тротуарной плитки методом вибропрессования, бетонную смесь укладывают в пресс-форму, располагающуюся на станине оборудования тротуарной плитки (она находится в непрерывной вибрации). На эту смесь сверху оказывает давление пуансон (точно входящая в пресс-форму деталь, она также находится в постоянной вибрации), процесс изготовления тротуарной плитки продолжается до полного уплотнения смеси.

Давление при этом составляет 30-35 атмосфер. Для получения готового продукта поднимают пуансон и пресс-форму, а на поддоне остаётся готовая плитка. В отличие от литой, прессованная плитка не может похвастаться таким разнообразием форм, цветов и гладкой поверхностью. Зато у нее есть другие достоинства, которые делают вибропрессованную тротуарную плитку явным фаворитом.
Во-вторых, производительность предприятия, выпускающего такую плитку, очень высока. Так, снимать готовые изделия с технологических поддонов можно через 5-8 часов после производства. После чего поддоны отправляются на станок и производственный цикл повторяется вновь.
В-третьих, технологический процесс производства тротуарной плитки методом вибропрессования хорошо поддается автоматизации, а значит влияние человеческого фактора на качество продукта можно свести к минимуму. В-четвертых, благодаря малой доли ручного труда и короткому производственному циклу, себестоимость вибропрессованной тротуарной плитки ниже, чем у вибролитой.
В-пятых, вибропрессование экономнее вибролитья. Так, при производстве прессованной плитки существенно ниже расход цемента, пластификатора и модифицирующих добавок. В связке с высокими производительностью и возможностью автоматизации, все это позволяет снизить себестоимость продукции.
В-шестых, вибропрессы, например, выпускаемые заводом «Стройтехника», многофункциональны. С их помощью можно делать не только тротуарную плитку, но и много других строительных материалов. Например, теплоблоки и опилко-бетонные блоки. Таким образом, предприниматель может без лишних затрат существенно расширить свой бизнес.
Очевидный выбор
Итак, что получается? А получается, что вибропрессованная плитка выглядит предпочтительнее. Да, здесь меньше разнообразия, цветов, да и зеркальной поверхностью она похвастаться не может, однако долговечность, качество и прочность делают свое дело. Ведь люди, считающие деньги, скорее выберут тротуарную плитку, которая запросто прослужит десяток лет, чем ту, которую придется менять через 3-4 года.
Тогда, очевидно, что на производстве вибропрессованной тротуарной плитки и должны сосредоточиться предприниматели, оставив для вибролитой лишь небольшую нишу. Для эстетов. Но в жизни все немного иначе – многие бизнесмены опасаются работать с вибропрессованой плиткой, теряя, таким образом, клиентов и деньги.
Причина этого – старые страхи, в современных условиях ничем не обоснованные. Основной из них – страх перед высокой стоимостью оборудования для производства вибропрессованной тротуарной плитки. Да, лет десять назад это было актуально, но не сегодня. Ведь в 90-х оборудование для выпуска вибропрессованной тротуарной плитки предлагали иностранцы, так что цены были соответствующие. Естественно, несложная техника производства вибролитой плитки на этом фоне оказалась более чем доступной, что и вызвало расцвет сегмента.
Однако в настоящее время ситуация на рынке кардинально изменилась. Отечественные производители подняли головы и предложили достойные аналоги иностранному оборудованию. И подчас, наша техника превосходит импортные аналоги. Яркий пример такого производителя – златоустовский завод «Стройтехника».
Судите сами, в настоящее время одним из хитов «Стройтехники» является вибропресс Кондор, который служит основой линии по выпуску вибропрессованной тротуарной плитки. Он стоит около 200 тысяч рублей, помещается в обычном гараже и отличается производительностью, которая даже не снилась линии на основе вибролитья.
И это еще не все! Предприниматели, выбравшие оборудование завода «Стройтехника», получают в свое распоряжение бизнес, куда шире, чем обычное производство тротуарной плитки. На данном оборудовании можно выпускать множество строительных материалов, в частности, теплоблоки и опилко-бетонные блоки, а это позволяет существенно увеличить прибыль без дополнительных затрат.
Одним словом, завод «Стройтехника» предлагает отличное оборудование, которое позволит заработать миллионы на непрекращающемся строительном буме в России. Осталось лишь связаться со специалистами завода, и подобрать нужную технику. Но поспешите, иначе это сделают конкуренты!
Технологии производства тротуарной плитки: сравнение вибролитья и вибропрессования
При всем разнообразии материалов для мощения, в частной сфере наиболее востребована бетонная тротуарная плитка. Ее укладывают во въездных зонах, на отмостку, в зонах отдыха и, конечно, именно ею чаще всего мостят садовые дорожки. Однако плитка плитке рознь, ведь ее основные технические и эксплуатационные характеристики зависят от технологии производства. На сегодняшний день основных способов два: вибролитье и вибропрессование. Соответственно, и выбирать приходится между вибролитой и вибропрессованной плиткой. А разобраться, чем они отличаются и какой материал предпочесть в различных ситуациях, нам поможет специалист компании Цемсис. Он даст максимально развернутые ответы на вопросы участников портала.
Содержание
- Сырьевая база и технология производства вибролитой и вибропрессованной плитки
- Потребительские свойства вибролитой и вибропрессованной плитки
- Преимущества вибропрессованной плитки
- Как количество водоцементное соотношение влияет на характеристики плитки, способ визуального контроля

Сырьевая база и технология производства

А между литьевой и вибропрессованной бетонной брусчаткой (45-60 мм толщиной) – что выбрать для отмостки? Я так понял, что вибропрессованная чуть дороже, чем литье. Почему? Она крепче, чем вибролитье?

Прежде всего, необходимо разобраться в технологиях производства тротуарной плитки. Вибролитье – архаичная технология изготовления, является полностью ручным методом, осуществляется, как правило, в кустарных условиях. Пескоцементная смесь (цемент+песок+добавка) загружается я в пластиковые многоразовые формы мастерком и уплотняется на вибростоле. Далее формы с изделиями переносят на стеллажи на хранение. Затвердевший камень называется «тротуарной плиткой».

– Процесс производства тротуарного камня методом вибропрессования является полностью автоматизированным.
На первом этапе бетонная смесь (цемент, песок, щебень, добавка) загружается в специальную матрицу – пресс-форму, смесь уплотняется под воздействием давления и вибрации. Продолжительность вибрации контролируется с помощью специальных датчиков и происходит до максимального уплотнения бетонной смеси и требуемой высоты изделий на всём технологическом поддоне. Далее проводится немедленная распалубка изделий и автоматическая передача поддонов с продукцией в специальные камеры тепло-влажностной обработки с требуемыми параметрами влажности и температуры для достижения необходимой прочности бетона.
Производитель попросту не может использовать любой песок, щебень и цемент для производства плитки. По ГОСТу жестко регламентируются показатели качества инертных материалов и вяжущего на входном контроле, и физико-механические характеристики качества бетона готового изделия на приемочном:
- прочность на сжатие;
- прочность на изгиб;
- водопоглощение;
- истираемость;
- морозостойкость.
Безусловно, плитка, изготовленная методом вибропрессования, будет «крепче», прочнее и плотнее, чем плитка, изготовленная методом вибролитья.

Что же касается отмостки, основное ее назначение – защита цокольной части строения от возможного переувлажнения, обеспечение надежного водоотвода осадков в систему ливневки и уменьшение потери тепла, связанное с резким перепадом температуры. Высокой эксплуатационной нагрузки на отмостку не предполагается, машины заезжать не будут, поэтому достаточным будет выполнить мощение из тротуарной плитки, толщиной 40 мм.

Потребительские свойства вибролитой и вибропрессованной плитки

Подскажите, в чем отличаются по своим потребительским свойствам вибропрессованная и вибролитая тротуарная плитка?
Вибропрессованный камень производится при строгом соблюдении требований по водо-цементному соотношению. Тщательный подбор рецептуры с обязательным применением крупного и мелкого заполнителей (щебня и песка различных фракций) в строго определенной пропорции обеспечивают плотную упаковку заполнителей при послойном уплотнении бетонной смеси. Такая плитка имеет высокие показатели по прочности на сжатие, морозостойкости (не менее 200 циклов в солевом растворе) и низкое водопоглощение (менее 6%) – основные критерии качества и долговечности. Кроме того, лицевой слой вибропрессованной плитки в силу технологических особенностей производства имеет шероховатую поверхность, что в свою очередь, обеспечивает противоскользящий эффект в период зимней эксплуатации.





Вибролитая тротуарная плитка
Вибролитая тротуарная плитка
Вибропрессованная тротуарная плитка "Песчаник"
Вибропрессованная тротуарная плитка с фактурной поверхностью StoneMix
Вибропрессованная тротуарная плитка ClorMix "Клинкер"
– Вибролитая тротуарная плитка вследствие высокого содержания воды в бетонной смеси имеет высокую пористость и, следовательно, низкую плотность и долговечность. В зимний период эксплуатации вследствие частых перепадов температур, что особенно актуально для условий климатического типа Северо-Западного региона, в имеющиеся поры и капилляры попадает вода и своим расклинивающим действием разрушает структуру бетона. Поверхность вибролитой плитки гладкая, глянцевая, что отрицательно сказывается на межсезонной эксплуатации – образование наледи на покрытии, в зимнее время поверхность плитки может напоминать каток.
В таблице ниже представлены сравнительные характеристики бетона изделий, изготовленных по различным технологиям.
Наименование физико-механических свойств
Значение физико-механических свойств
Прессование
Вибролитье
Класс бетона по прочности на сжатие
В30
В22,5
Водопоглощение
Менее 6 %
Более 7%
Истираемость
Не более 0,5 г/см 2
0,8 г/см 2
Морозостойкость
F200
F100 максимум
*Примечание. Марку бетона по морозостойкости принимают не ниже F200, при этом морозостойкость бетона определяют с насыщением образцов бетона плит перед испытанием 5 % водным раствором хлорида натрия, в соответствии с ГОСТ 10060.0.
Преимущества вибропрессованной плитки

Хочу положить брусчатку под стоянку. Перечитал кучу сайтов и тем. Так и не понял для себя:
- Вибролитая все-таки менее прочная, чем вибропрессованая?
- Есть ли у вибролитой какие-то эксплуатационные преимущества? Или только более яркие цвета?
- Строители говорят, что с вибролитой проще смывать грязь тем же керхером, плюс, мол, много лет у них уже такая лежит и ничего. Но я же вижу, что в городе она часто расколота (хотя и вибропрессованая тоже). В принципе, не сказал бы, что однозначно хочу «глянцевую» поверхность, поэтому, может остановиться на вибропрессованой и не париться? Но для себя хочу разобраться, может, есть у вибролитой какие-то плюсы (помимо внешнего вида, который кому-то нравится).
1) Вибролитая плитка является менее прочной и плотной, чем вибропрессованная, потому что:
- А) в ней нет щебня (основного компонента, отвечающего за прочность и долговечность бетона изделия).
- Б) при ее производстве требуется высокое содержание воды, которая при затвердевании бетонной смеси испаряется и оставляет за собой крупные поры и сообщающиеся капилляры. В период зимней эксплуатации они насыщаются водой атмосферных осадков и солевыми реагентами, вода при замерзании расширяется в объеме и бетон разрушается. В случае вибропрессования образующиеся поры в бетоне являются разрозненными и закрытыми, вода проникнуть в них извне не может.
- В) при технологии вибролитья бетон изделия уплотняется под действием вибрации, при технологии вибропрессования уплотнение происходит одновременно под действием и вибрации и давления пуансона, плотность бетона свежеотформованного изделия существенно выше.
– 2) Только яркие цвета. В общем считается, что вибролитая тротуарная плитка более привлекательна для покупателя за счет многообразия форм и расцветок в полном прокрасе. При предельно допустимой дозировке красителя цветная вибролитая плитка получается более тусклой вследствие высокого водо-цементного отношения при производстве. Поэтому производители добавляют больше пигмента для достижения более ярких и сочных оттенков.
Кроме того, в технологии вибропрессования стал применяться высококачественный гранулированный пигмент, который обладает высокой светостойкостью, абсолютно не выгорает, может использоваться в низких дозировках, при этом получается яркий, красивый продукт.

– 3) Безусловно, с гладкой поверхности грязь смывается гораздо лучше, но керхером можно прекрасно отмыть грязь и с поверхности вибропрессованной плитки. Расколотую вибропрессованную плитку на городских общественных пространствах действительно можно встретить. Связано это с тем, что существует два способа производства вибропрессованной плитки – однослойное прессование и двухслойное. При однослойном способе основные компоненты бетонной смеси – цемент и песок, при двухслойном – основной слой – цемент, песок и щебень, лицевой слой – цемент и песок. Основной слой бетона отвечает за прочность и долговечность всей конструкции, а лицевой слой – за эстетический внешний вид и износостойкость. Это две разные по смыслу конструкции, которые только в единой целостности обеспечивают все предъявляемые требования к бетону.

Двухслойная плитка является более плотной, прочной и морозостойкой, чем однослойная, и тем более чем вибролитая. Обычно однослойная плитка может крошиться в случае несоблюдения технологии производства, однако, бывают и случаи, что лицевой слой двухслойной вибропрессованной плитки может отлетать в процессе эксплуатации. Причина – нарушение технологии изготовления: неправильно подобранная влажность лицевого и основного слоев бетона. Но это редкость, как правило, технология двухслойного вибропрессования предусматривает полную автоматизацию процесса и влияние человеческого фактора в этом случае сводится к минимуму.
Как водоцементное соотношение влияет на характеристики плитки, способ визуального контроля

По вибропрессованной также как и вибролитой плитке много нюансов: если при производстве вибролитой превысить объем воды, плитка будет разрушаться при соблюдении всех остальных норм. А производство вибропрессованой требует жесткой ЦПС и превышение воды ведет к залипанию в прессе, а более сухая смесь – к разрушению. Плитка из сухой смеси очень сильно впитывает воду и долго сохнет, а при максимально возможном количестве воды, на грани залипания, мало впитывает и быстро сохнет как природный камень. Два эти фактора очень важны и влияют также на сроки эксплуатации и внешний вид, о чем прекрасно известно производителям.
Это действительно так. Необходимо правильно подбирать водоцементное отношение при любом способе производства тротуарной плитки. Однако в случае вибропрессования этот нюанс лимитирован, процесс производства автоматизирован, любой смеситель оборудован датчиками влажности, дозировка расхода воды регулируется гигрометром. В случае вибропрессования необходимо получать максимально возможную влажность бетонной смеси, которая оценивается по критерию образования «рисок», «протяжек» по боковым поверхностям изделия визуально.

На фото слева – плитка с оптимальной влажностью, справа – из сухой смеси
Вывод
Вибропрессованная тротуарная плитка – универсальный, максимально прочный и долговечный материал. И если в начале развития технологии выбор форм и цветов был ограничен, сегодня вибропресс по декоративности ни в чем не уступает литью. Естественно, если говорить о качественной заводской продукции. Вкупе с соблюдением технологии мощения, привязанной к типу грунта и уровню грунтовых вод, финишный слой из вибропрессованной плитки, это «уложил и забыл» пока не надоест.
Секреты производства тротуарной плитки с помощью вибролитья
Дороги и тротуары при помощи брусчатки выглядят намного красивее, чем асфальтированные. Ранее мастера по созданию дорог пользовались необработанным камнем, но он имел острые края, сколы и асимметричную форму. Дорожки, которые выкладывались из такого камня, не приносили удобства. Со временем люди начали придумывать различные методы его обработки, в современном мире популярностью пользуется технология производства тротуарной плитки методом вибролитья.
Производство тротуарной плитки – одна из самых крупных промышленных отраслей, где осуществляют свою деятельность большие заводы и фабрики, а также частные предприятия. Этот результат получился потому, что плитка пользуется огромным спросом.
Методика производства тротуарной плитки
Существуют следующие способы производства тротуарной плитки:
- производство тротуарной плитки методом вибропрессования;
- выполнение изделий вибролитьем.
В процессе производства тротуарной плитки методом вибропрессования и вибролитья всегда используется компонент, который отвечает за прочность и долговечность готового изделия. С помощью добавления красителей плитка получается различных цветов.

Технология производства тротуарной плитки вибропрессованием отличается от процесса литья. В этом случае оборудование потребуется сложной конфигурации и функциональности.
Пресс-формы с готовым раствором обязаны находиться в вибропрессе, но в большинстве случаев это условие выполняет технологическая установка. Производство вибропрессованной тротуарной плитки исключает ручной труд, изготовление иного вида очень сложное.
Технология производства тротуарной плитки методом вибролитья потребует механизмы, приобрести их мастера могут по доступным ценам, а некоторые из них специалисты рекомендуют сделать самостоятельно в домашних условиях. Многие предприниматели начинали свою деятельность именно с такого процесса.
Технология вибролитья
Технология вибролитья подразумевает заливание пресс-форм бетонным раствором, который представляет собой высокое водоцементное соотношение.

Процесс вибролитья тротуарной плитки образуется следующими операциями:
- Замес бетонного раствора – эта операция подразумевает перемешивание всех компонентов: цемента, песка, щебня, пластификатора и красителя. С помощью красителя специалисты добиваются подходящего цвета. Пластификатор повышает подвижность раствора без добавления воды. Обычно применяется 2 состава бетона. Один из них нужен для фактурного слоя. Что касается красителя, то он добавляется только в туда.
- Формирование в вибростоле – бетонная смесь заливается в пресс-формы, установленные на виброуплотнителе. После чего включается электрический мотор, стол начинает подавать вибрации. Смесь уплотняется, образуя пустоту и избыток. Задача мастера по регулировке всей работы, чтобы в дальнейшем плитка была одинаковая.
- Процесс вызревания – залитые пресс-формы обязаны стоять на ровном столе несколько дней без движения. Сокращать сроки не рекомендуется, в противном случае прочность изделия будет низкая, плитка начнет крошиться. Поэтому необходимо приготовить несколько комплектов форм, чтобы свободные участки технологической линии не оставались без работы.
- Распалубка и выбивание из пресс-формы готовое изделие. Для интенсивной работы формы необходимо поместить в горячую воду на несколько минут. После чего их переносят на отдельный стол, который предназначен для распалубки. Принцип его работы аналогичен вибростолу. С помощью вибрации плитка постепенно отходит от формы.
- Отмывание форм от раствора. Для этого необходимо сделать слабый раствор соляной кислоты. После чего поместить туда формы. С помощью этой процедуры пресс-формы специалисты могут использовать для следующей заливки.

Плитка, которая была изготовлена методикой вибролитья, по итогу становится гладкой. Ее применение не предусмотрено для температуры ниже нуля. Но ее преимущество заключается в том, что оформленные ею дорожки и тротуары довольно оригинальны.
У такой методики также имеются свои достоинства:
- готовая плитка имеет разные формы;
- тротуарную плитку специалисты могут сделать разного цвета;
- мастера также могут сделать материал с роскошной глянцевой поверхностью.
Состав бетона
С помощью состава бетонного раствора есть возможность определить эстетику готового покрытия и эксплуатационные особенности изделий. Тротуарной плиткой пользуются не только в частных загородных домах для сооружения дорожек, но и при оформлении городских улиц.
Бетонный раствор, из которого будет изготовлена плитка, обязан соответствовать требованиям ГОСТа. По этому принципу все бетонные изделия обязаны производиться из мелкозернистого и тяжелого бетона, обладать прочностью. А также они обязаны быть надежны в эксплуатации при низких температурах и поглощать влагу.
Состав для смеси тротуарной плитки, которая производится вибролитьем, имеет отличие – огромное число заполнителя, в качестве него часто используют щебень. В таком случае размер зерен принимается от 5 до 20 мм. Производство этим методом предусматривает присутствие подвижности раствора, поэтому здесь присутствуют эффективные стабилизаторы и пластификаторы.
Если в состав входят такие породы щебня, как гранит, количество цемента часто уменьшается, ведь с помощью каменного каркаса структура будет плотной и прочной.
Основные пропорции по этой технологии очень похожи с рецептом тяжелого бетона. Если имеются особенные формы, то плитку мастера могут изготовить запросто самостоятельно. Это относится и к раствору, который специалисты замешивают гравитационным смесителем.
Подборка соотношения компонентов
При производстве тротуарной плитки самостоятельно не рекомендуется использовать классическую схему. Для простоты производства плитки своими руками необходимо повысить подвижность раствора. В таком случае быстрота вибрации станет меньше, соответственно, состав бетонной смеси немного изменится.
Главные пропорции бетонного раствора, которые используют для заливания тротуарной плитки, могут быть следующие: часть массы цемента, 1,5 части массы песка, 2,5 части массы щебня, 0, 35 части массы воды, пластификатор и пигмент.

Если повысить класс бетона, то пропорционально увеличится расход цемента, а пропорции заполнителей станут ниже. По итогу состав раствора будет изменен, но искусственный камень останется плотным, сохраняя полный набор свойств.
Подбор материала
Чтобы готовая плитка была гарантированно плотной, стойкой по отношению к морозам и водонепроницаемой, главное – подобрать материалы качественные.
Главный компонент любого бетона – цемент. В таком случае необходимо выбрать среднеалюминатный, который содержит минеральные добавки не больше 5%, а класс надежности должен быть 42,5.
Мытый карьерный песок будет в виде мелкого заполнителя. Модуль крупности должен составлять 2–2,5. Он относится к строительному песку 1 класса. С помощью этого компонента расход раствора становится меньше и, соответственно, стоимость его намного ниже при довольно высоких коэффициентах качества.
Гранитный щебень применяется вместо крупного заполнителя. Размер его зерен должен быть от 3 до 10 мм.

При высокой подвижности раствора этот материал становится очень прочным, надежным и долговечным. По цене он довольно дорогой, поэтому лучше купить обычную смесь, диаметр зерен которого составляет от 5 до 20 мм. При этом крупный заполнитель необходимо убавить.
При помощи этого способа при образовании каменного каркаса будет большая подвижность и однородность.
Производство в домашних условиях
Перед тем как начать производство тротуарной плитки, требуется подготовить место для хранения и формирования готовых изделий. Уплотнение обязательно даже при довольно высокой подвижности раствора. Вибраторы подходят как собственного изготовления, так и погружные.
В процессе перемешивания всех составляющих, для получения необходимой смеси для начала засыпается песок, после чего вода с добавками и цемент. Последним компонентом необходимо добавлять щебень. По времени смешивание компонентов занимает не более 3 минут. Раствор обязан соответствовать однородной массе.
После того как смесь будет расформирована по пресс-формам, ее нужно обязательно закрыть пленкой, она не даст влаге испаряться из изделия. Спустя 3 дня нужно начинать распалубку и переносить изделие на стеллаж с влажными опилками.

Преждевременно доставать тротуарную плитку, вибролитье которой претерпело нарушений процесса, не стоит.
Эта технология изготовления тротуарной плитки подразумевает поддержания температуры на отметке 17 градусов. Через 28 дней плитка будет довольно прочной и готовой к использованию, но в течение всего этого времени ее необходимо регулярно увлажнять. Процесс вибролитья, технология которого подразумевает усадку смеси в форме, затягивается на целый месяц, но результат такого производства радует мастеров.
Вибропрессованная тротуарная плитка: производство, характеристики, технология мощения
Бетонную тротуарную плитку можно смело назвать «народной маркой», так как именно ее чаще всего используют при мощении садовых и технических дорожек, отмосток, парковок и въездных зон. Но, как и в ситуации с различными строительными блоками на базе цемента, бетонная плитка, это не один, а несколько видов материалов, отличающихся технологией производства и эксплуатационными характеристиками. Насколько плитка будет прочной, долговечной и презентабельной, зависит преимущественно от того, каким способом она изготовлена. Различают вибролитую и вибропрессованную плитку – при помощи специалиста Группы BRAER рассмотрим, почему вибропрессование позволяет получить более совершенный продукт.
Содержание

Технология производства
Везде пишут, что вибропрессованная плитка является, по сути, искусственным камнем, дышит и потому выдерживает нашу погоду с перепадами температуры гораздо лучше вибролитой. Я здесь вижу какое-то противоречие: ведь если есть поры и возможность проникновения воды, то плитка должна трескаться, а тут почему-то как раз наоборот получается. Может, вообще все от лукавого и разницы между вибролитой и вибропрессованной плиткой вообще нет?

Вибролитьевые плиты производятся путем заливания жидкого раствора цемента и песка в формы, с последующей обработкой на вибростоле. В процессе твердения у данной продукции образуется большое количество пор, и плитка будет иметь высокие показатели водопоглощения, как следствие, низкие показатели морозостойкости и прочности. При технологии вибропрессования за счет давления пресса удается достичь высокой степени уплотнения полусухой бетонной смеси, что значительно повышает прочность и морозостойкость изделий. Именно эти показатели определяют долговечность и стойкость плит к негативным воздействиям окружающей среды. Таким образом, несмотря на то, что вибропресованная плитка тоже «дышит», она прослужит дольше вибролитьевой продукции.

Вибролитье – способ изготовления плитки, доступный даже в домашних условиях, участники портала собирают вибростолы без особых сложностей. Отличия между самодельной вибролитой плиткой, которую владелец участка делает для собственных нужд и плиткой, производимой неким ИП, будет только в объемах. При этом качество изделий в первом случае может быть даже выше, ведь делая для себя, стараются соблюдать рецептуру и придерживаться технологии. Тогда как во втором варианте слишком велик соблазн сэкономить на сырье и ускорить темпы работ, чтобы в сезон реализовать как можно больше. А нарушения приводят к далеко не радужным последствиям.
Два года назад положил плитку, вся рассыпалась в труху, надо перекладывать. Куплена была на каком-то частном производстве. Подскажите, какую плитку купить, чтобы подобного не повторилось, есть технический нюанс – нужна тонкая.
Чтобы не допустить повторения данной проблемы, необходимо приобретать тротуарные плиты у крупных и надежных производителей. Советую обратить внимание на бетонные тротуарные плиты, выполненные по технологии двойного вибропрессования. Изделие состоит из двух слоев: верхнего лицевого и нижнего основного. Лицевой слой выполняет декоративную функцию и отличается многообразием цветов. При этом данная технология позволяет применить заполнители крупных фракций в нижнем (несущем) слое и тем самым улучшить показатели прочности и морозостойкости изделий. Большой выбор расцветок и форматов тротуарных плит, выполненных по технологии двойного вибропрессования, позволяет приобрести не только долговечный, но и презентабельный материал для мощения, в том числе и небольшой толщины – 40 мм.
В отличие от вибролитой тротуарной плитки, вибропрессованные плиты выпускаются только большими профильными предприятиями, так как позволить себе столь высокотехнологичную производственную линию не то, что малый, даже средний бизнес просто не в состоянии. А полная автоматизация производства – это строгий контроль каждого этапа, начиная от подготовки компонентов и заканчивая приемкой готовой продукции.

Характеристики вибропрессованной плитки
Так как тротуарная плитка эксплуатируется в условиях внешней среды, к ней предъявляются повышенные требования. Чтобы выдержать и прямой контакт с влагой, и воздействие ультрафиолета, и перепады температур, и механическое истирание, плитка должна быть максимально прочной, плотной и износостойкой. У вибропрессованных изделий следующие технические параметры.
- Прочность на сжатие (класс бетона) – В30.
- Водопоглощение – до 6 %.
- Морозостойкость – F200.
- Истираемость – до 0,5 г/см².
Что касается декоративности, зачастую вибропрессованной плитке вменяют меньшую, чем у вибролитой презентабельность и раньше такие претензии были обоснованы. В самом начале, когда технология обработки сухой бетонной смеси одновременно и вибратором, и прессом только появилась, производители предлагали весьма скромное количество форм и оттенков. Тогда как вибролитье могло похвастаться и сложными фигурами, и глазурованной, привлекающей внимание поверхностью, и яркими, насыщенными цветами. Но на практике, дорожка, мощенная идеально гладкой плиткой, зимой превращается в настоящий квест, пройти который без падений под силу далеко не каждому. А манящие «пасхальные» расцветки, мало того, что буквально спустя сезон блекнут, так еще и прочность таких изделий под вопросом – большое количество пигмента отрицательно сказывается на свойствах смеси.
Современная же вибропрессованная плитка представлена разными коллекциями, отличающимися и формой, и фактурой, и гаммой. С визуальной точки зрения интересна технология смешивания цветов «СolorМix». Такую плитку производят методом двойного вибропрессования, а в раствор для лицевого слоя вводят красители, но не перемешивают его до однородности. В результате получается разнотонная окраска плитки с плавными переходами от одного оттенка к другому. Некоторые коллекции имитируют натуральные материалы, такие, как песчаник, гранит, мрамор, а то и древесную кору или сухую листву.

Применение и выбор плитки
Тротуарная плитка применяется как для пешеходных зон с минимальной нагрузкой, таких, как садовые дорожки и отмостки, так и для участков с высокими нагрузками, например, парковок и въездов. И если форма и дизайн плитки подбирается в соответствии со стилистикой оформления участка и предпочтениями владельцев, то ее вид и толщина должны отвечать специфике применения.
Парковка в зоне заезда в гараж, стою перед выбором плитки – вибролитьевая 30 мм, либо вибропрессованная 60 мм. Моститься будет и стоянка и отмостка (они смежные). Какую плитку предпочесть?
Если говорить о надежности и долговечности покрытия, то стоит выбрать вибропресованные тротуарные плиты. При технологии вибропрессования за счет давления пресса удается достичь высокой степени уплотнения бетонной смеси, что значительно повышает прочность, морозостойкость и, как следствие, долговечность изделий. Так же, учитывая, что мощение будет производиться в зоне парковки и испытывать нагрузку от автомобилей, лучше отдать предпочтение плитам толщиной 60 мм.
Характеристики вибропрессованной плитки, а это не только высокая прочность и минимальное водопоглощение, но и шероховатая поверхность, допускают и применение материала для облицовки входных групп.
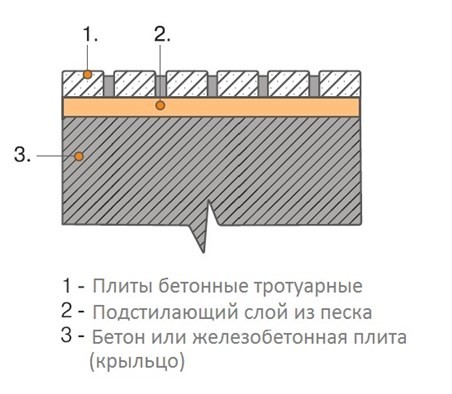
Дайте совет, надо отделать крыльцо и ступени плиткой. Клинкер не потяну, керамогранитом не советуют. Выбор пал на обычную тротуарную плитку, какую выбрать? Есть, какие противопоказания, стоит так делать
Плиты бетонные тротуарные успешно применяются при устройстве лестниц на входе в здания, так же плитами можно отделать и крыльцо. Советую обратить внимание на изделия, выполненные по технологии двойного вибропрессования, которые отличаются высокими показателями прочности и морозостойкости. При устройстве такой конструкции минимальная толщина плит не менее 40 мм и толщина подстилающего стоя 30-50 мм.
Технология подготовки основания и укладки плитки
Практичность и долговечность дорожек и других элементов мощения зависит не только от качеств финишного слоя, но и от соблюдения технологии подготовки основания и укладки плитки. На конструктив влияют несколько факторов: тип грунта, уровень грунтовых вод, предполагаемые нагрузки. Но если рассматривать стандартный «пирог», он включает следующие слои.

… Давайте рассмотрим, чем обеспечивается прочность основания для укладки плитки/брусчатки.
- Геотекстиль нижним слоем отделяет грунт от отсыпки, препятствуя взаимопроникновению, и служит дополнительным армирующим слоем. Правильный геотекстиль обладает высоким коэффициентом фильтрации, что не дает воде скапливаться в основании.
- Следующим слоем идет песок/ПГС, роль которого в предохранении геотекстиля от механического повреждения острыми краями щебня, а также повышения уровня отсыпки до расчетного.
- Щебень фракции 20-40 слоем 10-15 см создает прочное основание за счет заклинивающего эффекта.
- Щебень мелкой фракции слоем 5 см для расклинцовки крупного щебня. В основании дорог/дорожек нормативно, так как нагрузки разнонаправленные.
- Песок, как выравнивающий финишный слой 2-3 см обязательно карьерный с разнофракционной примесью мелкого гравия. Сеянный/мытый песок не годится, особенно мелкий. Хорошим заменителем песка служит гранитный отсев.
Уточню, если в п. 3 слой щебня будет 20 см, то основание пригодно для проезда/парковки автотранспорта. При слое 25 см эксплуатационные нагрузки на уровне дорог 3 категории с долговременной эксплуатацией. Для садовых дорожек с малыми эксплуатационными нагрузками (исключительно пешеходными), пункт 4 можно исключить, заменив мелкий щебень отсевом или крупным карьерным песком с указанными выше характеристиками. При достаточном слое песка/отсева заклинивающий эффект будет достигнут.

Стоит дополнить, что в регионах с выраженным морозным пучением, для предотвращения деформационных явлений вместо геотекстиля на грунт укладывают плиты ЭППС.
Вибропрессованная тротуарная плитка укладывается на подготовленное основание по диагонали, в направлении «от себя», сухим методом, с последующей трамбовкой и засыпкой швов чистым просеянным песком. Определиться со способом (рисунком) укладки можно как самостоятельно, так и с помощью профессионалов.
Наша бесплатная услуга – фотоэскиз проекта мощения (нам присылают фото дома с территорией, мы делаем два варианта визуализации мощения).
В видео – инструкция по укладке тротуарной плитки.
Вывод
Вибропрессованная тротуарная плитка – прочный, долговечный и красивый материал для мощения дорожек и других зон участка. При соблюдении технологии подготовки основания, покрытие будет служить годами без необходимости переделок. А благодаря фактурной поверхности, по дорожкам будет безопасно передвигаться при любых погодных условиях.
Читайте также: